3. Computer controlled cutting¶
Instruction¶
characterize your lasercutter’s focus, power, speed, rate, kerf, joint clearance and types
Lesercutter we used¶
The following is information of the Lasercutter used at Fablab Kannai.
Universal VLS 2.3
-
Work area is 406x305x102mm(16”x12”x4”)
-
30W CO2
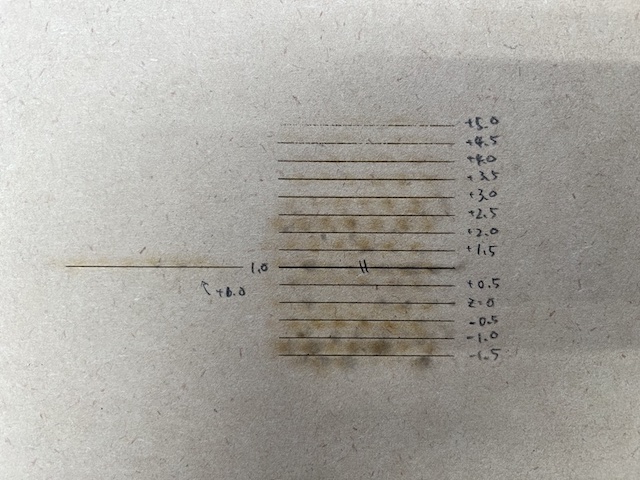
focus¶
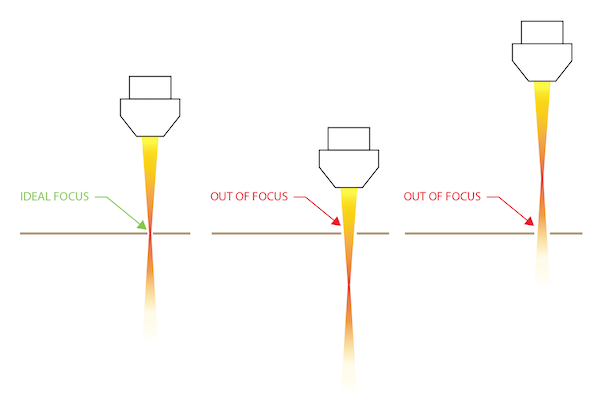
- Lens: 2.0 inch (2.54 x 2 mm)
- Z Axis resolution 0.1mm
- Defocus +5.0, +4.5, +4.0, +3.5, +3.0, +2.5, +2.0 +1.5, +1.0, +0.5, 0, -0.5, -1.0, -1.5
- material we used : card board
Set Z=0.6 as starting point(zero) and change z parameter by 5mm Unexpectedly, there is not a significant difference from the front viewpoint
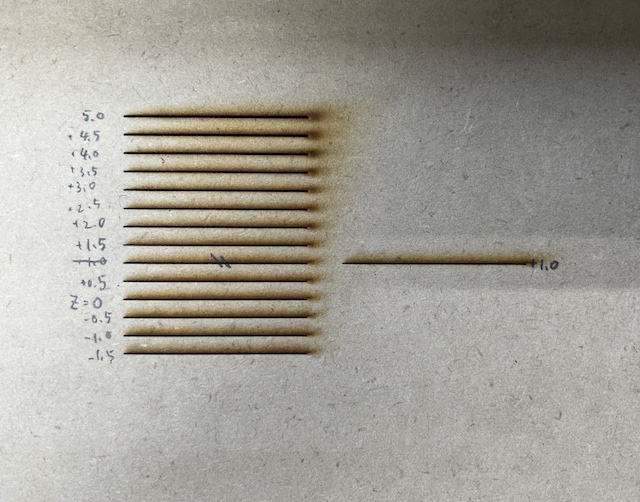
However, looking at the back we find the board is not cut enough above 3.5mm
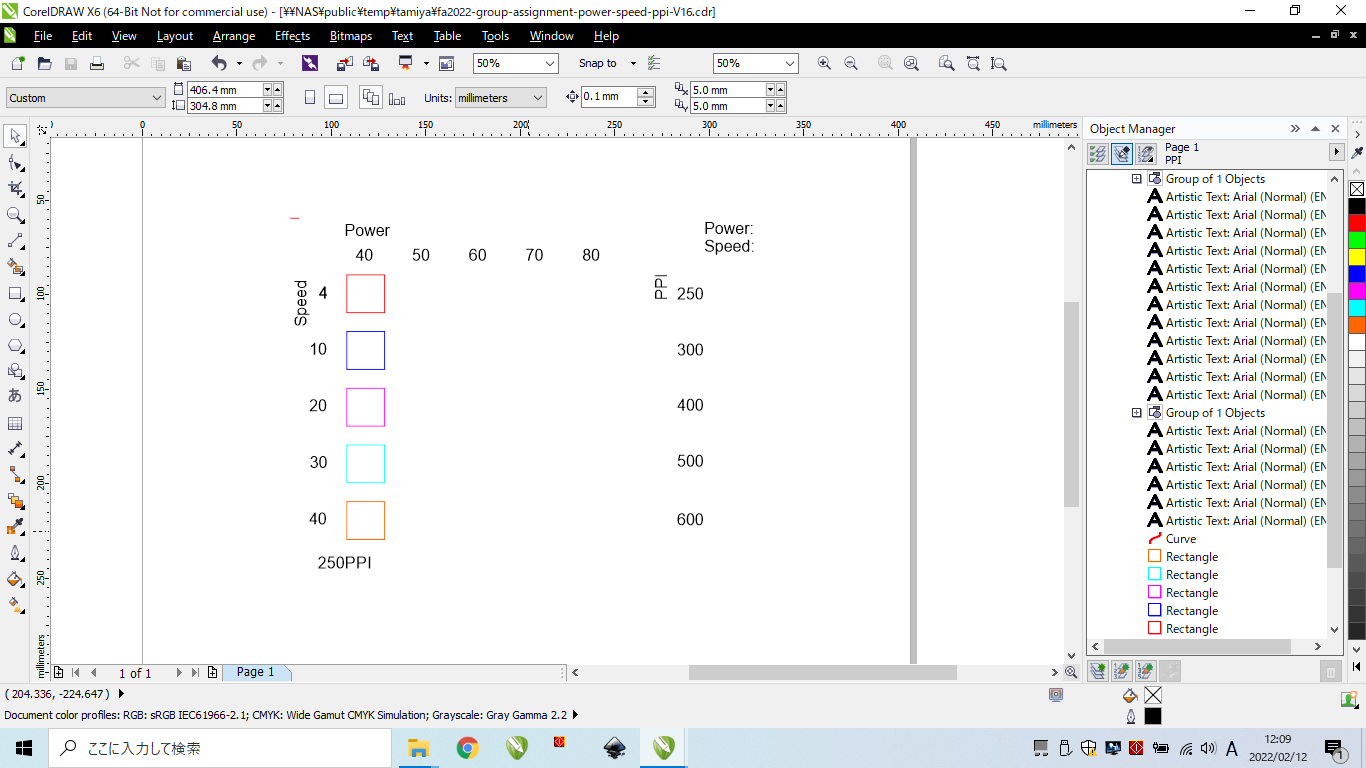
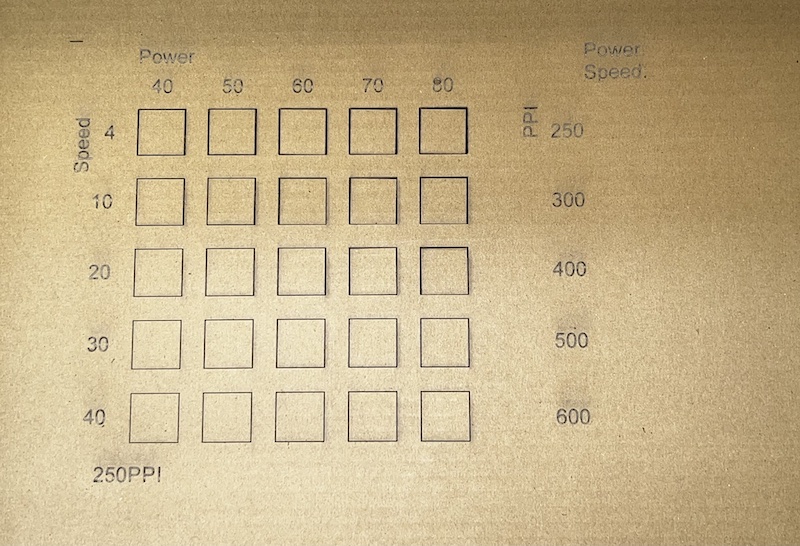
Power, Speed, Rate¶
The data we used for power, speed, rate test
- Power is laser output strength
- Speed is speed of advancing laser
- rate is PPI = pulses per inch

Only the column of power=40 is displayed and Command +P
Launch UCP software and select Medium Density Fiberboard at material database
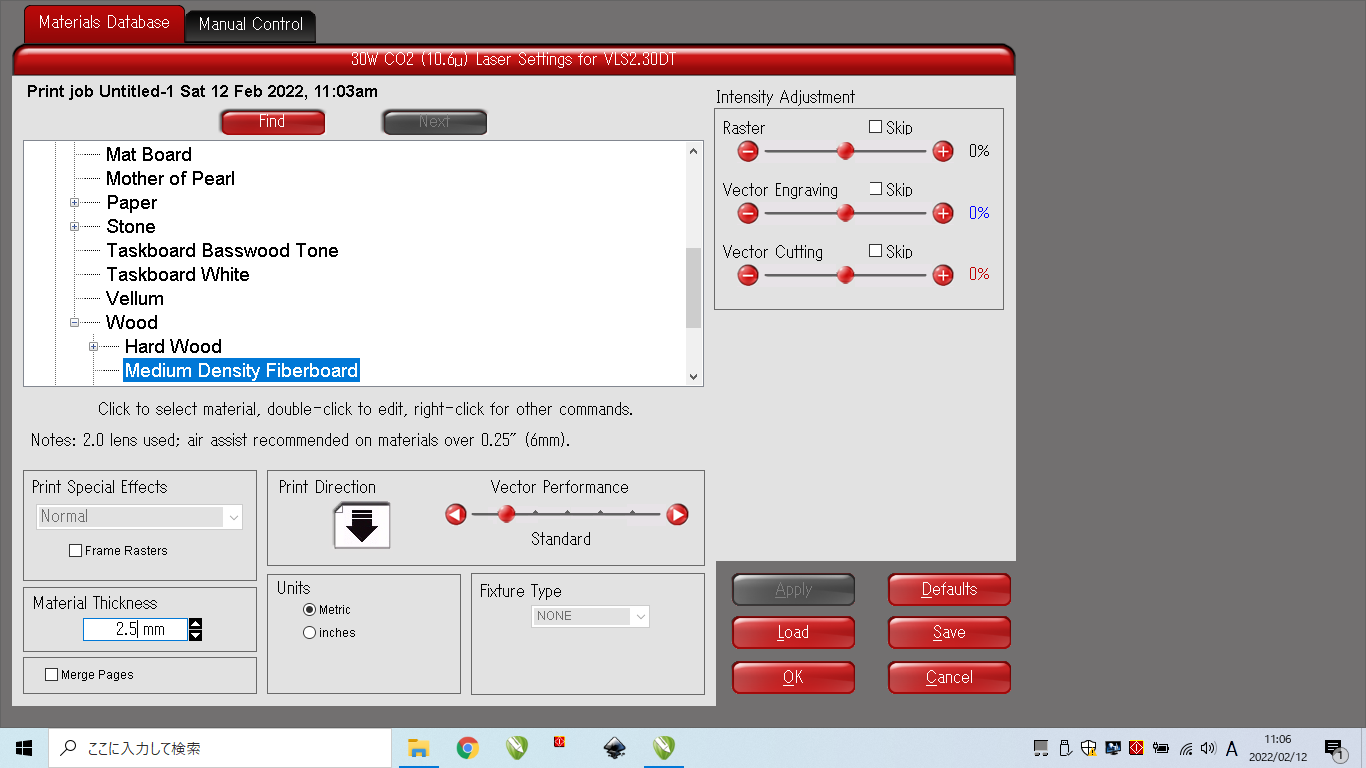
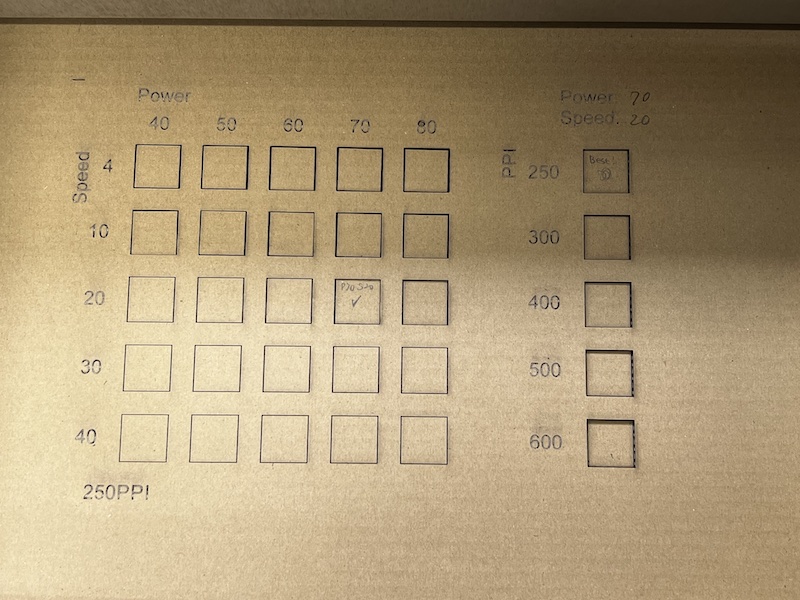
Cut the cardboard in each setting
We found that the best setting for this cardboard is here Power=70, Speed=20, PPI=250
kerf¶
In order to measure kerf, we use the data below.
- 10 sticks (11 cuts)
- 1/2 + 9 + 1/2 = 10 Kerf
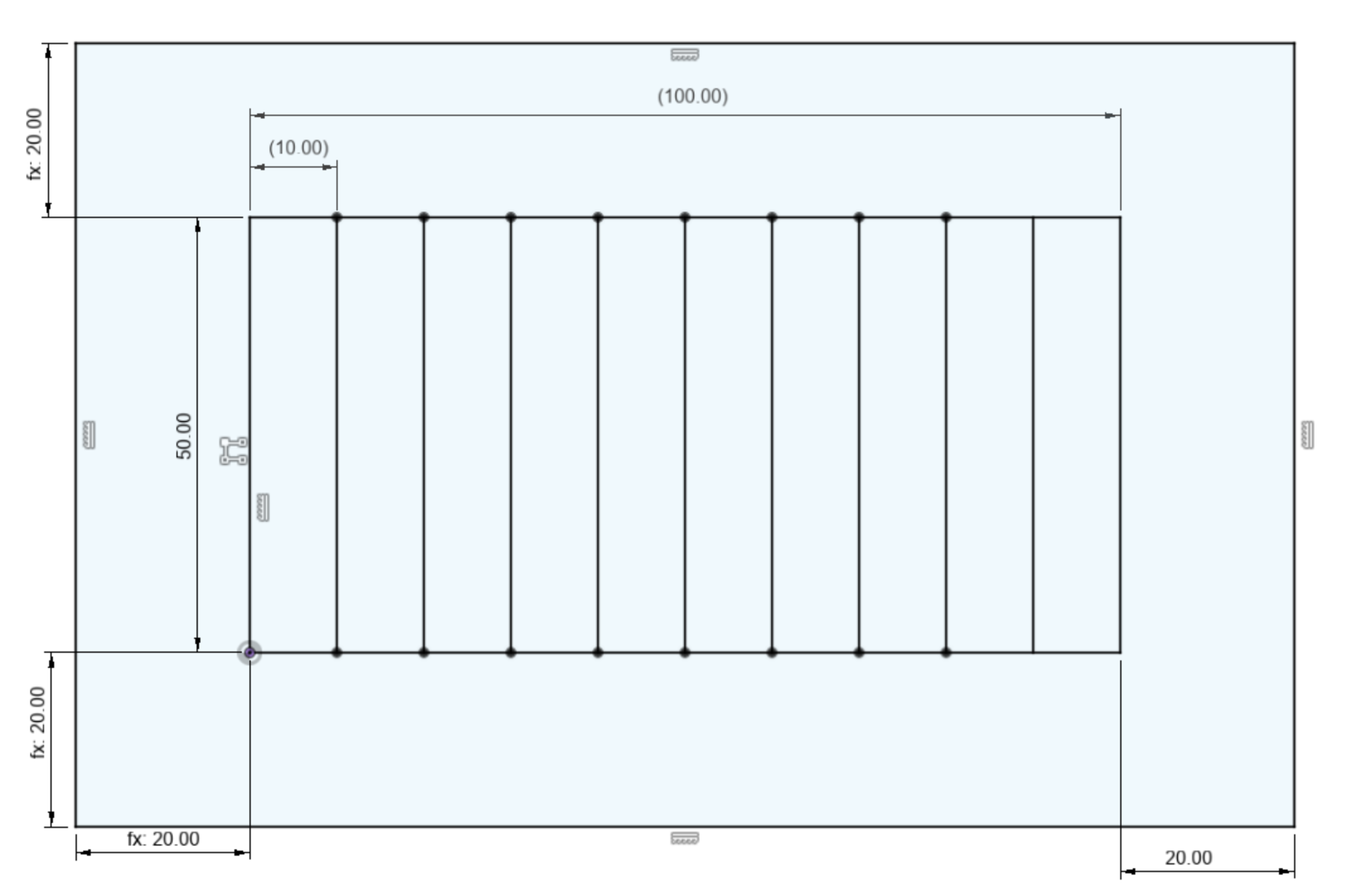
Cut the cardboard in the setting below Power=70, Speed=20, PPI=250
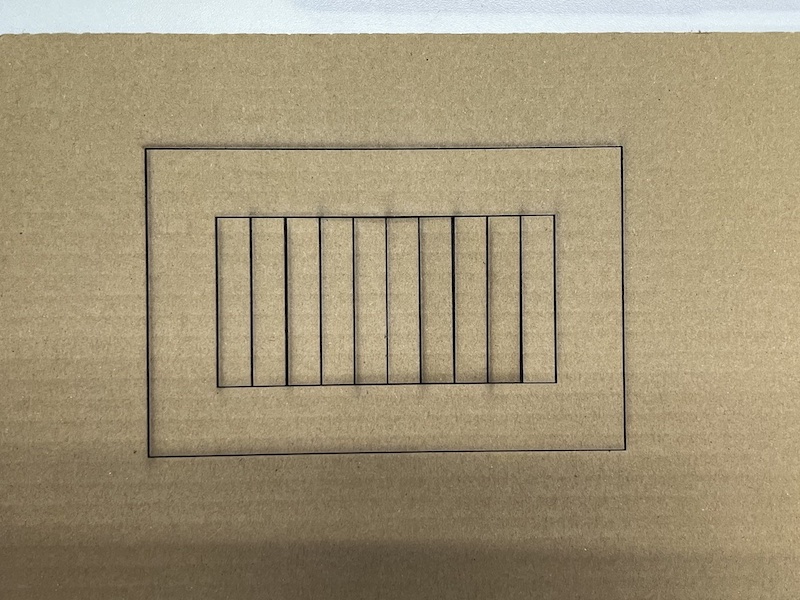
but the part of cardboard was not cut completely
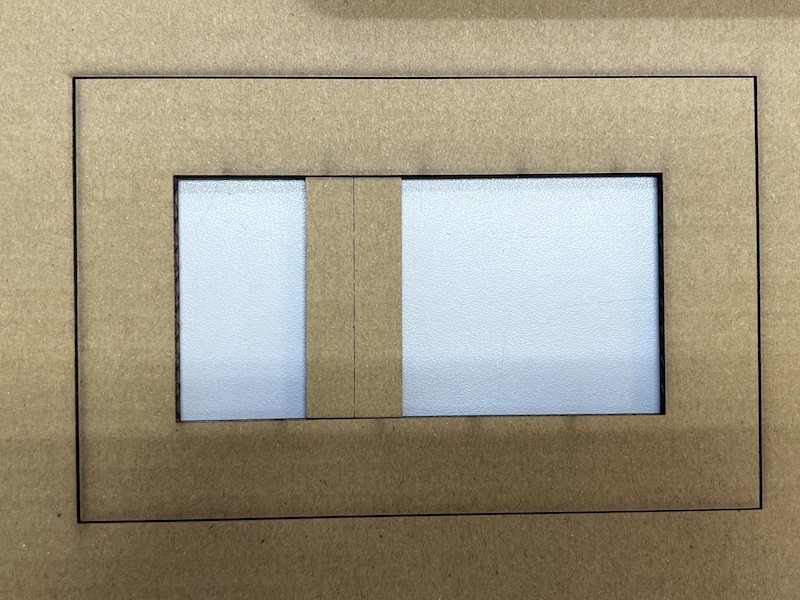
So we try again to cut it under a little stronger setting : Power=70, Speed=10, PPI=250 This time I was able to cut it off completely.
lay them side by side and measure the total lengry by digital caliper

10 Kerf = 100 - 97.55 = 2.45 mm
kerf = 0.245 mm
Joint Clearance for press-fit¶
Measure thickness of the cardboard 5 times and calculate the average for them
2.9 2.83 2.85 2.88 2.79
ave. thickness = 2.85
We use the data for joint clearance test
Set the result of experiment as parameter of thickness and kerf
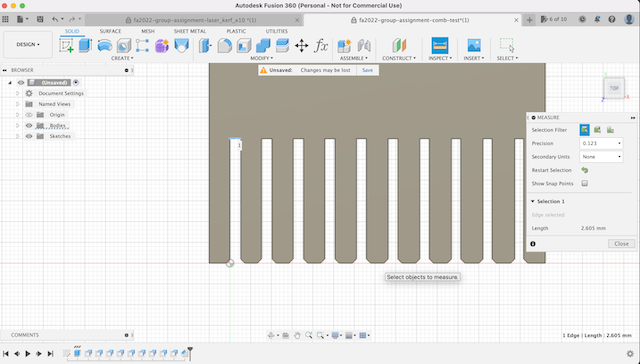
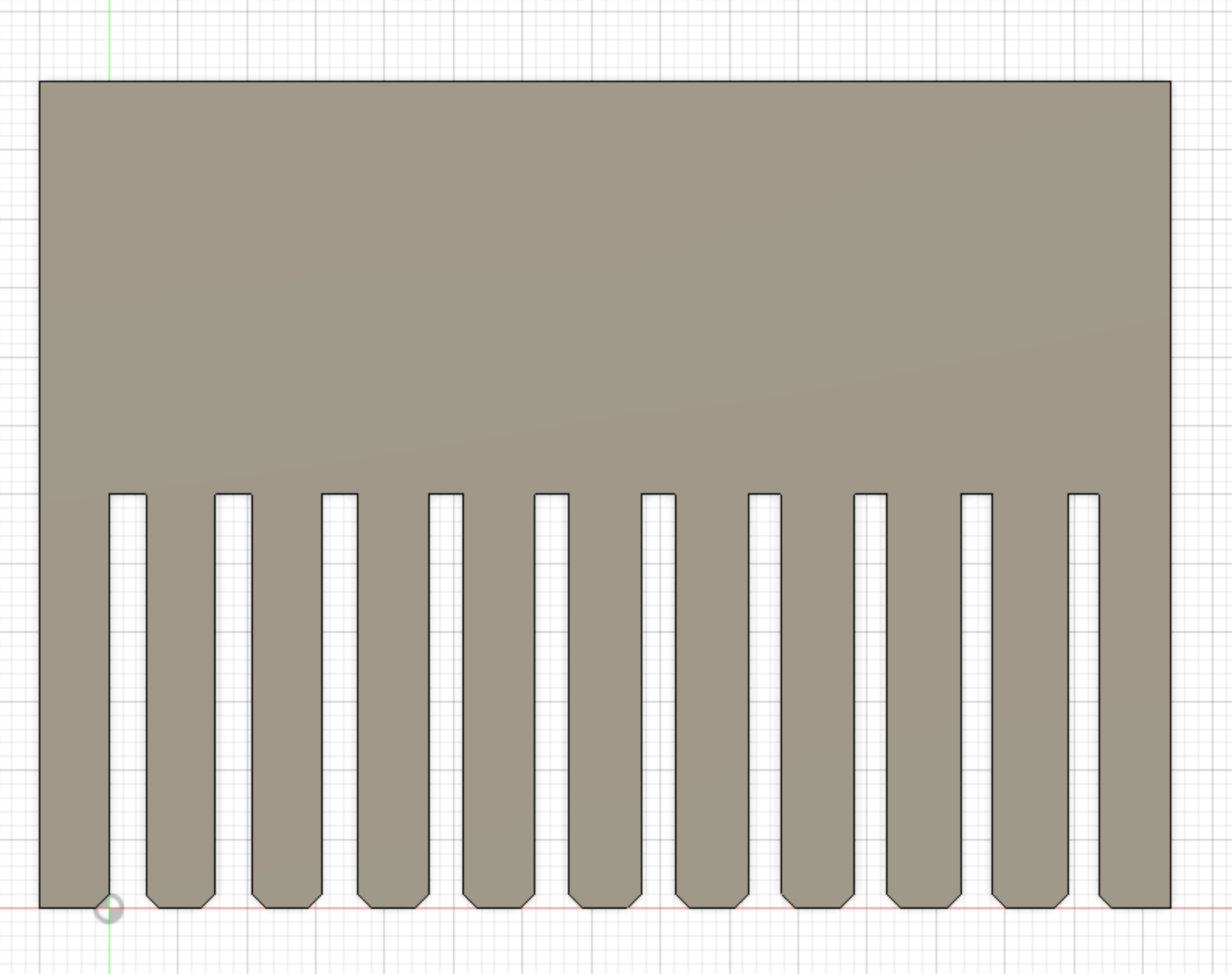
Cut the comb
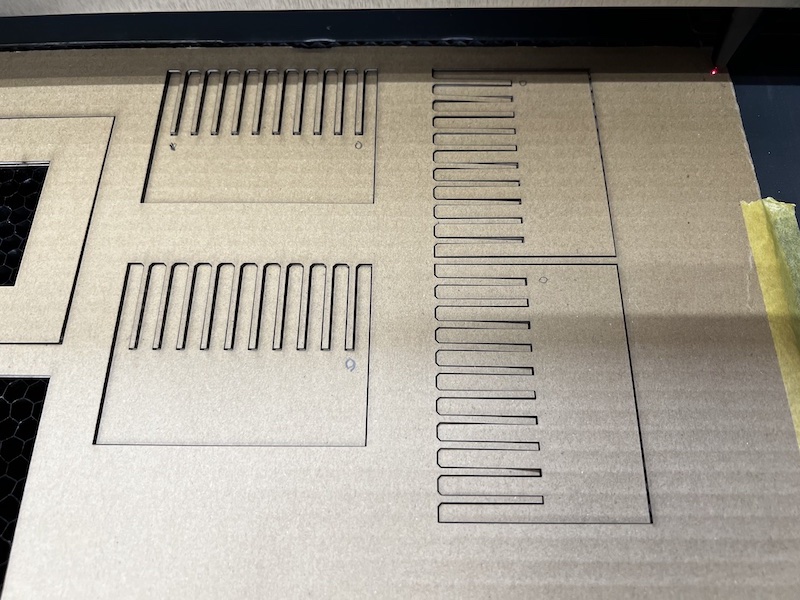
and we test which slit is the best fit
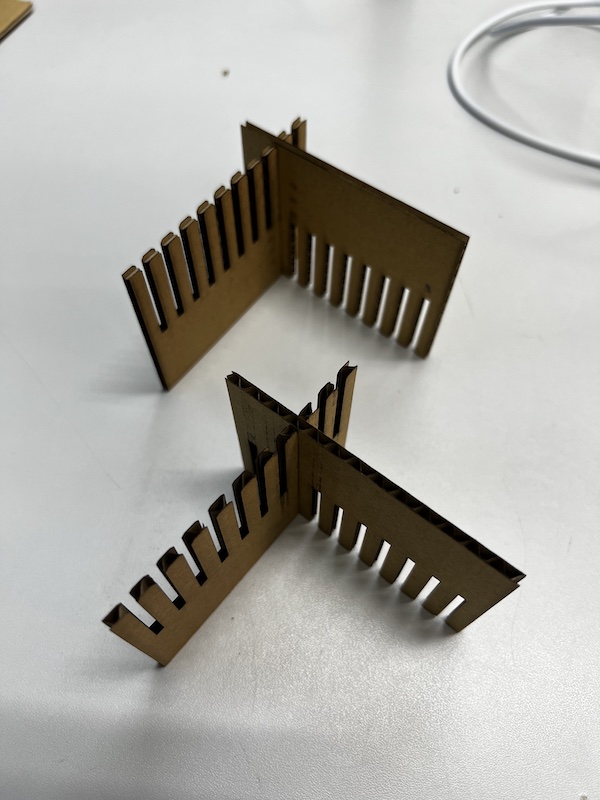
As a result, we get the final answer of the joint clearance as 0.1.
So I found value of the best slit width below
Thickness 2.85
-Kerf 0.245
-Joint Clearance 0.1
=2.505
{kind=link}