小组作业:模具制作与铸造
项目概述
本次小组作业基于"模具制作与铸造"课程内容,完成了两个实践项目:
- 利用乐高积木、胶泥和聚氨酯树脂(PU)制作小狗笔筒陶像
- 利用铟锡铋低温合金,借助热水和注射器,浇筑小锡兵模型
这两个项目应用了课程中学习的模具制作、软模具铸造、脱模技术和低温金属铸造等核心技能,展示了不同材料和工艺在模具制作与铸造中的应用。
材料与工具
小狗笔筒制作材料:
- 小狗陶瓷笔筒原型(用于取模)

陶瓷小狗笔筒原型
- 乐高透明蓝色积木(用于制作模具外框)
- 模型油泥

画面中塑料袋包装的蓝色条块状物是模型油泥,蓝色积木用于制作模型外框
- 模具硅胶(用于制作弹性模具)
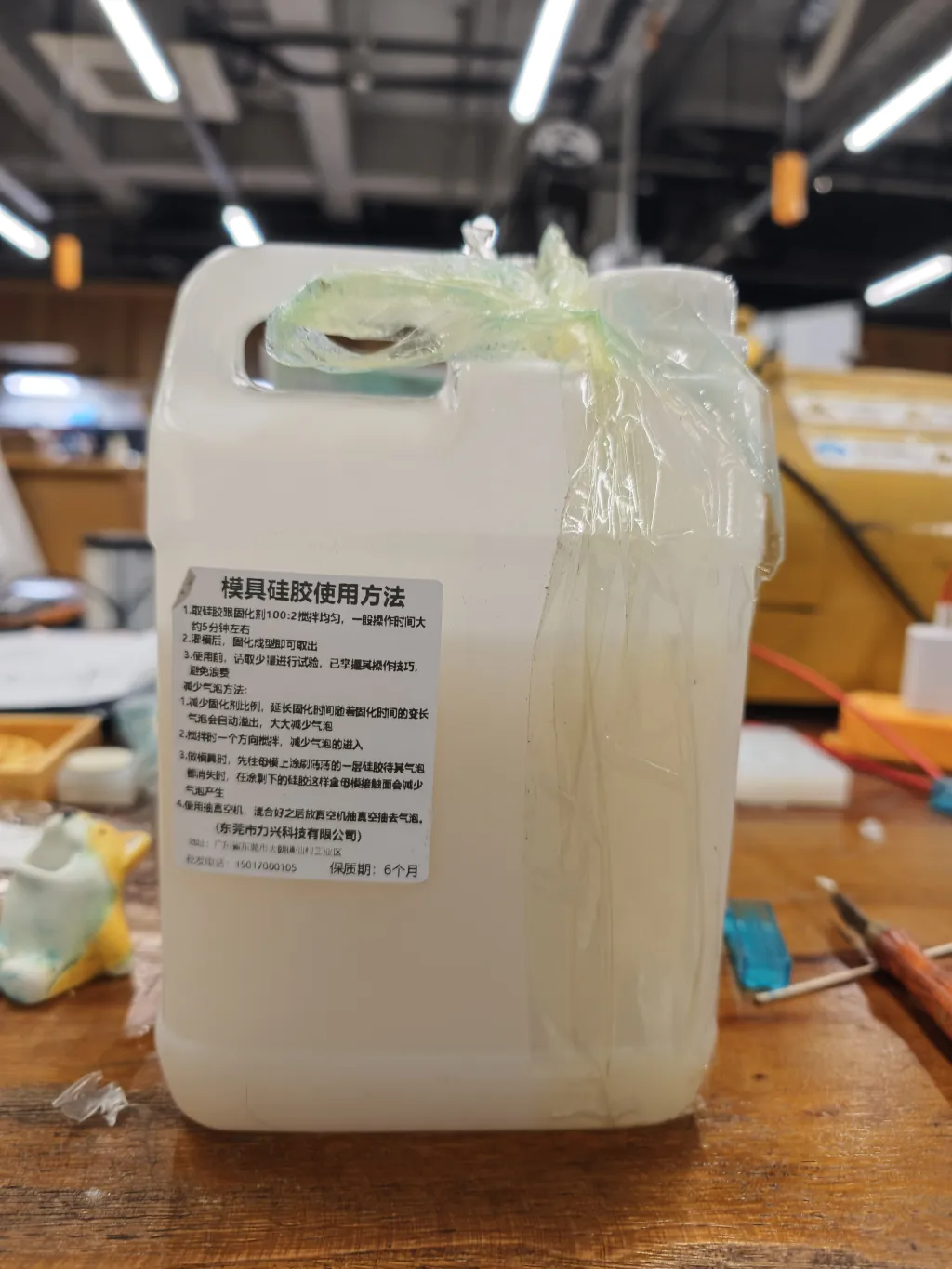
塑料壶封装的模具硅胶
模具硅胶使用方法
1. 取硅胶跟固化剂100:2搅拌均匀,一般操作时间大约5分钟左右。
2. 灌模后,固化成型即可取出。
3. 使用前,访取少量进行试验,已学握其操作技巧避免浪费。
减少气泡方法:
1. 减少固化剂比例,延长固化时间随着固化时间的变长气泡会自动溢出,大大减少气泡。
2. 搅拌时一个方向搅拌,减少气泡的进入。
3. 做模具时,先往母模上涂刷薄薄的一层硅胶待其气泡都消失时,在涂剩下的硅胶这样和母模接触面会减少气泡产生。
4. 使用抽真空机,混合好之后放真空机抽真空抽去气泡。
(东莞市力兴科技有限公司)
地址:广东省东莞市大朗镇仙村工业区
保质期:6个月- 聚氨酯树脂快干AB水(ShinBon新邦PU快干模型AB水,用于最终成品铸造)
ShinBon新邦PU快干模型AB水
本品为AB双组份,按重量1:1比例混合固化成PU,易打磨且脱模时间短。
- 计量:AB液的重量混合比是1:1,分别用容器称取AB液,如重量偏差过大,会使固化物的表面不能完全固化或是固化物的颜色发生偏差。
- 混合:将过秤后AB液充分搅拌均匀,搅拌时间以15~20秒为宜,因AB液混合后会在1.5-2分钟内固化,故操作时间越快越好。
- 灌模:充分搅拌均匀后,迅速灌入硅胶模具中,有真空机的,可放入真空机抽掉液体中的水份及空气,抽真空后可得到收缩小,无气孔的漂亮产品。
- 脱模:抽完真空后,将灌好AB水的硅胶模放置平面工作台,待10~20分钟,就可以脱模,由于固化反应热会使固化物的温度上升,请注意避免发生烫伤事故,如果过早脱模,高温的固化因受激冷,可能会发生变形
使用注意事项:
- 水气对A/B二液的品质均会产生不良影响,故应绝对避免混入水。
- B液会和水分发生反应生成白色浑浊物或发生固化,如若已经变得不透明,或已经固化,请不要再使用。
- 任何颜料/化学材料均会与本材料产生反应,导致更多的气泡,因此请杜绝添加一切颜料。
- 赠送滴管、量杯为容器,AB液密度不同,切勿用于AB比例均衡。
- 建议收到产品3个月内用完,A组会收缩,B组会膨胀,不要久放,避免瓶身开裂溢出。使用完毕后,请清理干净瓶口,请密封,在避免日光直晒的干燥阴暗处保存。
- 白凡士林脱模剂
- 产品名称:白凡士林(WHITE VASSLIN)
- 用途:主要用于模型润滑剂和硅胶模脱模剂
- 使用方法:用干净软毛刷均匀涂抹于模具表面
- 重量:500g/瓶
- 制造商:泉州市琳德贸易有限公司
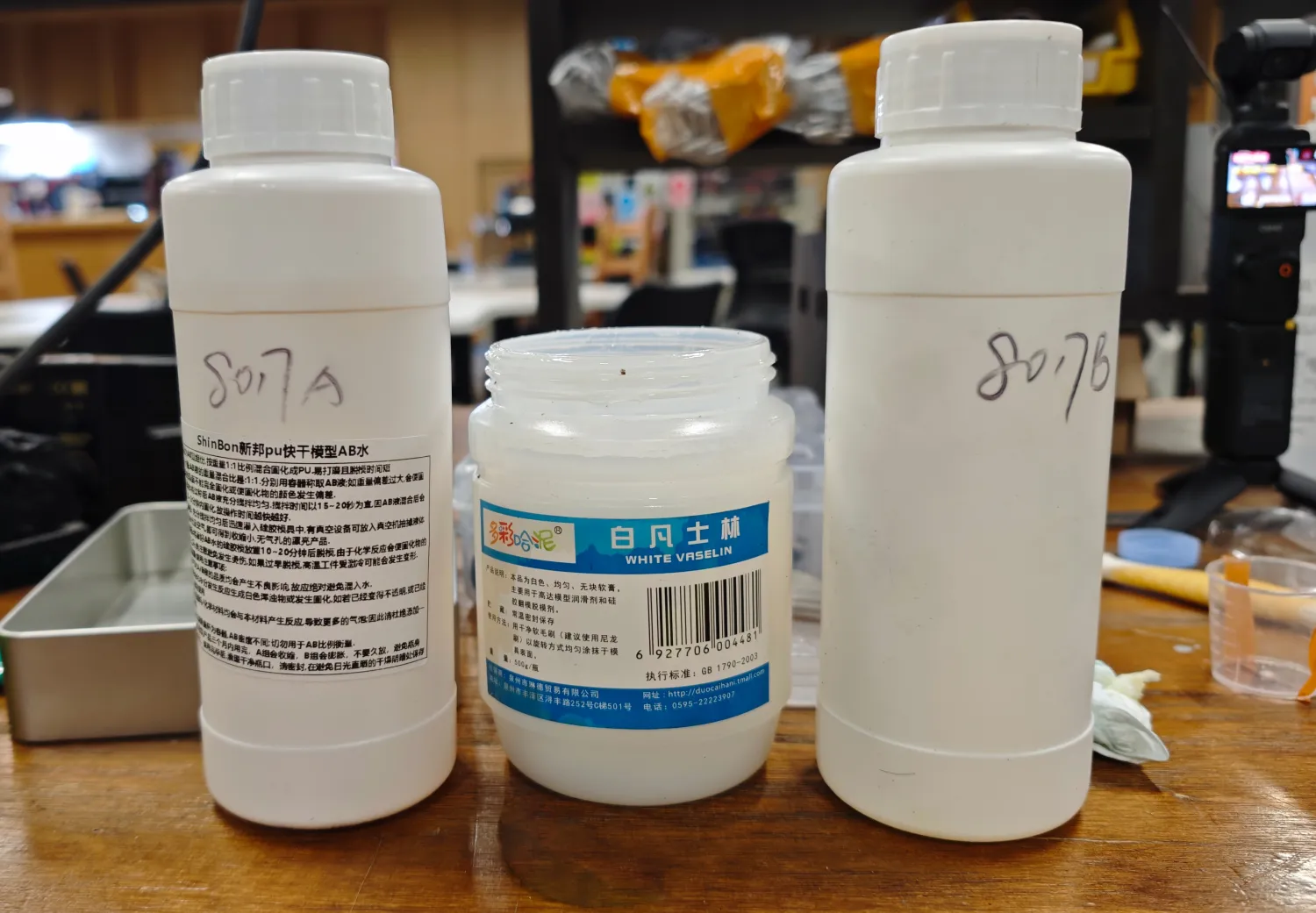
白凡士林(中)和 AB 水(左右 2 瓶)
铟锡铋小锡兵制作材料:
- 铟锡铋低温合金
- 熔点:47°C
- 纯度:99.995%
- 产地:广东东莞
- 制造商:东莞市鼎冠金属科技有限公司
- 蓝色硅胶模具(乐高人仔形状)
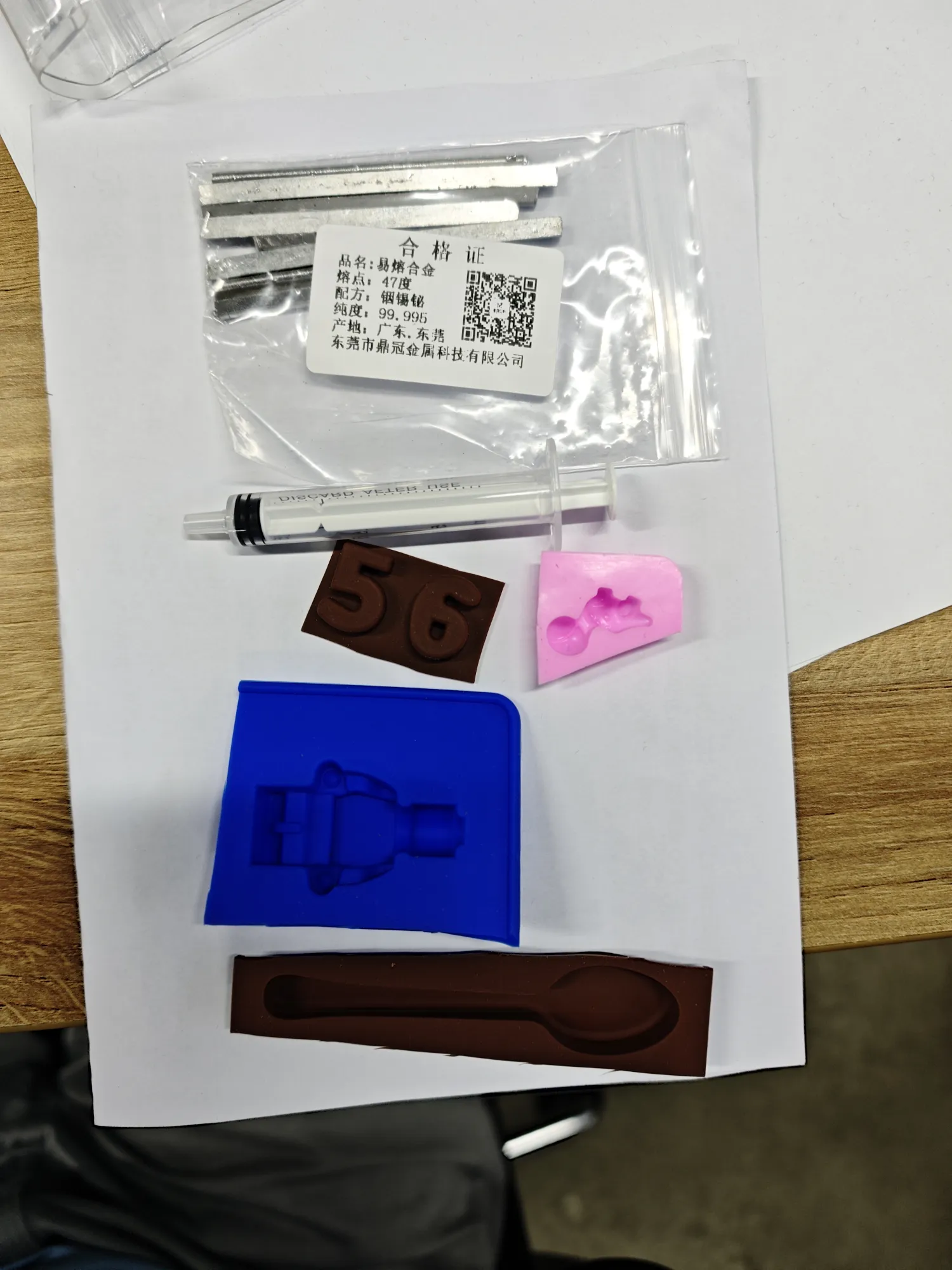
铟锡铋低温合金、注射器以及柔软的模具
工具:
- 注射器(用于注入低温合金)
- 金属锉刀/工具(用于后期处理)
- 热水(用于熔化低温合金)
- 玻璃量杯(用于材料混合)
- 一次性塑料碗
- 塑料注射器
- 木棒(用于搅拌)
- 软毛刷(用于涂抹脱模剂)
- 纸张(用于防止工作区域污染)
- 手套(防护用)
- 口罩
- 眼罩
小狗笔筒制作流程
准备工作
- 清洁工作台(建议铺上纸张保护)
- 准备原型模型(小狗陶瓷笔筒)
- 检查所有材料和工具
- 确保工作环境干燥,避免水分影响材料质量
我们计划分 2 次翻模,把模具做成可以咬合的 2 部分,以便方便去除原雕像和浇筑后取出铸造件。
上半身模具框架构建
- 使用透明蓝色乐高积木搭建模具外框
- 调整框架使其能够完全包围原型,并预留足够的空间用于倒入硅胶
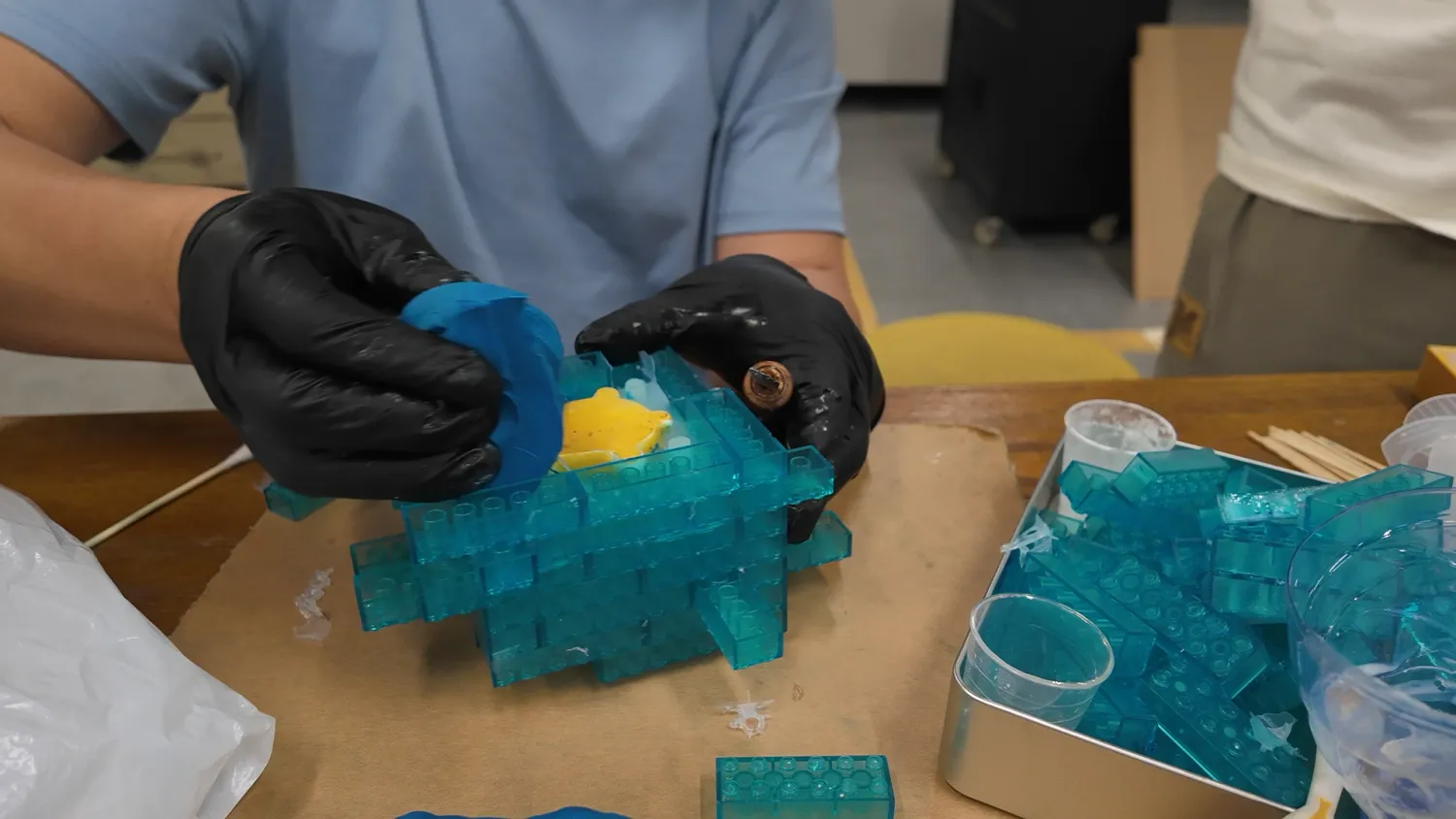
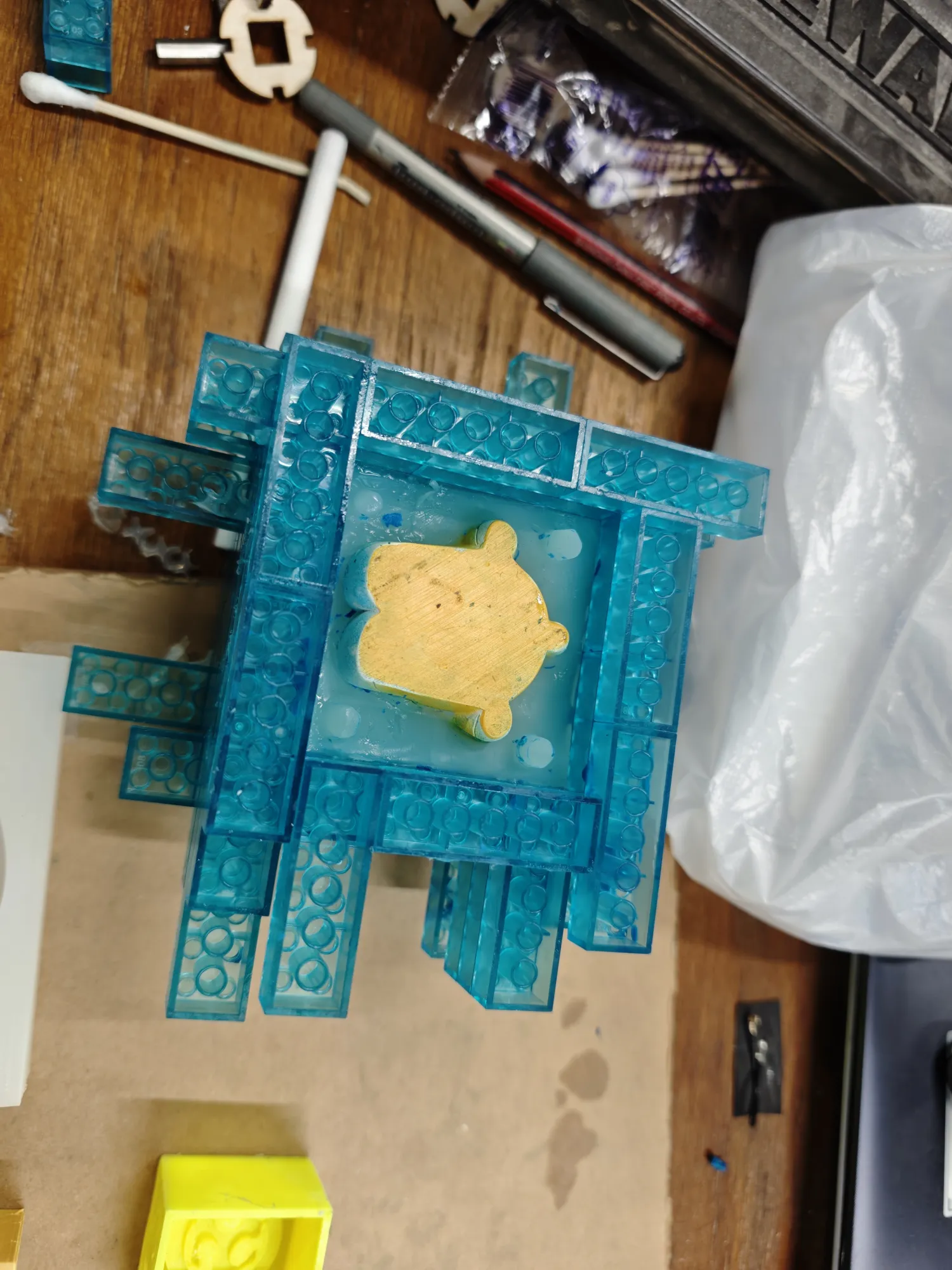
- 使用胶泥对框架底部封闭,防止硅胶泄漏,我们将小狗雕像压入胶泥中,让胶泥没过雕像万分之一初,并用木棒在胶泥上压出 4 个坑洞,以便为 2 半模具预留咬合装置。
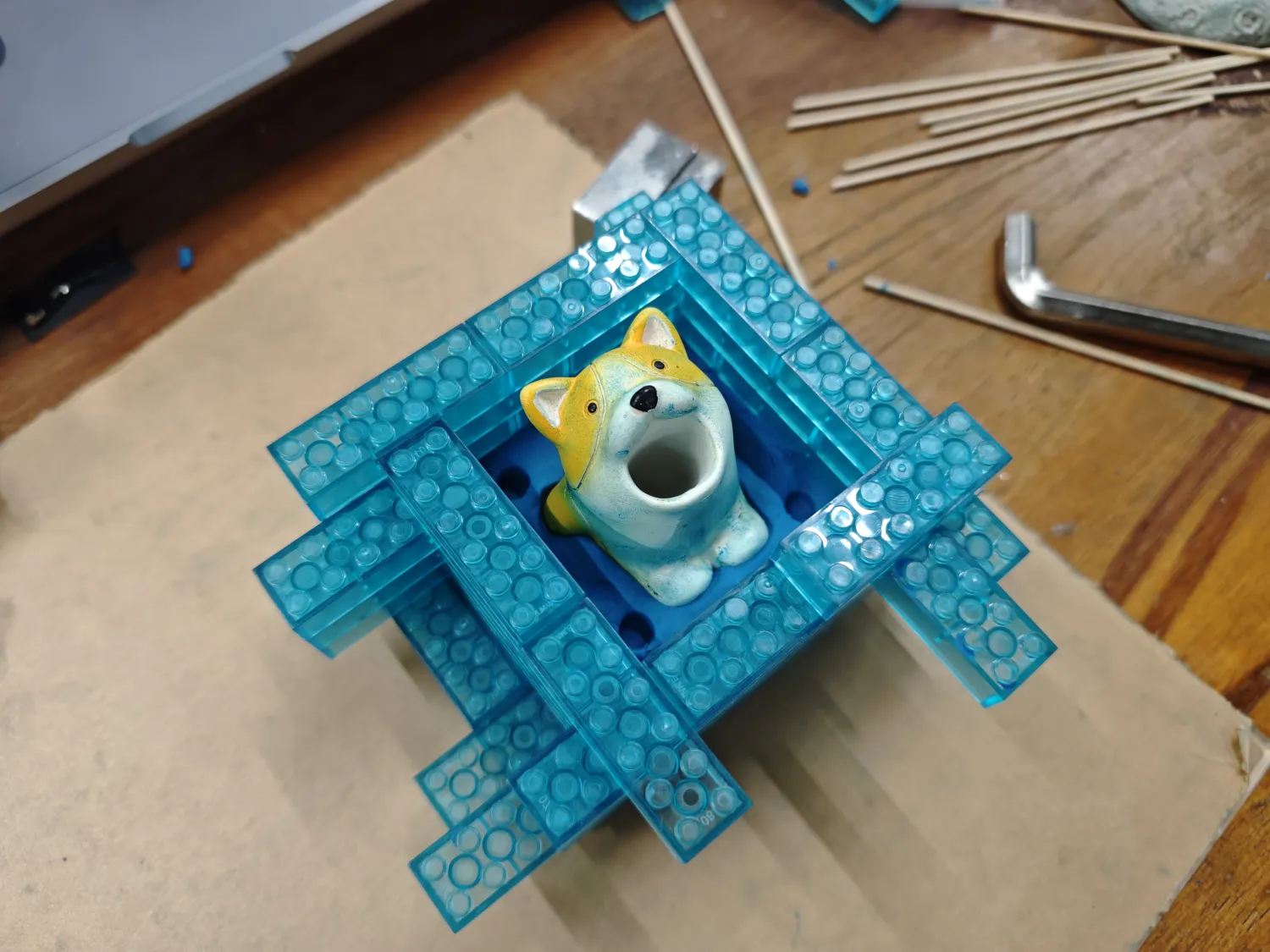
乐高积木构建的模具框架,底部铺了胶泥与放置其中的小狗原型,胶泥上压了 4 个咬合孔,可怜的黄白小狗被蓝色胶泥染成了花狗
- 然后将积木垒的高于雕像约 1 块积木的厚度如下图所示。
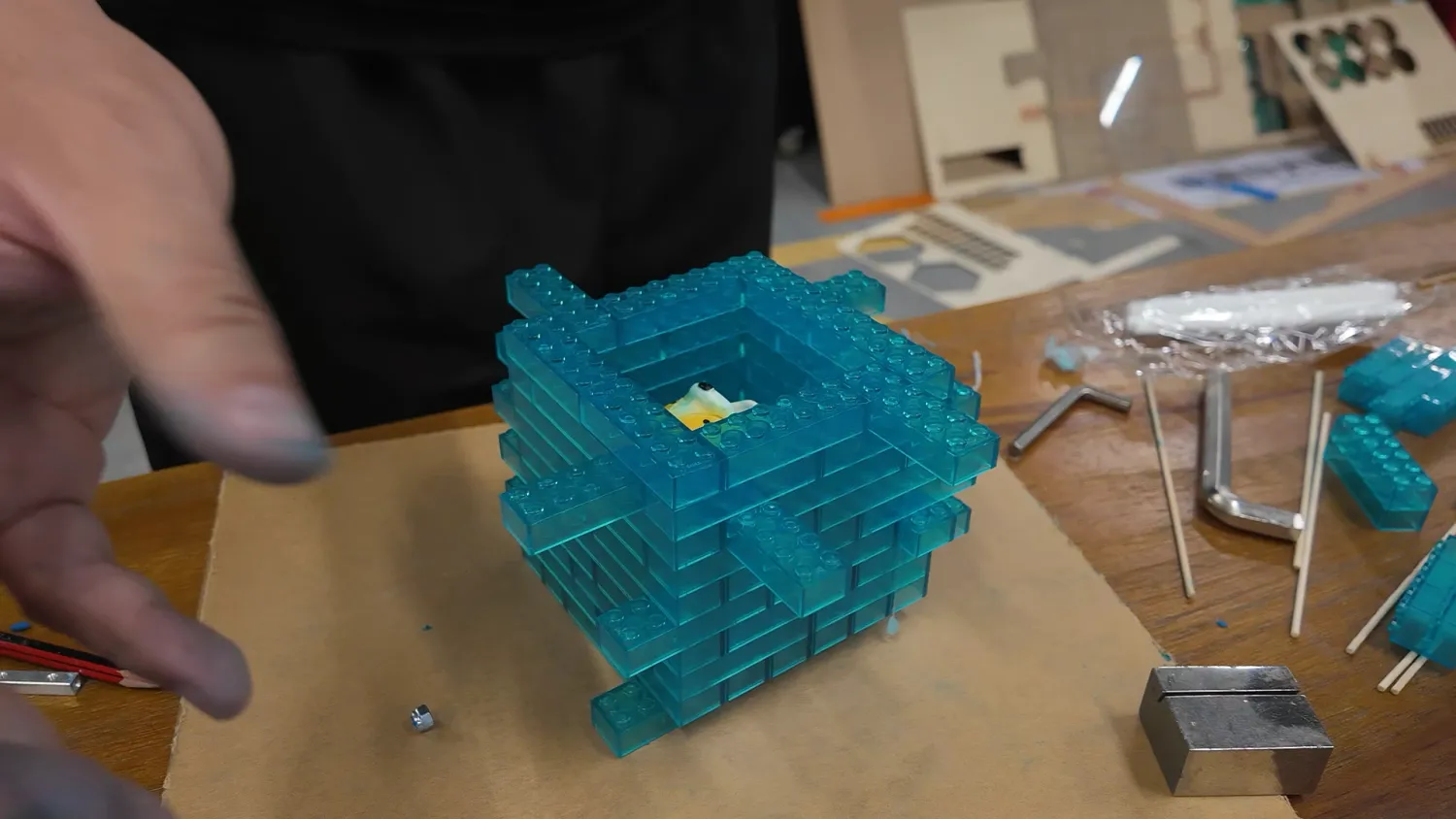
乐高积木要垒到高于雕像至少 1 块积木的厚度
上半身硅胶模具制作
- 按100:2比例准备模具硅胶和固化剂
- 在小狗原型表面均匀涂抹白凡士林脱模剂
- 先在母模上涂刷薄薄一层硅胶,待气泡消失后
- 充分混合硅胶和固化剂,搅拌时保持一个方向以减少气泡产生
- 使用细流方式小心倒入硅胶,让其逐渐覆盖原型
- 轻轻震动模具框架,帮助排出可能存在的气泡
- 在室温下静置,等待硅胶完全固化(约5小时)
准备模具硅胶,并按100:2比例加入固化剂,然后搅匀导入积木槽中,所有这一切尽量在 5 分钟内完成,所以 2 人分头行动,一个人负责倒硅胶,一个人准备称量固化剂
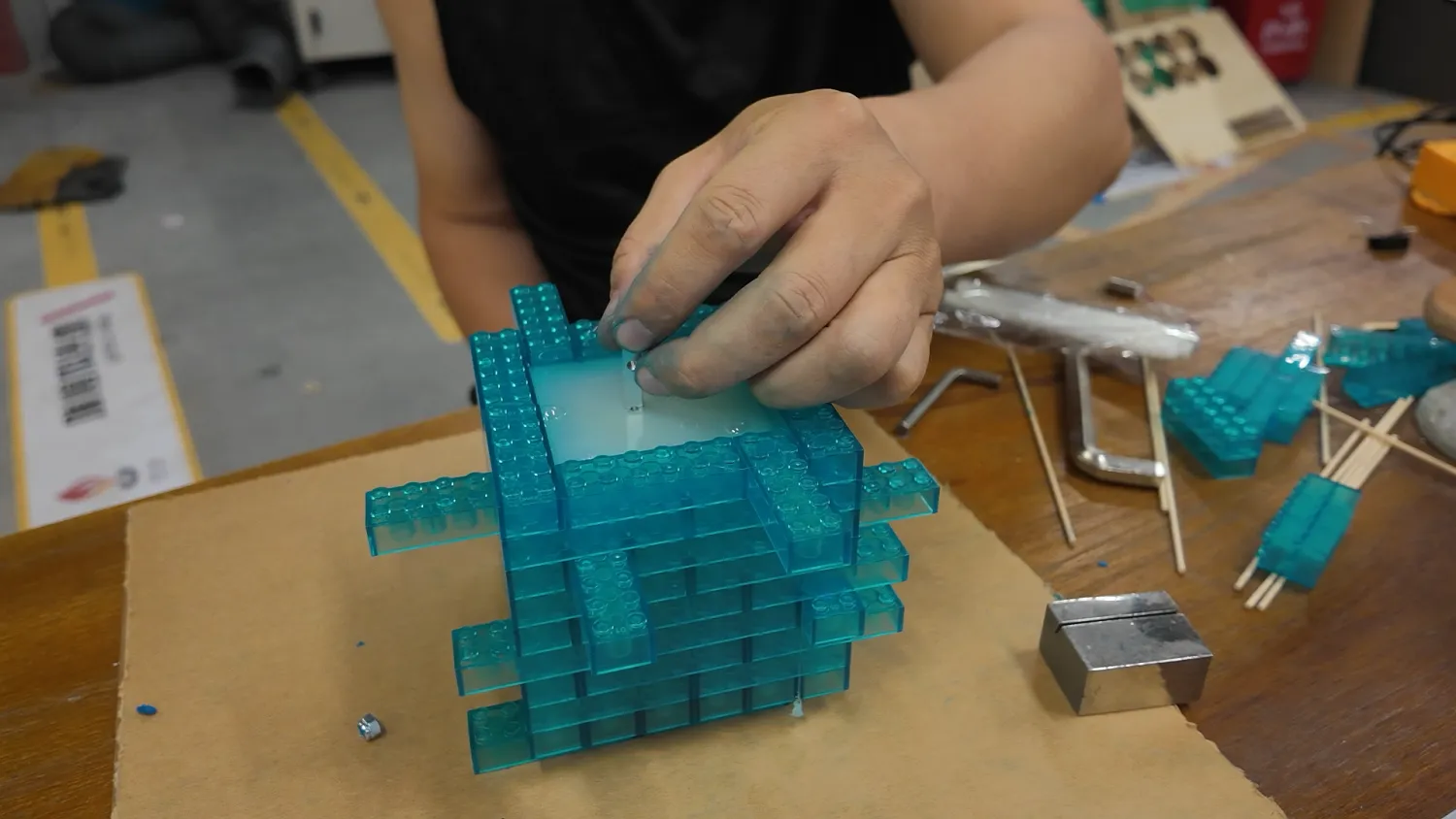
我们考虑未来要灌注 AB 水需要灌注孔,所以我们插了根金属棒,并搭了一个支撑结构
下半身硅胶模具制作
- 为了确保硅胶充分凝固,我们等了 24 小时后才开始这部分。把乐高框架翻过来,拆掉底部乐高积木和胶泥,如下图所示。
24 小时后,等上半身硅胶模具充分固化,把框架翻过来,去掉底部的积木和胶泥
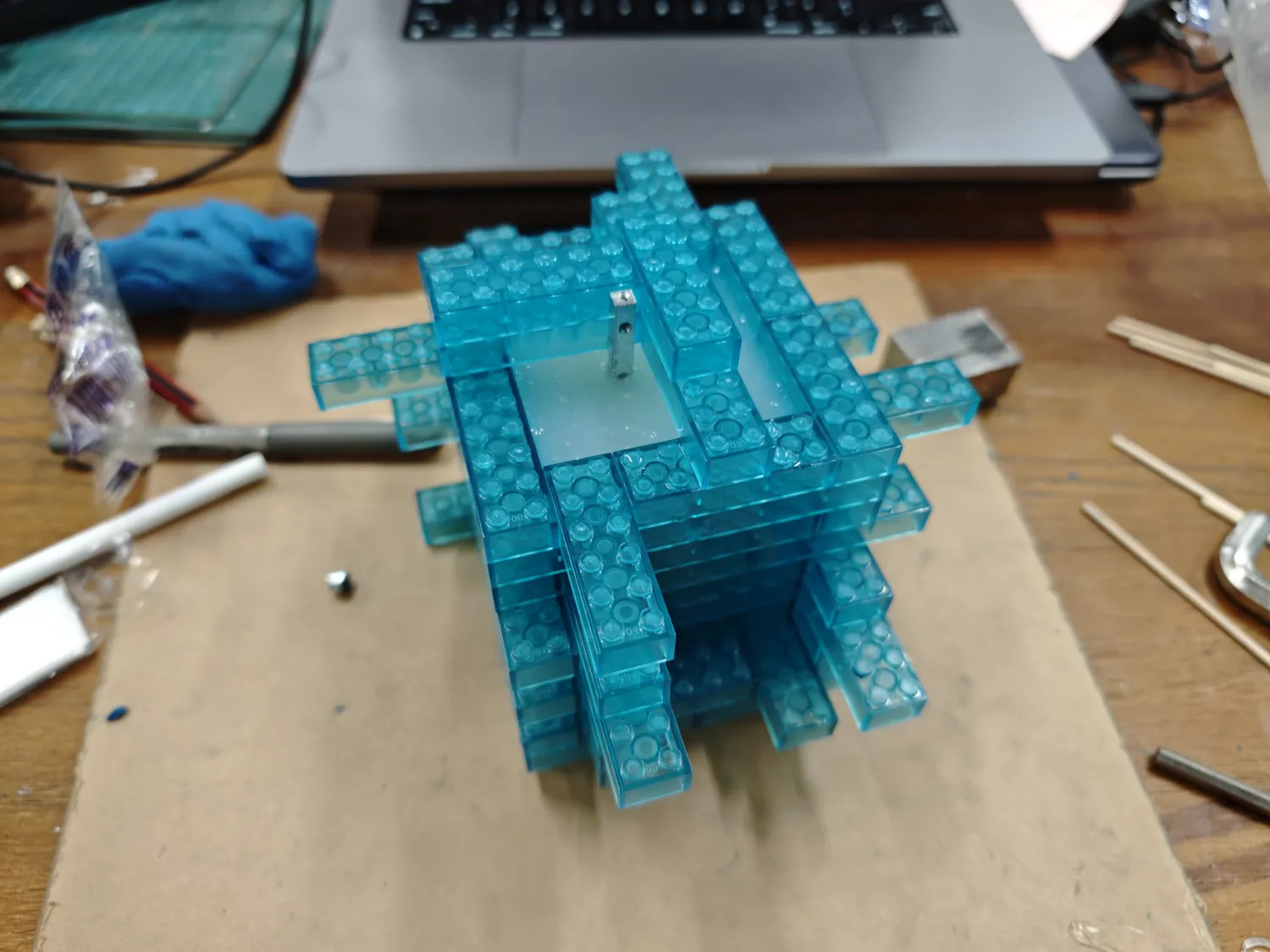
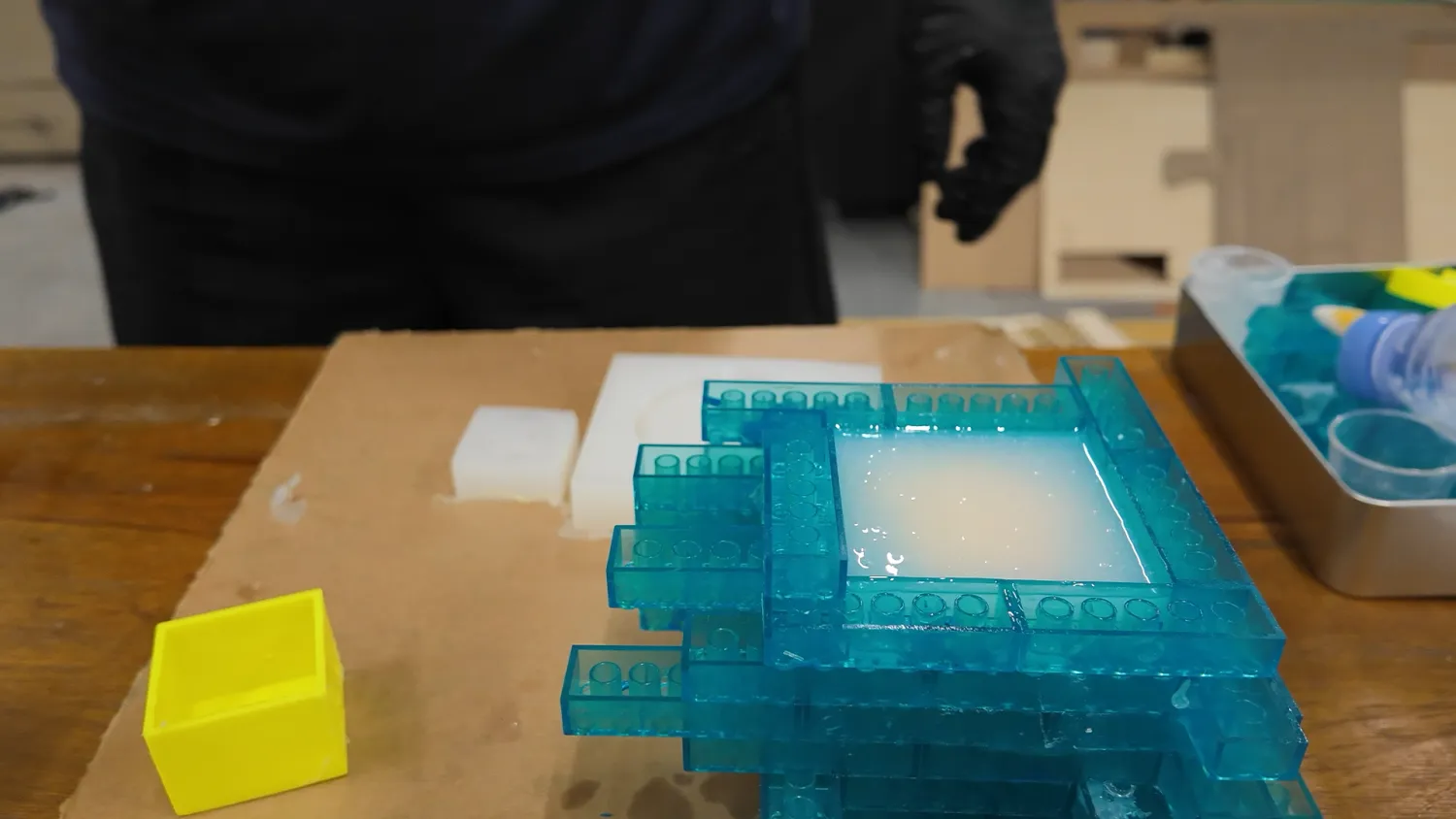
- 再继续垒乐高积木,让框架至少超过模型 1 块积木的厚度,现在可以准备浇筑下半身了,如下图所示。
用乐高积木围出模型下半身的浇筑空间
- 调好硅胶与固化剂,浇筑下半身模具硅胶,如下图所示
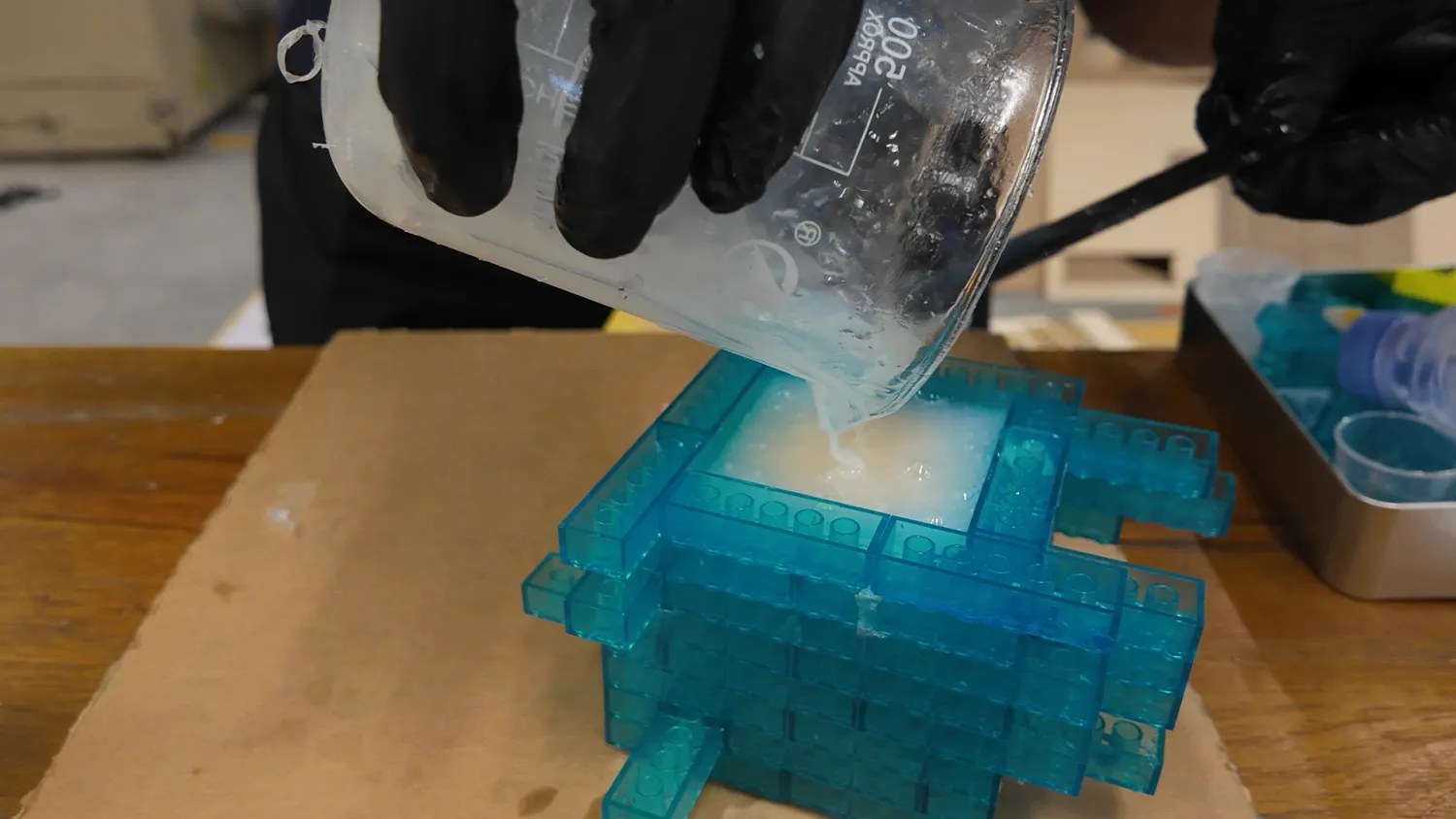
浇筑下半身的模具硅胶
- 由于我们没有真空机,所以我用灌注硅胶的模具多次用力拍击桌面(要确保积木框架稳固),利用冲击力去除气泡,感觉蛮有效。
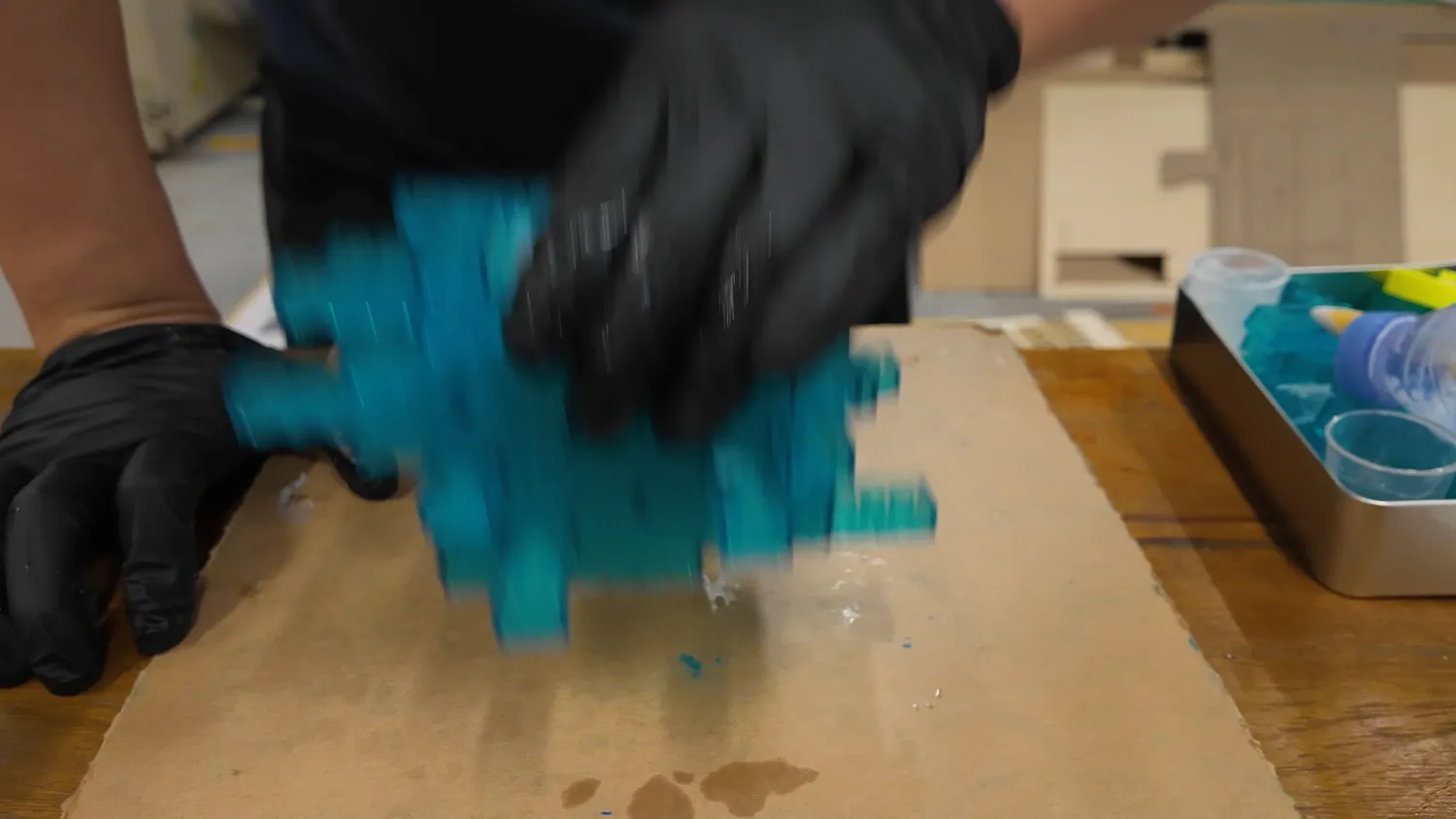
- 感觉气泡很快都来到了表面,然后又开始了 24 小时的固化静置。
开始 24 小时固化
脱模与准备
- 确认硅胶已完全固化
- 拆除乐高积木框架
- 小心地取出硅胶模具,确保不损坏细节部分
- 检查硅胶模具是否完整复制了原型的所有细节

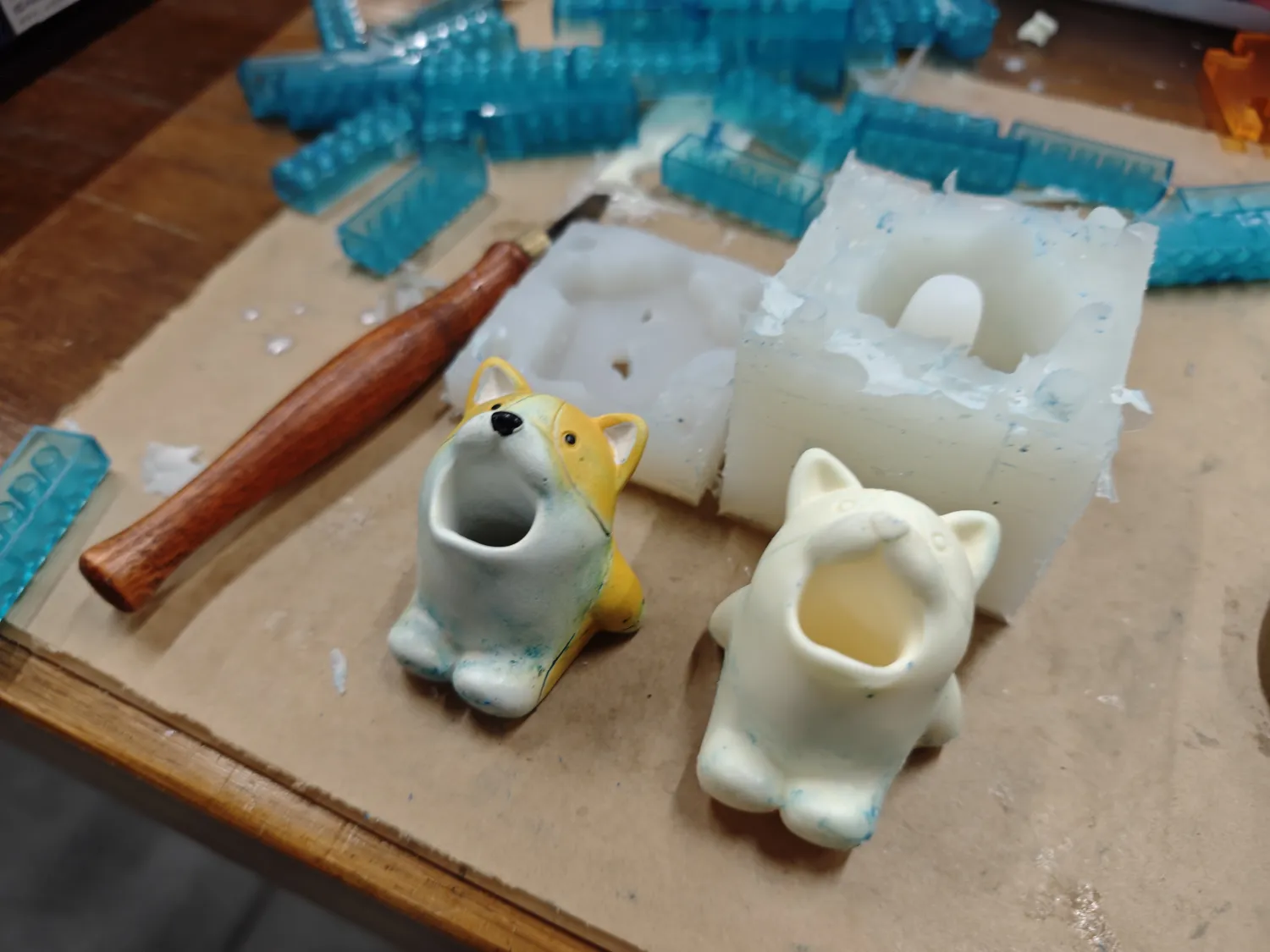
先拆出下半身模具

再小心的取出上半身模具和小狗雕像,现在我们获得了 2 个可以拼合的完整模具,可以开始浇铸了
但在准备浇筑前我们忽然意识到一个问题,之前我在模型顶部(小狗的鼻尖处)插的金属棒形成的浇筑孔还是太小了,AB 胶混合后的液体粘稠,这个小孔会很难灌注,而且因为没有排气孔,会让模具里的空气很难排出,这样会导致空腔或气泡区的形成。

顶部的浇筑孔还是小的难以察觉,会导致浇筑无法在短时间内完成
为了解决这个问题,我们想了个办法,把顶部的浇筑孔用胶泥封堵,然后把模具倒过来,在底部较为平整且薄地方,用剪刀剪出一大一小 2 个孔,大的用于浇筑,小的用于排气,如下图所示。
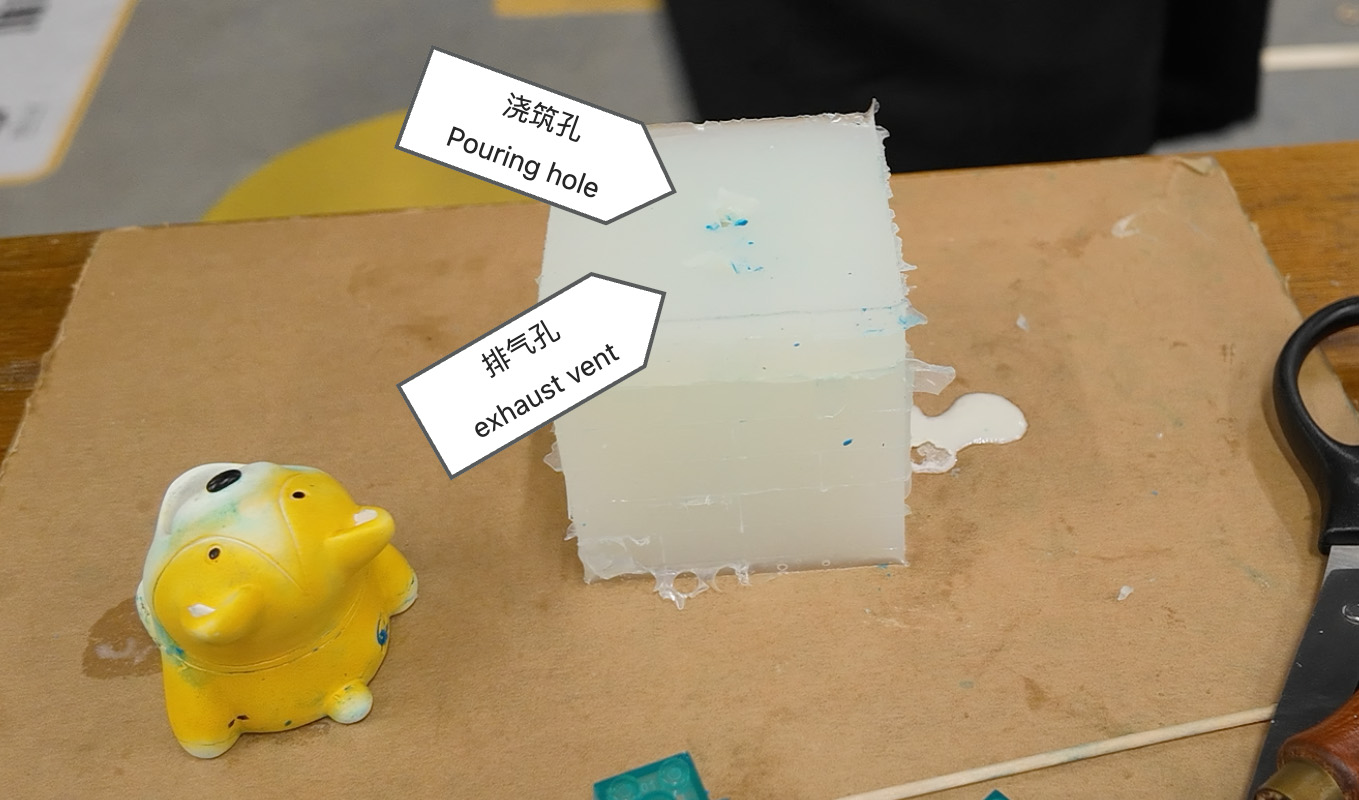
把模具颠倒过来,在底部较为平整且薄地方,用剪刀剪出一大一小 2 个孔,大的用于浇筑,小的用于排气
最终产品铸造(使用AB水)
- 按1:1重量比例准备AB水A组分和B组分
- 在硅胶模具内表面均匀涂抹脱模剂(凡士林)
- 用乐高积木固定模具
- 在干净容器中快速混合A、B两种组分,搅拌时间控制在15-20秒
- 在1.5-2分钟的工作时间内,使用塑料注射器迅速吸入混合好的AB水,将其注入模具
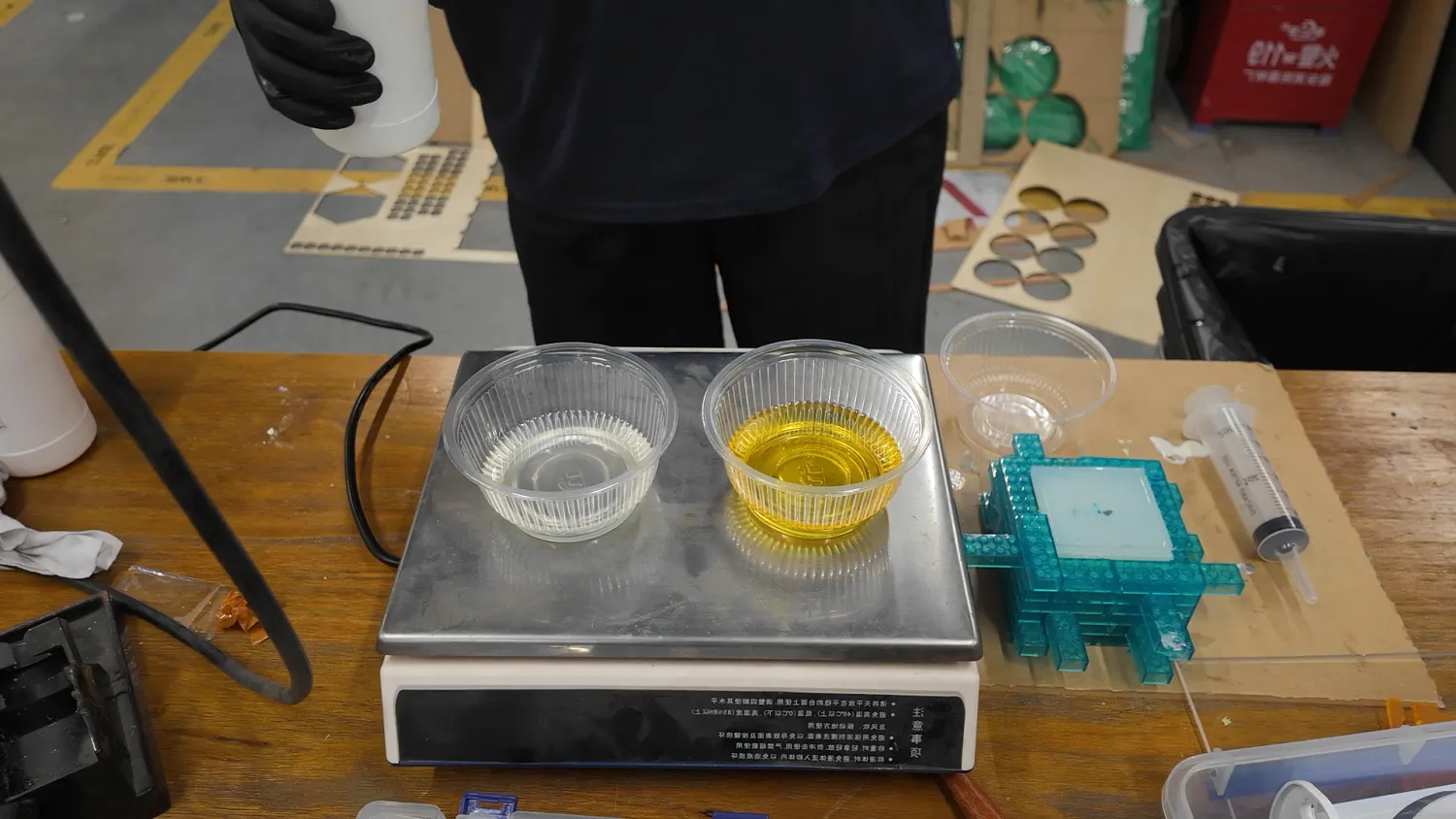
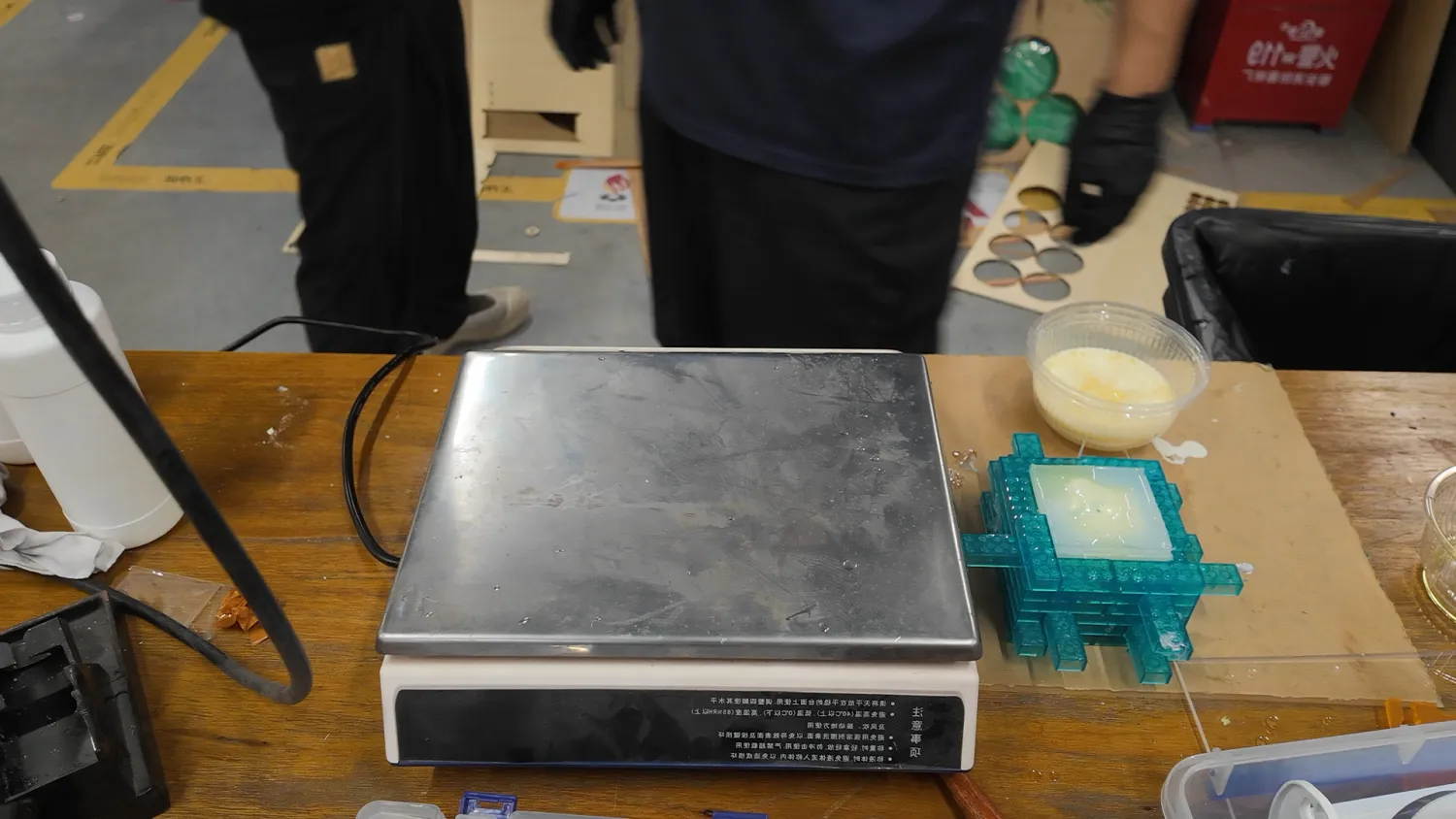
对于分量比较大的浇筑,建议使用电子秤去皮功能,要保持 1:1 重量,可以先倒 A 液,记下重量,再增加 B 液相同重量
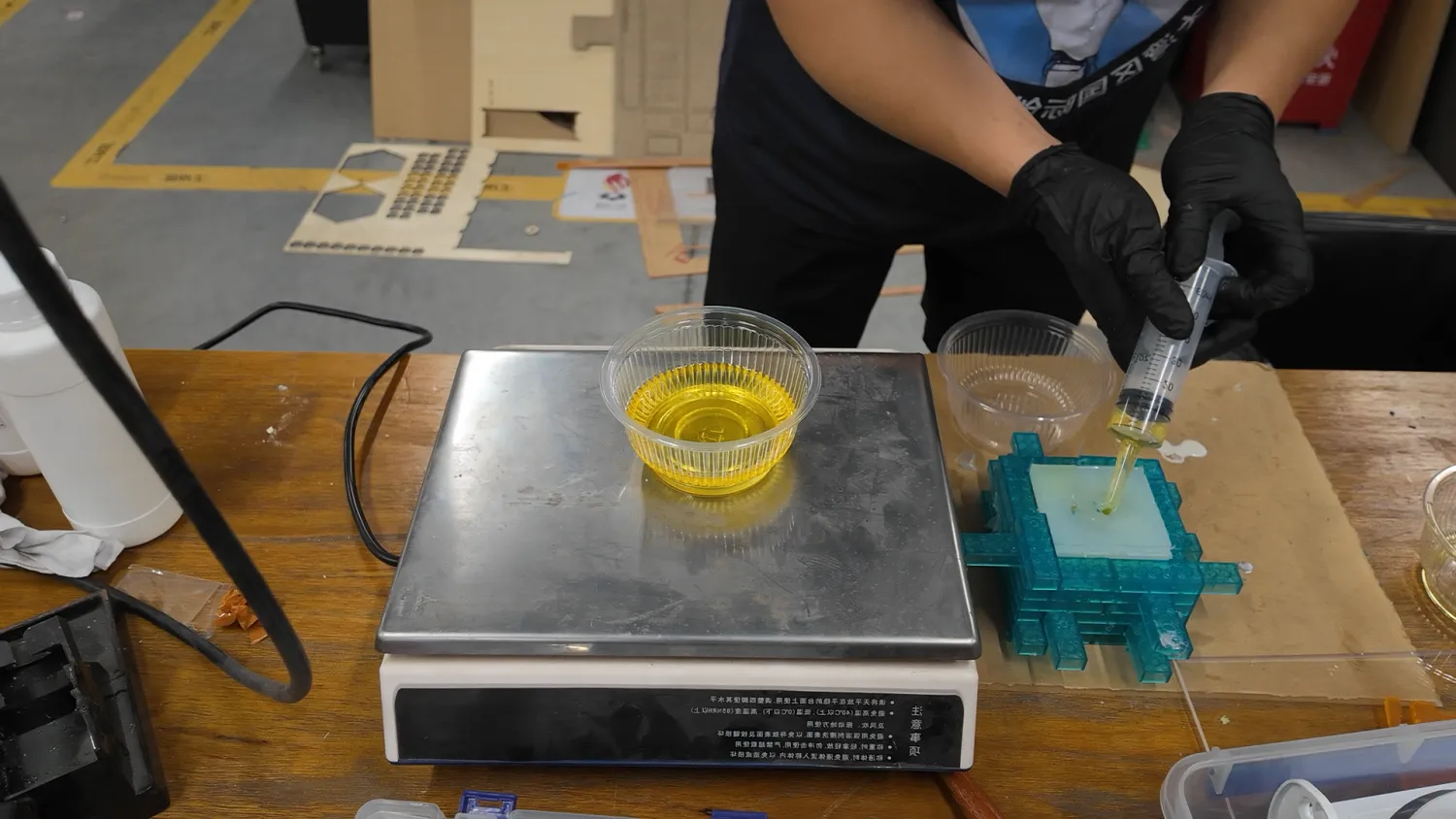
然后直接将其中一碗倒入另一碗混合,快速搅拌后,用塑料注射器注入模具,直到注入孔和排气孔都有液体流出
- 轻轻震动模具,确保AB水填充所有细节并排出气泡
- 在室温下静置约10-20分钟,等待AB水完全固化
固化时间大约 10 -20 分钟左右,因为没有估计准确 AB 水的用量,所以塑料碗里还剩余了小半碗
- 小心地从硅胶模具中取出成品
取出的模具感觉效果很不错,表面光滑细腻

我们对成品很满意
- 上色
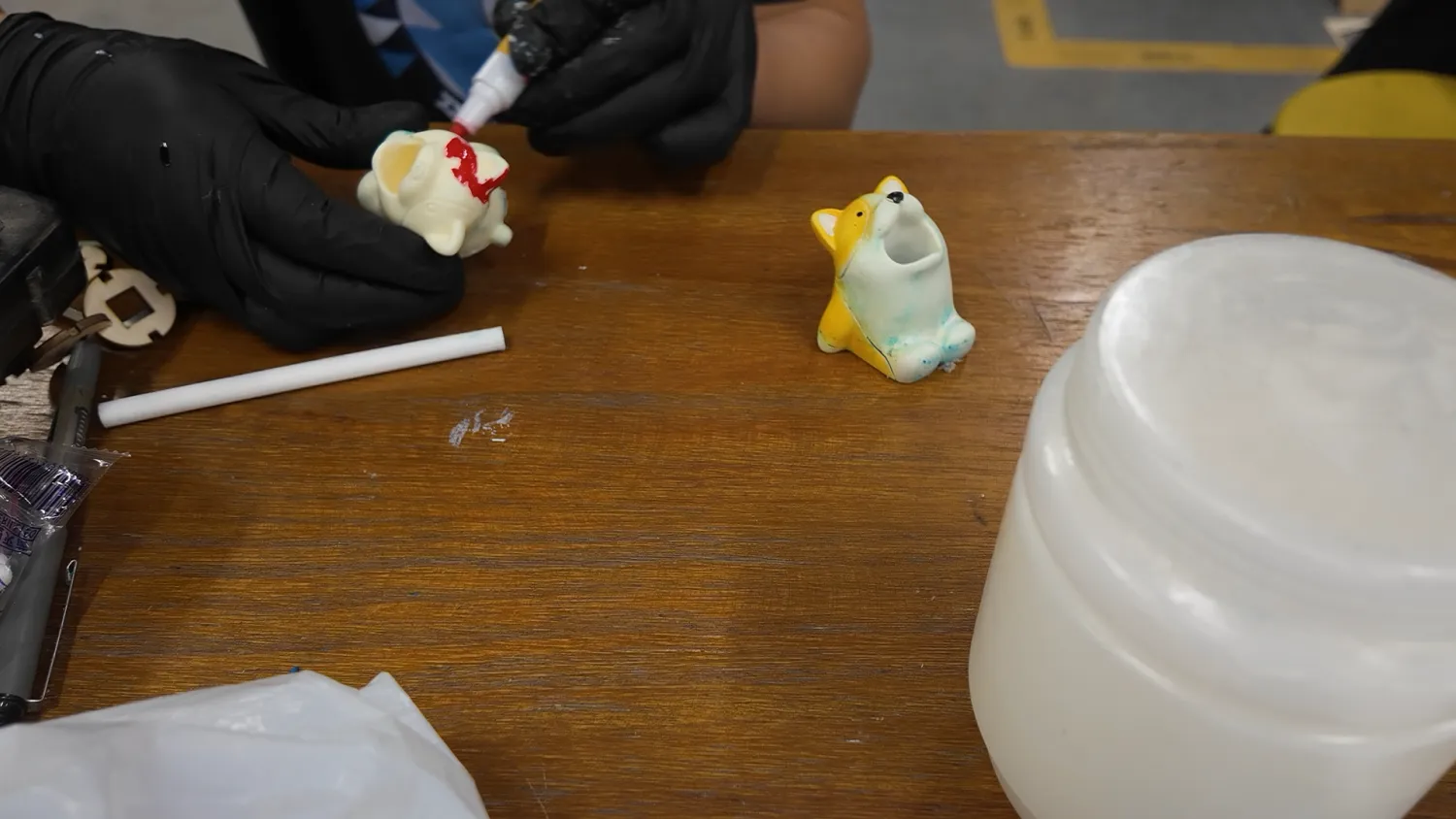

上色后的复制品(红色)与原品对比(黄色)
意外收获光滑表面铸造物
在上面 AB 水浇筑后,塑料碗剩余的 AB 水也凝固了。我们把它扣出来,意外发现这个“圆盘”的侧边非常光滑圆润,就是说如果模具表面足够光滑,那通过 AB 水获得的模型效果也会非常出色。
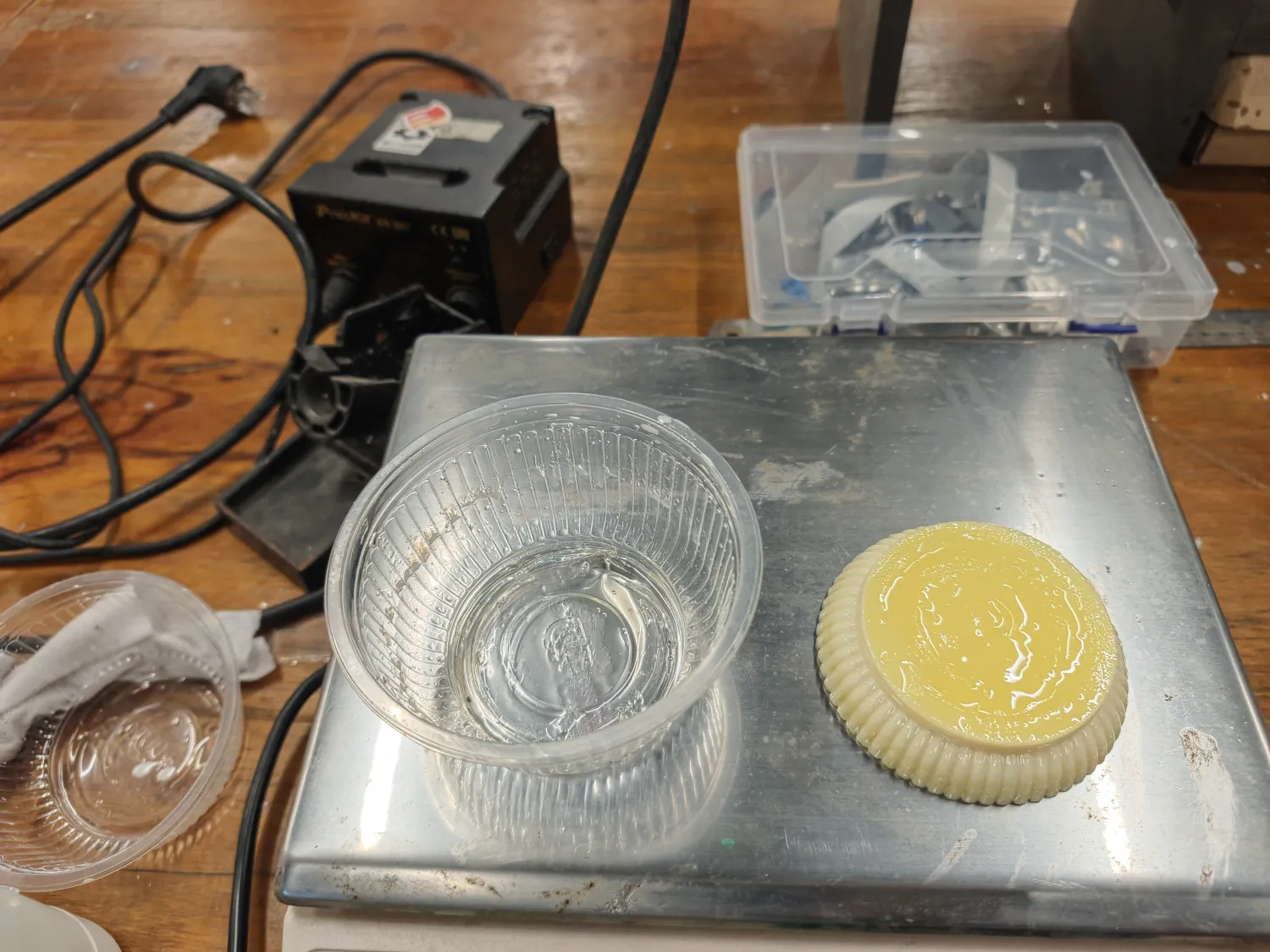

塑料碗光滑的表面造就了这块剩料的光滑表面
铟锡铋合金小锡兵制作流程
准备工作
- 检查铟锡铋合金材料
- 准备蓝色硅胶模具(乐高人仔形状)
- 准备热水用于熔化合金
合金熔化
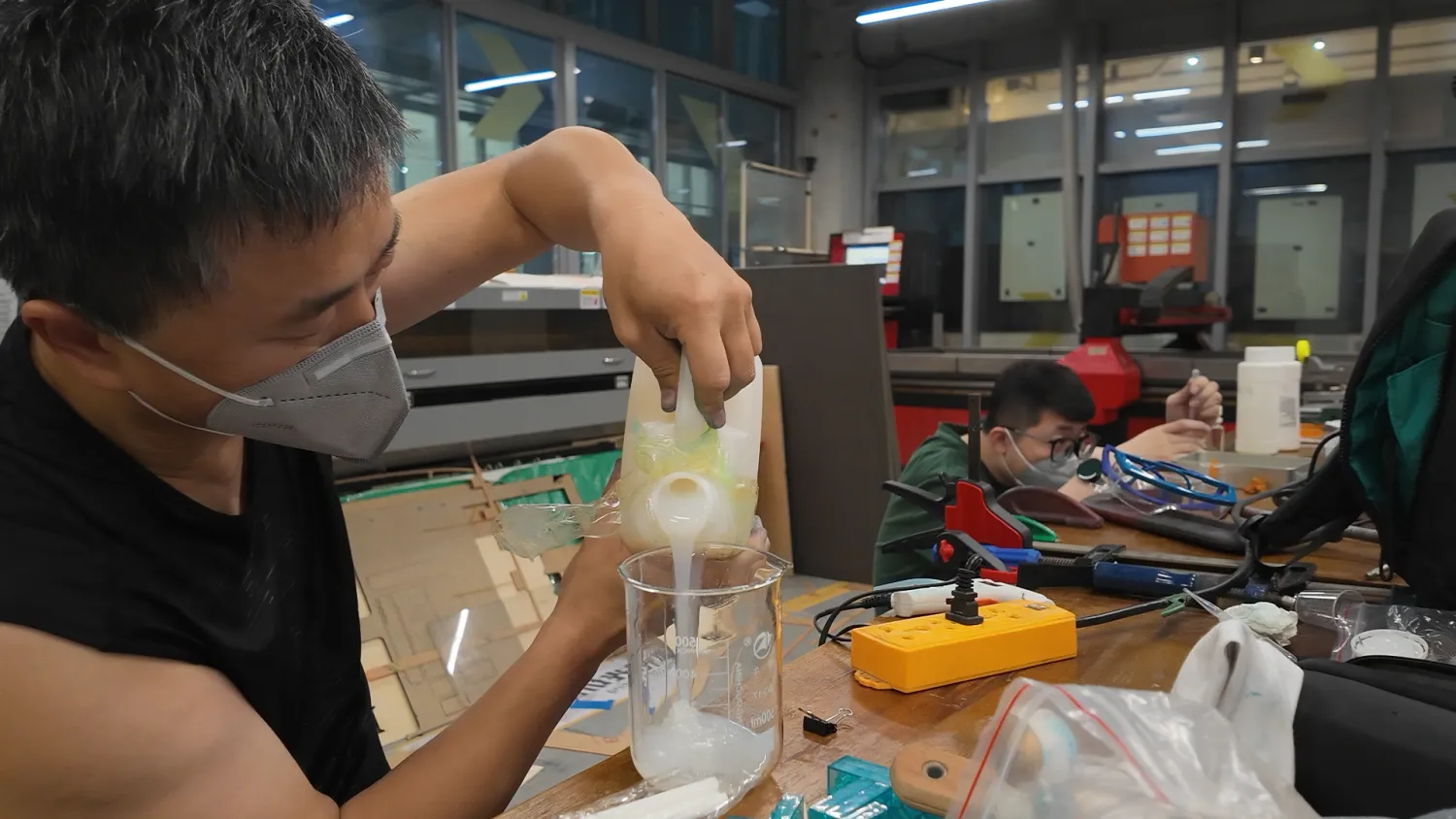
- 我们找了一个废的塑料汤盒乘上开水,放入铟锡铋合金
- 使用热水间接加热合金
- 等待合金完全熔化成液态(铟锡铋合金熔点仅47°C)
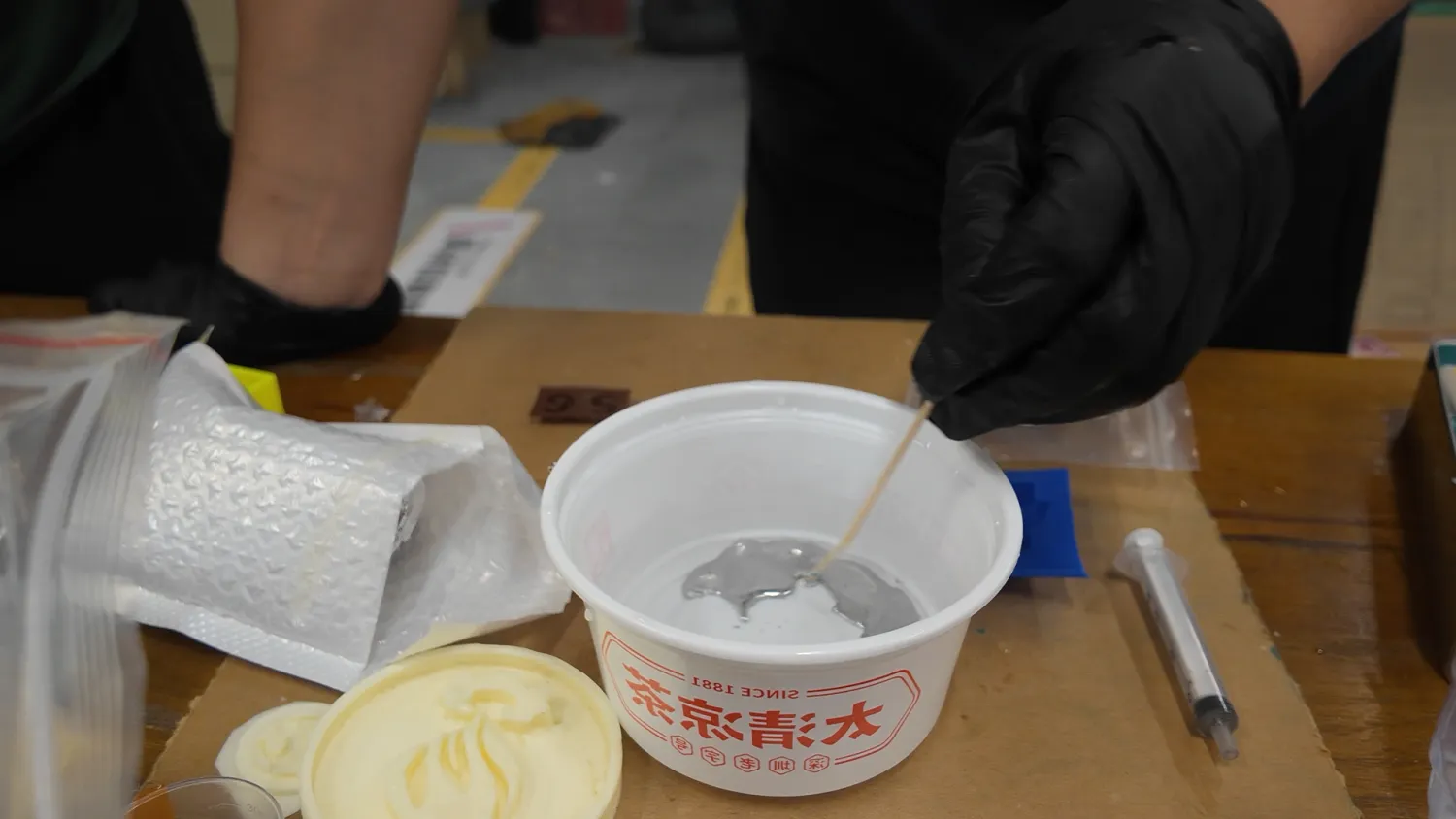
我们找了一个废的塑料汤盒乘上开水,然后把铟锡铋合金丢进去很快就编程了液态金属
模具准备
- 确保模具表面干燥洁净
- 涂抹适量脱模剂在模具内表面(凡士林)
- 检查模具的细节部分是否完好
铸造过程
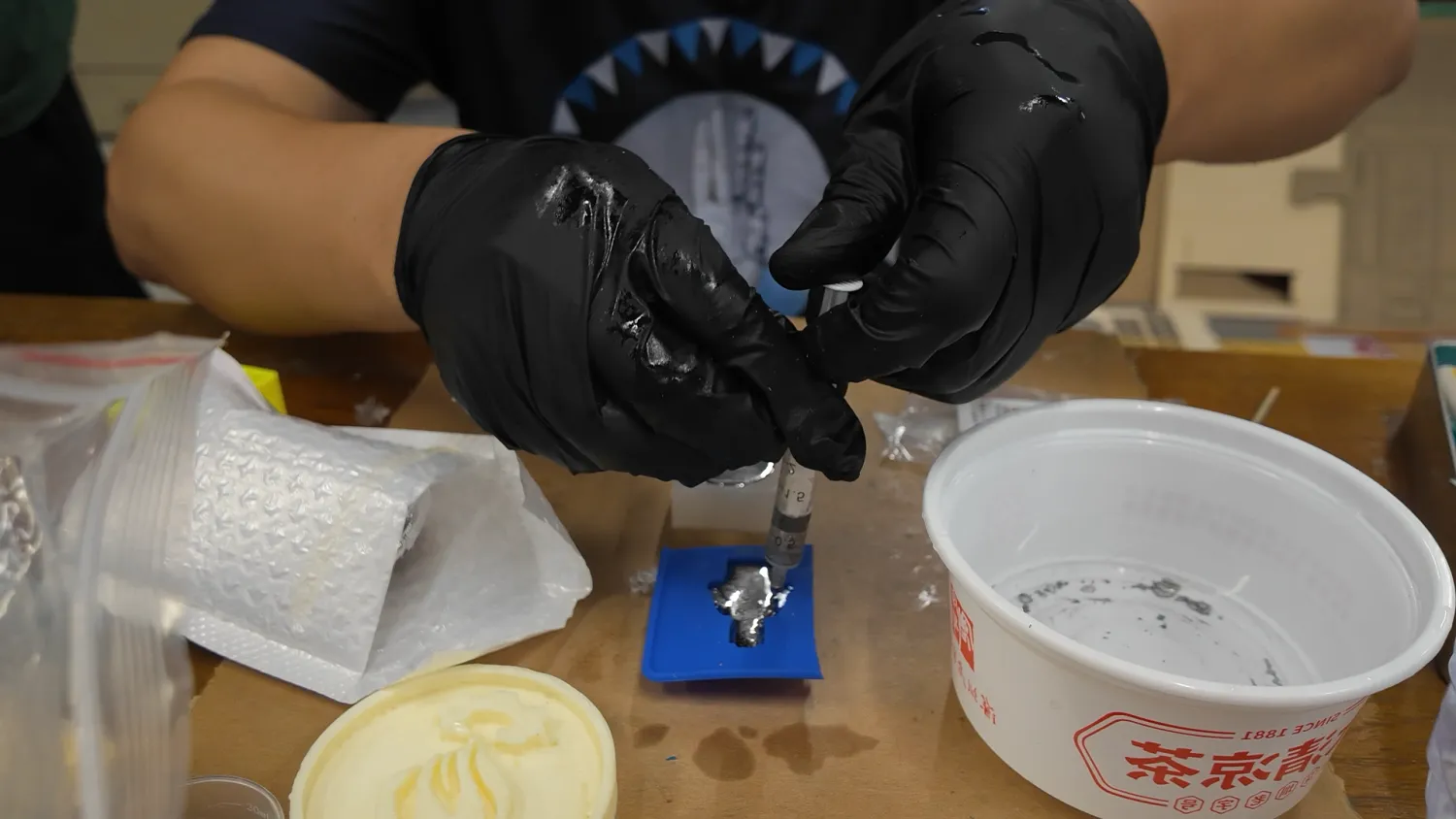
- 使用注射器吸取适量熔化的铟锡铋合金
- 小心地将合金液注入模具中
- 轻轻震动模具,确保合金液填充所有细节
- 等待合金液冷却并完全固化(约10-15分钟)
脱模与后期处理
- 小心地从模具中取出金属小锡兵
- 使用金属锉刀或其他适合工具去除毛边和多余部分
- 检查成品的完整性和细节还原度
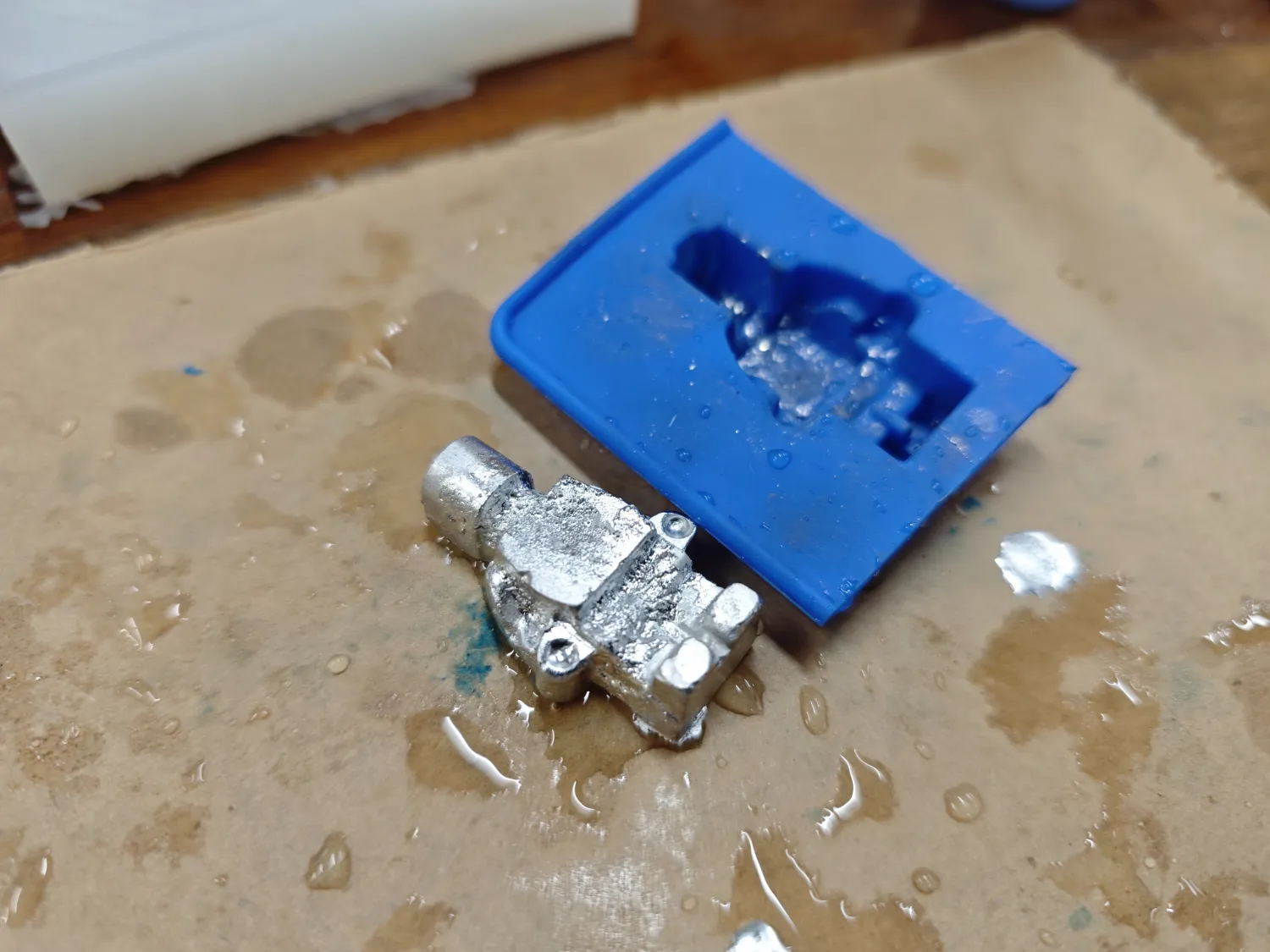
完成的金属小锡兵与模具,遗憾的还是有一些气泡导致表面有瑕疵,尝试了几次感觉比较难以消除
技术要点与注意事项
硅胶模具制作技术要点
- 混合比例准确性:
- 严格按照100:2的比例混合硅胶和固化剂
- 比例不准会影响固化效果和强度
- 气泡控制:
- 搅拌时保持一个方向,减少气泡进入
- 先在母模上涂刷薄层硅胶,等气泡消失后再倒入剩余硅胶
- 轻轻震动模具帮助气泡上升
- 可考虑减少固化剂比例以延长固化时间,让气泡自然消除
- 有条件可使用真空机抽出气泡
- 操作时间:硅胶操作时间约5分钟,足够进行细致的倒模
- 脱模剂使用:白凡士林应薄而均匀地涂抹,过多会影响细节复制
AB水铸造技术要点
- 混合比例准确性:
- 严格按照1:1的重量比例混合A、B两组分,注意最好通过称重达到 1:1,而不是用量杯
- 重量偏差过大会导致表面不完全固化或颜色发生偏差
- 时间控制:
- 混合后1.5-2分钟内完成倒模操作
- 搅拌时间控制在15-20秒
- 避免气泡:
- 采用水平剪切混合方式而非垂直搅拌
- 使用细流倒入方式
- 轻轻震动模具帮助气泡上升
- 固化时间:室温下约需10-20分钟完全固化
- 防水措施:
- 避免AB液接触水分
- 尤其B液易与水分反应生成白色浑浊物
- 安全防护:
- 操作时保持良好通风
- 避免皮肤直接接触,必要时佩戴手套
- 固化过程会发热,注意避免烫伤
- 避免过早脱模导致产品变形
低温合金铸造技术要点
- 温度控制:
- 加热温度不宜过高,47°C即可熔化
- 保持液态状态而不过热,避免氧化
- 注射技巧:
- 使用注射器缓慢注入合金液
- 避免产生气泡
- 冷却时间:让合金充分冷却后再脱模,避免变形
- 安全注意事项:
- 虽为低温合金,仍需小心操作避免烫伤
- 工作环境保持通风
- 操作完毕后彻底清洁工具和手部
实验结果与讨论
小狗笔筒成果分析
- 优点:
- 乐高积木提供了灵活且易于拆卸的模具框架
- 硅胶模具很好地复制了原型的细节部分
- 硅胶模具弹性好,脱模容易,不损坏原型
- 硅胶模具可重复使用多次
- AB水铸造的成品易于打磨,便于后期处理
- 挑战:
- 硅胶倒入过程中容易产生气泡
- 乐高框架需要仔细搭建以确保不漏液
- AB水混合后工作时间短(1.5-2分钟),操作需快速准确
- 需注意避免水分接触AB水,尤其是B组分
铟锡铋小锡兵成果分析
- 优点:
- 低温合金便于在简单条件下操作
- 金属质感优良
- 细节复制度高
- 可重复熔化使用,环保经济
- 挑战:
- 注射过程需要稳定手法
- 小细节部分(如手部)容易不完整
- 脱模时需小心,避免损坏细节部分
两种技术对比讨论
- 材料对比:
- 硅胶模具弹性好,可用于复杂形状,使用寿命长
- AB水固化快,适合快速成品制作,但操作时间窗口小
- 低温合金成本适中,可多次回收利用
- 适用场景:
- 小狗笔筒适合制作功能性装饰品
- 小锡兵适合制作精细的装饰性小物件
- 工艺复杂度:
- 硅胶模具制作过程相对简单,但固化时间长,操作时间充裕
- AB水铸造要求对时间把控较高,对操作速度要求高
- 低温合金铸造对温度控制要求较高,但操作时间压力小
CNC 铣削模具制作过程实例
铣削腊模具的实践流程
以下是我使用CNC铣床制作徽章腊模的详细过程:
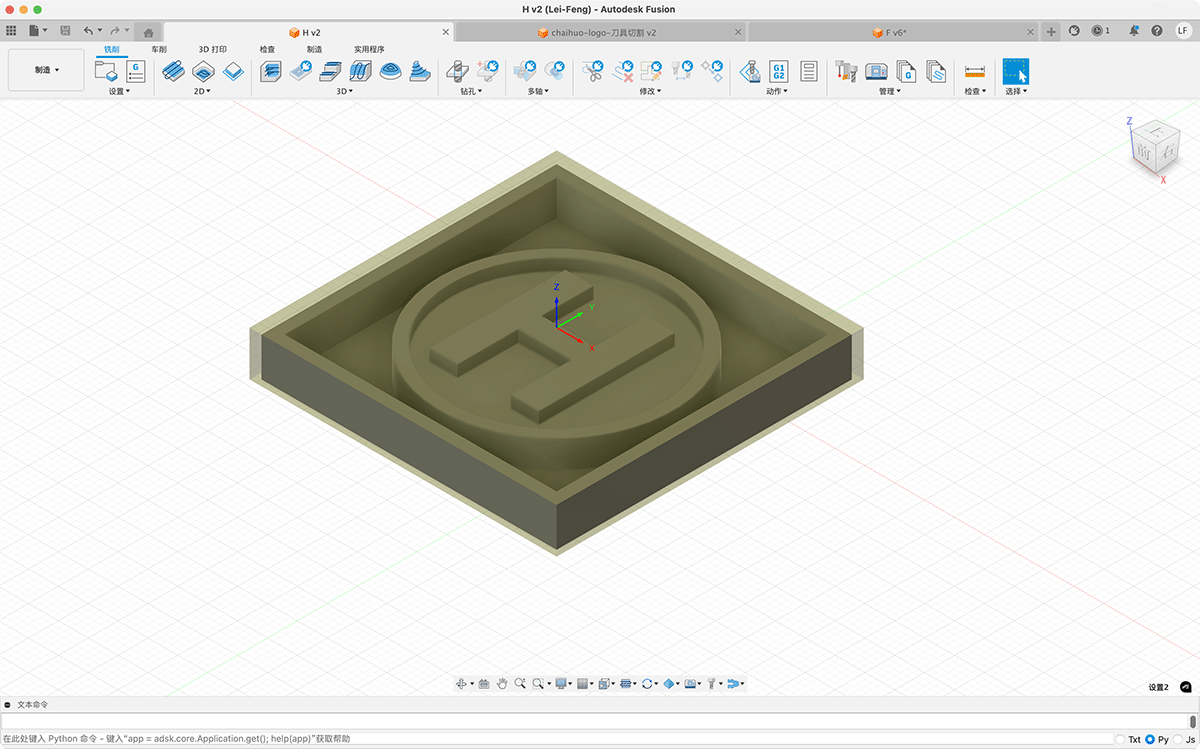
- 设计阶段:
- 在 Fusion 360 中设计了一个带有"F"字母的徽章正模
- 设计外框为70mm的正方形(我们使用的蜡块的边长范围),中间为徽章图案
- 导出为STL文件格式
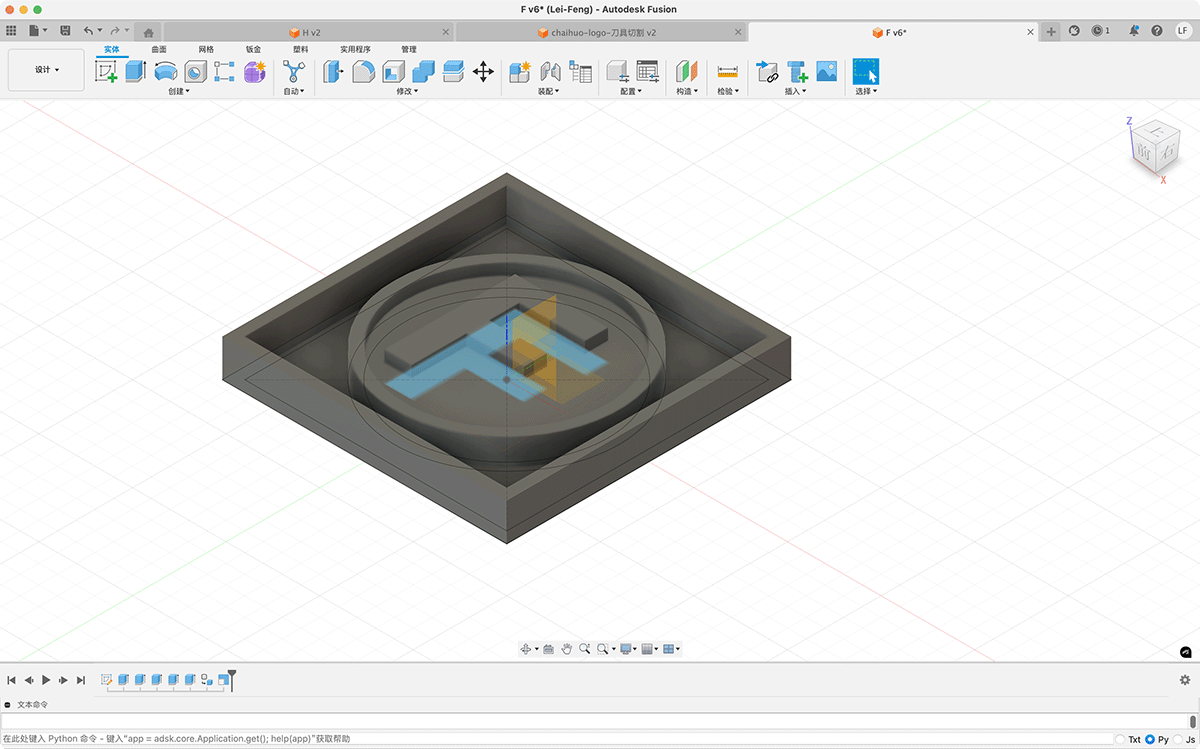
在 Fusion 360 中设计 F 字母徽章
- 工具路径生成:
- 访问 ModsProject 网站
- 右键点击并选择:programs/open program/G-code/mill 3D stl/
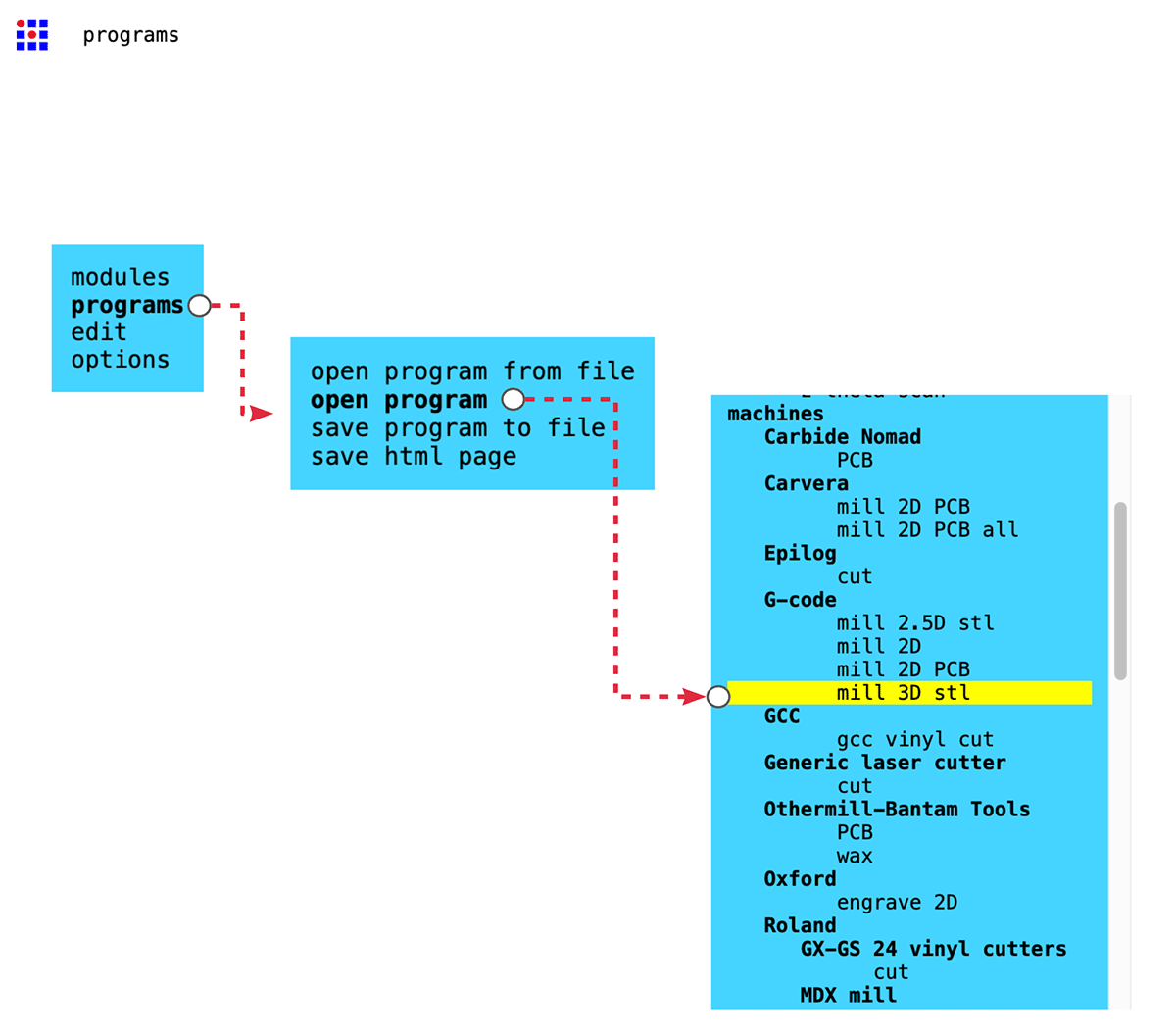
通过鼠标右键的菜单中访问 programs/open program/G-code/mill 3D stl 工具
- 在程序窗口点击"select stl file"选择导出的STL文件
- 在"mesh units: (enter)"中将"mm:"框中的数值改为1,确保模型以原比例加载
- 点击"calculate"按钮,预览刀具路径并自动下载.nc文件
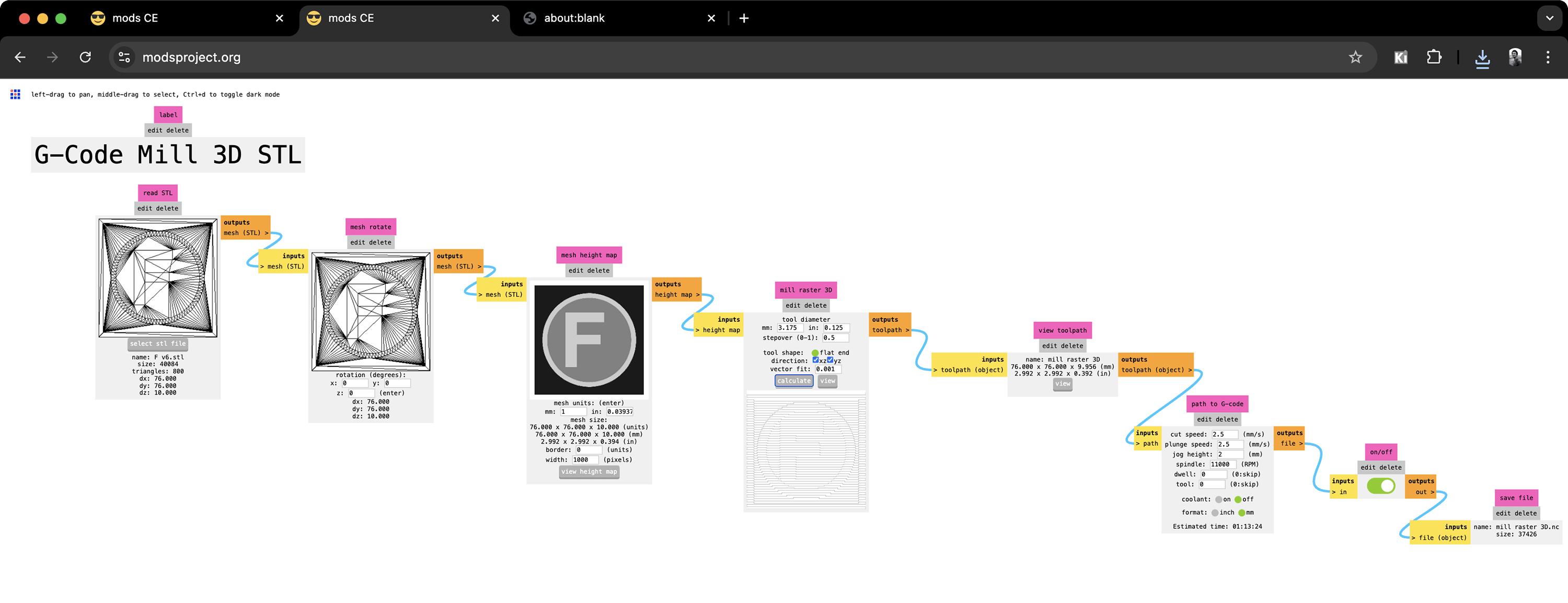
加载 STL 文件并计算刀具路径
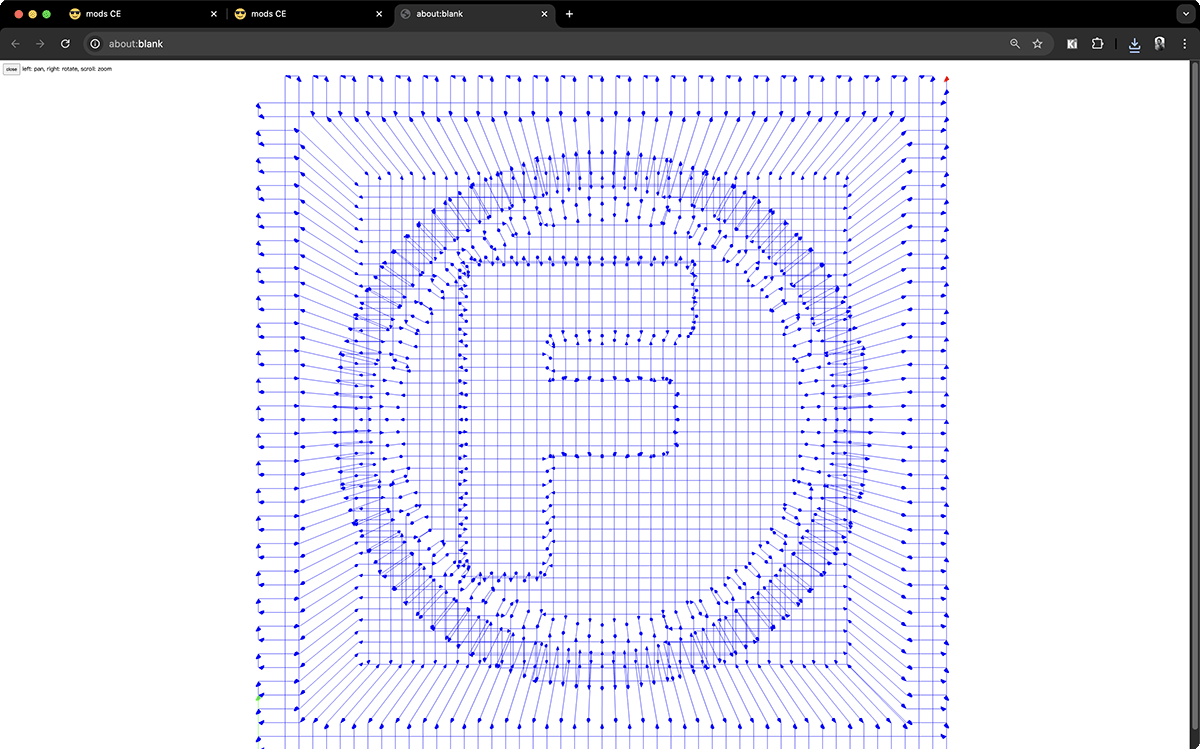
计算后的刀具路径会自动下载为 .nc 文件
- 机器设置与加工:
- 在连接CNC铣床的计算机上启动 Mach3 软件
- 加载生成的.nc文件
- 我还找到一个好方法来固定厚实的蜡块
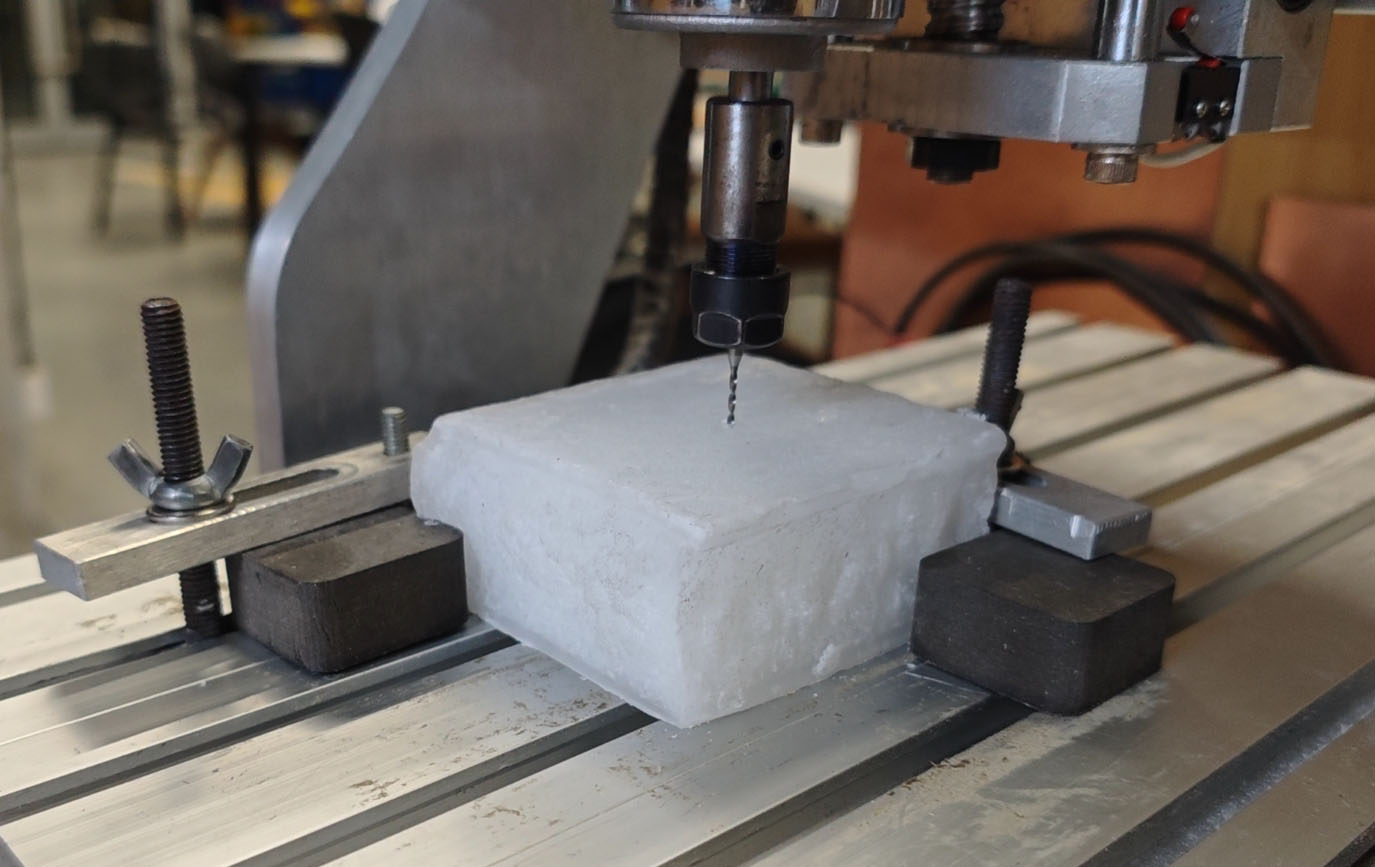
借助 4 个木块和夹具来固定蜡块
- 选择并安装合适的刀具:38mm长,刀刃直径1.4mm,刀刃长度10mm,轴直径3mm的平头立铣刀

这次尝试选择了一个 φ1.4mm 的刀具
- 设置加工原点和参数
- 开始切割过程
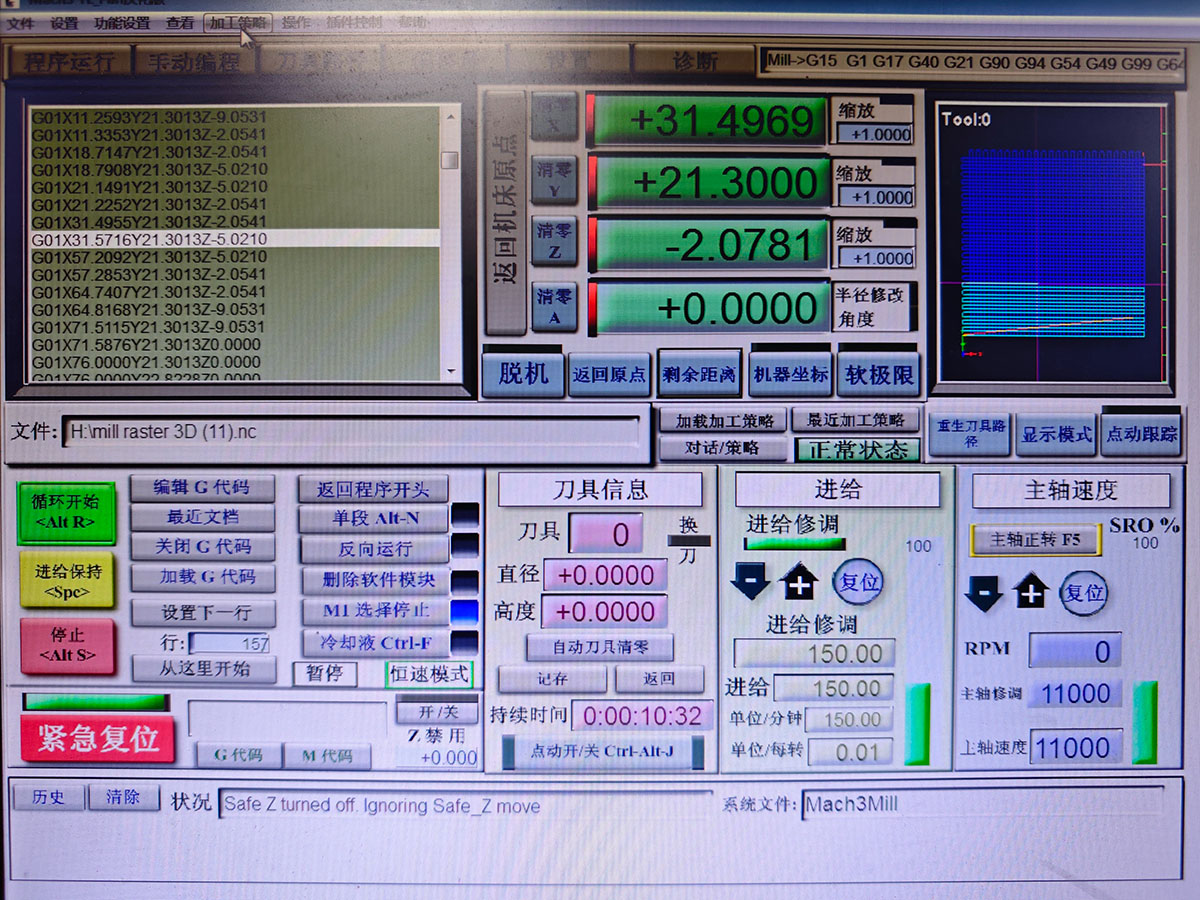
在 Mach3 中开始切割
- 首次加工与调整:
- 发现蜡块宽度略不足,导致模型的围挡一边缺失

- 使用刷子和小铲刀小心清理模具表面
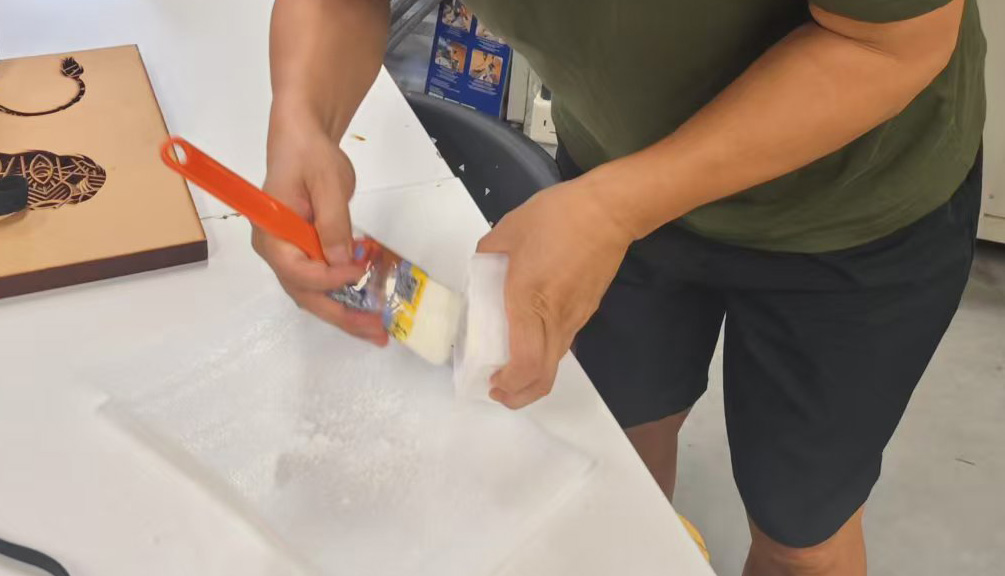
使用刷子和小铲刀小心清理模具表面
感觉还不错,就是刀具路径的痕迹有点明显
- 再次制作稍小的 H 徽章
- 返回Fusion 360,修改设计参数,创建了一个更小的"H"字母徽章
- 将模型缩小为外框50mm的正方形,再次导出STL
再次制作一个外框为 50mm 的 H 徽章
- 重复工具路径生成步骤,记得要修改刀具设置,然后获取新的.nc文件
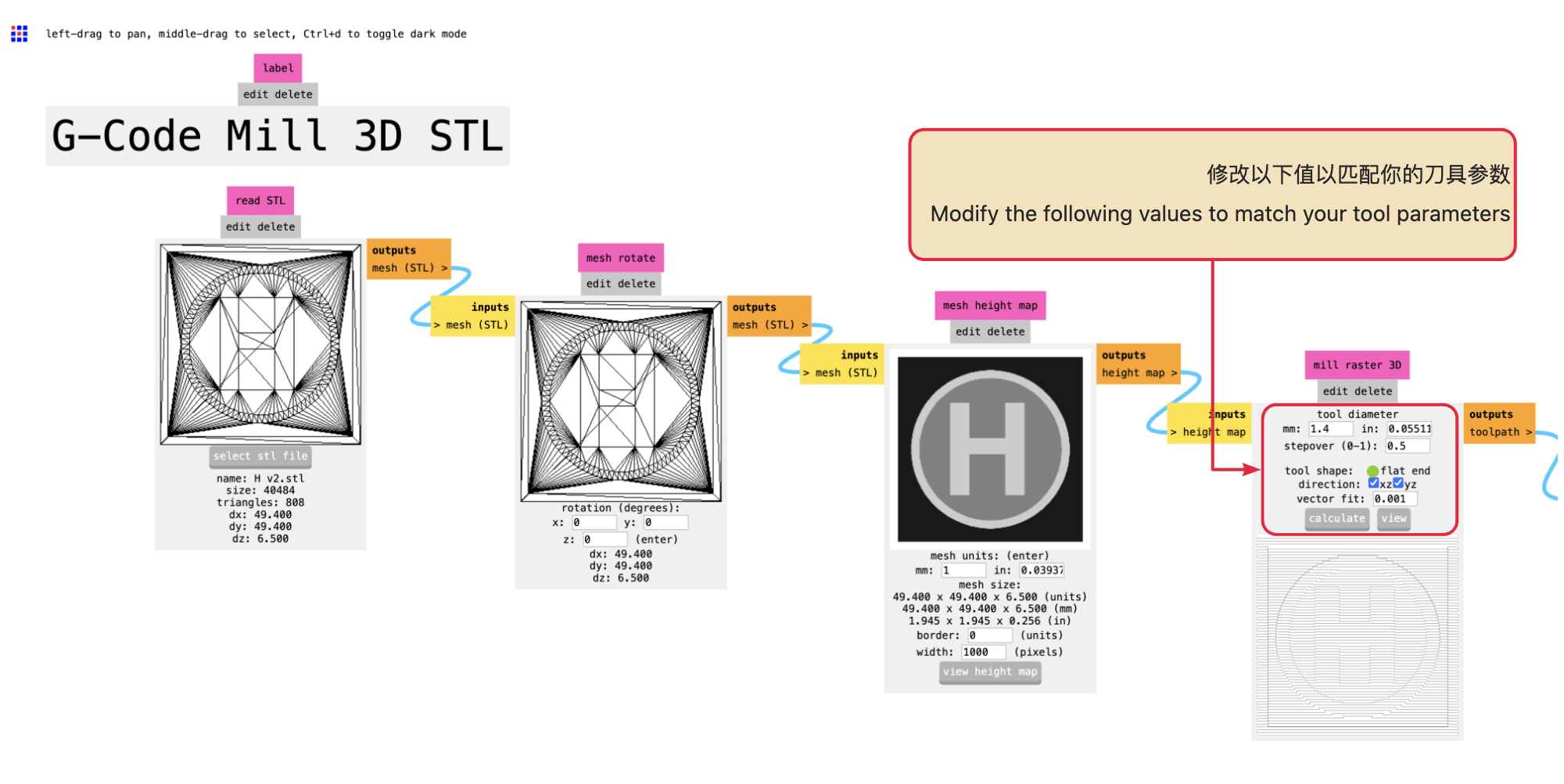
修改以下值以匹配你的刀具参数:
- tool diameter (刀具直径):将"mm:"字段的值从默认的3.175修改为1.4(也就是你刀刃的直径)
- stepover (步进值):可以根据需要调整,默认是0.5(表示每次横向移动为刀具直径的50%)
- tool shape (刀具形状):确保选择"flat end"(平头刀),界面上已经选择了这个选项
- direction (方向):保持默认的xyz/z设置,除非你有特定需求
- vector fit (矢量拟合):保持默认值0.001即可,这是精度设置
修改完所有参数后,点击下方的"calculate"按钮重新计算刀具路径。
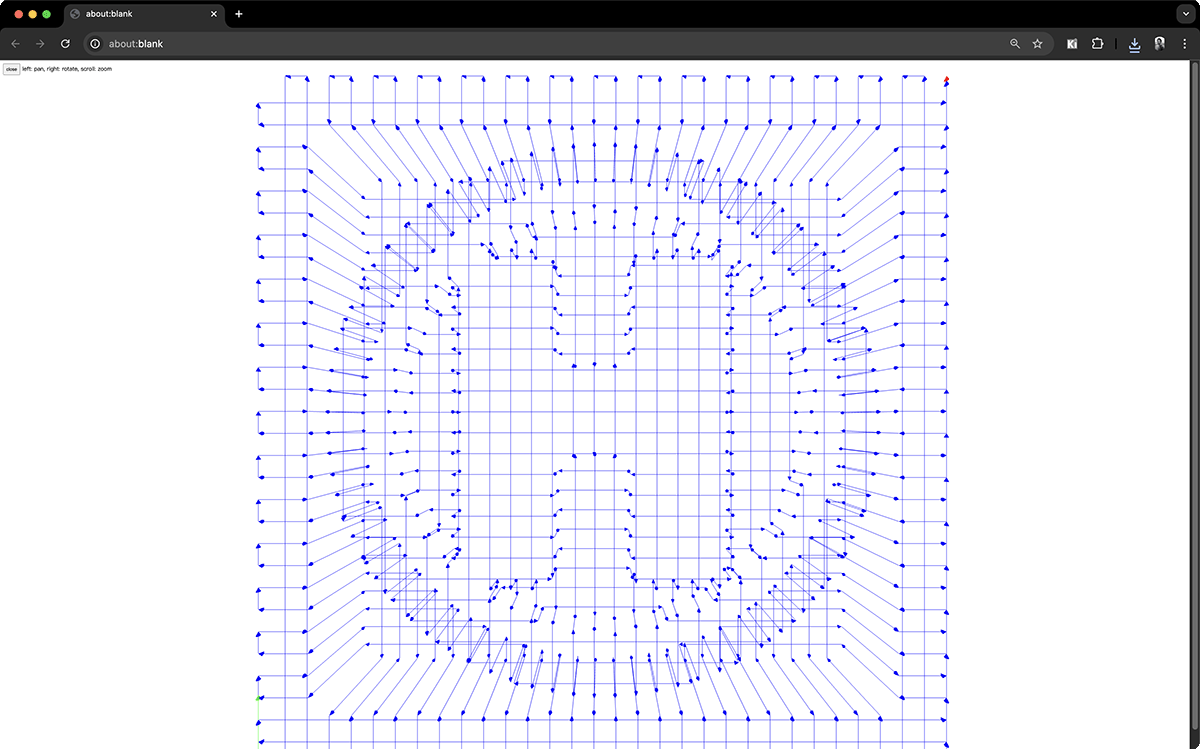
导出 H 徽章的刀具路径
- 使用 Mach3 进行第二次切割,这次切割的范围没有出现超过腊块边境的问题

切削 H 徽章模具的时候范围控制的比较好
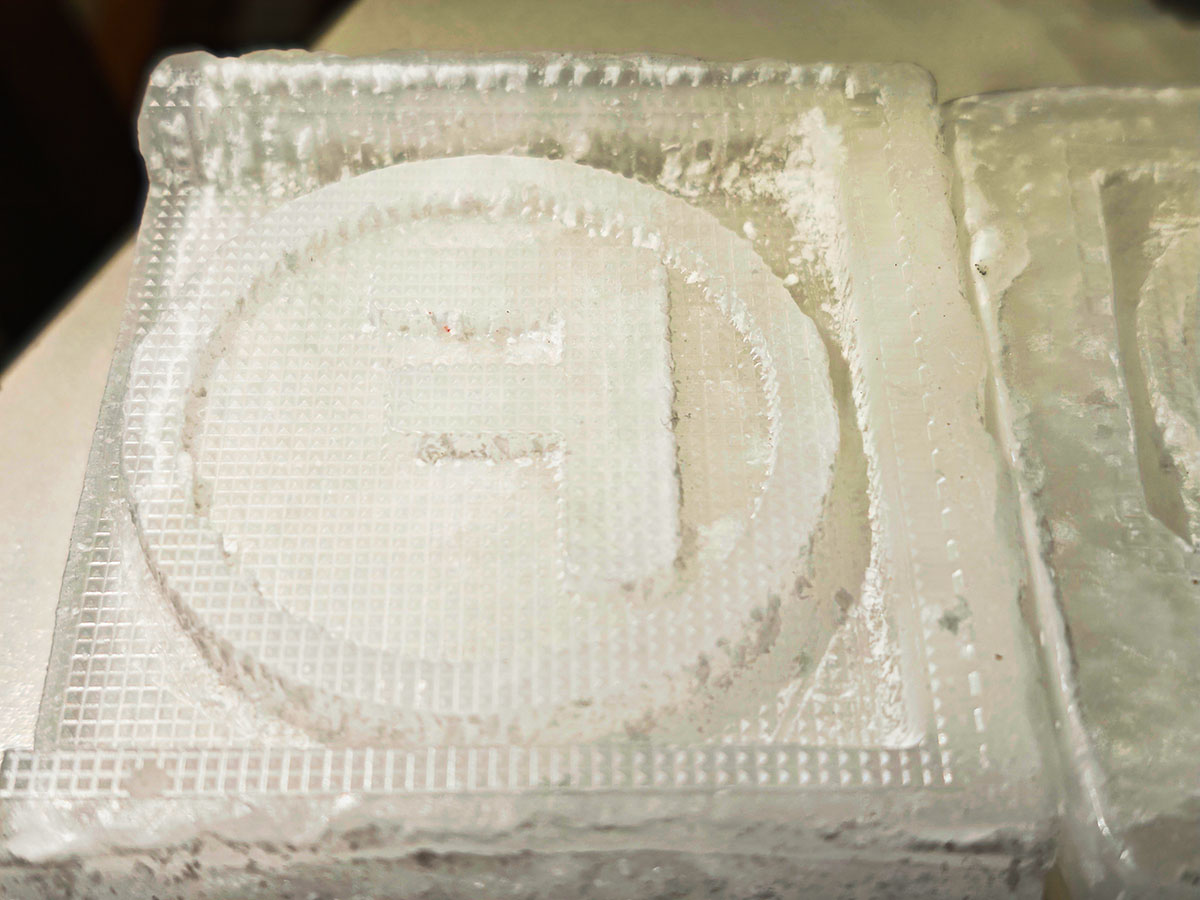
后期处理: - 由于蜡材质较软,加工后残留物会粘在模具中 - 使用刷子和小铲刀小心清理模具表面

硅胶模具制作: - 对缺少围边的"F"徽章,使用胶泥手工补做一个围挡 - 混合硅胶和固化剂,浇铸到 2 个腊模上

左边是稍小的 H 徽章腊模,右边是稍大的 F 徽章蜡模,因为 F 徽章蜡模少了一条围挡,所以我用胶泥和乐高积木搭建了一个围挡,然后给两个蜡模浇铸混合了固化剂的硅胶
- 等待24小时完全固化
- 取出硅胶模具

上面的蜡模和下面固化后的硅胶模具,从模具质量看,我觉得还是大尺寸的 F 徽章的质量更好一些
最终铸造:
- 使用AB水 1:1 质量混合后浇铸到硅胶模具中

为硅胶模具浇铸 1:1 质量混合的 AB 水
- 获得最终的"F"和"H"徽章成品,但这时我们发现切割的蜡模变成了反模,导致最终的 F 徽章也变成了反的。

很奇怪,我们的 F 徽章明明是正模,但是切割出的蜡模却是一个反模,最终用 AB 水浇铸的徽章也成为了反的
大的 F 徽章的效果感觉会更好一些,表面切割路径的痕迹明显。
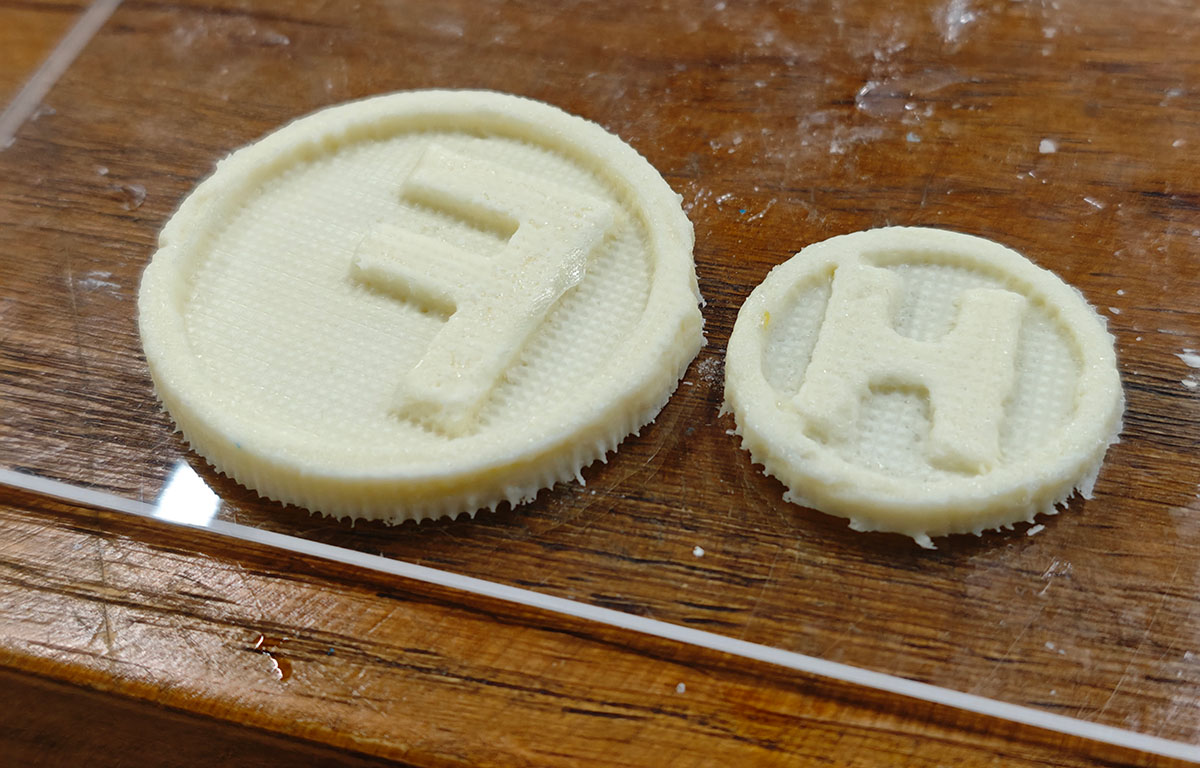
大的 F 徽章的效果感觉要更好一些,不过 2 个徽章的切割路径都比较明显
3D 打印模具制作过程实例
见个人作业:
- 冯磊(Lei Feng):Personal Assignment: Molding and Casting (中文版)
- 刘鸿泰(Hongtai Liu):Molding and Casting: Fabricating FabLab Badge Coins
3D 打印与铣削模具的详细对比
几何复杂度与精度
| 特性 | 3D打印 | CNC铣削 |
|---|---|---|
| 复杂几何形状 | ✅ 几乎可以制作任何复杂形状,包括内部结构、悬垂、曲面和有机形状 | ⚠️ 受到刀具可达性限制,难以加工深槽、锐角、内腔等复杂形状 |
| 精细细节 | ⚠️ 取决于打印技术,FDM精度较低,SLA/DLP/SLS可达更高精度 | ✅ 可实现极高精度(0.01mm级),表面光洁度不错,但控制不好容易出现刀具路径痕迹 |
| 尺寸精确度 | ⚠️ 可能受材料收缩、翘曲等影响,需校准 | ✅ 精度高,稳定性好 |
| 表面质量 | ⚠️ 层纹明显(FDM)或需后处理 | ✅ 表面光滑度高,可直接用作模具 |
| 内部结构 | ✅ 可制作内部复杂结构和通道 | ❌ 难以制作不可见的内部结构 |
材料与耐用性
| 特性 | 3D打印 | CNC铣削 |
|---|---|---|
| 材料选择 | ⚠️ 有限,主要为各类塑料,少量金属和陶瓷 | ✅ 广泛,几乎所有实体材料:金属、塑料、木材、蜡、石材等 |
| 材料强度 | ⚠️ 层间结合强度较弱,各向异性 | ✅ 保持原材料强度,各向同性 |
| 耐热性 | ❌ 大多数打印材料耐热性有限 | ✅ 可加工高温材料,如金属、陶瓷等 |
| 耐用性 | ⚠️ 中等,取决于材料和工艺 | ✅ 高,特别是金属模具 |
| 防水性 | ⚠️ 需要后处理 | ✅ 良好,材料本身特性决定 |
生产效率与成本
| 特性 | 3D打印 | CNC铣削 |
|---|---|---|
| 前期准备时间 | ✅ 短,只需3D模型和切片 | ⚠️ 较长,需要CAM编程和刀具规划 |
| 生产速度 | ⚠️ 慢,特别是高精度打印 | ✅ 快,尤其是简单形状 |
| 原型迭代 | ✅ 快速,易于修改设计 | ⚠️ 每次迭代都需重新加工 |
| 小批量生产 | ✅ 经济高效 | ⚠️ 成本较高 |
| 大批量生产 | ❌ 不经济,速度慢 | ✅ 速度快,成本降低 |
| 设备成本 | ✅ 低至中等(家用级打印机便宜) | ❌ 高(专业CNC设备昂贵) |
| 材料成本 | ⚠️ 专用材料相对昂贵 | ✅ 标准材料,成本可控 |
| 人工成本 | ✅ 低,操作简单 | ❌ 高,需要专业技能 |
| 废料产生 | ✅ 少,主要是支撑结构 | ❌ 多,切削过程产生大量废料 |
操作与维护
| 特性 | 3D打印 | CNC铣削 |
|---|---|---|
| 操作复杂度 | ✅ 简单,入门门槛低 | ❌ 复杂,需要专业知识 |
| 设备体积 | ✅ 小,桌面级设备可用 | ❌ 大,需要专门空间 |
| 噪音与污染 | ✅ 低噪音,少量气味 | ❌ 高噪音,粉尘或切削液污染 |
| 设备维护 | ✅ 相对简单 | ❌ 复杂,需要定期检修 |
| 安全风险 | ✅ 低 | ❌ 中至高(高速旋转刀具) |
| 监督需求 | ⚠️ 中等,可能需要监控打印过程 | ✅ 一旦设置好,监督需求较低 |
适用的模具类型
| 模具类型 | 3D打印 | CNC铣削 |
|---|---|---|
| 原型验证模具 | ✅ 极佳 | ⚠️ 可行但成本高 |
| 低压注塑模具 | ✅ 适合小批量 | ✅ 适合中大批量 |
| 硅胶/软模具主模 | ✅ 非常适合 | ✅ 非常适合 |
| 金属铸造模具 | ⚠️ 仅适合低温合金 | ✅ 适合各类金属铸造 |
| 食品级模具 | ⚠️ 需专用食品级材料 | ✅ 可加工食品级不锈钢等 |
| 大型模具 | ❌ 受打印空间限制 | ✅ 可加工大型模具 |
| 精密模具 | ⚠️ 取决于打印技术 | ✅ 高精密度 |
| 透明模具 | ⚠️ 有限选择 | ✅ 可加工亚克力等透明材料 |
在蜡模具制作中的经验教训
使用蜡材料铣削的优势
在实际操作中,使用蜡材料进行铣削模具制作具有以下优势:
- 易于加工:蜡材质软,加工速度快,刀具磨损小
- 低成本:蜡材料价格低廉,适合多次尝试和学习
- 易于修改:加工后可用手工工具进行微调或修复
- 环保:废料可回收再利用
- 精细度好:软质蜡材可以实现较好的表面光洁度
实践中遇到的挑战与解决方案
在腊模具铣削过程中,我遇到了几个挑战并采取了相应的解决方法:
- 尺寸规划问题:
- 挑战:首次加工时蜡块尺寸不足,导致模型围挡缺失
- 解决方案:重新设计小尺寸模型,并在加工前确认材料尺寸充足
- 经验:始终为模型预留足够的边缘空间
- 材料清理问题:
- 挑战:因为腊比较软,切割后会黏在模具中
- 解决方案:用刷子和小铲刀小心的清理
- 经验:准备适当的清理工具,耐心进行后处理
- 局部缺陷修复:
- 挑战:一个模型缺少围边
- 解决方案:用胶泥为缺少一个围边的F徽章做了一个围挡
- 经验:混合使用数字制造和手工技艺可以互补
- 刀具选择:
- 挑战:需要适合软材料的合适刀具
- 解决方案:使用了一个38mm长,刀刃直径1.4mm,刀刃长度10mm,轴直径3mm的平头立铣刀
- 经验:根据材料特性选择合适的刀具参数
选择合适技术的决策指南
选择3D打印的情况
以下情况下,3D打印是更好的模具制作选择:
- 当模具具有极其复杂的几何形状或内部结构
- 当预算有限,无法获取专业CNC设备
- 当需要快速迭代原型设计
- 当批量小,定制化需求高
- 当操作者缺乏CNC编程和操作经验
- 当对噪音和粉尘有严格限制
- 当需要在小空间内完成全部工作
选择CNC铣削的情况
以下情况下,CNC铣削是更好的模具制作选择:
- 当需要高精度、高表面光洁度的模具
- 当模具需要使用特殊材料(如金属、高强度塑料等)
- 当模具需要承受较高温度或压力
- 当模具尺寸较大
- 当需要大批量生产相同模具
- 当模具设计相对简单(无复杂内部结构)
- 当项目预算充足,注重最终品质
混合方法的应用
在实际项目中,混合使用两种技术往往能取得最佳效果:
- 使用3D打印快速验证设计概念
- 用铣削技术制作最终使用的高精度模具
- 3D打印复杂部分,铣削简单部分,然后组装
- 3D打印制作牺牲模型,然后用于铸造工艺
材料安全数据表评估
在模具制作与铸造过程中,正确理解和遵循材料安全数据表(SDS)的指导非常重要,这不仅关系到操作者的健康安全,也影响到最终产品的质量。以下是本项目中使用的主要材料的安全信息评估:
模具硅胶安全评估
模具硅胶固化剂的使用比例为100:2,操作时间约为5分钟。根据安全数据表分析:
危害识别:
- 低毒性,但应避免皮肤长时间接触
- 固化过程中释放少量挥发性物质,需在通风环境下操作
- 不属于易燃物质,但应避免接触明火
防护措施:
- 佩戴丁腈或乳胶手套进行操作
- 在通风良好的环境中工作
- 如不慎接触皮肤,应立即用肥皂水清洗
- 操作过程中避免触碰眼睛,建议佩戴护目镜
存储要求:
保质期为6个月
应存放在阴凉干燥处,避免阳光直射
容器密封,防止空气和水分进入导致固化
聚氨酯树脂(AB水)安全评估
AB液的重量混合比是1:1,混合后会在1.5-2分钟内固化。安全数据表显示:
危害识别:
- B组分含有异氰酸酯,可能引起呼吸道和皮肤过敏
- 固化反应放热,可能会导致温度上升引起烫伤
- 与水反应会产生二氧化碳气体,可能导致密闭容器压力增加
防护措施:
- 必须佩戴防护手套和护目镜
- 在通风良好环境中操作
- 水气对A/B二液的品质均会产生不良影响,应绝对避免混入水
- B液会和水分发生反应生成白色浑浊物或发生固化
急救措施:
- 皮肤接触:立即用大量清水和肥皂清洗
- 眼睛接触:用流动清水冲洗至少15分钟,就医治疗
- 吸入:移至新鲜空气处,如症状持续应就医
存储注意事项:
- 建议收到产品3个月内用完
- A组会收缩,B组会膨胀,不要久放,避免瓶身开裂溢出
- 使用完毕后,请清理干净瓶口,请密封,在避免日光直晒的干燥阴暗处保存
白凡士林脱模剂安全评估
危害识别:
- 低毒性,化学稳定性高
- 不易燃,不具腐蚀性
防护措施:
- 避免长时间皮肤接触
- 使用专用工具(干净软毛刷)均匀涂抹
- 操作后洗手
存储要求:
- 室温下密封保存
- 避免污染
铟锡铋低温合金安全评估
这种合金熔点仅为47°C,安全数据表信息如下:
危害识别:
- 熔融状态可能导致轻微烫伤
- 蒸气可能含有金属氧化物,过量吸入有害
- 长期接触可能导致皮肤敏感
防护措施:
- 虽为低温合金,操作时仍建议使用耐热手套
- 避免将熔融合金接触水,可能发生飞溅
- 操作环境应保持通风良好
- 避免吸入可能产生的烟雾
急救措施:
- 皮肤烫伤:立即用冷水冲洗,不要使用冰
- 吸入烟雾:移至新鲜空气处
- 误食:饮用大量水,就医治疗
环保与处置:
- 金属可100%回收再利用
- 废料应收集并重新熔化使用
- 避免排入环境
工业腊安全数据表评估
工业腊是铣削模具制作中常用的材料,具有易于加工和低成本的特点。根据安全数据表分析:
危害识别:
- 低毒性,常温下稳定
- 加热至高温时可能释放烃类蒸气,避免吸入
- 熔融状态可能导致轻微烫伤
- 固态时不易燃,但熔融状态下可燃
防护措施:
- 铣削加工时佩戴防尘口罩,避免吸入腊粉尘
- 加热熔融时确保通风良好
- 如需手工调整,建议使用手套避免皮肤接触
- 避免长时间接触皮肤,可能导致轻微过敏
- 铣削过程中戴防护眼镜,防止碎屑进入眼睛
急救措施:
- 皮肤接触:如接触熔融腊,立即用冷水冲洗,不要撕下附着在皮肤上的腊
- 眼睛接触:用大量清水冲洗,如有不适请就医
- 吸入:如吸入大量粉尘,移至新鲜空气处
清理与处置:
- 腊屑可回收再利用,熔化后重新成型
- 废弃物应按当地法规处理
- 清理工具和工作区域时,避免使用可能与腊发生反应的溶剂
存储要求:
- 存放在阴凉干燥处,避免阳光直射
- 远离热源和明火
- 储存温度应低于其熔点(通常60-80°C)
在我们的铣削模具制作实践中,特别注意到工业腊的以下安全特性:
- 加工特性:
- 腊材质软,加工过程产生的切屑容易粘附在模具表面
- 需要谨慎清理,避免损坏模具细节
- 切削速度不宜过快,防止腊因摩擦热而软化
- 使用注意事项:
- 与硅胶等材料接触前,确保腊模表面干净,无残留切屑
- 腊模与硅胶直接接触时,硅胶可能对腊有轻微溶解作用,建议使用适当脱模剂
通过合理的防护措施和操作规程,工业腊可以安全有效地用于模具制作,其低毒性和可重复使用的特性使其成为环保的模具材料选择。
安全操作总结
在本项目实施过程中,我们严格遵循了以上安全指导原则,并采取了多项措施确保安全:
个人防护装备使用:
- 全程佩戴手套、口罩和防护眼镜
工作环境管理:
- 保持工作区域通风良好
- 工作台上铺设纸张,防止化学品污染
- 按材料类型分区操作,避免交叉污染
废弃物处理:
- 硅胶和AB水固化后的废料作为一般固体废物处理
- 铟锡铋合金残余收集并重新利用
- 清洁工具时产生的废液单独收集
- 工业腊的切削碎片可以收集起来融化后再次利用
通过认真研读和实施材料安全数据表中的指导,我们不仅保障了操作者的健康安全,也提高了产品质量和工作效率。在未来项目中,我们将继续完善安全措施,探索更安全、环保的材料和工艺。