Fab Academy 第五周小组作业:3D 打印机设计规则测试
作业目标
本小组作业旨在测试 Bambu Lab A1 mini 3D 打印机的设计规则和性能局限性,评估其在不同材料(PLA Basic 和 TPU95A)下的表现。通过打印三个测试文件(angle.stl与thickness.stl),我们将分析以下关键特性:
- 悬垂(Overhang):无支撑的最大悬垂角度和桥接距离。
- 壁厚(Wall Thickness):结构完整的最小厚度。
- 槽宽精度:开槽结构的最小宽度。
- 首层粘结(First Layer Adhesion):平台调平及材料与打印床的兼容性。
更多小组作业见:https://fabacademy.org/2025/labs/chaihuo/docs/assignment/week-053d-scanning-and-printing/。
测试设备与材料
- 打印机:Bambu Lab A1 mini
- 打印体积:180 x 180 x 180 mm
- 喷嘴直径:0.4 mm(默认)
- 支持材料:PLA、PETG、TPU 等(无需封闭式机身)
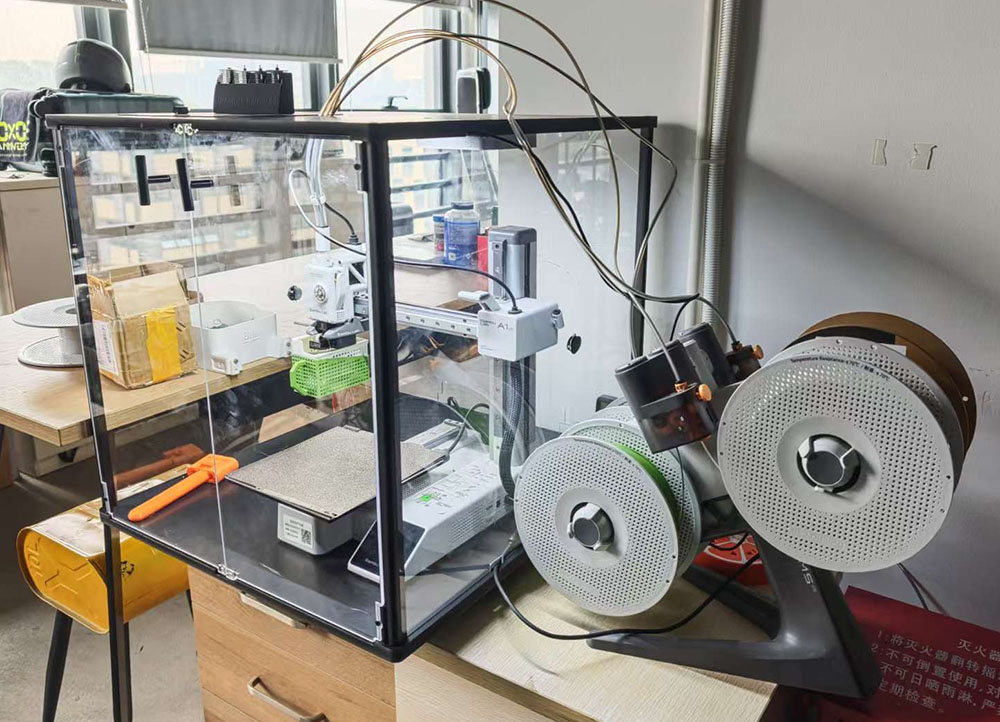
带 AMS lite 的 Bambu Lab A1 mini 3D 打印机
看打印机的说明支持多种材料,所以我们买了 2 种材料,想测试不同材料的打印效果。
材料:
- 拓竹 PLA Basic:易打印、刚性好,适合测试精度和悬垂。
- TPU95A:柔性材料,适合测试柔性结构和桥接性能。
切片软件:Bambu Studio(推荐,专为 Bambu Lab 打印机优化)
测试文件:
[angle.stl](http://academy.cba.mit.edu/classes/scanning_printing/angle.stl):测试悬垂角度。[thickness.stl](http://academy.cba.mit.edu/classes/scanning_printing/thickness.stl):测试最小壁厚。
测试文件 3D 模型展示
我们使用 VitePress 将 Markdown 文档转为网页,并在其中嵌入 <model-viewer> 来展示 3D 模型。假设测试文件已放入项目的 public/models 文件夹,具体实现如下:
angle.stl
thickness.stl
注意:为确保模型在网页中正确显示,请将 .stl 文件放入 public/models/ 目录,并在 docs/.vitepress/config.js 中全局引入 <model-viewer> 脚本:
// docs/.vitepress/config.ts
export default defineConfig({
// Existing configuration...
vue: {
template: {
compilerOptions: {
isCustomElement: (tag) => tag === 'model-viewer'
}
}
},
// Remaining configuration...
})
head: [
// Existing head elements...
['script', {
type: 'module',
src: 'https://ajax.googleapis.com/ajax/libs/model-viewer/4.0.0/model-viewer.min.js'
}],
// Remove the legacy script as it's not necessary with the latest version
],上料失误
我们在收到 PLA 材料的时候,由于购买的是不带料盘的材料,因为缺乏经验,还没把新料装入料盘时,就剪短了料盘固定胶带,结果导致无法安装料盘,这一卷材料无法接入打印机。

切记,换料的时候,在新料装入料盘后,再减掉箭头所示的固定胶带,否则就会像右侧那样“炸盘”,将使你无法安装料盘
后来找来其他的 PLA 材料,才将 2 种耗材都接入了 3D 打印机, 如下图所示,白色 PLA 安排在AMS lite 的 4 号位,TPU 安排在 1 号位。

左边是白色的 PLA 材料,右边橘黄色的是比较软的 TPU 材料
打印机可以通过料盘上的电子标记识别材料的颜色和类别,如下图所示。
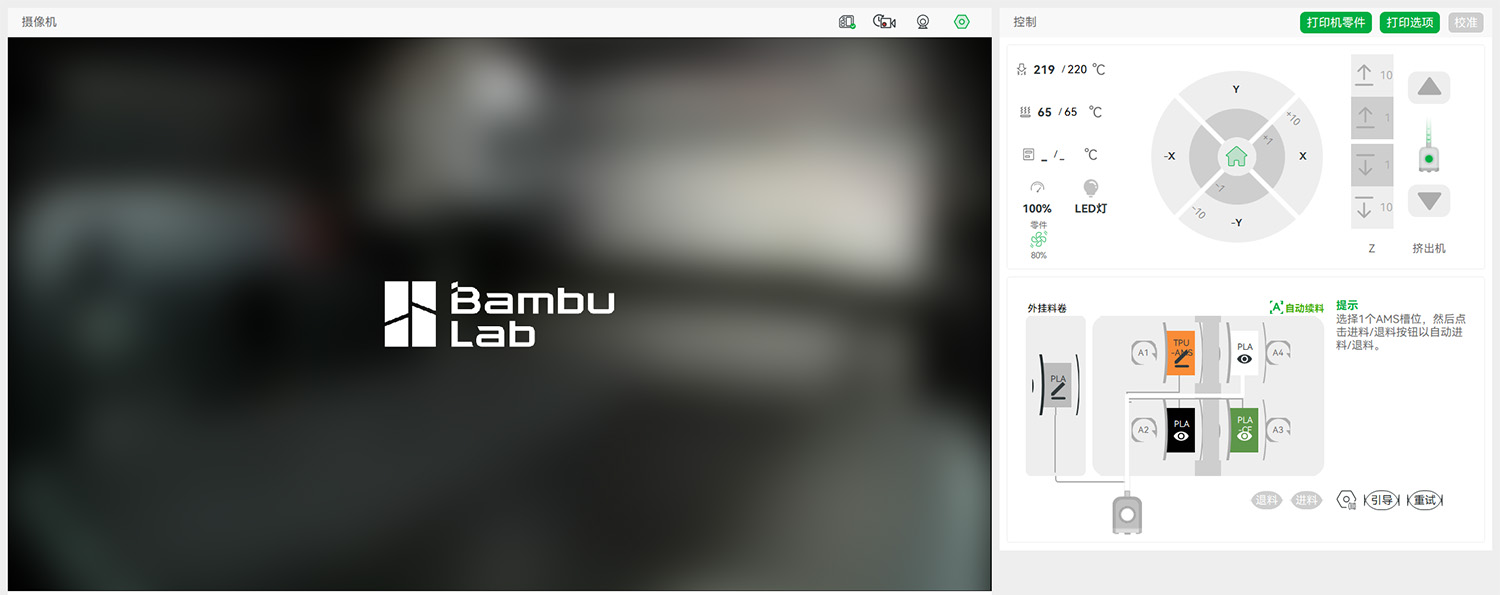
上料后打印机识别出了材料类别和颜色
测试过程
1. 准备工作
- 检查打印机状态:
- 确保 Bambu Lab A1 mini 已组装完成并通过自检。
- 校准打印床(使用 Bambu Studio 的自动调平功能)。
- 清洁打印平台(推荐使用 PEI 纹理板,适合 PLA 和 TPU)。
- 安装耗材:
- 安装白色 PLA Basic 到 AMS lite 4 号位,TPU95A 到 1 号位 。
2. PLA 切片配置
使用 Bambu Studio 进行切片,针对 PLA 和 TPU 设置不同的参数,我们使用了 0.4mm 的喷嘴。
PLA Basic 设置
- 层高:0.2 mm(平衡精度与速度)
- 填充密度:20%(测试结构强度)
- 打印速度:50 mm/s
- 喷嘴温度:250°C(根据拓竹 PLA 推荐)
- 床温:60°C
- 支撑:关闭(测试无支撑性能)
- 首层设置:
- 速度:20 mm/s
- 高度:0.25 mm
在对 angle.stl 文件进行设置,我们关闭了支撑,以此考察在大角度悬垂的情况下的表现。
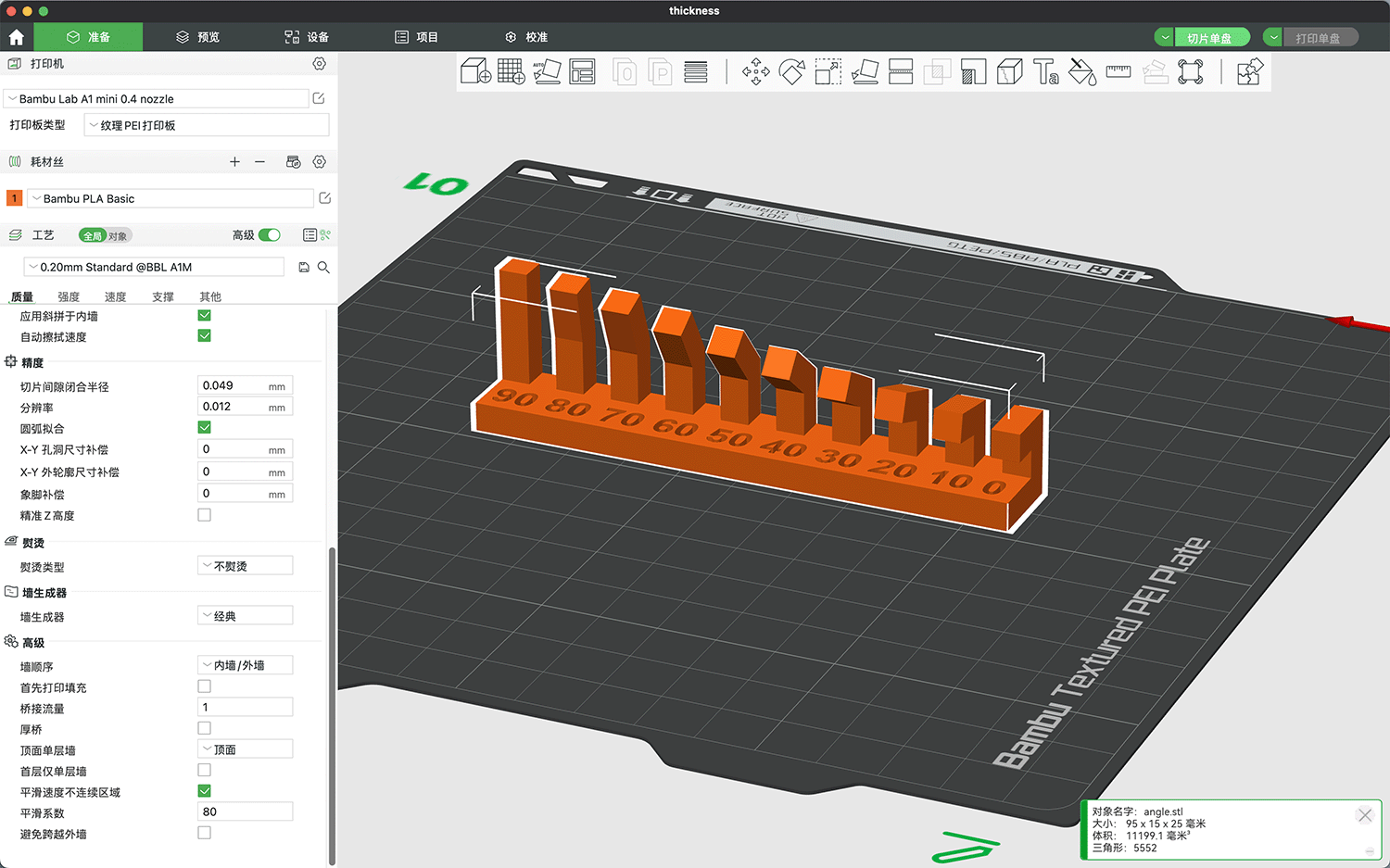
在准备标签进行打印材料、精度、强度、速度、支撑等的设置
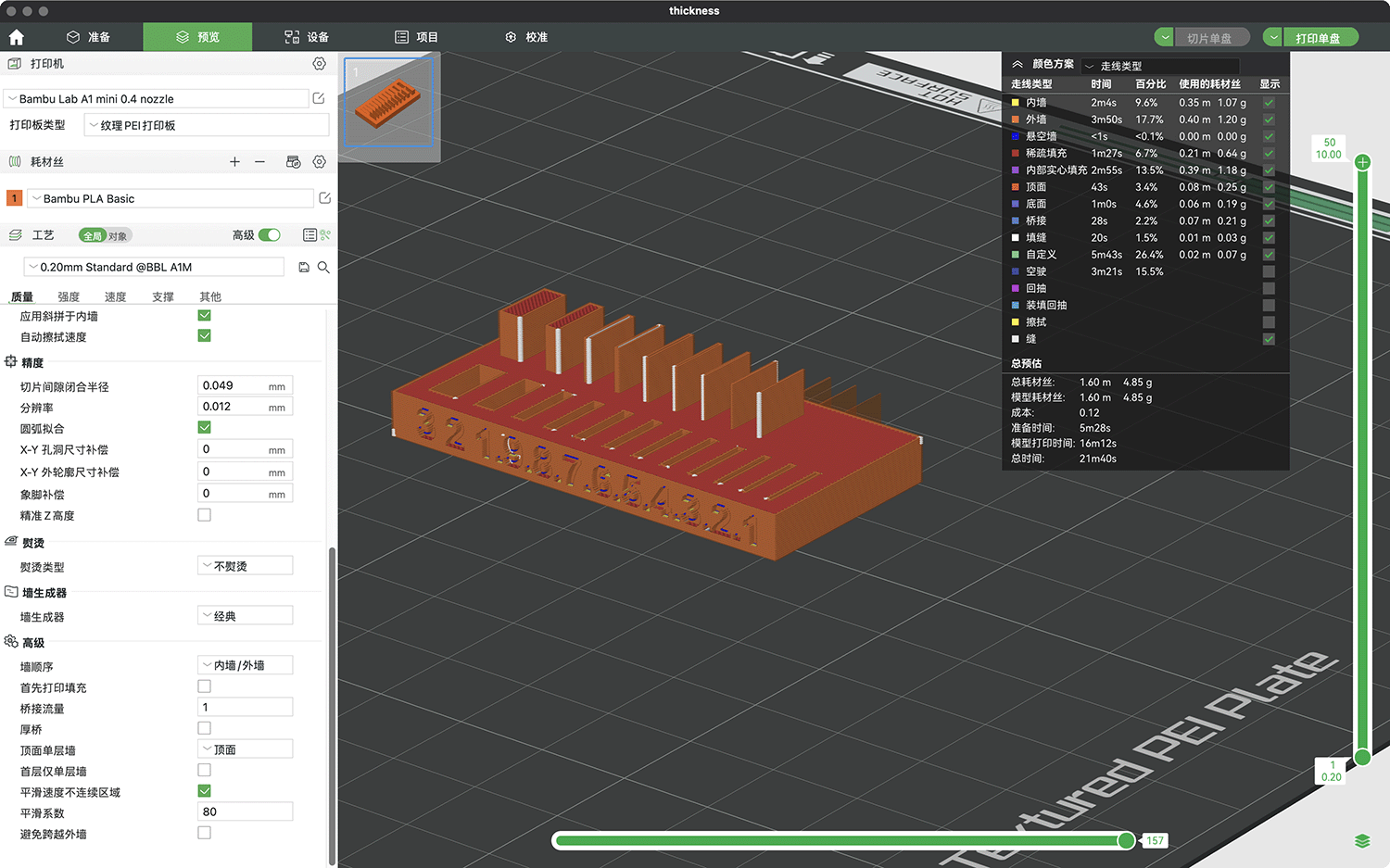
在打印前对 angle.stl 文件进行切片,给出了报告,并给出了耗材消耗的重量,打印时间等信息。
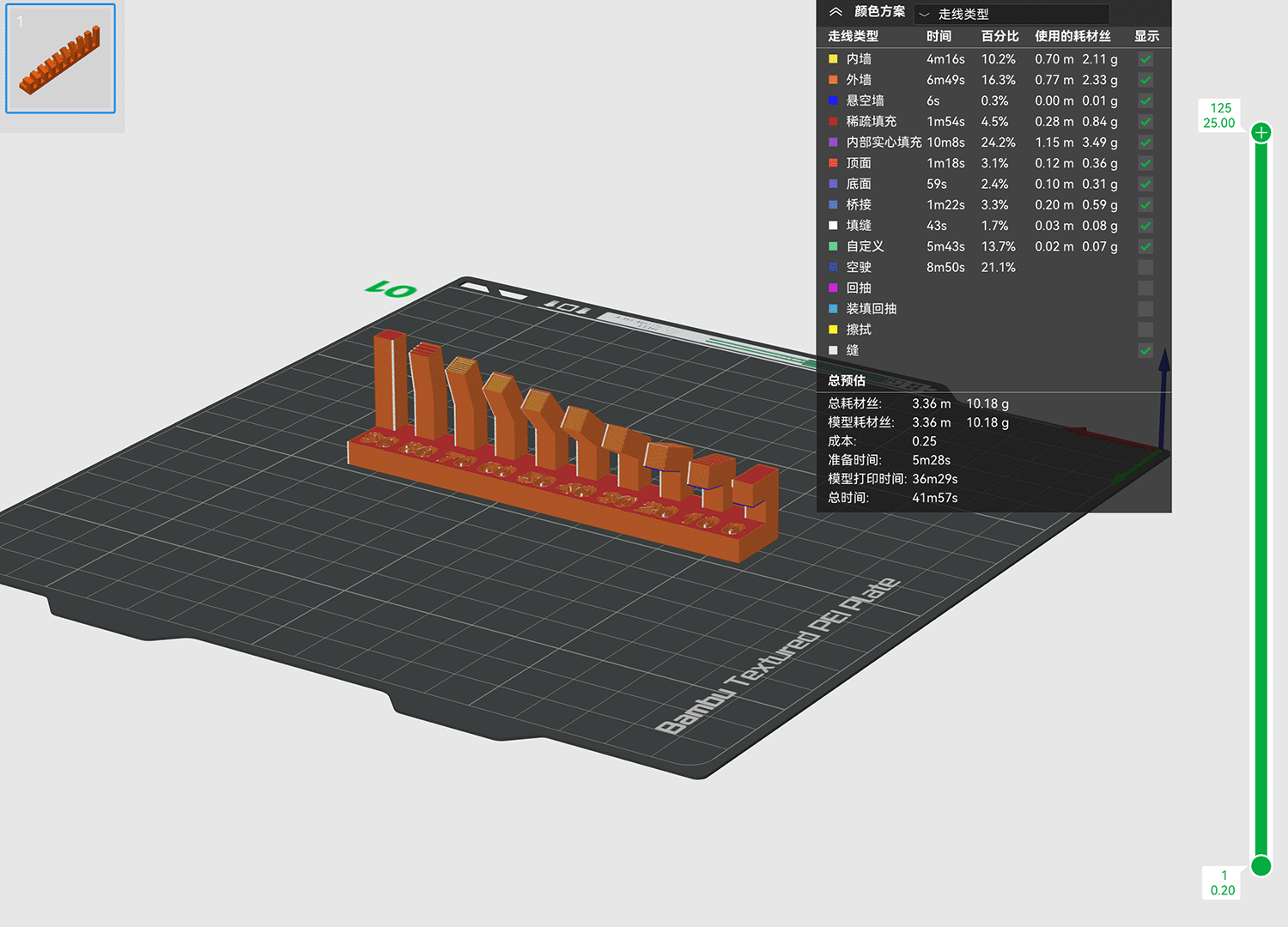
切片报告的总预估给出
对thickness.stl进行设置。
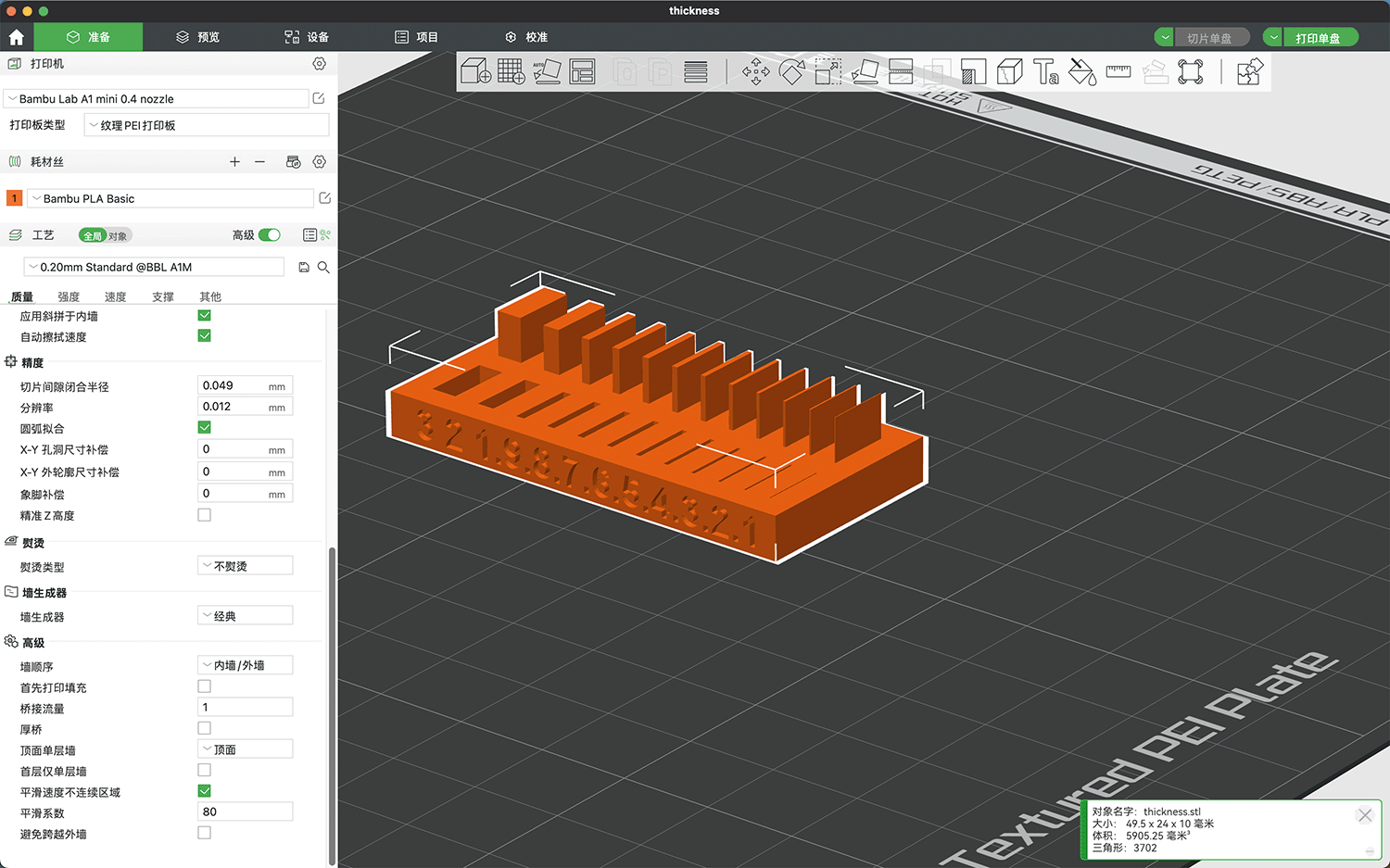
打印前对 thickness.stl 文件进行切片,可以看到右侧比较薄的 3 个薄片(0.3mm,0.2mm,0.1mm)因为小于最小可打印厚度,变成半透明,这意味着这部分内容将无法打印。
启动打印
启动打印,打印文件通过网络传输到打印机。
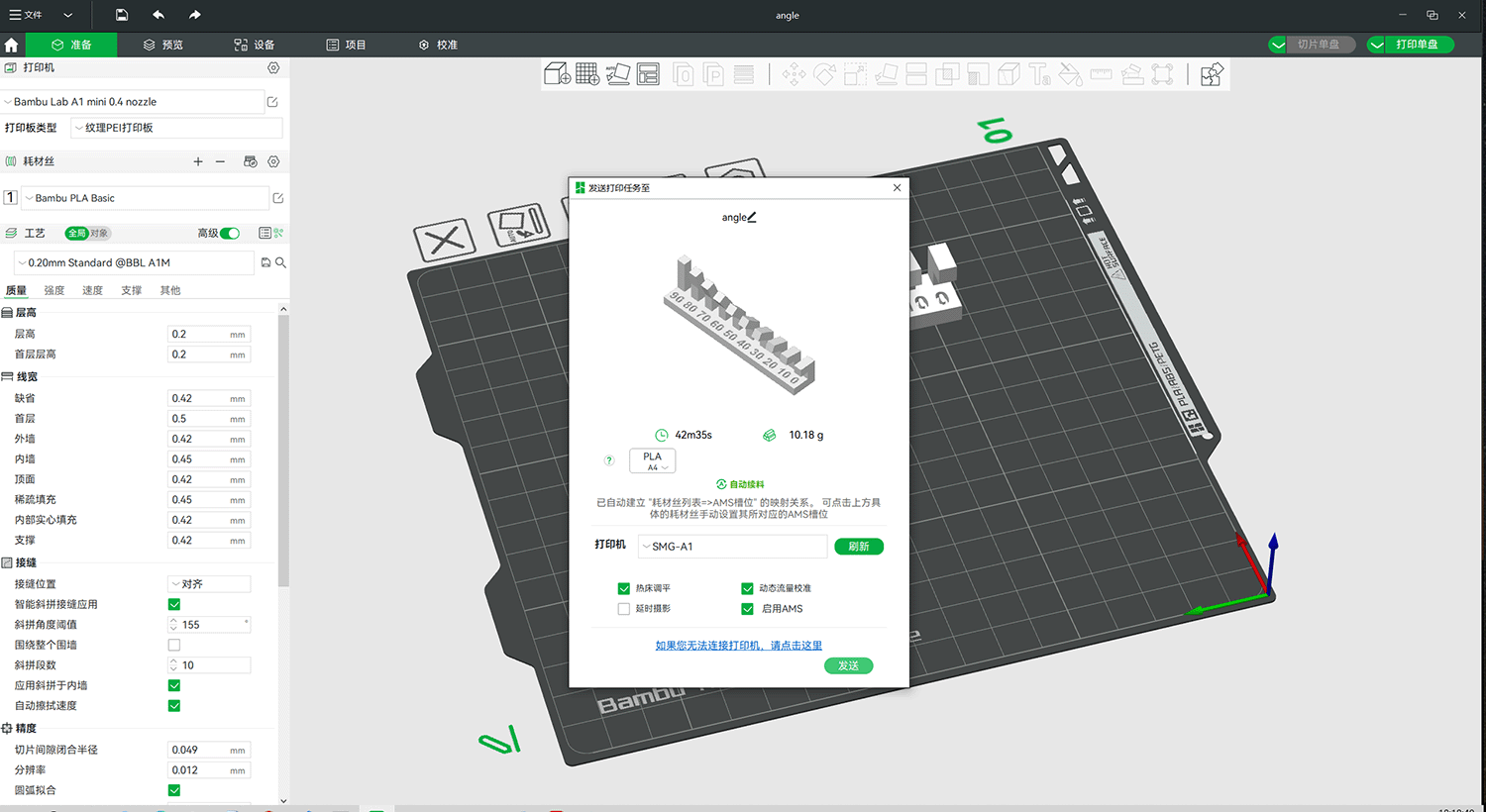
启动 angle.stl 的打印,提示需要 42m35s。

启动 thickness.stl 的打印,提示需要 21m45s
3. 打印过程
打印 PLA 材料的测试件:
- 依次打印 `angle.stl`、`thickness.stl` 。
- 记录每件打印时间和任何失败情况(如翘曲、断裂)。
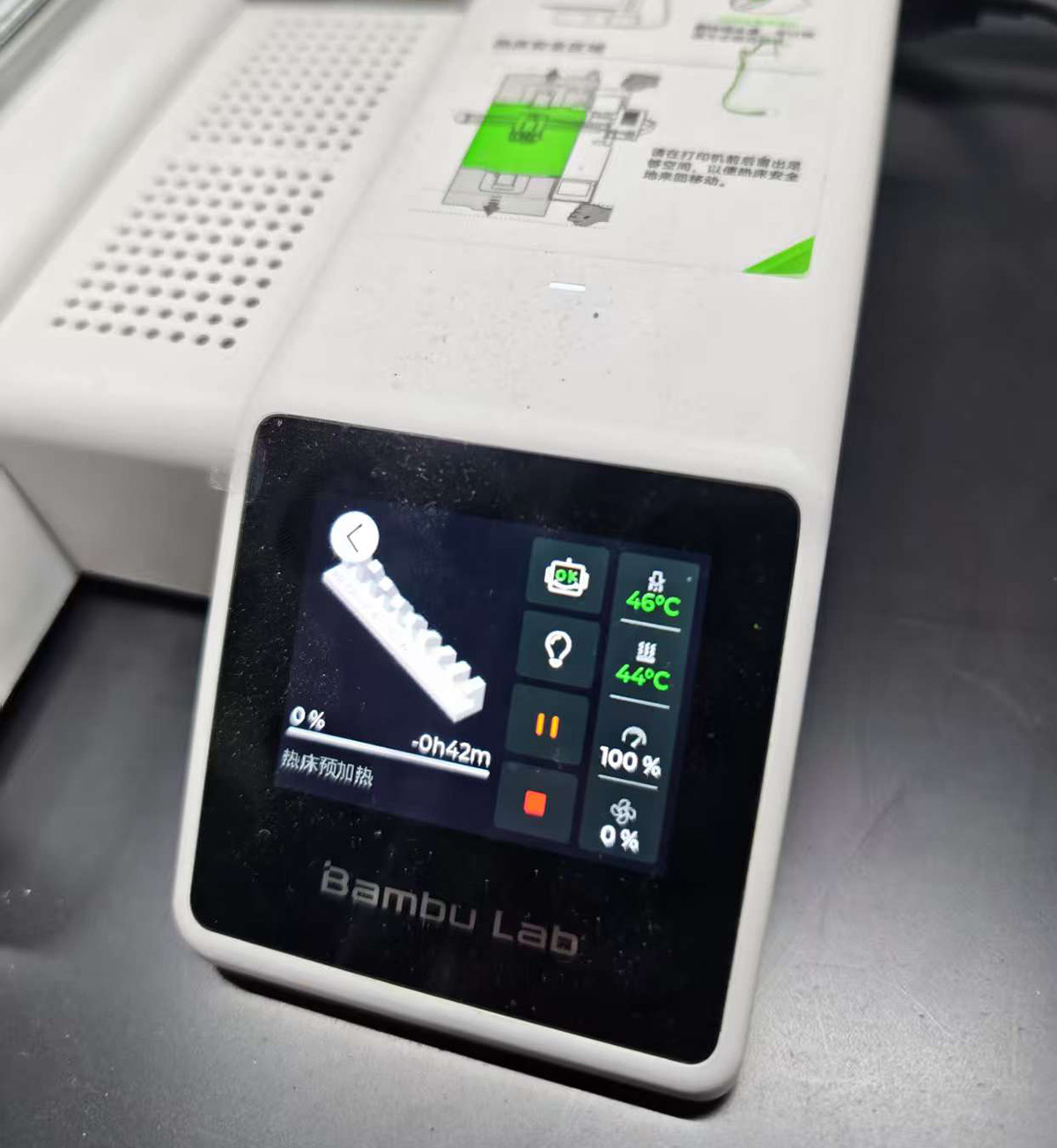
打印文件被通过网络传输到了 3D 打印机,打印机开始预加热
TPU 材料打印失败
在我们完成 PLA 材料的打印测试,准备换料 TPU 材质时,出现了故障,TPU 95A 材料始终无法成功装料。我们再尝试换 PLA 的时候,而且也无法退料。打印机始终提示有料卡在打印头部分,我们推测是上料 TPU 的时候,没有修改温度(TPU 的温度为 200-220℃),而之前使用的 PLC 为 250℃ 可能导致了堵头。这种情况大家都没有经验,所以需要等打印头冷却后拆开查看。

换 TPU 材料时,打印头在换料操作显示堵头,无法继续打印
4. 测试与记录
打印的过程比想象的顺利,打印时间也预估的比较准确,我们成功获得了 2 个测试件的打印样品。
angle.stl 在 30 度以下出现了一些毛刺和不光滑的状况。
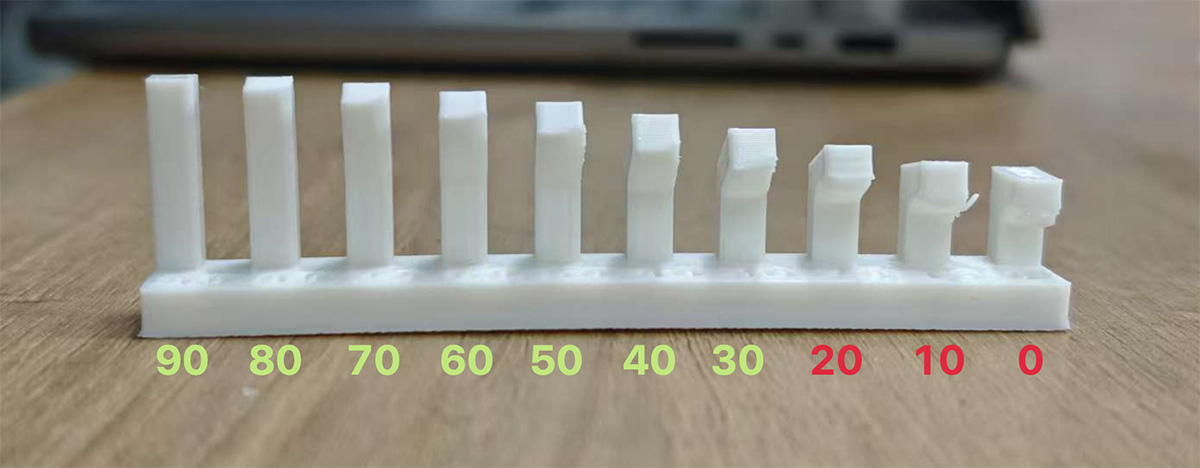
打印质量评估,20,10,0 的悬垂面有塌陷而无法确保平整
thickness.stl 如切片预期,有 3 个薄片完全没有被打印
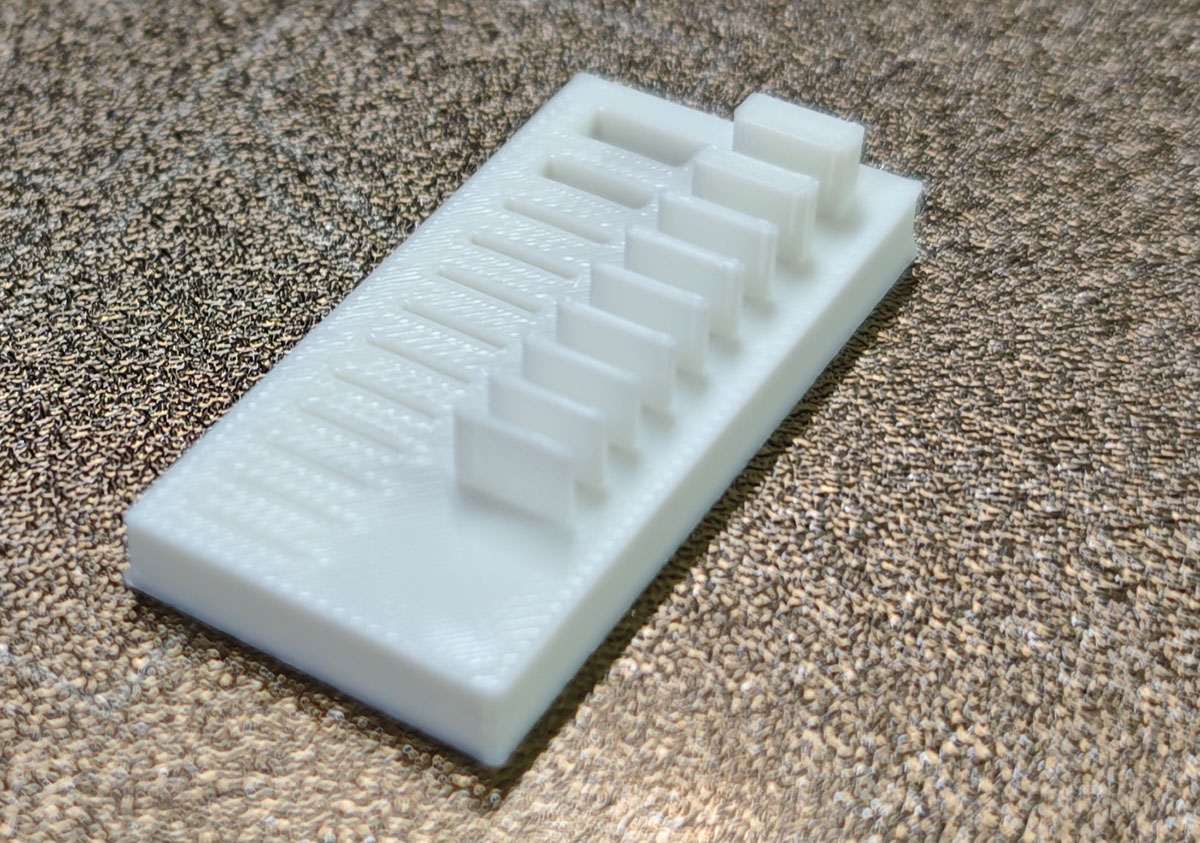
打印质量评估,3 个在切片时被忽略的薄片没有出现在打印样品上,但槽孔都齐了
悬垂与桥接
- 测试方法:
- 检查
angle.stl上不同角度的悬垂质量。
- 检查
- 记录表:
| 悬垂角度(度) | 悬垂面质量 |
|---|---|
| 90 | 完好 |
| 80 | 完好 |
| 70 | 完好 |
| 60 | 完好 |
| 50 | 完好 |
| 30 | 良好,边缘有轻微凸起 |
| 20 | 良好,边缘有轻微凸起 |
| 10 | 有明显毛刺 |
| 0 | 有堆积且不平整 |
壁厚
- 测试方法:
- 检查
thickness.stl上不同厚度的壁是否完整。
- 检查
- 记录表:
| 设计壁厚 (mm) | 实际壁厚 (mm) | 偏差 (mm) |
|---|---|---|
| 0.1 | 未打印 | |
| 0.2 | 未打印 | |
| 0.3 | 未打印 | |
| 0.4 | 0.5 | 0.1 |
| 0.5 | 0.5 | 0 |
| 0.6 | 0.6 | 0 |
| 0.7 | 0.7 | 0 |
| 0.8 | 0.8 | 0 |
| 0.9 | 0.9 | 0 |
| 1 | 1 | 0 |
| 2 | 2 | 0 |
| 3 | 3 | 0 |
槽宽精度
- 测试方法:
- 在
thickness.stl中测量槽宽的实际尺寸。
- 在
- 记录表:
| 设计槽宽 (mm) | 实际槽宽 (mm) | 偏差 (mm) |
|---|---|---|
| 0.1 | 只在表面留下浅线痕迹 | 0.1 |
| 0.2 | 大约 0.1 | 0.1 |
| 0.3 | 约 0.2 | 0.1 |
| 0.4 | 约 0.3 | 0.1 |
| 0.5 | 0.4 | 0.1 |
| 0.6 | 0.6 | 0 |
| 0.7 | 0.7 | 0 |
| 0.8 | 0.8 | 0 |
| 0.9 | 0.9 | 0 |
| 1 | 1 | 0 |
| 2 | 2 | 0 |
| 3 | 3 | 0 |
首层粘结
- 测试方法:
- 检查每个模型的首层是否平整、无翘边。
- 记录表:
| 文件 | 材料 | 首层质量(优/良/差) | 备注 |
|---|---|---|---|
| angle.stl | PLA | 优 | |
| thickness.stl | PLA | 优 |
总结
通过此次测试,我们了解了 Bambu Lab A1 mini 在 PLA 材料下的设计规则和性能局限,为后续项目提供了宝贵的参考。