第 7 周小组作业:CNC 切割
2025 年 3 月 8 日,柴火小组成员陆续来到柴火创客空间,准备进行 CNC 切割机的培训和个人作业切割。但这一天柴火创客空间同时在举行 48 小时的“探索具身智能的未来:2025 Seeed Embodied AI 黑客松” ,所以现场人满为患,以致于我们无法展开切割(因为噪音巨大),被告知只能晚上 8 点以后开始。所以前期我们就开始进行培训和各种准备工作。指导老师于剑锋(Matthew)邀请了矽递科技经验丰富的结构工程师徐国群(后面简称徐工)担任技术指导。

这个周末柴火创客空间全都是参加 2025 Seeed Embodied AI 黑客松的人

指导老师于剑锋(Matthew,左)与矽递科技经验丰富的结构工程师徐国群先生(右)
安全培训
在开始使用CNC切割机前,我们接受了全面的安全培训,了解了机器的基本组成及安全操作规程:
- CNC机器组成:我们的CNC切割机由三个主要部分组成:控制计算机、加工设备和空气除尘处理器。
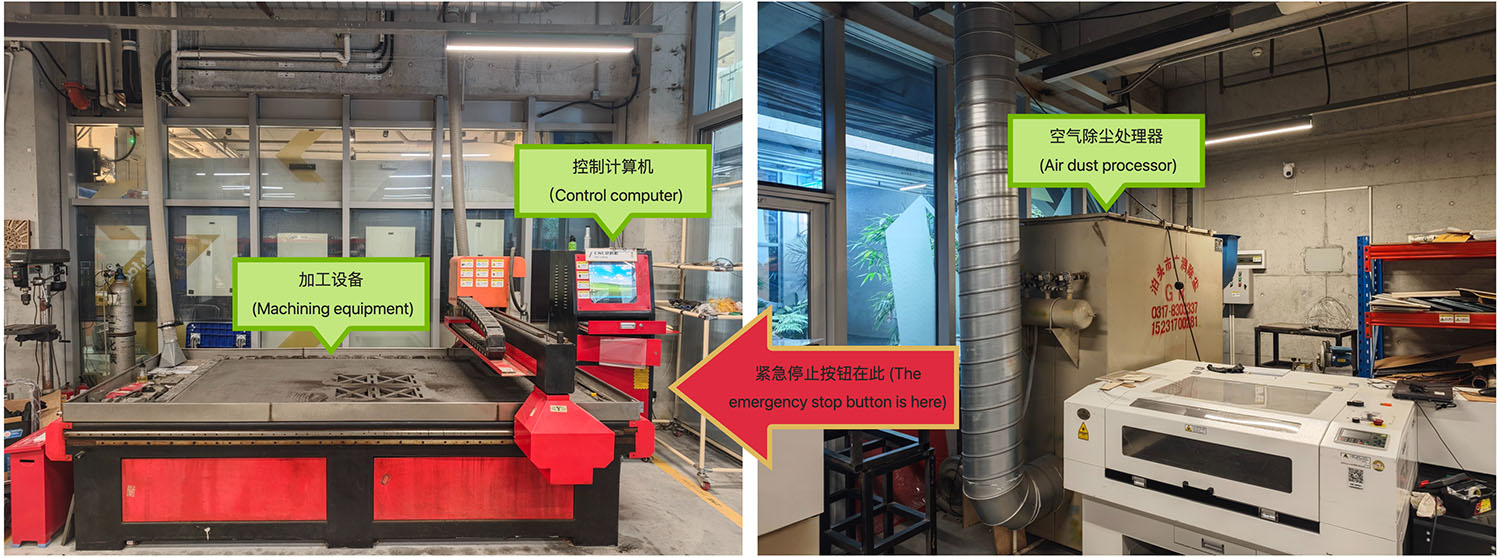
柴火创客空间的大型 CNC 设备的 3 个主要组成部分以及紧急停止按钮的位置
- 切削工具选择:我们使用了8mm木板铣刀,但需要注意刀具质量会影响切割效果。在操作前需检查并锁紧刀具,防止加工过程中发生意外伤害。

Matthew 在安装和检查刀头
- 防尘措施:由于我们的设备位于城市区域,必须按照市政空气排放要求使用排气和除尘设备。此外,在每次操作前后都需要用吸尘器清洁工作台面,确保工作环境干净整洁。
- 电气危险:在机器运行期间,禁止用手触碰操作表面,避免被工具或加工物体的飞溅物伤害。
- 紧急停止按钮:在使用如此大型机器时,每个人都需要知道紧急停止按钮的位置,以便在紧急情况下立即停止机器。徐工告知我们 CNC 设备的紧急停止按钮的位置,在控制计算机柜的右侧,如下图所示。

紧急停止按钮的位置在此
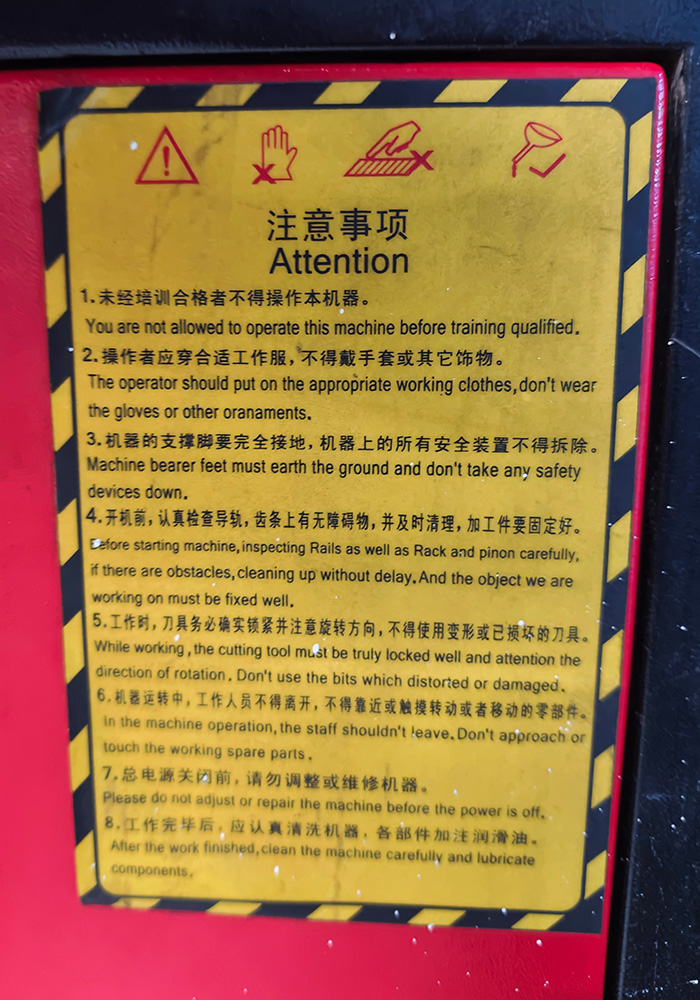
图片中的标识牌,我提取并修订了以下安全注意事项:
注意事项 / Attention
- 未经培训合格者不得操作本机器。 You are not allowed to operate this machine before training qualified.
- 操作者应穿合适工作服,不得戴手套或其它饰物。 The operator should put on the appropriate working clothes, don't wear the gloves or other ornaments.
- 机器的支撑脚要完全接地,机器上的所有安全装置不得拆除。 Machine bearer feet must earth the ground and don't take any safety devices down.
- 开机前,认真检查导轨以及齿条上有无障碍物,并及时清理,加工件要固定好。 Before starting machine, inspecting Rails as well as Rack and pinion carefully, if there are obstacles, cleaning up without delay. And the object we are working on must be fixed well.
- 工作时,刀具务必锁紧并注意旋转方向,不得使用变形或已损坏的刀具。 While working, the cutting tool must be truly locked well and attention the direction of rotation. Don't use the bits which distorted or damaged.
- 机器运转中,工作人员不得离开,不得靠近或触摸移动部件或移动的零部件。 In the machine operation, the staff shouldn't leave. Don't approach or touch the working spare parts.
- 断电源关闭前,请勿调整或维修机器。 Please do not adjust or repair the machine before the power is off.
- 工作完毕后,应认真清洗机器,各部件加注润滑油。 After the work finished, clean the machine carefully and lubricate components.
- 防护措施:由于CNC加工过程中会产生大量灰尘和噪音,必须佩戴防护眼镜和隔音耳机。同时,在切割木板和产生大量灰尘的材料时,必须佩戴口罩。
CNC切割机规格与设置
设备规格
我们实验室的CNC切割机主要规格如下:
| 规格 | 详细信息 |
|---|---|
| 机械制造商 | 天成鑫力数控 |
| 机器型号 | 3STX-1325A |
| 工作台尺寸 | 1450mm × 2900mm |
| 加工范围 | 1300mm × 2500mm |
| Z轴行程 | 180mm |
| 送料高度 | 200mm |
| 定位精度 | ±0.15/300/mm |
| 主轴转速 | 0~24000 (r/min) |
| 雕刻指令 | G Code, UPP, mmg, nc |
| 空转速度 | 0~20000mm/minute |
| 加工速度 | 0~15000/minute |
| 分辨率 | 0.00625/pulse |
| 刀具直径 | 3.175mm, 4mm, 6mm, 8mm, 10mm, 12.7mm |
| 主轴功率 | 3KW水冷 |
| 冷却系统 | 水泵 |
| 实际重量 | 2200kg |
| 机器电源 | 380V 50Hz(内置开关电源) |
在现场我找到了切割机的手册:3STX-1325A.pdf,里面详细介绍了切割机的各种参数和操作步骤。
设置切割机
- 检查和清理台面:在开始使用设备前,需要先仔细清理台面,先把可能会影响板材平整的碎屑、木块等硬物清理掉,然后用吸尘器吸取干净台面上的木屑和细小杂物。

用吸尘器仔细清理切割机台面

1.5*2.4m,1.8cm 厚的高密度纤维板比想象中的重很多,需要多人协作才能抬上台面
- 固定加工材料:我们这次 CNC 切割使用的是高密度纤维板(High Density Board (wood),HDF),由于每台CNC加工机的加工尺寸有限,我们需要将测试加工材料平放在加工平面上。板子呈黑灰色,非常沉重,需要 2-3 人台才行。需要保持加工材料与机器的加工方向最好保持平行一致。然后使用螺栓固紧装置固定板材,并让固定金属条不要过多侵入板材区。

在各边角用固紧件固定板材,避免金属固紧件过多侵入板材区
- 设置加工原点:在每次加工前,需要检查机器的加工原点,并同时检查加工文件中设置的加工原点。加工原点包含三个轴的数据。
注意:由于我们实验室的CNC机器很长时间没有使用,机床导轨的Y轴限位传感器失效,导致我们无法使用机器自身的零点设置工具。我们只能手动设置和调整机器的零点,以确保加工尺寸达到我们需要的要求。此时需要特别注意安全。
- G代码修改:因为我们的机器不支持"自动返回原点",我们需要删除G代码中的"自动返回原点"代码。
- 速度修改:根据材料特性和刀具状况调整切割速度。
- 机器控制按键:
- F8 - 生成模拟CAM路径
- F9 - 开始切割
- F10 - 暂停
- F11 - 停止
- 工作空间参数:
- 板材尺寸:2440mm × 1220mm
- 可加工区域:2400mm × 1200mm
DXF文件到G-Code的输出
徐工指导我们如何使用 MasterCAM X6 软件将设计好的 DFX 文件转换为G-code。 这 个过程是在一个和 CNC 配套的古旧的运行 Windows7 的 Lenovo 笔记本电脑上进行的。这是一款功能强大的CAD/CAM软件,主要用于设计零件和编程 CNC 机器进行制造。
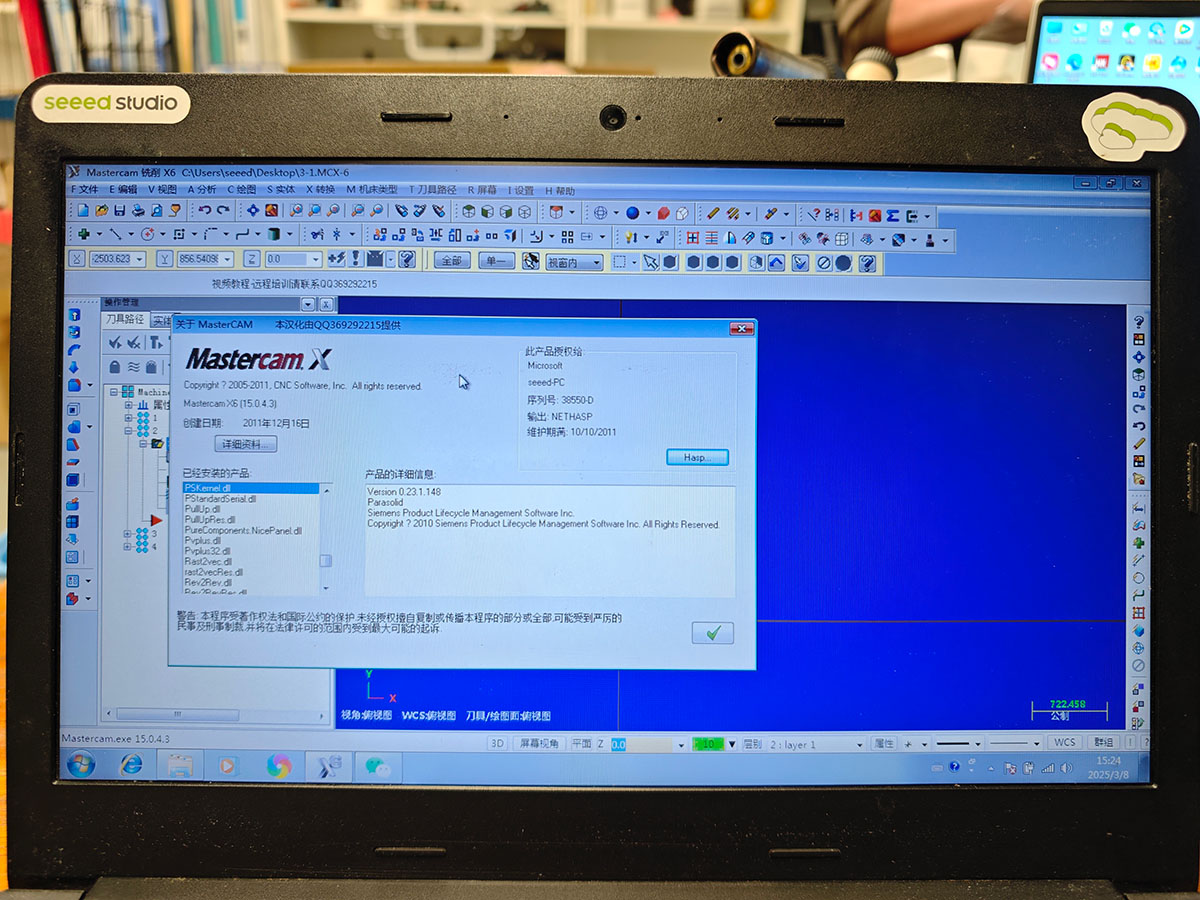
MasterCAM X6 软件
MasterCAM参数设置
徐国群工程师详细讲解了以下参数设置:
切割方法设置:
- 轮廓铣削
- 2D开槽
- 表面铣削
- 槽铣
刀具参数设置:
- 刀具名称:自定义
- 刀具编号:1
- 刀具直径:8mm
- 刀角半径:0
- 长度:10mm
- 刀片数:4
- 类型:平刀
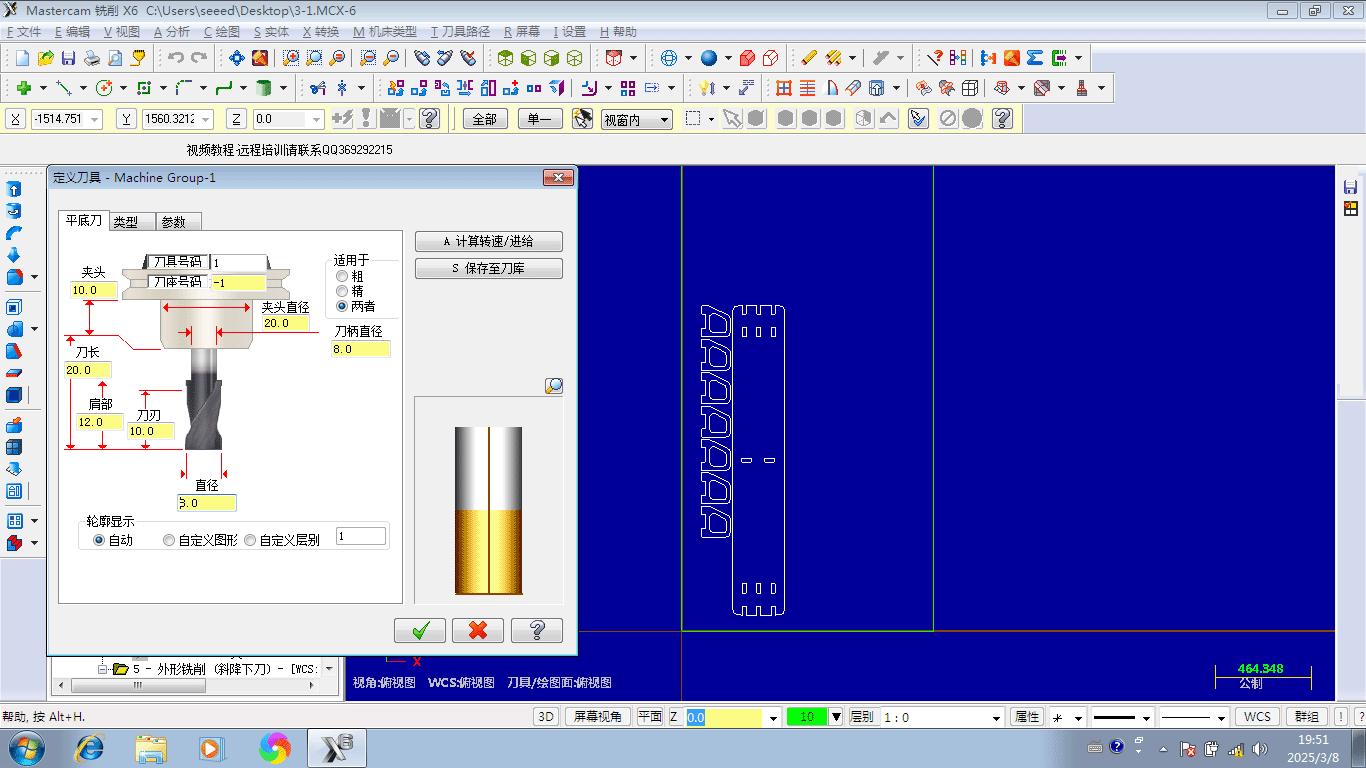
在 MasterCAM X6 中定义刀具,我们使用 8mm 直径的平底刀
- 主轴参数设置:
- 主轴方向:顺时针
- 进给率:5000
- 主轴转速:15000rpm
- 切削速度:500mm/min
- FPT:0.0833
- CS:377.0028
- 切削参数设置:
- 轮廓铣削方法:2D
- 修正方法:计算机
- 修正方向:右
- 校准位置:刀尖
- 最大加工深度:0.05mm
- 余量设置:
- 壁余量:-0.1mm(特别注意:徐国群工程师特别提醒我们,对于镶嵌内孔,需要将孔宽度左右各增大3mm,否则板材无法嵌入)
- 底余量:0mm
刀具在切削需要嵌入板材的内孔时,因为刀头旋转,所以内孔的设计方形角切出后会变成圆角,需要增加余量才能让板材成功嵌入
- 通用参数设置:
- 原点/参考点:机床的X、Y、Z轴原点;工具的位置和坐标
- 弧过滤/公差设置:整体误差0.025mm
- 最小弧半径:0.2mm
- 最大弧半径:10000mm
G-code生成步骤
徐国群工程师详细演示了G-code生成的完整流程:
- 检查和修复CAD上的设计文件:首先,需要检查生成的DXF/STEP文件中的加工线段是连续的,没有断点。否则,需要再次修复文件并补全断点。
- 布局加工设计文件:小组总共 4 人,除了我的设计占用板材空间较小,其他 3 位的文件都需要整张板材,所以团队的个人设计分别安排在 4 块板,4 个文件上。我们选择了一块1.2*2.4m、厚度为18.0-18.5mm的黑色高密度木板(会有略微的厚度差异)作为加工材料。布局过程耗时较长,需要丰富的经验。经验丰富的徐工程师帮助我们完成了这一步骤。
- 设置绘图零点:完成布局后,需要设置加工零点。因为我们机器的加工零点在左下角,此时我们需要确保加工范围能够覆盖整个板材区域,同时也测试板材的安装和定位。
- 设置工件加工顺序:导入需要处理的文件并按顺序排列。由于处理的板材尺寸为1200mm×2400mm,建议先绘制边框以便定位和放置工件。在安排加工顺序时,我们遵循"先内后外,先小后大"的原则。"先内后外"意味着先处理工件内部需要掏空的孔洞,即先切削整张板上所有的小孔洞部分,然后再从小到大切削外部轮廓。这样安排的主要目的是避免先切割大部件导致它们失去固定支撑,进而在切削内部小孔时因工件无法稳固固定而导致位置偏移和加工不精确。合理的加工顺序可以确保每个零件都保持精确定位,直到完成所有必要的内部切削工作。
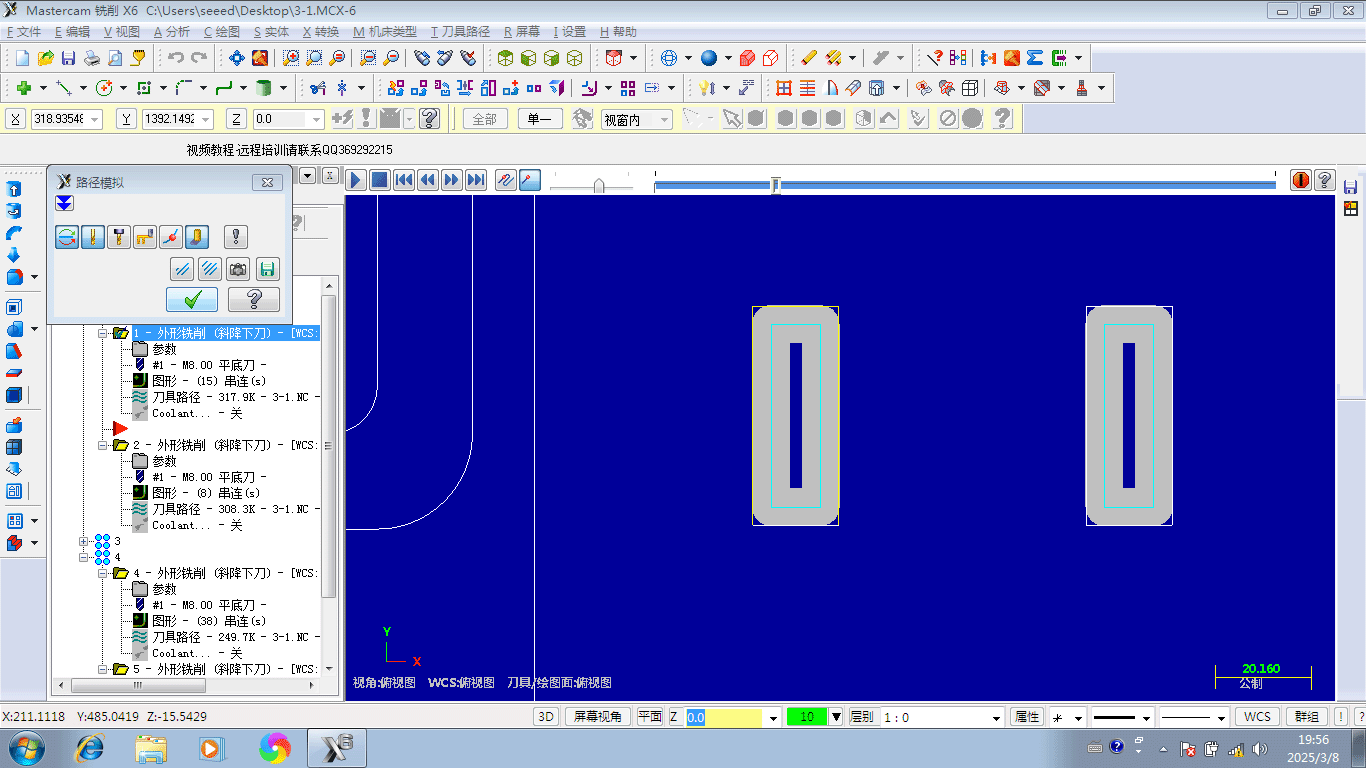
- 预览刀具加工路径:设置加工顺序后,我们可以生成刀具路径。此时,我们可以在图片上看到我们的工件是按照之前安排的顺序从第一个工件到最后一个工件进行处理的,并且可以清楚地看到工具被处理的起点和行进路径。
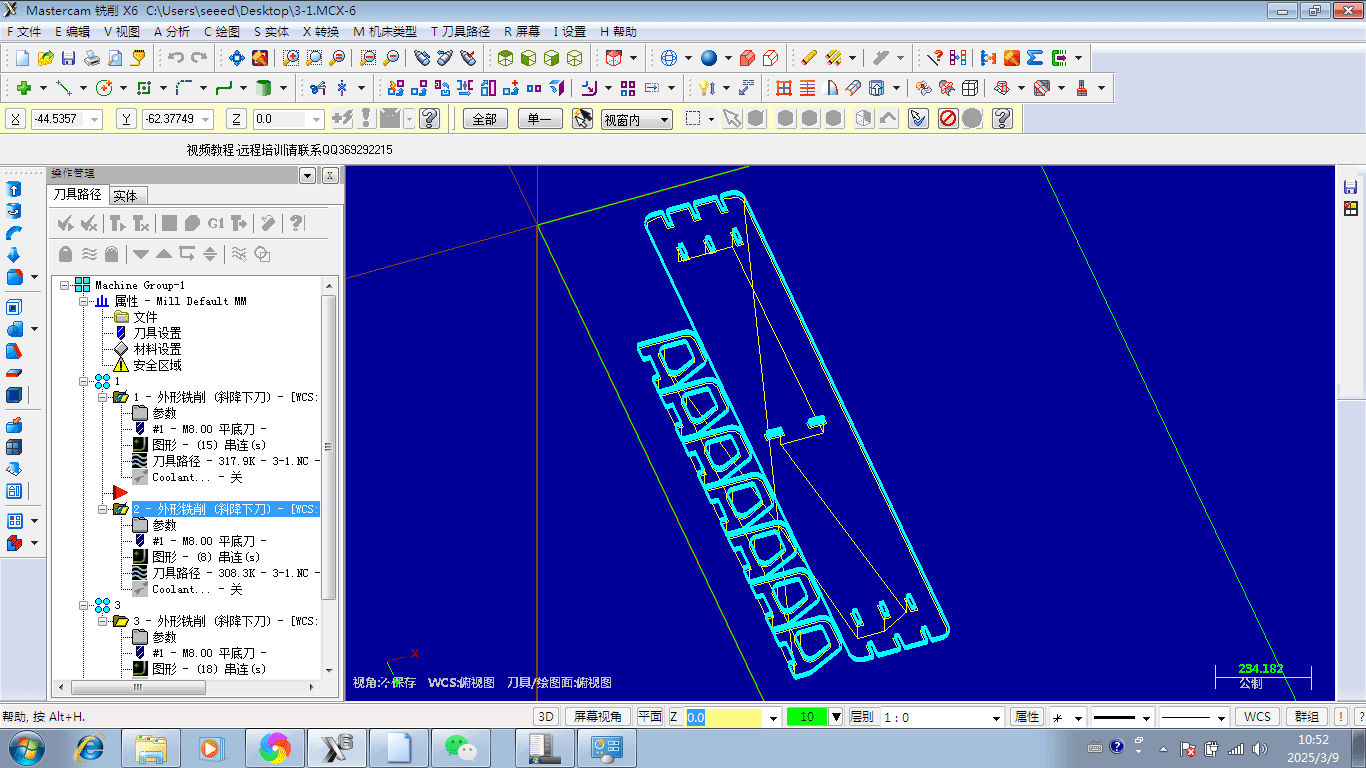
在 MasterCAM X6 软件预览切割路径
在切割过程中,按下 F8 键,也可以查看刀具路径,如下图所示。

切割过程中,按 F8 键可以显示刀具路径
- 最后确认步骤:最重要的一步是我们需要放大图案,看到我们的工具路径必须围绕正在处理的工件的周边,因为工具的路径是基于工具的中心轴。
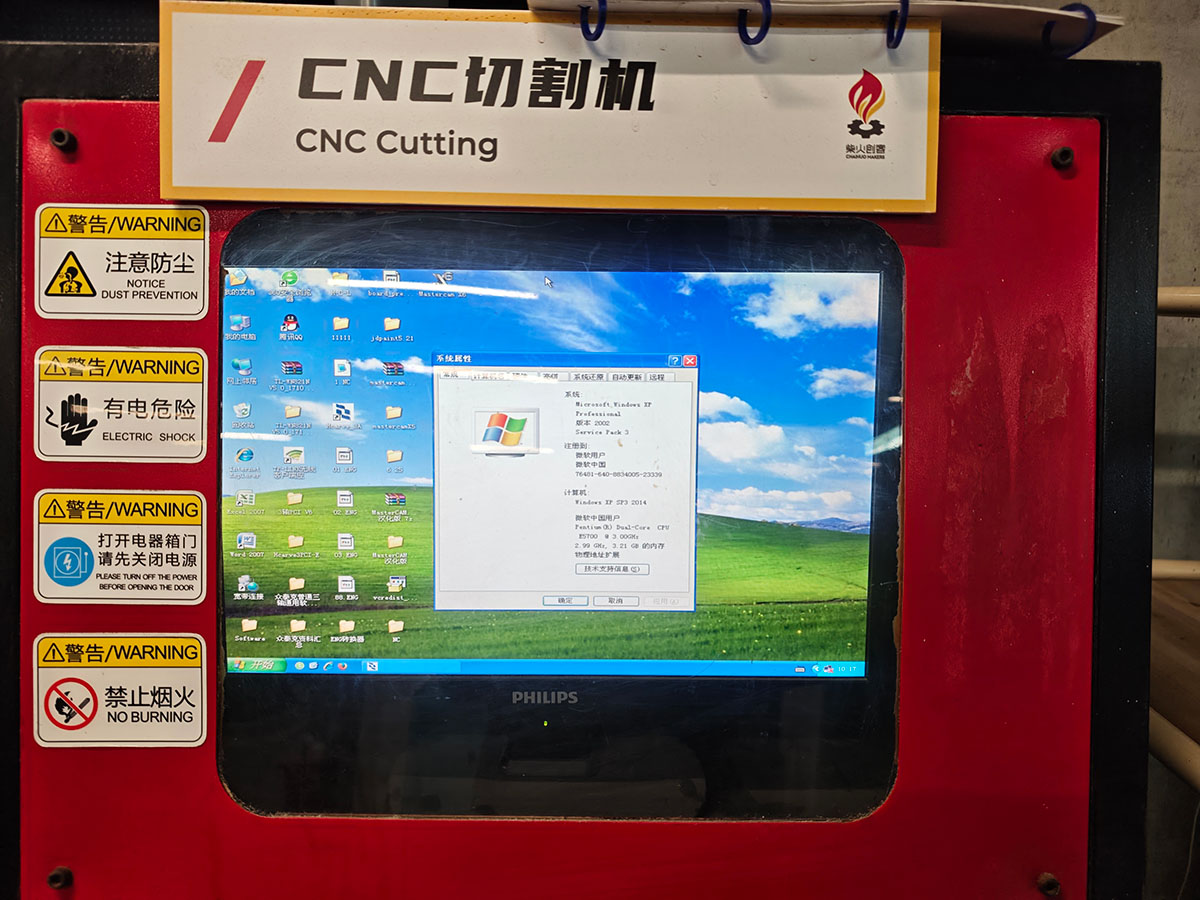
- 生成G代码:确认无误后,生成最终的G代码文件。最后的 G 代码复制到 U 盘,然后拷贝到 CNC 切割机的控制电脑。那是一台更为古老的 Windows XP 电脑。
切割注意事项
晚上 8 点,我们才被允许开切割机,巨大的噪音让我们尽量离得远些。

CNC 切割机工作时的巨大噪音让人印象深刻
根据徐国群工程师的指导和我们的实际经验,有几点重要注意事项:
- 加工规则:CNC机器只能加工外部直角,不能加工内部直角。这是由于加工原理无法避免的。因此,在设计时应避免设计内部直角或钻孔和切割内部直角。
- 内孔尺寸调整:对于需要镶嵌的内孔,徐国群工程师特别强调需要将孔宽度左右各增大3mm,否则将无法嵌入板材。
- 加工误差:CNC加工误差相对较小。当我们设计的加工宽度为18.5mm时,最终加工产品几乎是18.1mm。这个误差在我们设计的可接受范围内。
- 刀具质量:我们切割出现了意外,新买的8mm刀具太软,一直切不了多久就断刀。指导老师 Matthew 总共换了3次刀,直到第4次使用老的刀具才顺利切割。这提醒我们刀具质量对加工效果的重要性。

切割过程中断开的刀头,我们怀疑买的刀是适合切木材的,并不适合硬度更高的高密度板
- 加工过程中的控制与干预:徐工要求我们再切割过程中仔细观察,遇到意外情况及时按 F10 暂停,除了断针这类意外,最好在一些在切割需要挖去的孔洞部分时,在挖除部分即将脱离主体时,及时按下暂停键,升起刀头取出,减少这些已经无法固定的结构被再次切削发生意外。

切割机过程中产生的可移动部件,最好及时移走
小组成果展示
经历了数个小时,到晚上 1 点左右,我们才完成了所有作业的切割工作

第一个切割完成的是 Hongtai Liu 的书架,看着满地的工具就知道组装不易,主要是细微的公差让需要大量连接的结构变得艰难起来,不过最后还是安装起来了

我切割的显示器支架结构简单,安装很容易,测试了一下支撑能力,很结实
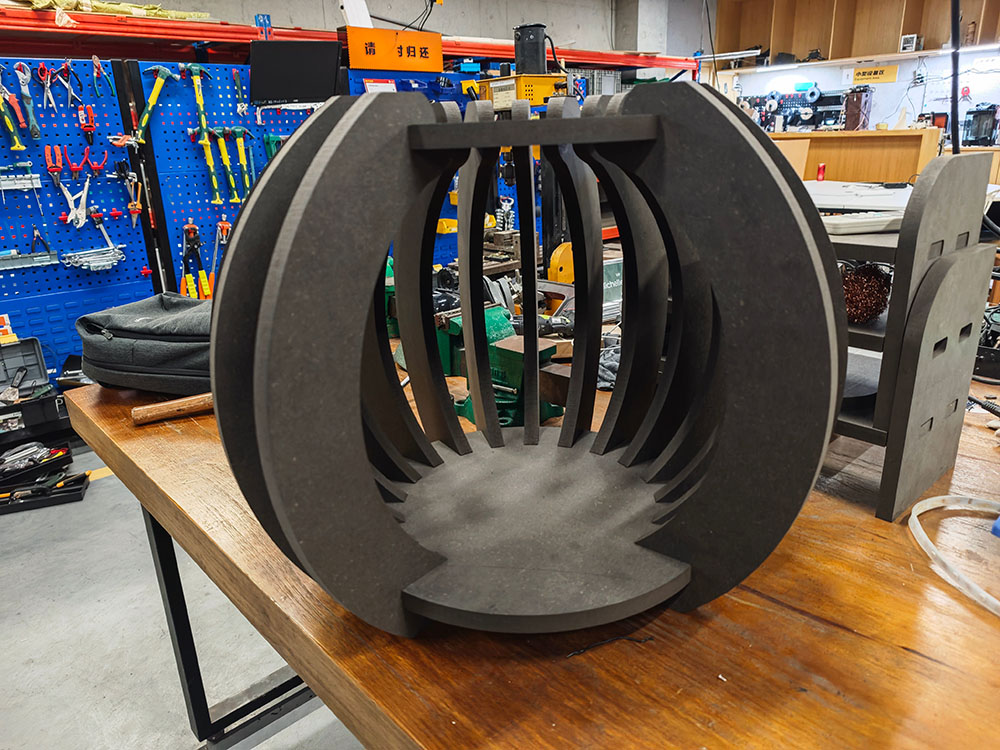
Chon Kit Kuok 的猫窝,安装也很容易,看着很赞,但不知道猫咪是否喜欢
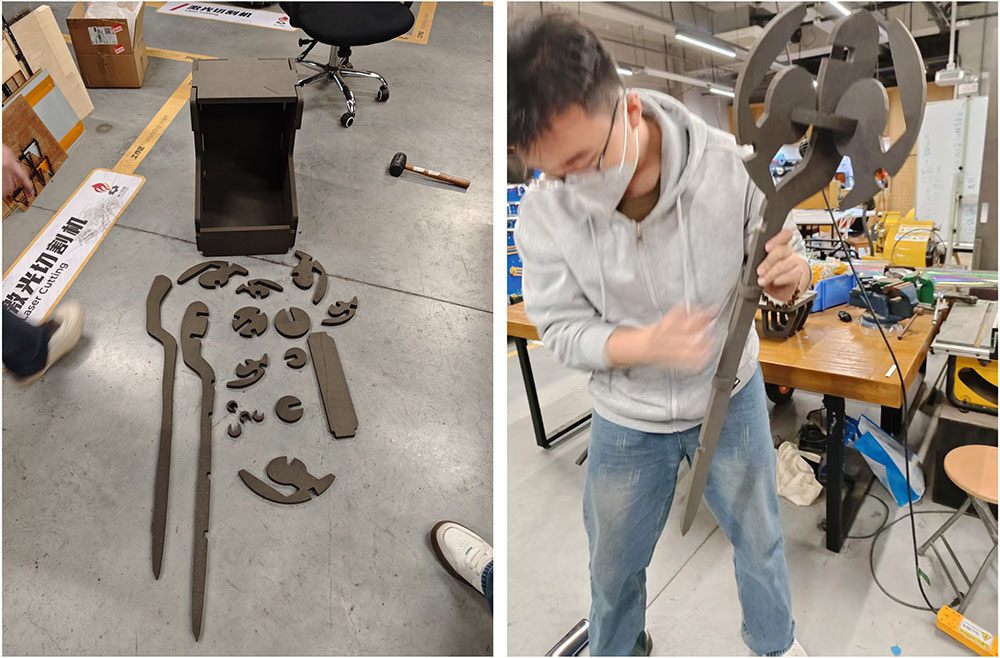
Long Wai Chan 的作品零件复杂,我们一开始没弄明白这些奇怪的零件是什么,后来才知道是魔杖!