第3周:团队切割实验
2025 年 2 月 9 日,Matthew 在柴火创客空间,对我和鸿泰培训了使用激光切割机的基本流程,如下图所示。
在柴火创客空间学习使用大族粤铭速切960B激光切割机
旁白另一台激光切割机上张贴了一个推荐的切割参数,3 毫米厚的木板建议设置 90的功率,70%的强度和 30mm/s 的加工速度,并给出了操作流程建议。
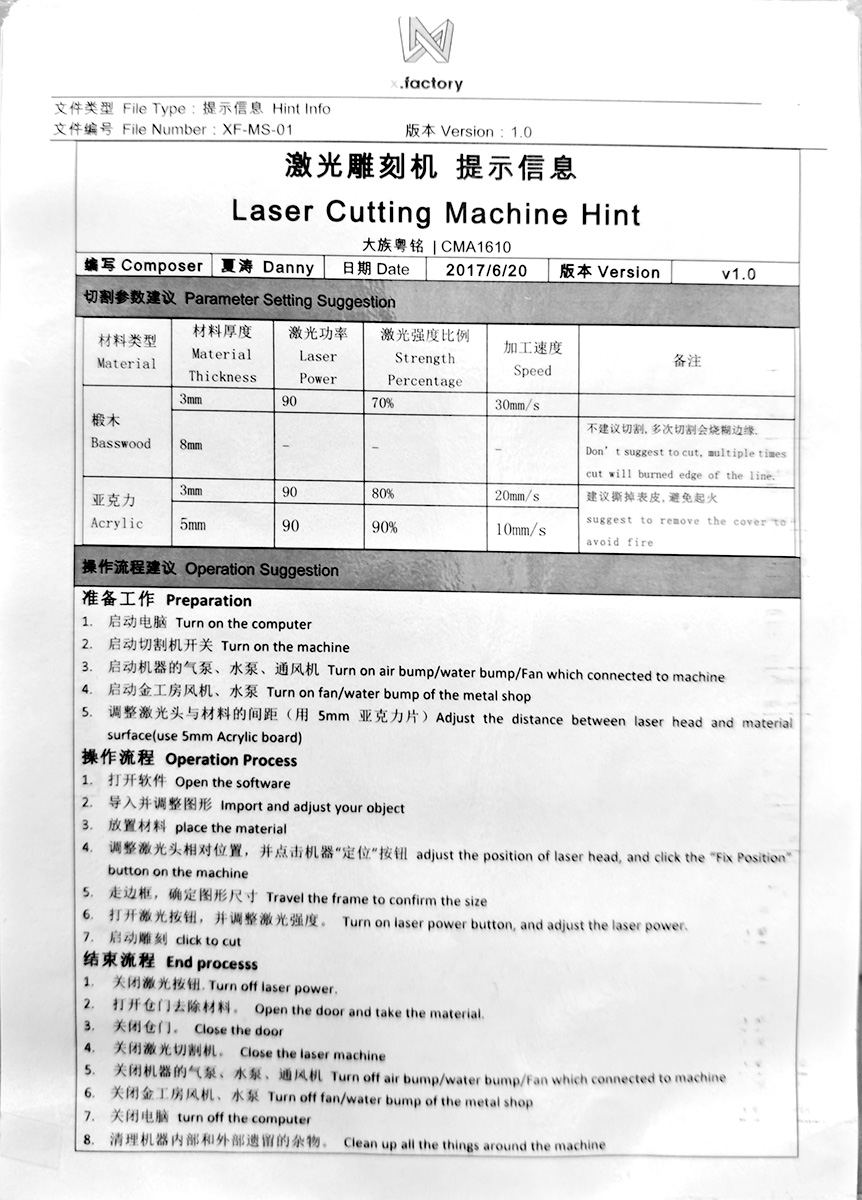
张贴在柴火创客空间激光切割机上的操作说明
我提炼了操作说明上的文本,希望方便未来的学习者了解操作过程。
操作流程建议
准备工作 Preparation
- 启动电脑。 Turn on the computer.
- 启动切割机开关。 Turn on the machine.
- 启动机器的气泵、水泵、通风机。 Turn on air bump/water bump/Fan which connected to machine.
- 启动金工房风机、水泵。 Turn on fan/water bump of the metal shop.
- 调整激光头与材料的间距(用 5mm 亚克力片) 。Adjust the distance between laser head and material
surface(use 5mm Acrylic board).操作流程 Operation Process
- 打开软件。 Open the software.
- 导入并调整图形。 Import and adjust your object.
- 放置材料。 place the material.
- 调整激光头相对位置,并点击机器“定位"按钮。 adjust the position of laser head, and click the “Fix Position" button on the machine.
- 走边框,确定图形尺寸。 Travel the frame to confirm the size.
- 打开激光核钮,并调整激光强度。 Turn on laser power button, and adjust the laser power.
- 启动雕刻。 click to cut.
结束流程 End processs
- 关闭激光按钮。Turn off laser power.
- 打开仓门去除材料。Open the door and take the material.
- 关闭仓门。 Close the door.
- 关闭激光切割机。Close the laser machine.
- 关闭机器的气泵、水泵、通风机。 Turn off air bump/water bump/Fan which connected to machine.
- 关闭金工房风机、水泵。 Turn off fan/water bump of the metal shop.
- 关闭电脑。 turn off the computer.
- 清理机器内部和外部遗留的杂物。Clean up all the things around the machine.
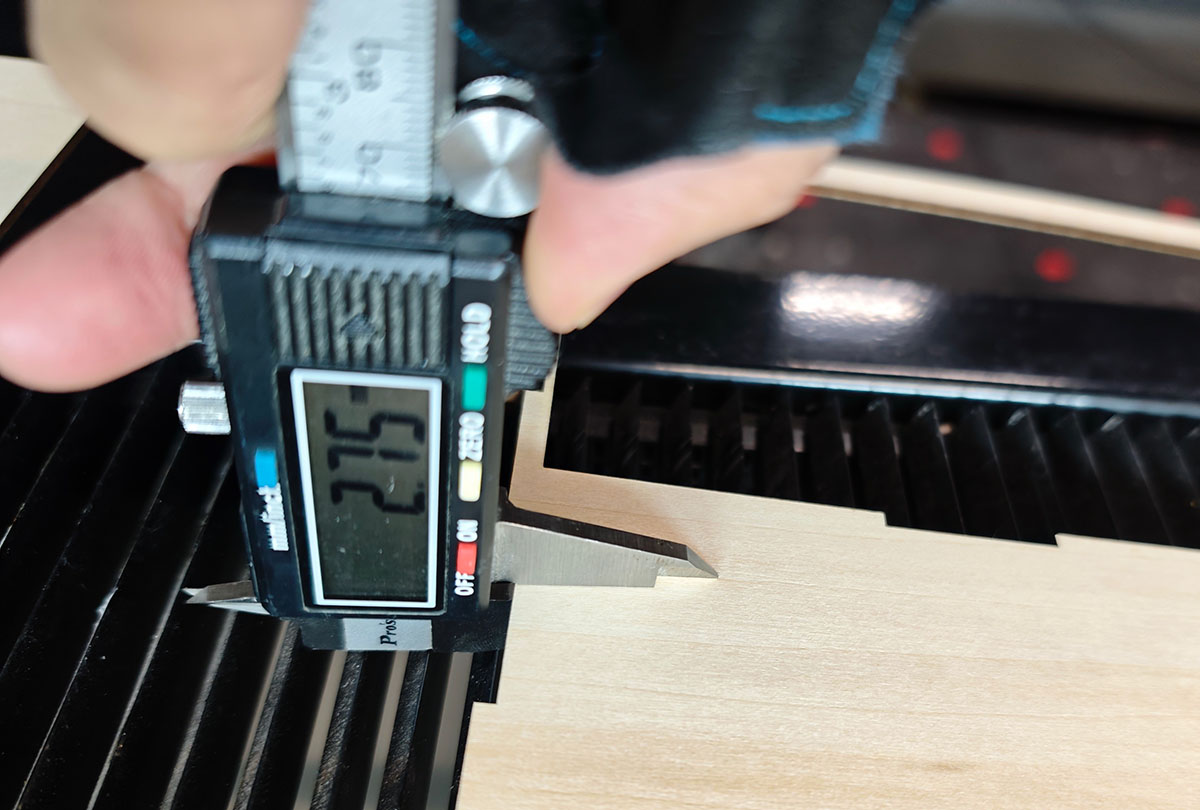
首先我们测试了一下要切割的木板的厚度,大概在 2.75mm,不足 3mm。
我们需要设计一个用于激光切割机精度测试的测试尺。根据要求测试3.0mm-3.6mm的间隙,以0.1mm为步进。
鸿泰设计了这个齿状测试文件,导出为 DXF 格式,我们把文件通过 USB 设备,发送到连接到激光切割机上的笔记本电脑,如下图所示。
和激光切割机连接的电脑
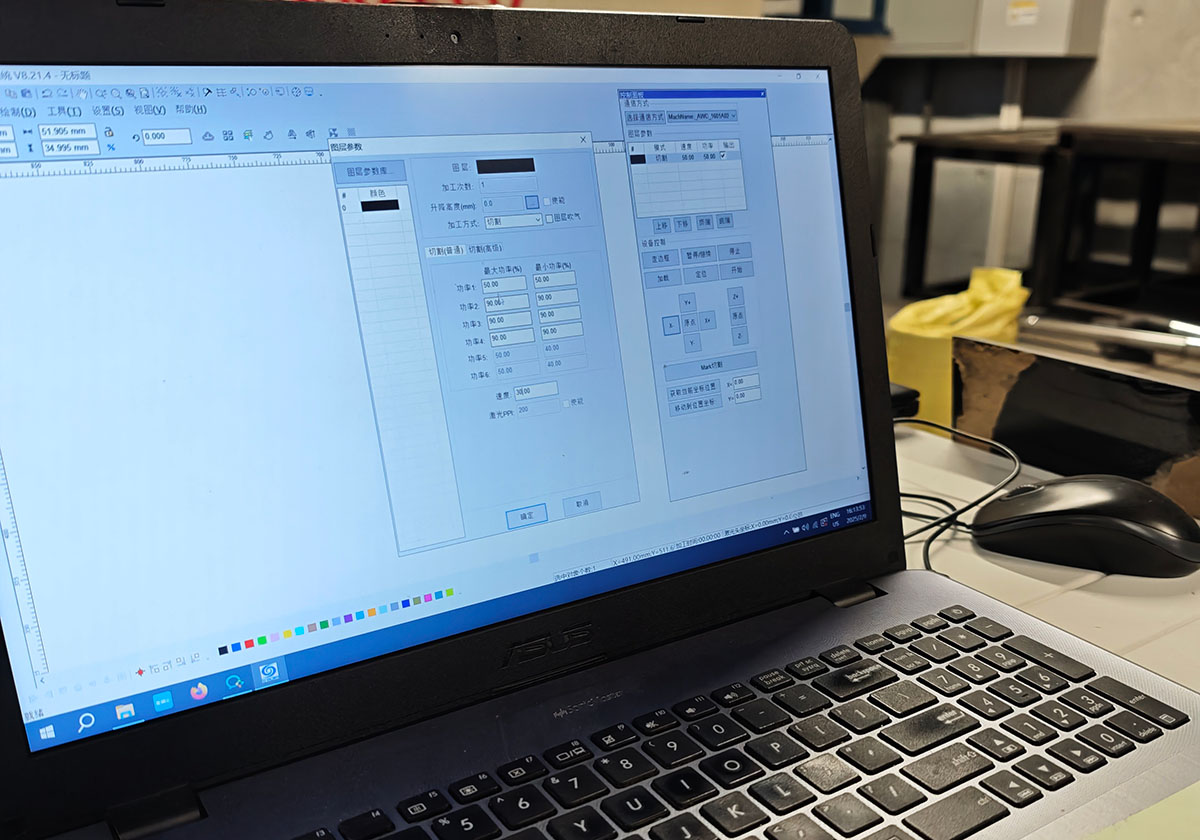
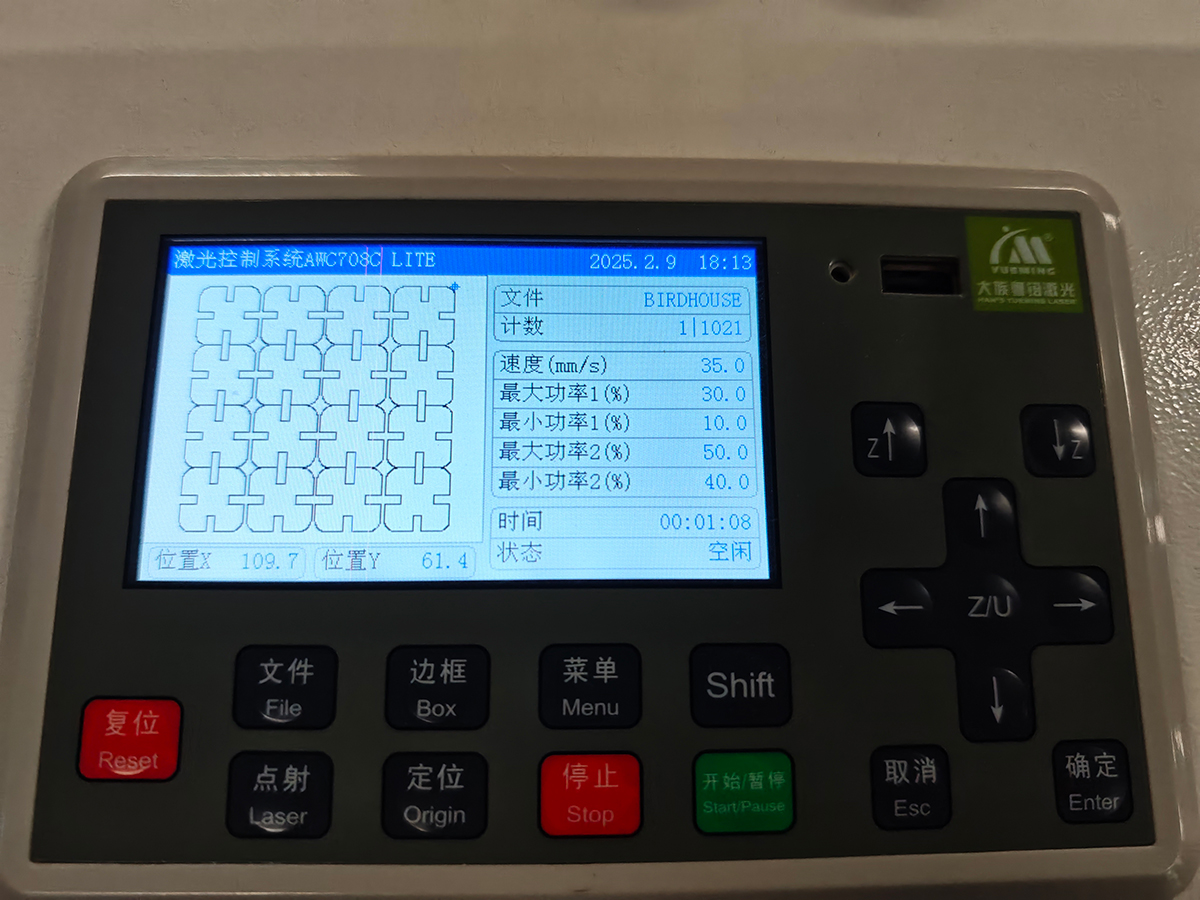
通过电脑上的激光雕刻切割控制软件导入测试 DXF 文件,并发送到激光切割机,如下图所示。
因为木板不足 3mm,所以我们尝试把最大功率调整到 50%尝试切割。

设置了 50%的最大功率
发现没有切透,只是留下了灼烧的痕迹。
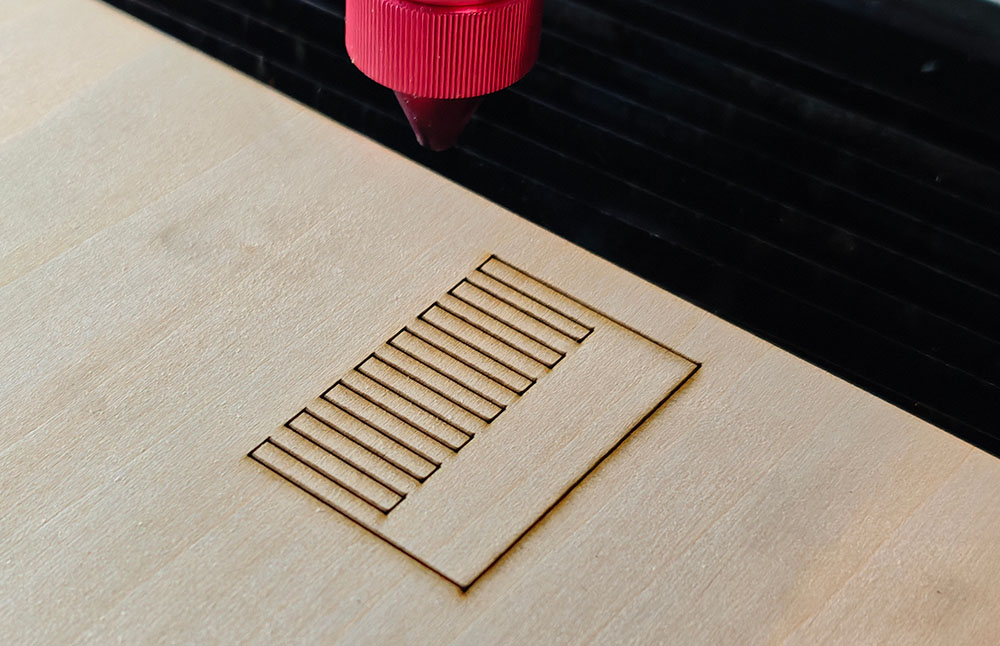
最大功率设置为 50%,没有烧透
将功率调整到 90%。

最大功率设置为 90%
这次完整的切了下来。
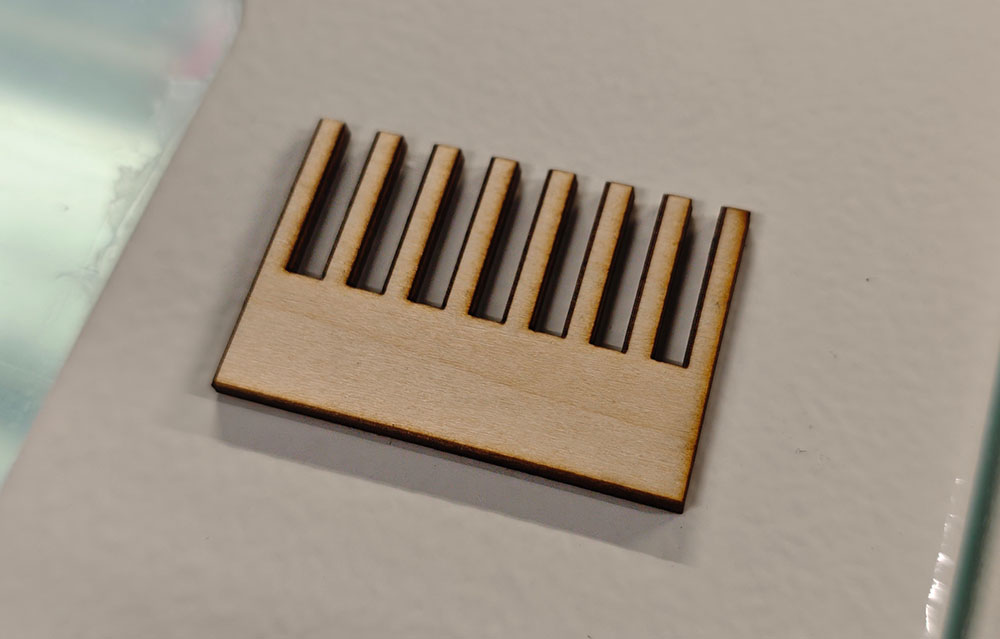
最大功率设置为 90% 后成功切割

用游标卡尺测量 CAD 里的理论间隙和切割后的实际间隙的差距
为了方便测试 3.0mm-3.6mm 的间隙,接着鸿泰又设计了一个测试尺,我们再次切割并用游标卡尺进行逐一测量。
手动标注了理论值(上一排)和实际的测量值(下一排)。由此得出了偏差值作为我们后续切割调整设计参数的依据。
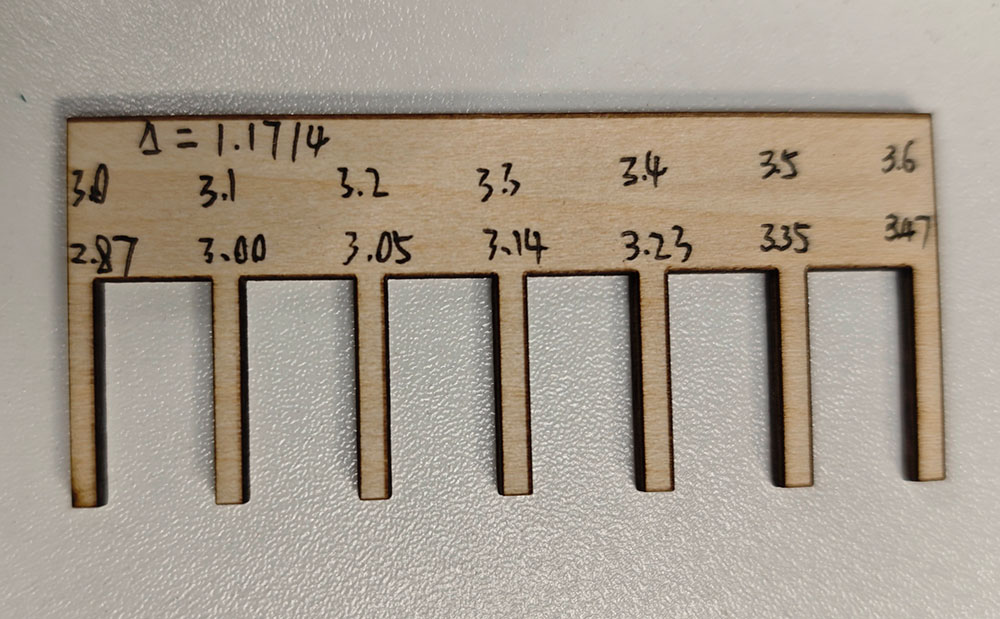
测量并标记后的测试尺
根据参数我们重新调整了一个简单的积木套件设计,并将 DXF 发送到了激光切割机,这里最大功率我们在开始切割的时候,重新设置为了 90%。
简单积木套件切割测试
切割效果不错,都切透了。
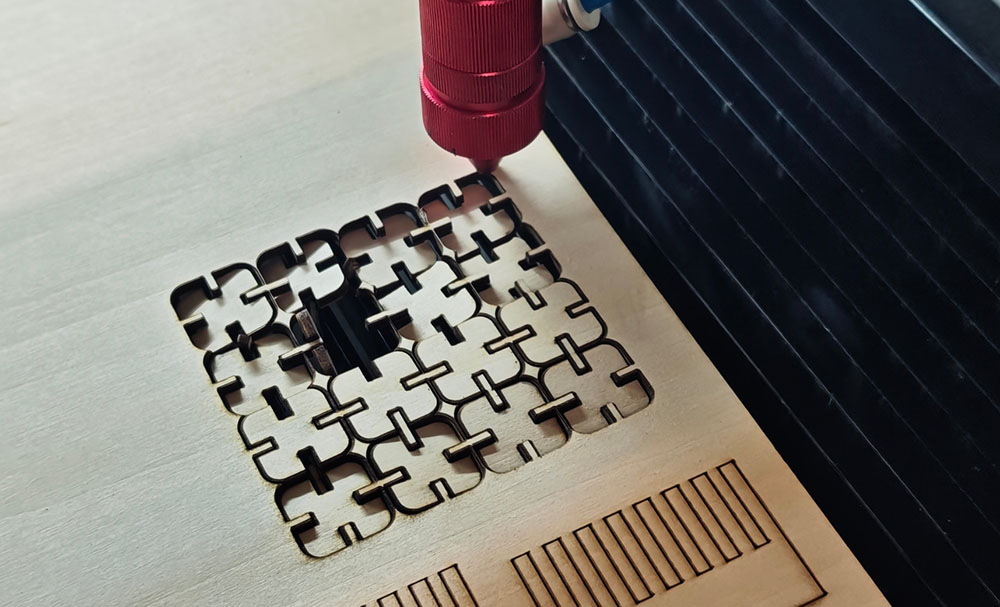
测试套件顺利完成切割
套件组装顺利。
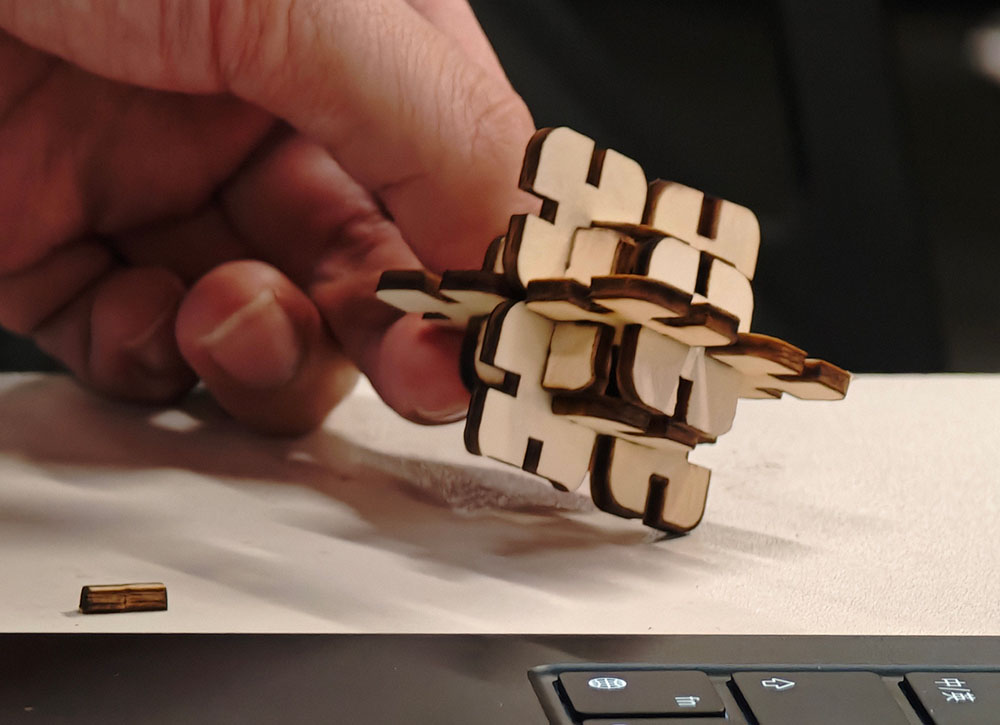
套件组装测试成功,接口间隙合适