第 5 周个人作业:3D 扫描与打印
项目概述
本次项目选择了一个朋友送的礼物:日本旅游纪念品——风狮爷,作为3D扫描与打印的实验对象。风狮爷是成对售卖的小狮子雕像,表情各异,我选择了左边这只张嘴吐舌的。然后通过手机3D扫描应用获取模型,并使用Bambu Lab X1 Carbon 3D打印机完成最终打印。

材料与工具
- 扫描对象:风狮爷雕像
- 扫描工具:KIRI Engine: 3D Scanner App (手机应用)
- 3D建模处理:Bambu Studio
- 3D打印机:Bambu Lab X1 Carbon(0.4mm喷嘴)
- 打印材料:Bambu ABS(白色)
详细工作流程
1. 3D扫描过程
因为手头没有专业 3D 扫描仪,就考虑使用摄影建模的方案。尝试比较了几个不同的手机 APP,和软件,最终使用 KIRI Engine: 3D Scanner App (KIRI Engine) 进行扫描,该应用支持 iPhone 和 Android,基于摄影测量技术,通过多张照片重建 3D 模型。而且对于免费用户提供无限扫描功能(限制 3 个模型项目,对我的测试足够了),适合初学者。
1.1 扫描准备
- 将风狮爷雕像放置在光线充足、背景简单的平面上。
- 打开手机KIRI Engine应用并选择视频扫描模式。
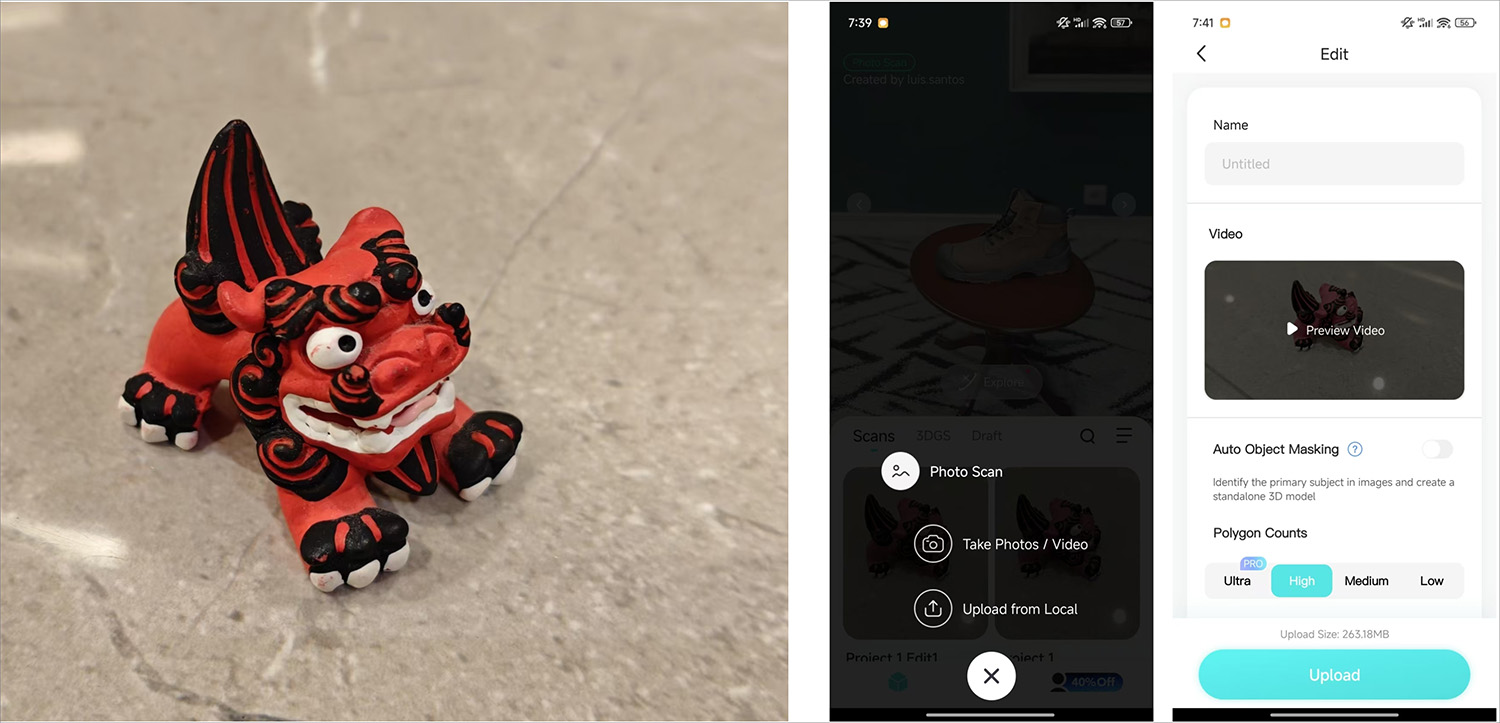
用手机 app KIRI Engine: 3D Scanner 拍摄风狮爷视频并上传
1.2 扫描操作
- 以雕像为中心,保持约30cm的距离。
- 选择视频模式进行扫描,以便获得更连续的表面数据。
- 在不同高度角度环绕雕像拍摄了两圈完整视频。
- 第一圈:略高于水平线视角。
- 第二圈:略低于水平线视角,以捕捉底部细节。
1.3 模型生成与优化
- 将视频上传至KIRI Engine云服务器进行处理。
- 处理时间约15分钟,系统自动完成点云计算和网格生成。
- 使用应用内的Crop(裁剪)功能移除多余的背景和底座。
- 导出处理后的模型至邮箱。
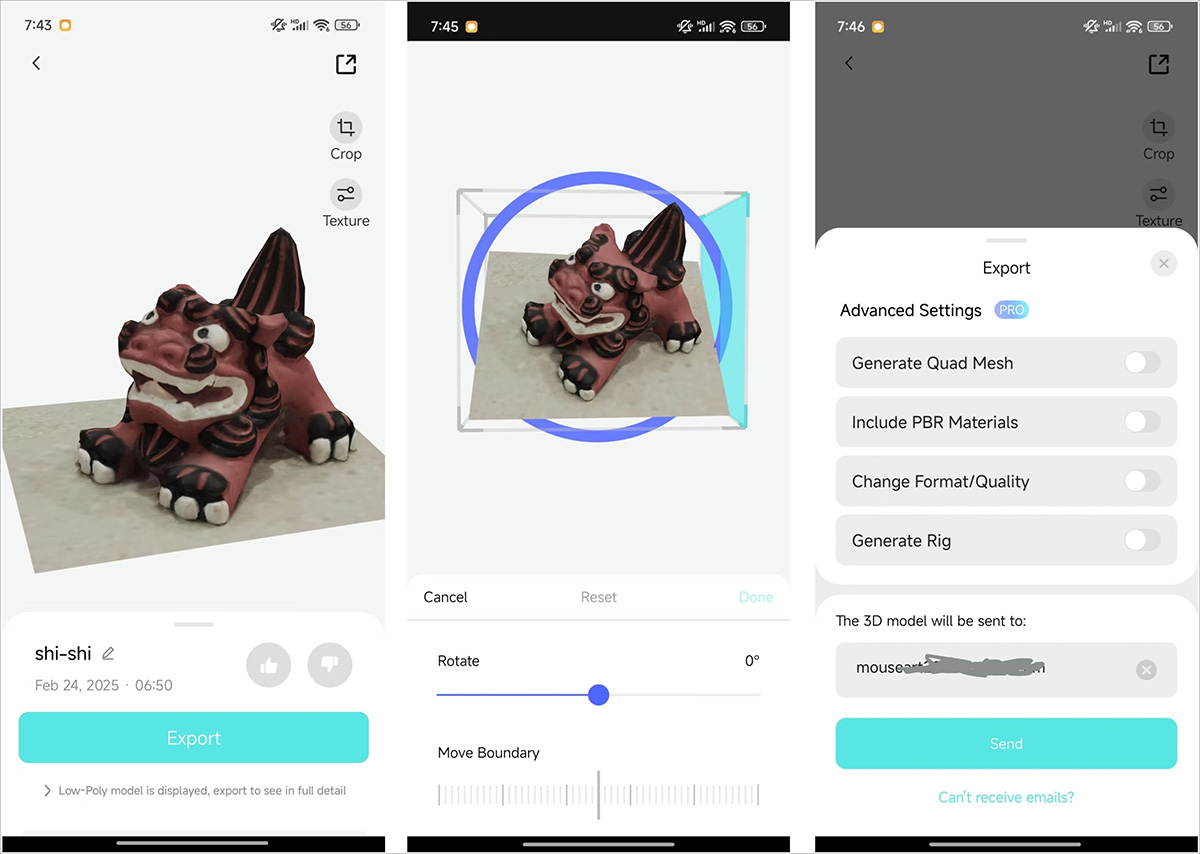
上传后在服务器端处理获得模型,裁剪大小后导出模型
1.4 模型获取
- 从邮箱下载收到的链接文件(ZIP格式)。
- 解压后获得以下文件:
3DModel.obj- 高精度模型几何数据3DModel.mtl- 材质定义文件3DModel.jpg- 模型纹理贴图3DModel_LowPoly.obj- 简化版几何数据3DModel_LowPoly.mtl- 简化版材质定义3DModel_LowPoly.jpg- 简化版纹理贴图
2. 3D模型处理
2.1 导入模型
- 打开Bambu Studio软件。
- 使用"添加模型"功能,选择
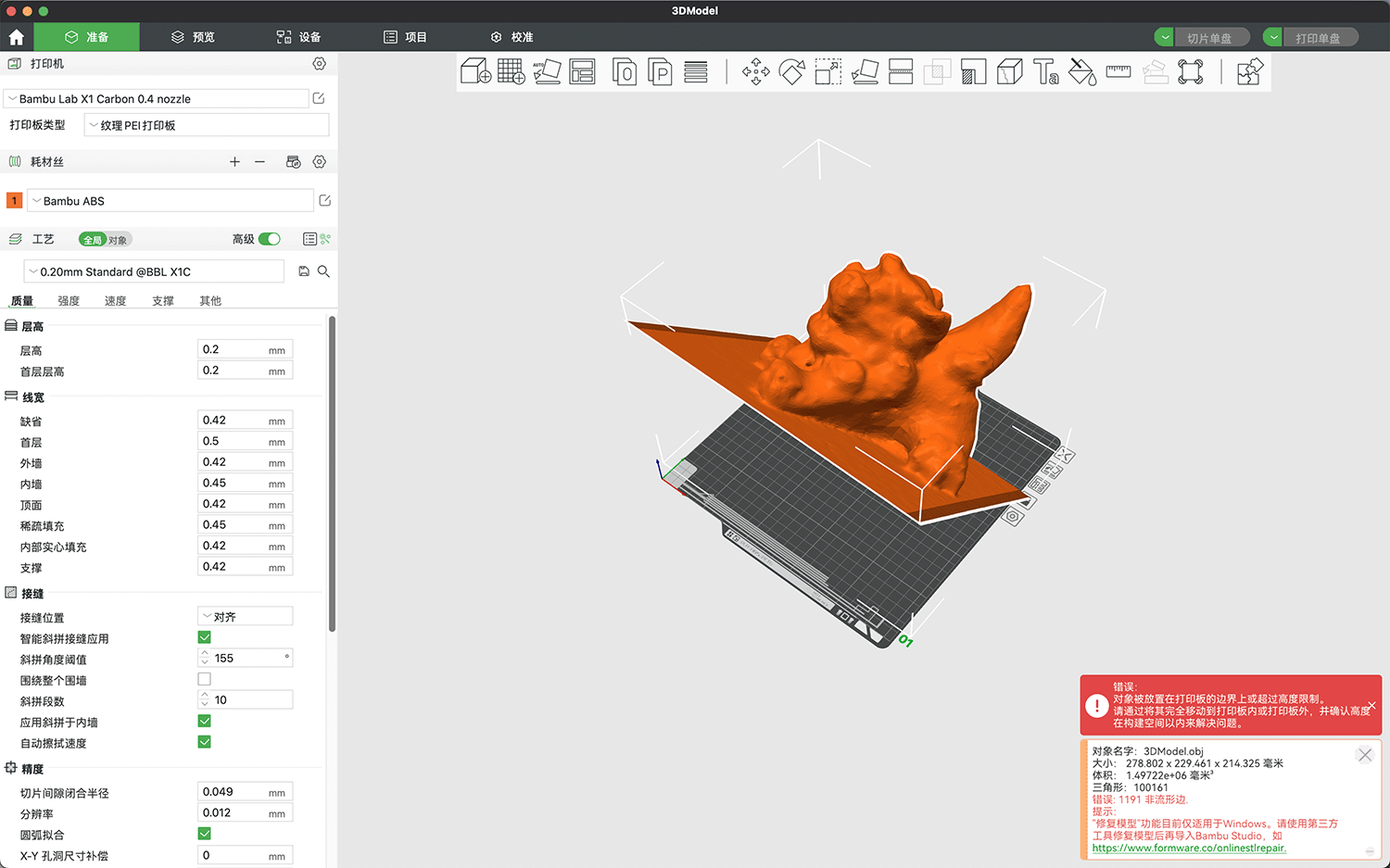
3DModel.obj文件。 - 模型成功导入,模型角度不对,而且软件出现提示警告,报告模型超过打印边界,并存在"100161 个非流形边"错误。
2.3 模型调整
- 使用"自动朝向"功能将模型调整至最佳打印方向。
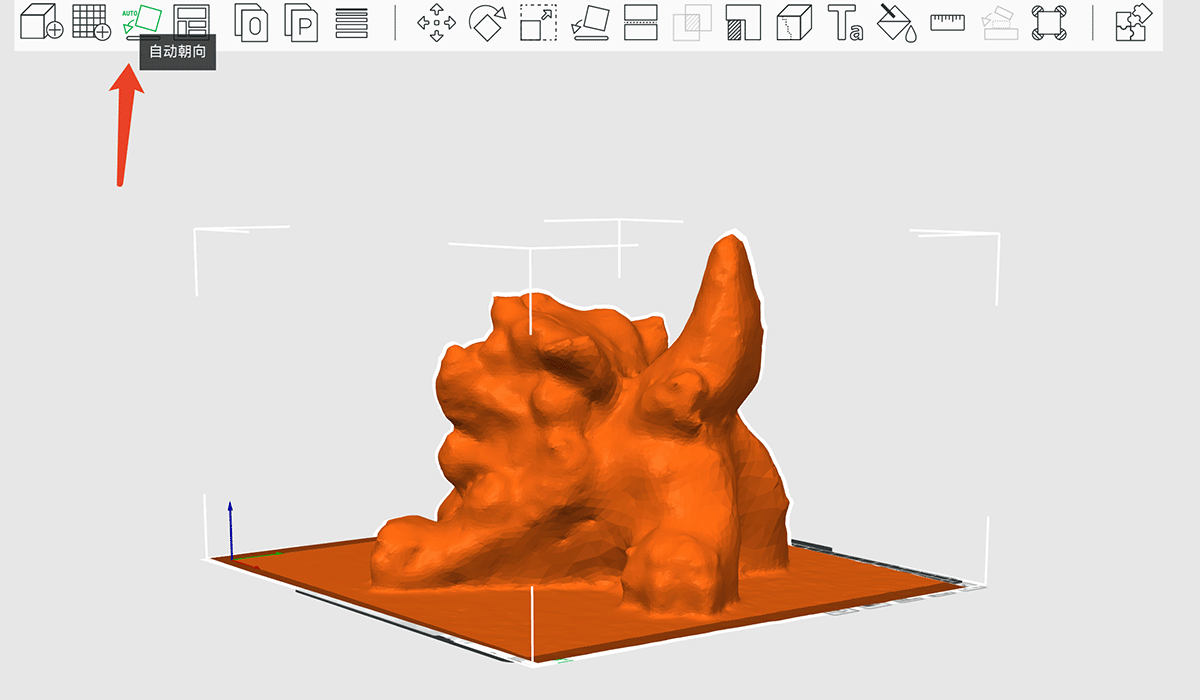
使用自动朝向功能后,小狮子
- 应用"缩放"功能将模型按比例缩小至合适尺寸。
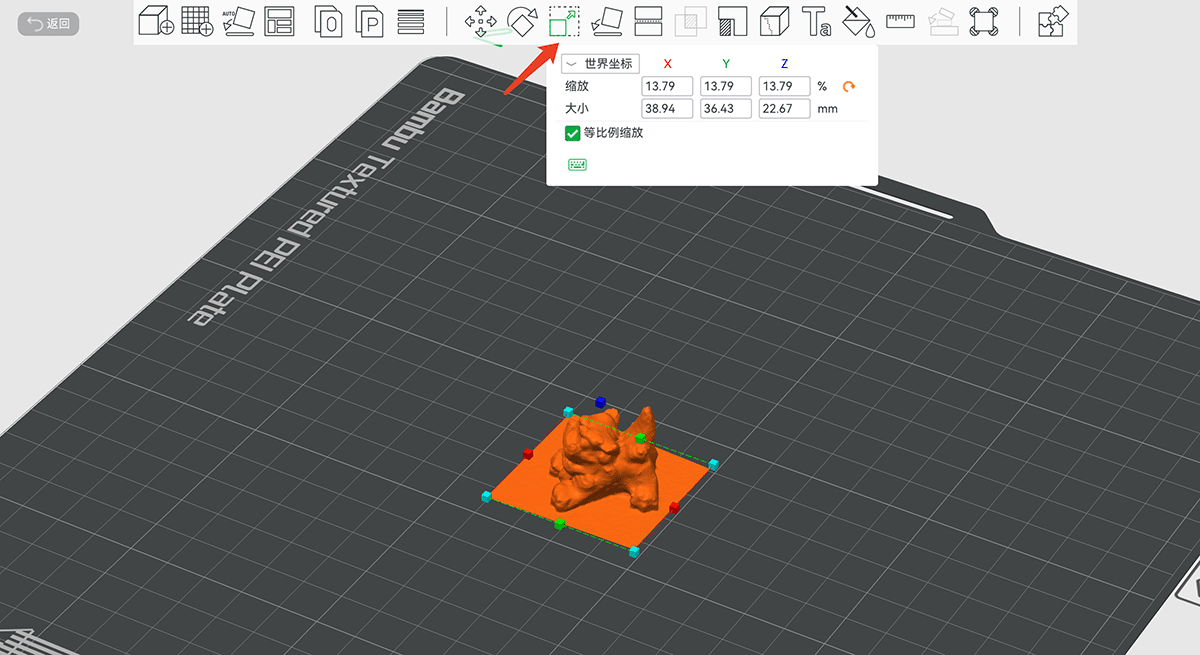
使用缩放功能将模型调整到合适的大小
- 使用"剪切"功能去除底部平面,确保打印底座平整。
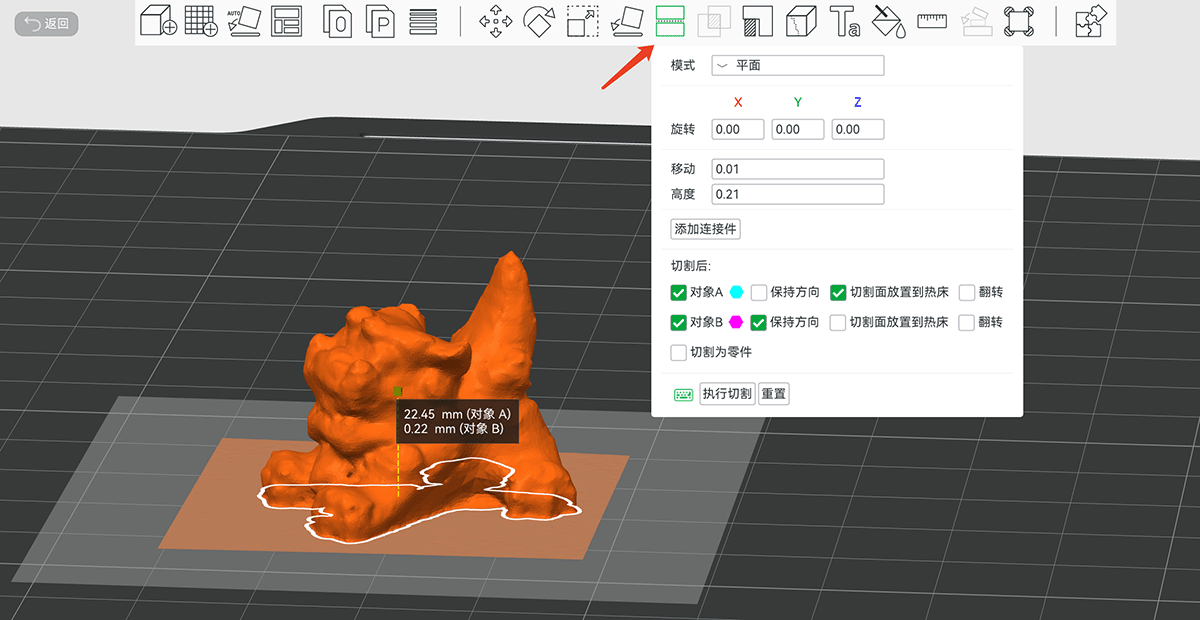
使用切割工具去除底座平面
去除底座后的模型如下图所示。
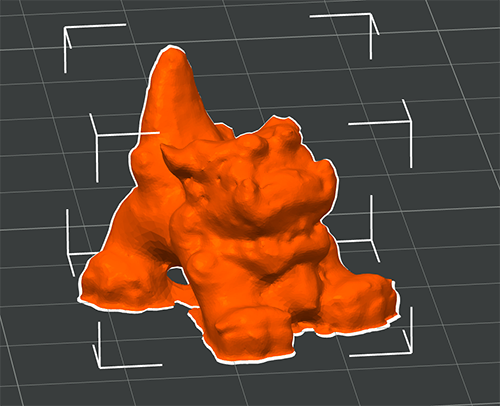
去除了底座的模型
展示低多边形模型
2.2 模型修复
- 使用 Bambu Studio 的"修复模型"功能处理非流形边(non-manifold edges),注意这个修复功能只在 Windows 电脑版本可用,所以我找了个 Windows 电脑完成了这个步骤。
- 修复完成后检查模型完整性,确保表面封闭。
说明: 非流形边是指模型中边缘连接不正确的部分,可能包括悬浮顶点或无厚度的面 (Non-Manifold Edges Fix)。修复后确保模型适合打印。
2.3 可变层高调整
在开始切片前,我尝试了 Bambu Studio 软件的“可变层高”功能,进入这个功能后,软件会用类似等高线的方式展示层高可能形成的表面纹理效果。由于设置了 0.2mm 的层高,目前看靠近顶部比较平坦的区域,可能形成比较明显的纹理。
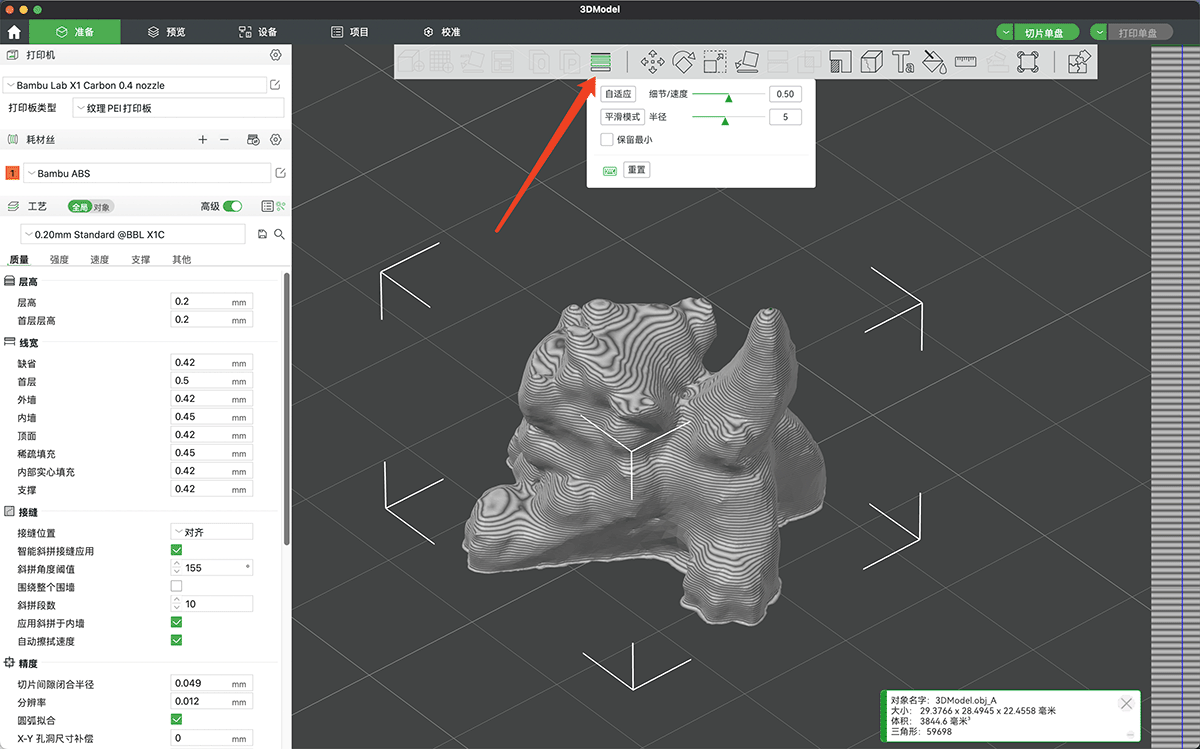
进入“可变层高”功能后,屏幕最右侧会出现一个灰度线,展示不同高度的层高变化,因为现在是等高度(0.2mm),所以右侧可以看到是等间距的灰色条纹
我尝试点击了弹出窗口的“自适应”和“平滑模式”按钮,可以看到头顶部平坦区域出现纹路的情况被缓解。
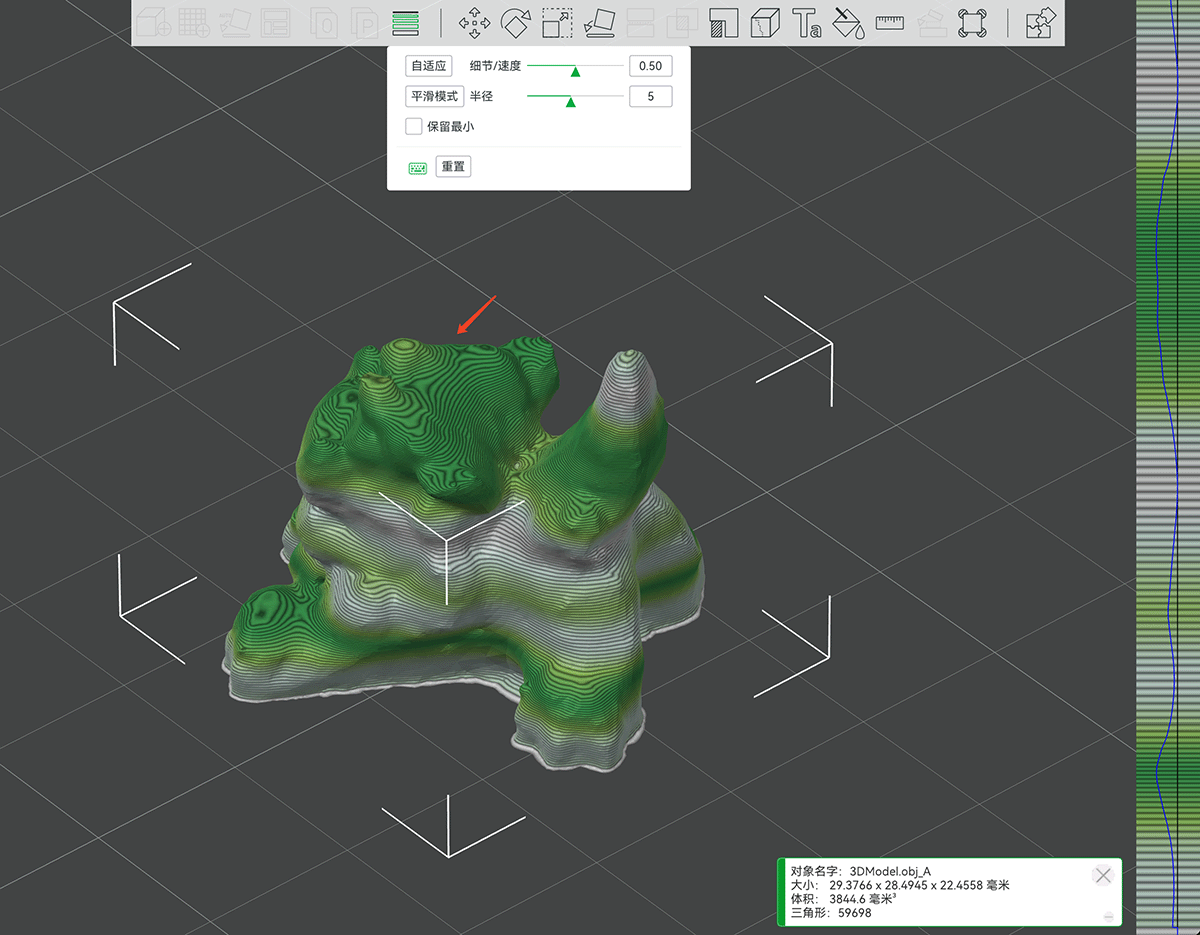
可以看到软件自动添加了层高调整策略,并做了平滑处理,右侧展示不同高度的层高变化,绿色越深的部分表示层高越小(打印时间越长)
3. 切片与打印准备
3.1 打印参数设置
- 选择打印机型号:Bambu Lab X1 Carbon
- 喷嘴直径:0.4mm
- 材料类型:Bambu ABS(白色)
- 层高设置:启用"可变层高"功能
- 模式选择:自适应和平滑模式
- 层高:0.2mm
3.2 切片预览
- 运行切片操作。
- 软件显示预计耗材用量:3.75克。
- 预计打印时间:41分钟。
- 检查切片结果,确认所有细节都能正确打印。
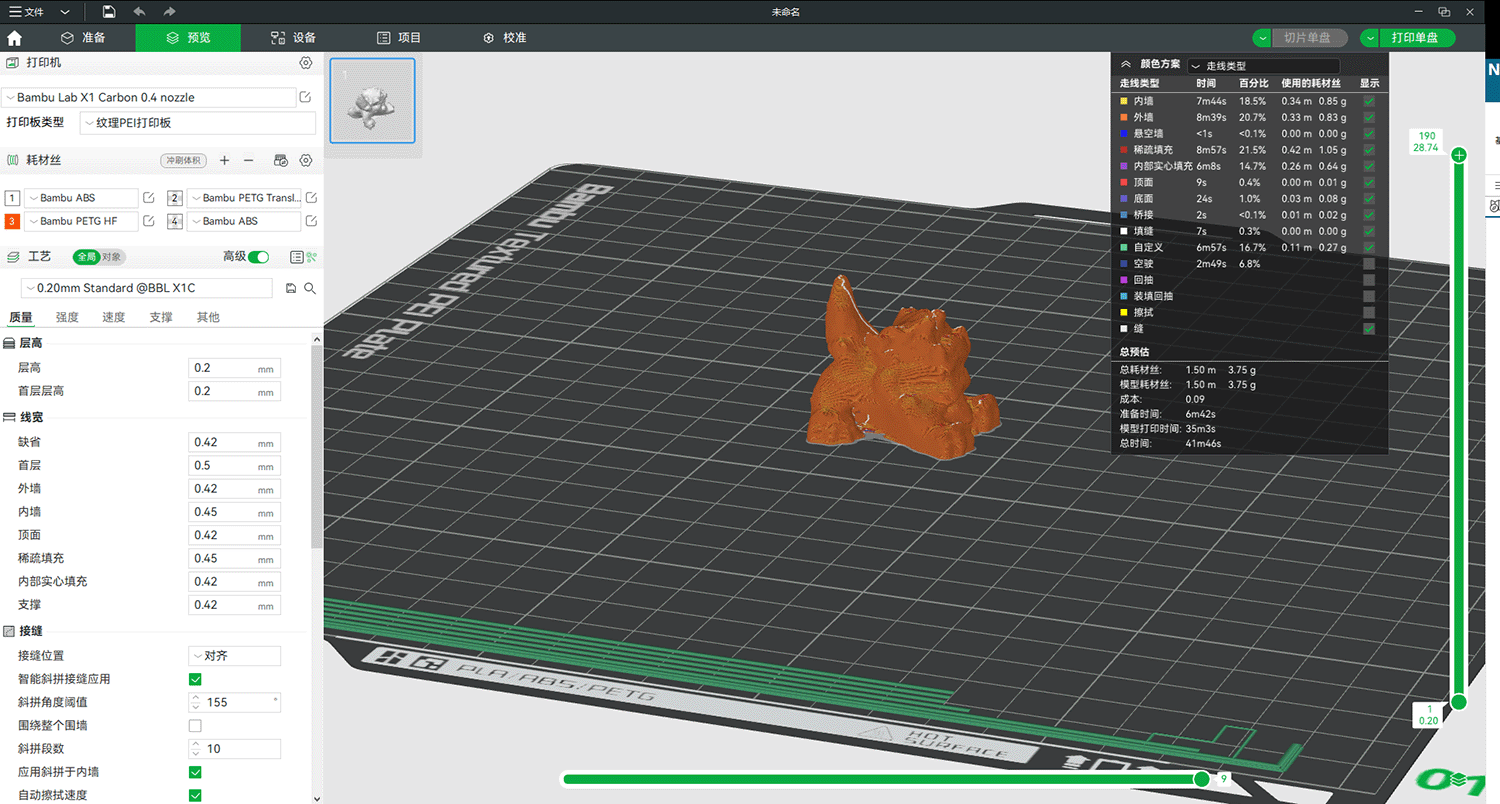
切片单盘后给出报告
4. 3D打印过程
4.1 打印机准备
- 确认打印平台清洁。
- 装载白色 Bambu ABS 耗材并确认挤出正常。
- 将切片文件传输至打印机。
4.2 打印执行
- 启动打印任务并监控第一层的附着情况。
- 观察打印过程中的层间粘合和细节成型。
- 打印顺利完成,无层错位或翘边现象。

风狮爷原件与 3D 扫描与 3D 打印复刻件对比
5. 成果对比与分析
5.1 打印成果
- 打印件整体结构完整,细节保留情况并不理想,狮子嘴巴部分的空心结构细节没有表达出来,狮子身体下的空间也没有表现出来。
- 白色ABS材料展现了良好的表面质感。
- 可变层高技术有效提升了曲面的平滑度。
5.2 与原件对比
- 尺寸:打印件小于原件(按比例缩小)。
- 细节:大部分细节如表情、毛发纹理均被成功复制。
- 材质感:原件为陶瓷质感,打印件为塑料质感,视觉效果有明显区别。
- 重量:打印件明显轻于原件。
总结与反思
成功之处
- 使用手机应用完成了高质量的3D扫描,证明了消费级设备在简单对象扫描上的可行性。
- 成功处理了模型中的非流形边等问题,保证了打印质量。
- 可变层高技术显著提升了打印件的表面质量,减少了明显的层纹。
改进空间
- 扫描过程中可增加更多角度,特别是底部和顶部的细节捕捉。
- 考虑使用后处理技术(如打磨、上色)使打印件更接近原件质感。
- 尝试使用更小直径喷嘴(如0.2mm)提高细节精度。
学习心得
这次项目展示了从实物到数字模型再到实物的完整工作流程,是数字制造中非常重要的技能。尽管存在一些技术限制,但随着消费级扫描和打印技术的进步,这种工作流程变得越来越平易近人,为创意设计和快速原型制作提供了极大便利。
关键引用
- KIRI Engine: 3D Scanner App for iPhone, Android and Web
- KIRI Engine review: a free, powerful 3D scanning app for Android/iOS
- Software Studio - Bambu Lab
- GitHub - bambulab/BambuStudio: PC Software for BambuLab and other 3D printers
- How to fix non-manifold geometry issues on 3D models
- Variable Layer Height | Bambu Lab Wiki