21. Group Assignment Week 4 - Electronic Production¶
This week we had a group and an individual assignment to work on Electronics production. The following were the group assignments:
Group Assignment:
- Characterize the design rules for your in-house PCB production process
- Extra credit: send a PCB out to a board house
Group Members:
PCB Milling Machine¶
Machine Details SRM-20¶
The PCB Milling Machine at our lab is the Roland SRM20.


The SRM20 is a low power, high precision and highly efficient desktop milling machine that is controlled through V-Panel for SRM20. The following are some of the salient features of SRM20:
| Model | SRM-20 |
|---|---|
| Cuttable Material | Modelling Wax, Chemical Wood, Foam, Acrylic, Poly acetate, ABS, PC board |
| X, Y, and Z Operation Strokes | 203.2 (X) x 152.4 (Y) x 60.5 (Z) mm |
| Workpiece table size | 232.2 (X) x 156.6 (Y) mm |
| Distance From Collet Tip to Table | Max, 130.75mm (5.15 in) |
| Loadable Workpiece Weight | 2 kg (4.4 lb) |
| X-, Y-, and Z-Axis Drive System | Stepping motor |
| Operating Speed | 6 - 1800mm/min 0.24 - 70.87inch/min |
| Software Resolution | 0.01 mm/step (RML-1), 0.001mm/step (NC code) 0.000039 inches/step (RML-1), 0.000039 inches/step (NC code) |
| Mechanical Resolution | 0.000998594 mm/step 0.0000393 inches/step |
| Spindle Motor | DC motor Type 380 |
| Spindle Rotation Speed | Adjustable 3000 - 7000 rpm |
| Cutting Tool Chuck | Collet method |
| Interface | USB |
| Control Command Sets | RML-1, NC code |
| Power Requirements | Machine: DC24V, 2.5A, Dedicated AC adapter: AC 100-240 V ±10%, 50/60 Hz |
| Power Consumption | Approx. 50 W |
| Operating Noise | During operation: 65 dB (A) or less (when not cutting), During standby: 45 dB (A) or less |
| External Dimensions | 451.0 (W) x 426.6 (D) x 426.2 (H) mm Weight 19.6 kg (43.2 lb) |
| Installation Environment | Temperature of 5 to 40°C (41 to 104 °F) 35 to 80% relative humidity (no condensation) |
| Included Items | USB cable, AC adapter, Power cable, Cutting tool, Collet, Set screw, Spanners (7,10mm), Hexagonal wrench (size 2,3 mm), Positioning pins, Double-sided tape, Start-up page guidance card |
The above table was taken from http://rolanddg.eu/en/products/3d/srm-20-small-milling-machine/specifications
Downloading the Test Files¶
For the group assignments we make use of 1/64mm endmill to make trace on a predesigned board and 1/32mm is used to cut the board. The trace and cut for the board is available at: http://academy.cba.mit.edu/classes/electronics_production/linetest.png
{kind=link}
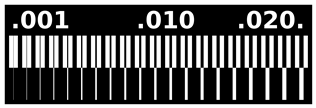
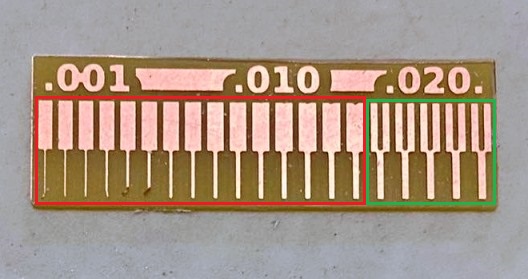
Figure: The traces that is to be cut to characterize the machine in our lab.
Starting Point and MODs¶
Initially, the png file for both the trace and cut are downloaded and copied to the PC connected to SRM20 and containing the V-Panel software. Since the png file has to be converted to machine readable format we made use of online version of MIT mods http://mods.cba.mit.edu/
In MIT mods there are four options namely
- Modules
- Programs
- Edit
- Options

For our case we first go to Program >> open server Program, Scroll down and under SRM20 choose PCB PNG.

This takes us to the page where we can choose the png file. For each of the traces and cut, we have to generate individual .rml file and send it to the v-panel and inturn to the SRM20 milling machine.

We load the png files individually and generate the rml file.

Once the png file is loaded, we select the endmill size based on the function we want to perform. For the line trace we use a 1/64mm endmill while we make use of 1/32mm endmill for cutting the board.
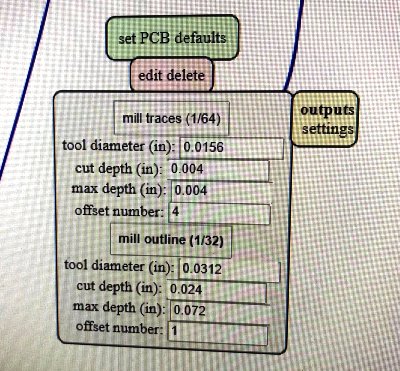
Then we also need to remove the output and create a saving point for the .rml file and set the origin to 0,0,0. The saving point can be achieved by first deleting the default web socket device and replacing it with a saving point module.

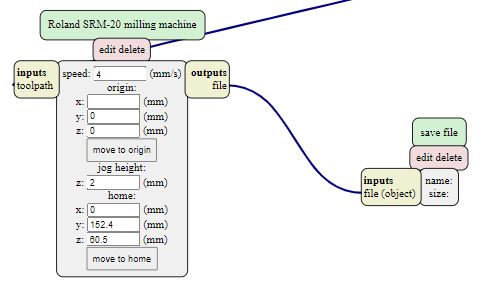
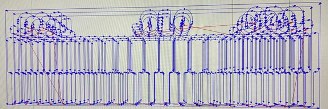
The save module can be inserted from rightclick >> module >> open server module >> save under file. Now, As we press calculate, the rml files are saved in downloads folder and we can also view the cut trace path. We can copy the file to suitable location or keep it in the same location.

Trace RML File: RML File*
{kind=link}
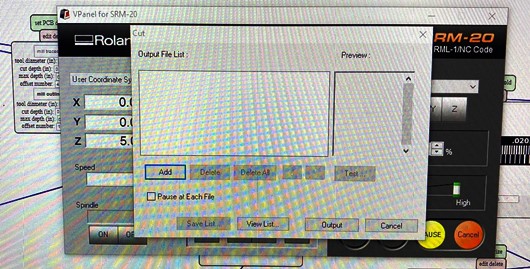
RML file to V-Panel¶
With the files saved appropriately, We paste the PCB board as required on the bed of the machine using double sided tape and sacrificial layer. Then, we open the v-panel for SRM20 on the desktop connected to the machine. The V-panel in our case runs on a Windows OS. V-panel for SRM20 is the control panel available as a software. It communicates with the machine through USB interface and controls various options.

We can control the position of spindle in three directions of X,Y and Z and set the origin points for the machine to work from. We can add the rml file and start/stop the machine. Further we will be able to visuallize the status of the machine in terms of the spindle position and speed to operation and speed in rpm of the spindle and endmill.
We first change the position of the spindle such that it is located at the desire XY position. Then we change the endmill based on our requirement. Since we use 1/64 endmill for traces, we first change the endmill to 1/64mm endmill.


NOTE
- The SRM20 has a door open sensor that will not allow for the spindle to move if it detects the door is open.
- The SRM20 will also pause the milling process if the door opens during operation.

With the endmill changed, we have to set the origin point. This is accomplished by first changing the position of the spindle and taking it to the desired position. Pressing set origin point XY sets that point as origin and X and Y position will change to 0,0. Then we slowly lower the spindle (Change Z) such that the tip of endmill nearly touches the PCB board. We then use gravity method for zeroing the Z which is when we loosen the screw and allow the endmill to drop to the PCB board with gravity. We tighten the endmill firmly and close the machine door.

Then we load the rml file to the V-panel by pressing the cut button and open the file to load, then we give it as output to the milling machine.
The milling machine automatically starts milling and will stop at the end of its cycle. When the machine stops after milling the traces, we check visually to see if the traces are correctly milled.

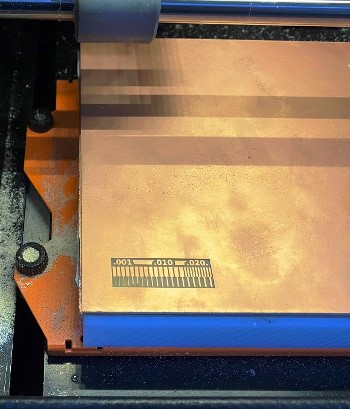
Further, we make sure that the traces are clean and precise. The next step follows as before where we create .rml file for the cut. We change the endmill size to 1/32 mm and load it to the V-Panel and send to mill.
Cut Depth setting
- Sometimes the default cut depth donot give the desired result maybe due to misallignment of the PCB board on the bed
- We can change the cut depth of the machine from the mods allowing us to cut deeper or shallower.
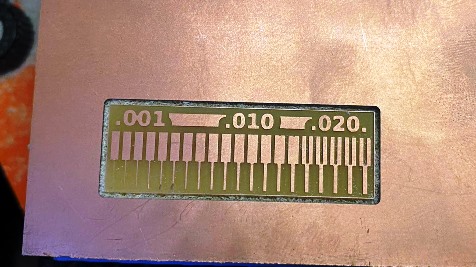
Once the cut is completed, we have to remove the cut piece from the board. Since the board is pasted using double sided tape, care should be taken so that the damage to the board is minimum.
It can be seen that the 1/64mm endmill can mill a minimum of upto 0.015625mm. Any size below that will not be milled by the endmill however above that size will be milled successfully.
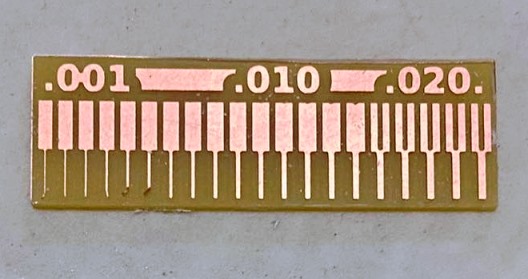
Final Trace and Cut¶
We were successfully able to mill the given trace and cut as shown.

Working Video¶
Files¶
Trace RML File: RML File of Linetest