16. Wildcard week¶
For wildcard week, we got to try some exciting manufacturing methods available at Aalto.
Gobo project¶
I wanted to experiment with making a custom gobo for our light projectors at my student association. A gobo (or GOes Before Optic) is a light mask that allows projecting light patterns on walls. They are nice for discos, parties etc. They are in close contact with a hot lamp, so the material needs to be temperature resistant. As a first attempt, i designed one with our association logo.

Design is in Inventor, the logo is imported from an SVG i downloaded. The import was quite messy, but eventually inventor spat out a 3D model. Shouldn’t cause problems in the future (foreshadowing)
Water-jet cutter¶
My first attempt at gobos was with a water jet cutter.
The machine in question is a ProtoMax unit at Aalto Design Factory. I had a professional to operate the machine for me, which is good, since the CAM process turned out to be a bit more complicated than laser cutting. The waterjet for instance needs a lead in and lead out path defined, since the jet pressure can’t be instantly controlled, unlike the laser.
There were also issues with my CAD file, due to the SVG-3D-DXF conversion that has taken place to make the model. Unlike a laser cutter, the waterjet applies sideways compensation for it’s 0.7mm “beam” (stream?) This is not necessary in a laser, where the beam is closer to 0.1mm. The sideways compensation feature didn’t work properly with my model, so it had to be partially redone.

I did get the cut done, however.

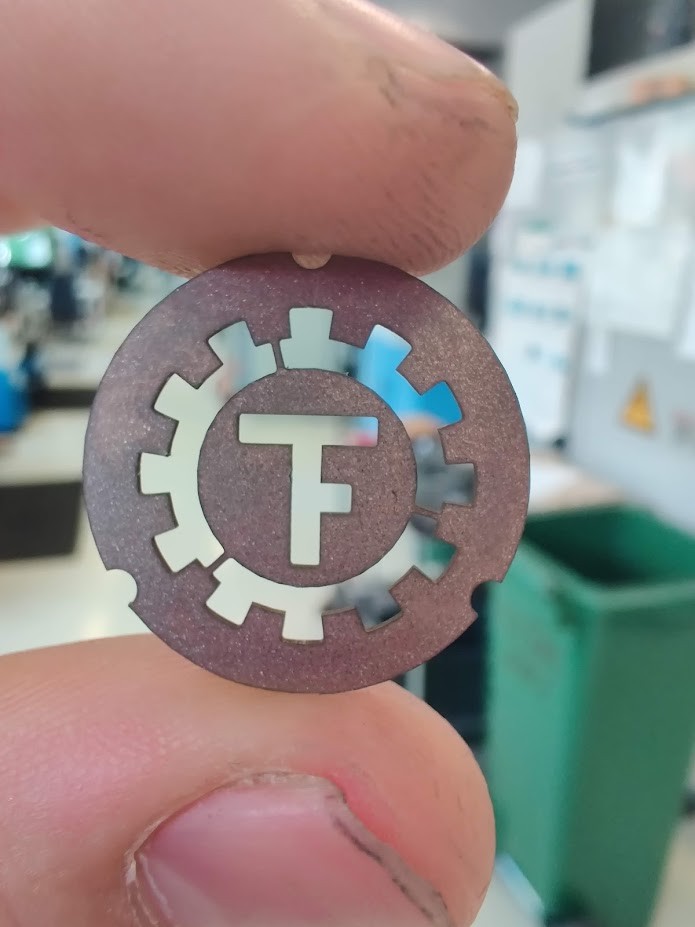
As you can see, the results are impressive. The material is 0.5mm stainless, which should ensure long service life, despite the high temperatures involved. I was suprised that the waterjet actually leaves burring on the lower side of the part. Probably due to the abrasion involved. I will finish the part with sanding, being careful of the very delicate bridges holding the center piece in place. Exited to see what it looks like in the projector!
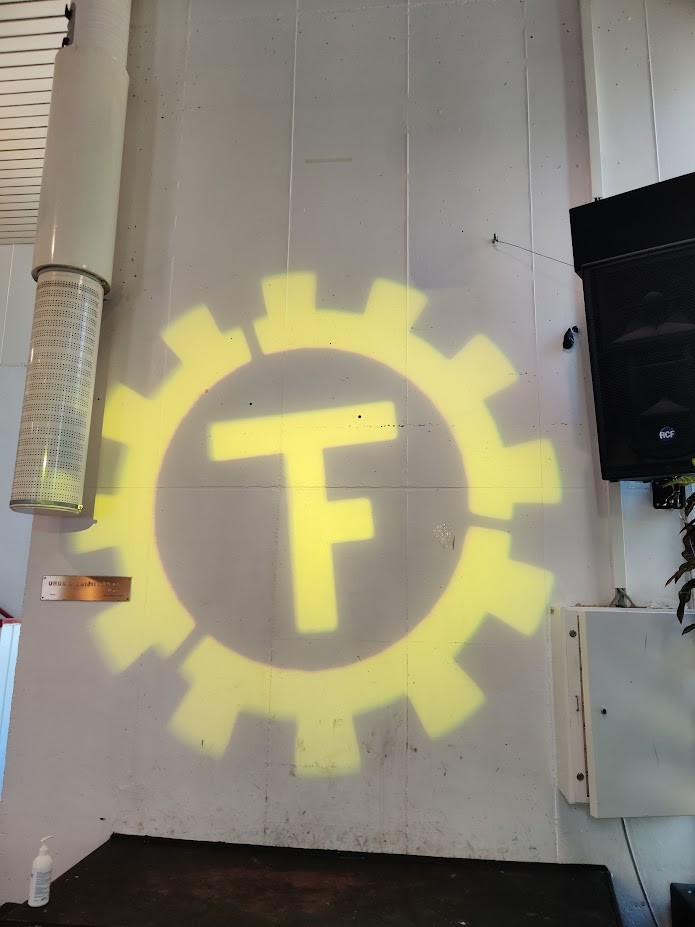
Results¶

We diamond filed the gobo and installed it into a projector lamp.

The 0.7mm beamwidth is quite clearly visible still. It would be nice to make an even nicer gobo. I wonder if there is another cutting method available I could use…
Wire EDM¶
No not that kind of EDM
Electronic Discharge machining is a cutting method, where an electric arc is used to ablate material. In wire EDM, the arc is formed between a thin copper wire, and the material being cut.
The wire is constantly being spooled when cutting, so that it doesn’t burn through. Wire is cycled once through the machine, and then shred into neat recyclable brass shaving.
Oh and everything happens under water. Water and high voltage don’t usually mix. But this is constantly purified, deionized water, so it should be ok (won’t conduct electricity!)
EDM is limited to conducting materials, mainly metals. However, it can cut extremely thick pieces. Also, the wire is 0.25mm thick, which means the cutting width is approximately 0.32mm. So about half of the water jet. The surface finish should also be much nicer than with a water jet.
I decided to try gobos again, this time I made a variety of designs.

One interesting design constraint is that unless we cut from a corner in, the wire needs to be threaded in through a pre-made hole. For my gobos, we drilled holes using a manual NC machine at locations specified in CAD. The machine can actually thread the wire automatically, so a pre-drilled piece can be cut as an automatic operation. Still, the process is way slower than waterjet or laser.
For some strange reason there seems to be excessive amounts of grade 1 Titanium plate leftovers lying around. So might as well go with that for our material. Titanium has excellent temperature and corrosion resistance, so is actually quite ideal for gobos, were it not for the price. Fortunately, for us it’s free! Another advantage of EDM, is that we can stack 12 sheets of titanium on top of eachother, and make 12 gobos simultaneously!
CAM¶
I decided to try making everything in Adobe Illustrator this time. I hoped that not converting the files all too much would make the resulting DXFs easier on the CAM software than last time

We are using a Brother HS-70A machine. CAM work is done in a software called MasterCAM
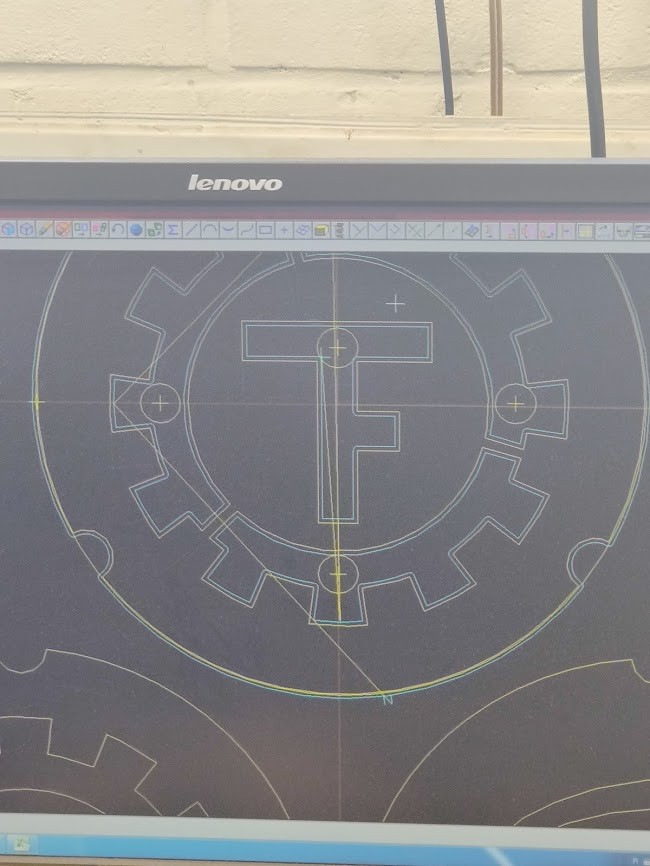
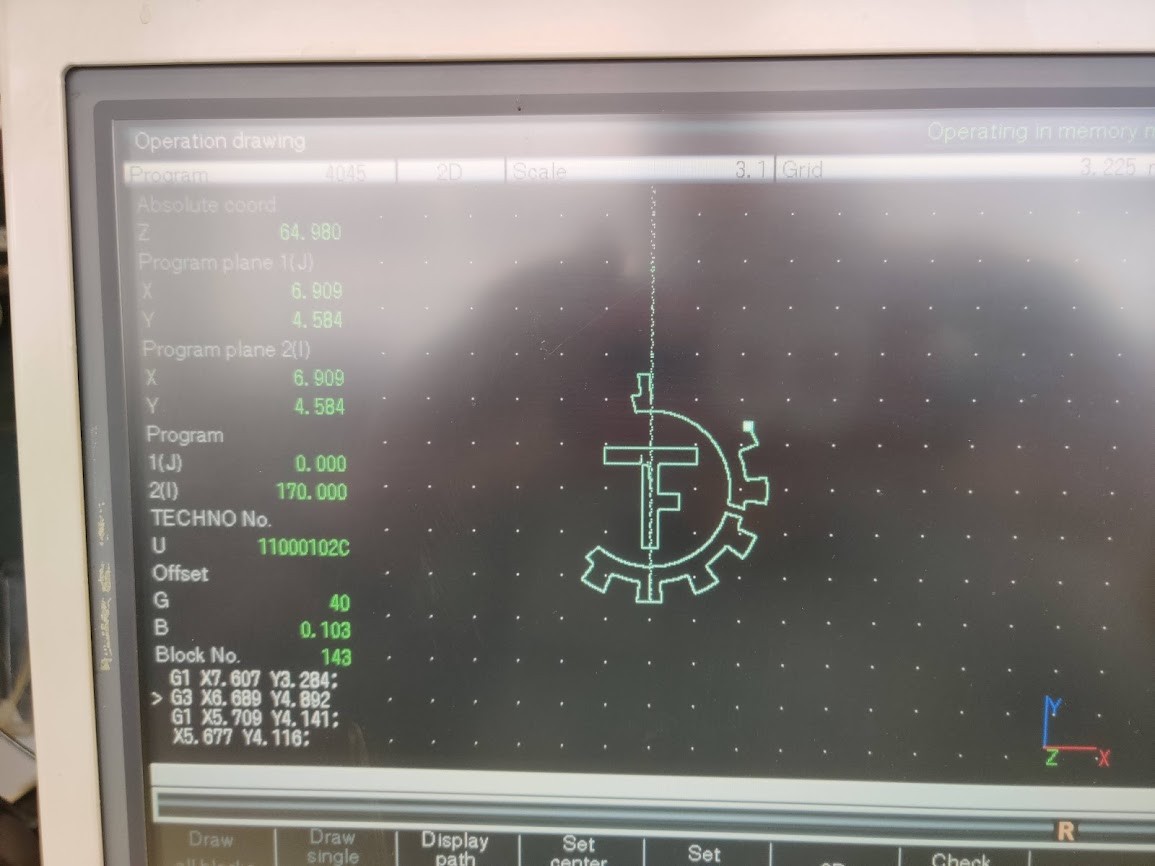
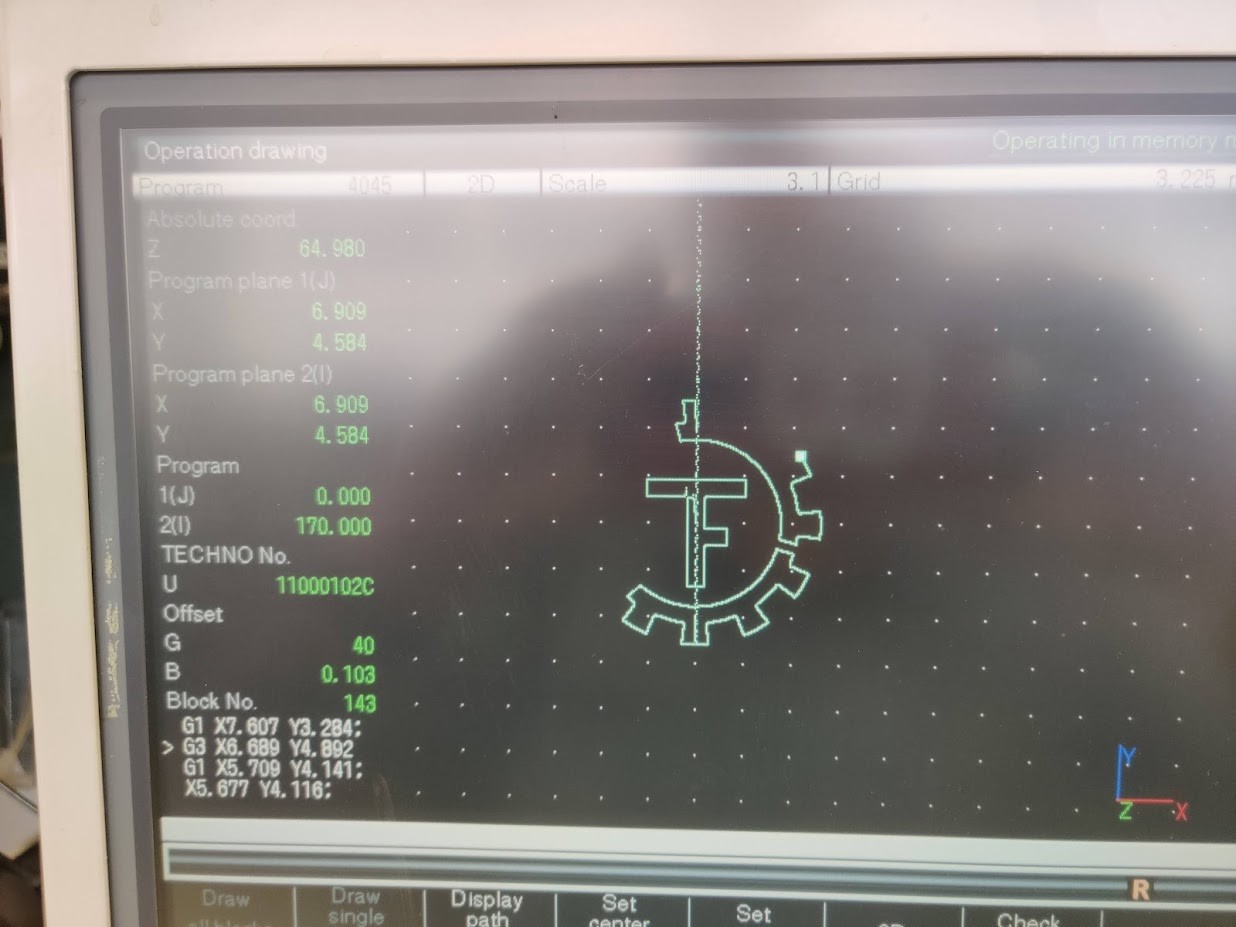
The round surfaces in the model rendered as a bunch of straight lines. This might be a weakness with Illustrator’s DXF export. However masterCAM at least made the tracks quite nicely.
Of course, our machinist did a lot of tweaks in raw gcode. As machinists usually do.


THe Titanium was machined, and holes were cut for both the pilots and screws to hold the stack together. Apparently Titanium machining is possible either very quick or very slow. We went with the very slow route. Ethanol was sprayed on the part and used as a temperature indicator. When the ethanol starts evaporating, the speed needs to be dialled down. Other than that, machining was possible with standard tools, and a good old 1956 Bridgeport NC mill :D
’
The gcode was transferred to the machine using the most modern technology… floppy disk. Apparently that’s the easiest way.


Cutting speed is pretty slow, but on the other hand, we are cutting a stack of 12 gobos simultaneously. Apparently, material thickness doesn’t really affect the raw cutting speed. Instead, the filament speed is increased to compensate.
After a long process, the results do speak for themselves.
Detail is really crisp now, and no post-processing at all was required.
Laser welding¶
To save time, some of the more complicated gobo apertures were combined with cuts. In this way, the wire didn’t need to be re-threaded.
As a downside, some of the gobos broke while cutting. You would imagine that attaching tiny, titanium pieces to eachother would be impossible.
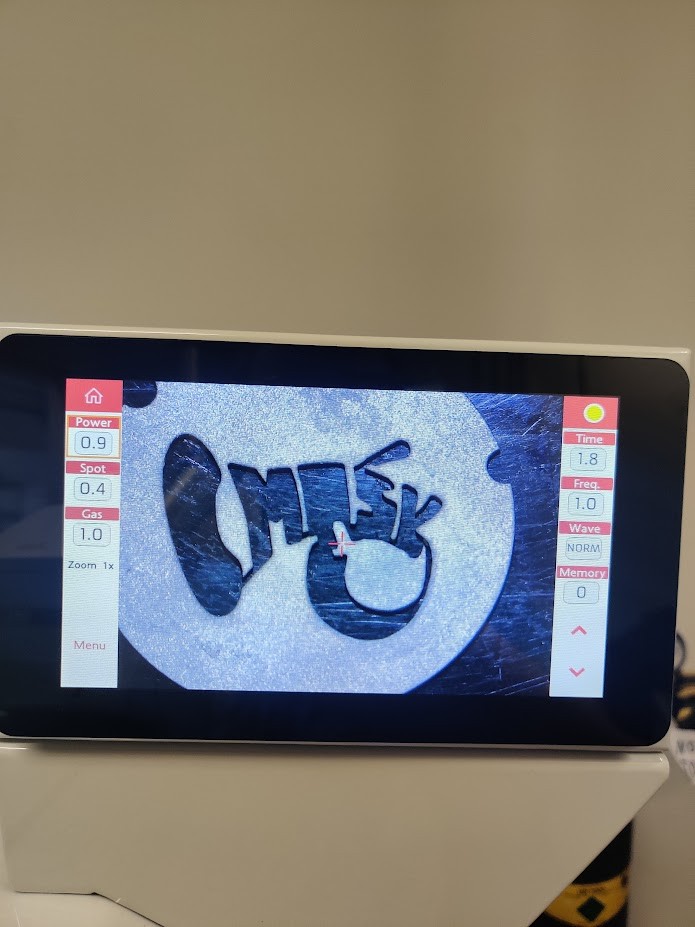
But in that case you haven’t seen laser microwelding
Fortunately, my workplace has a laser welding machine.
Wit the laser welder. Even welding freaking titanium is easy. Just put the pieces inside, align the crosshair and press the pedal (in this case, press the pedal twice, as the first press releases shielding gas.)
Before:
After:
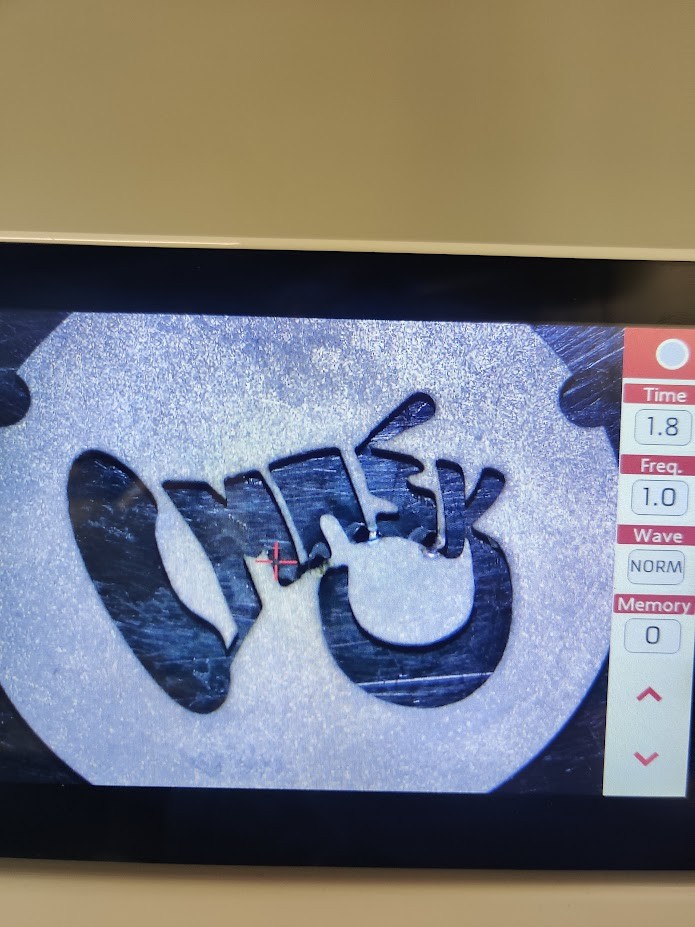
Results, EDM¶

The EDM made gobos have significantly better resolution, and thus look much crisper. I still think laser cutting would be the ideal manufacturing method, as EDM was fairly slow.