3D printing
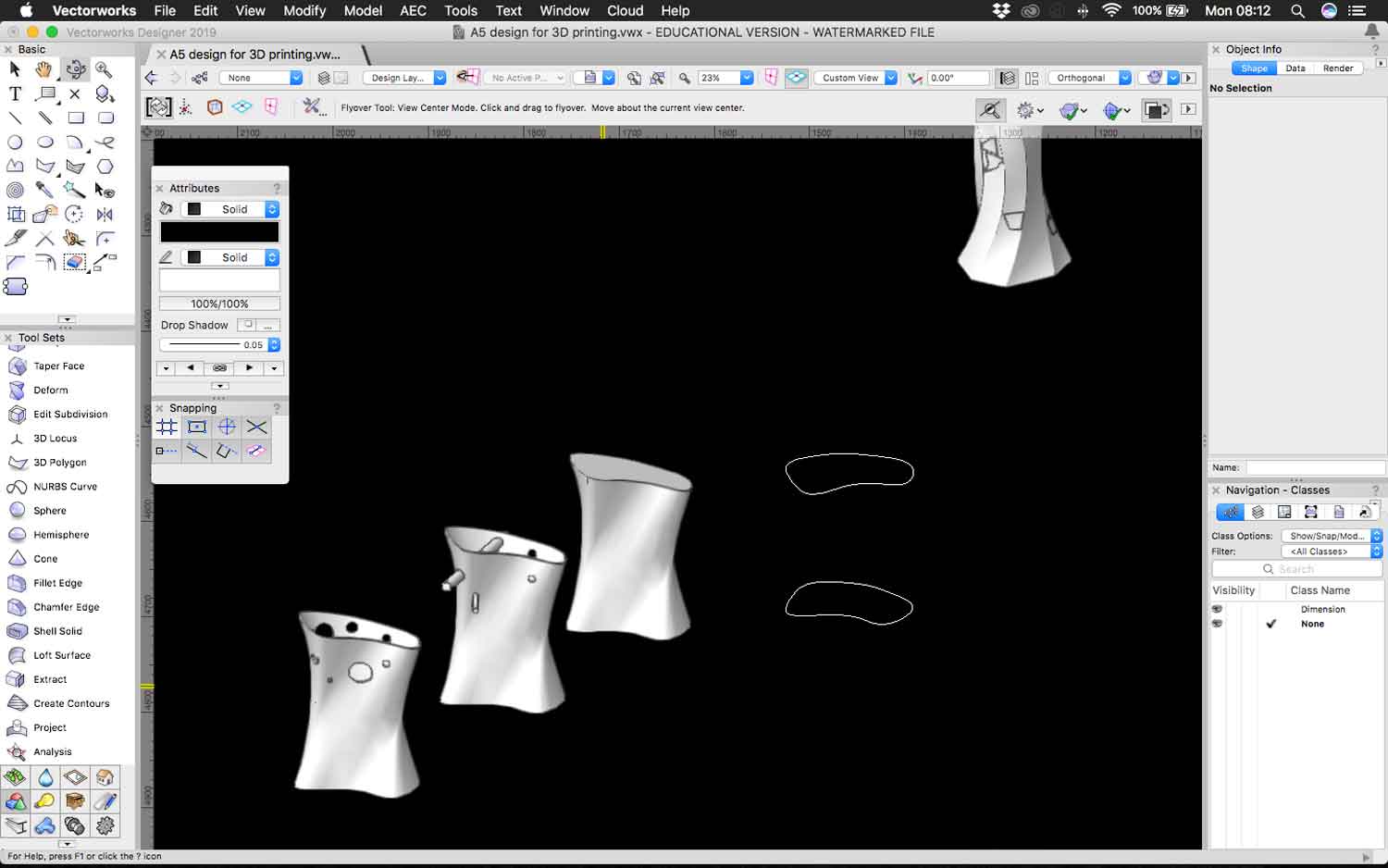
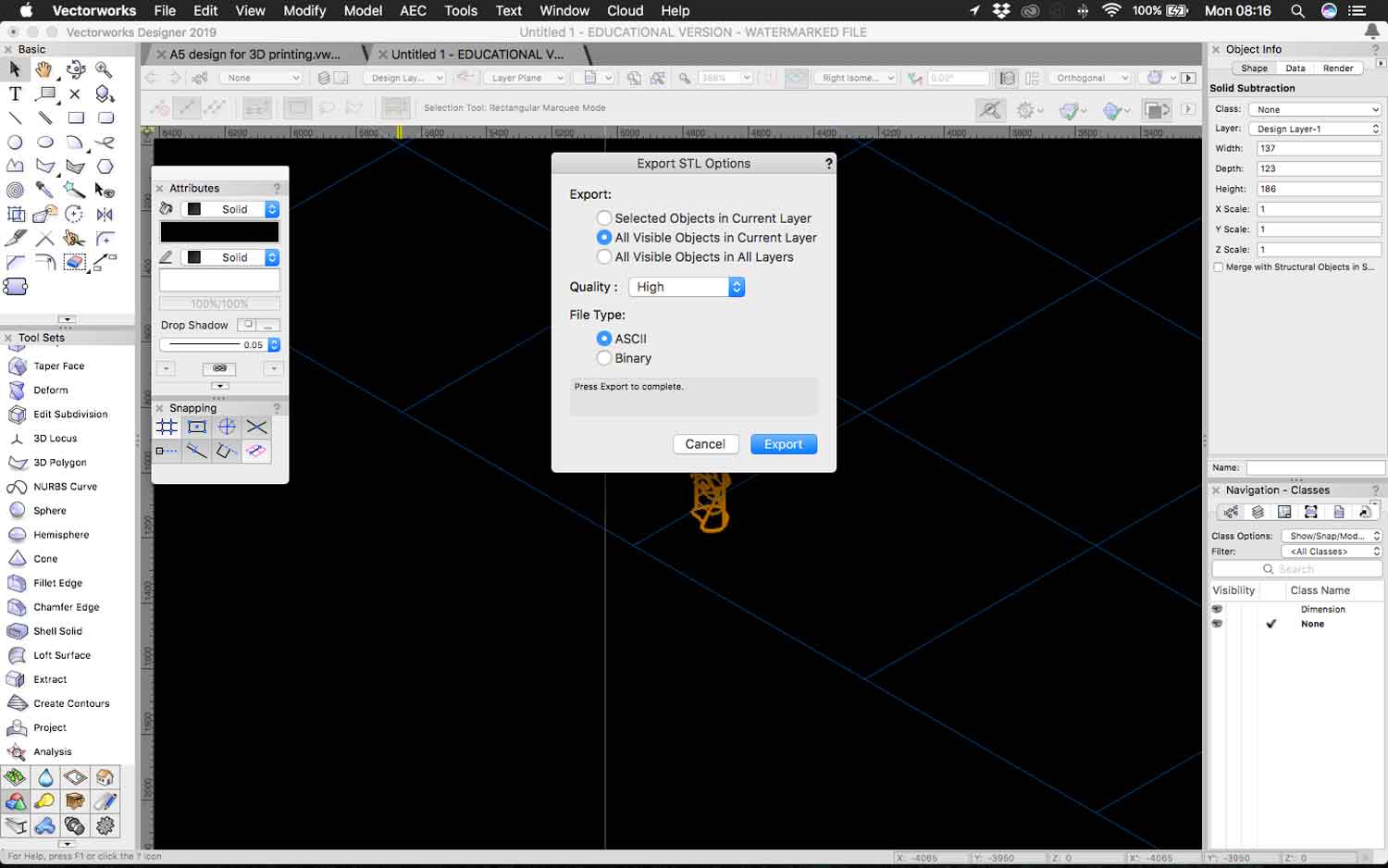
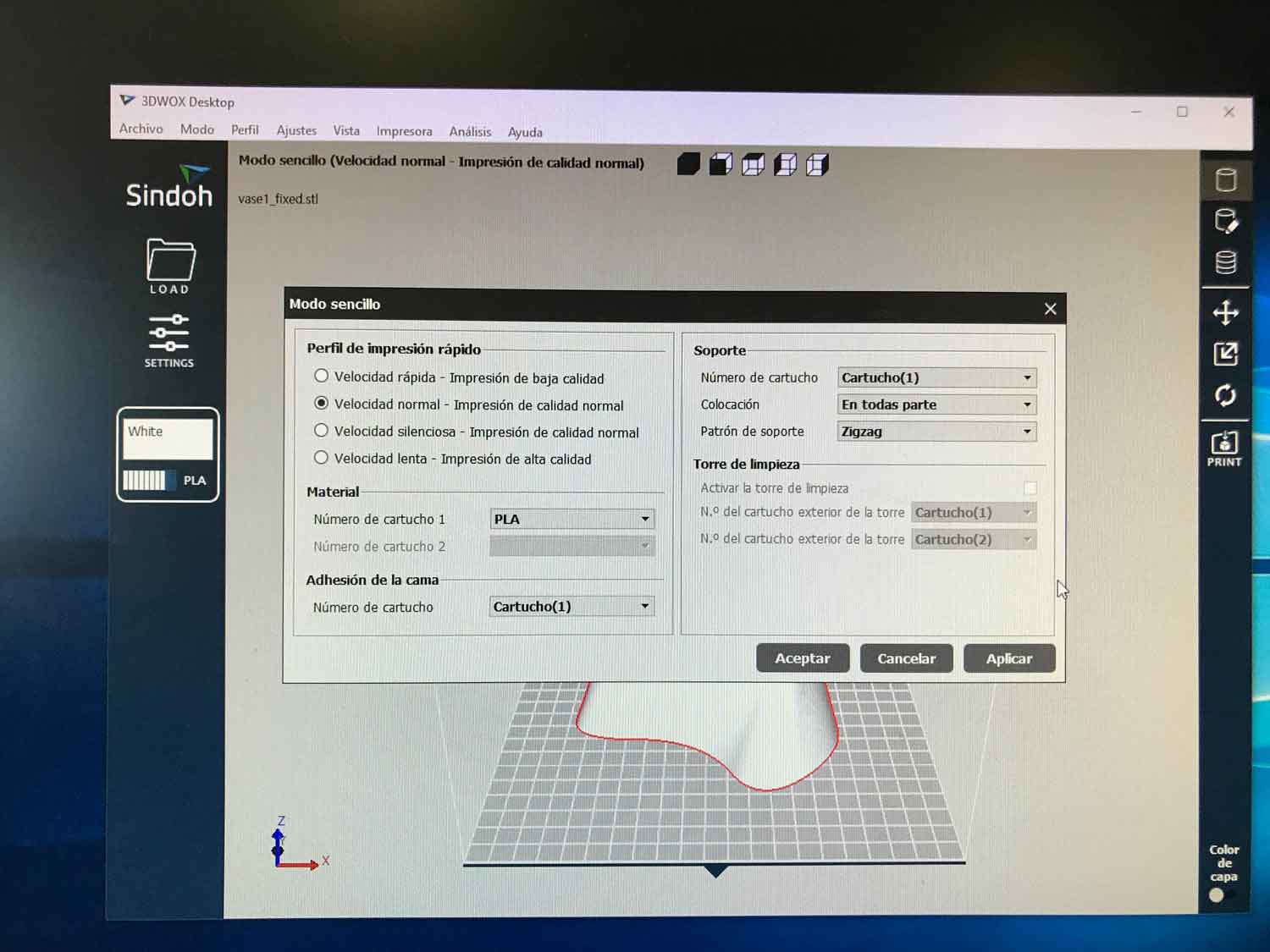
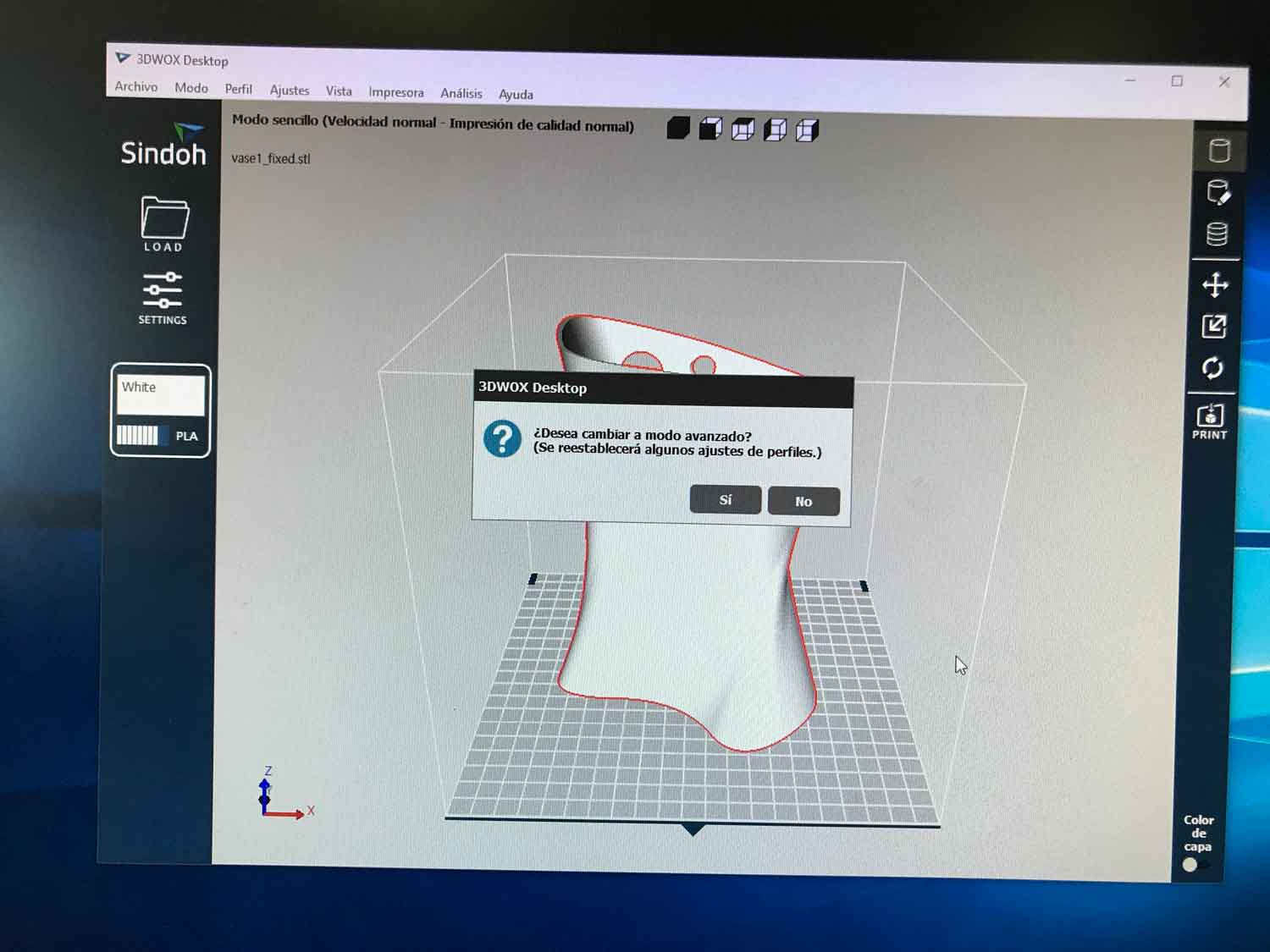
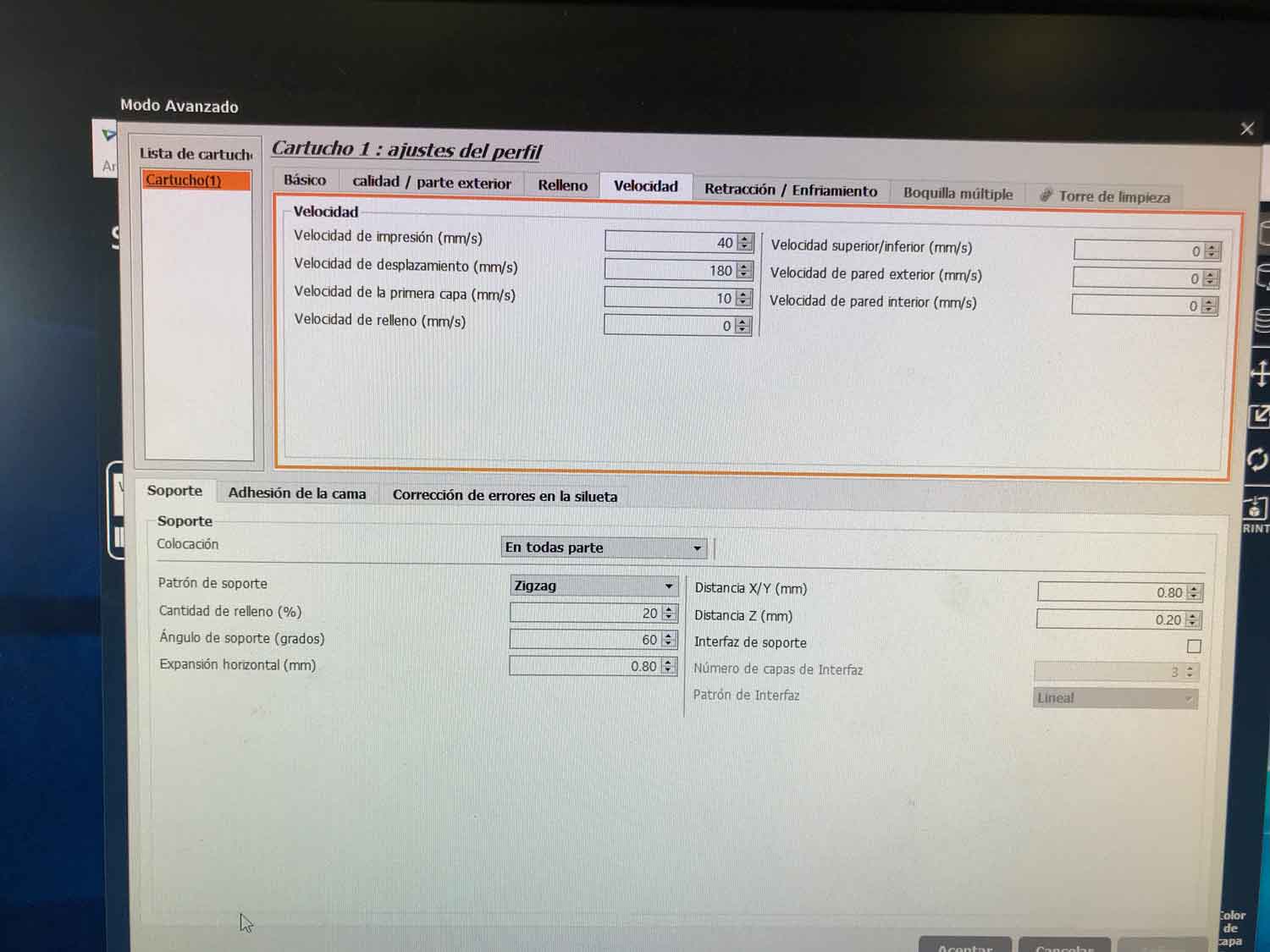
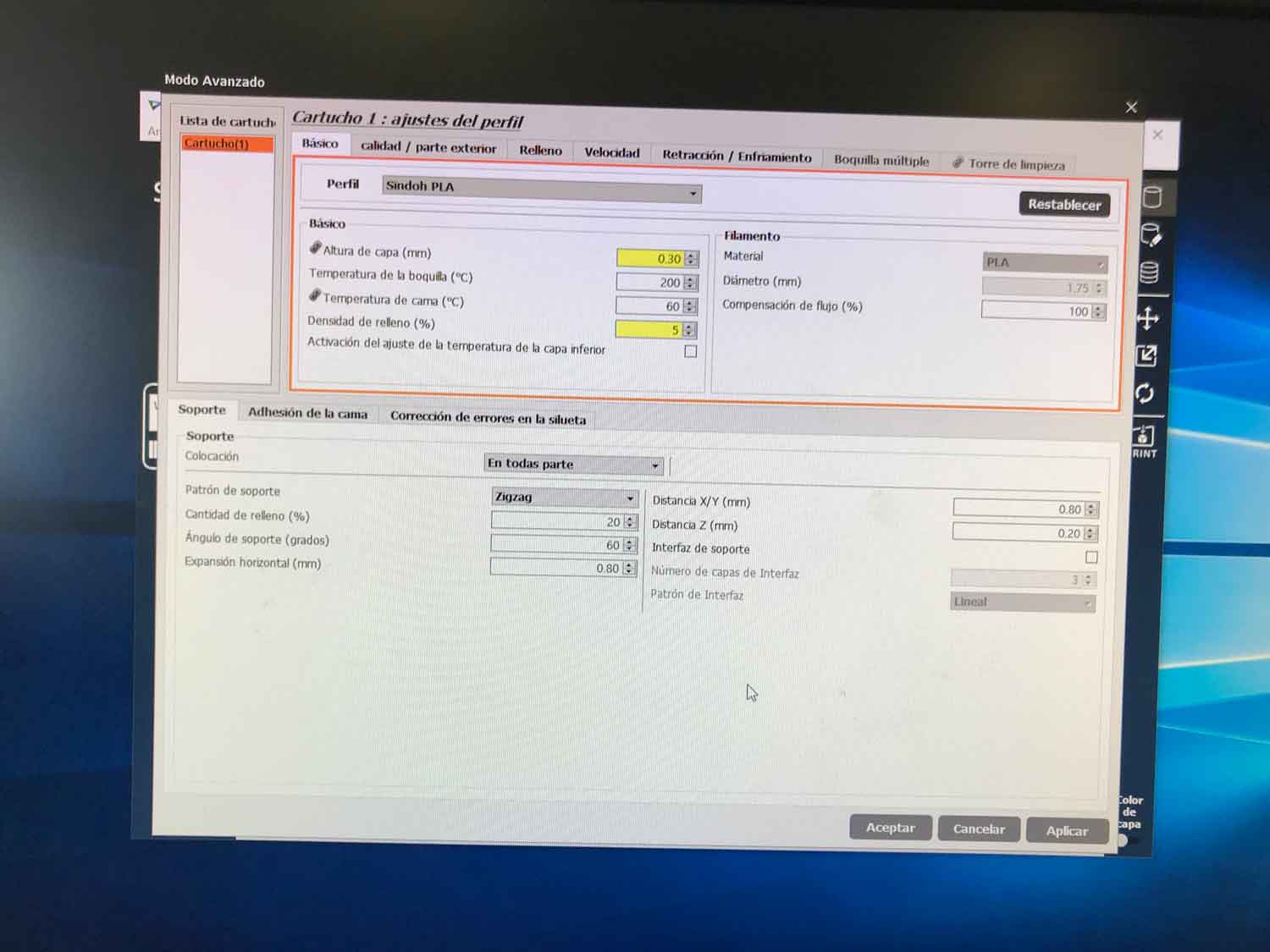
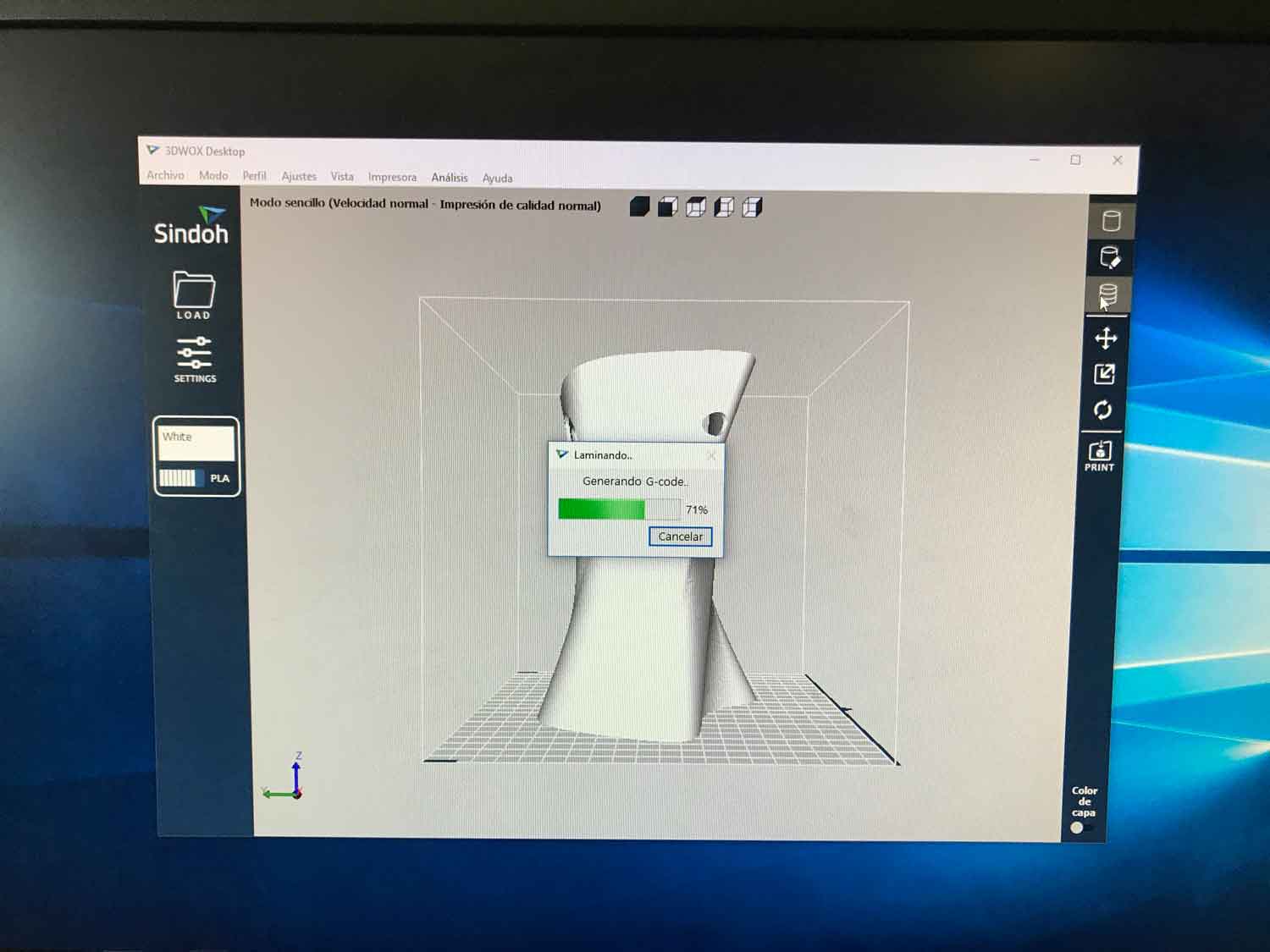
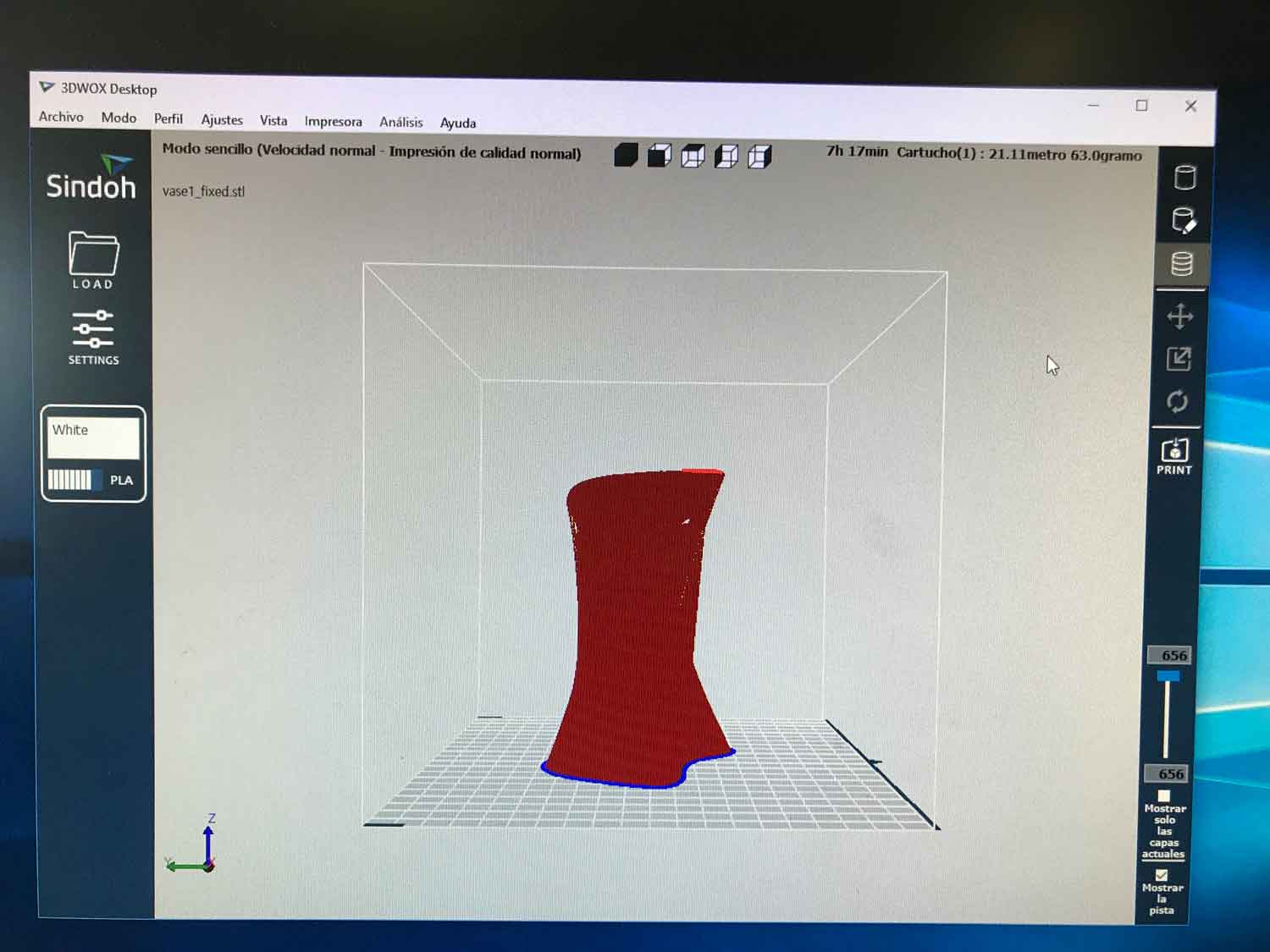
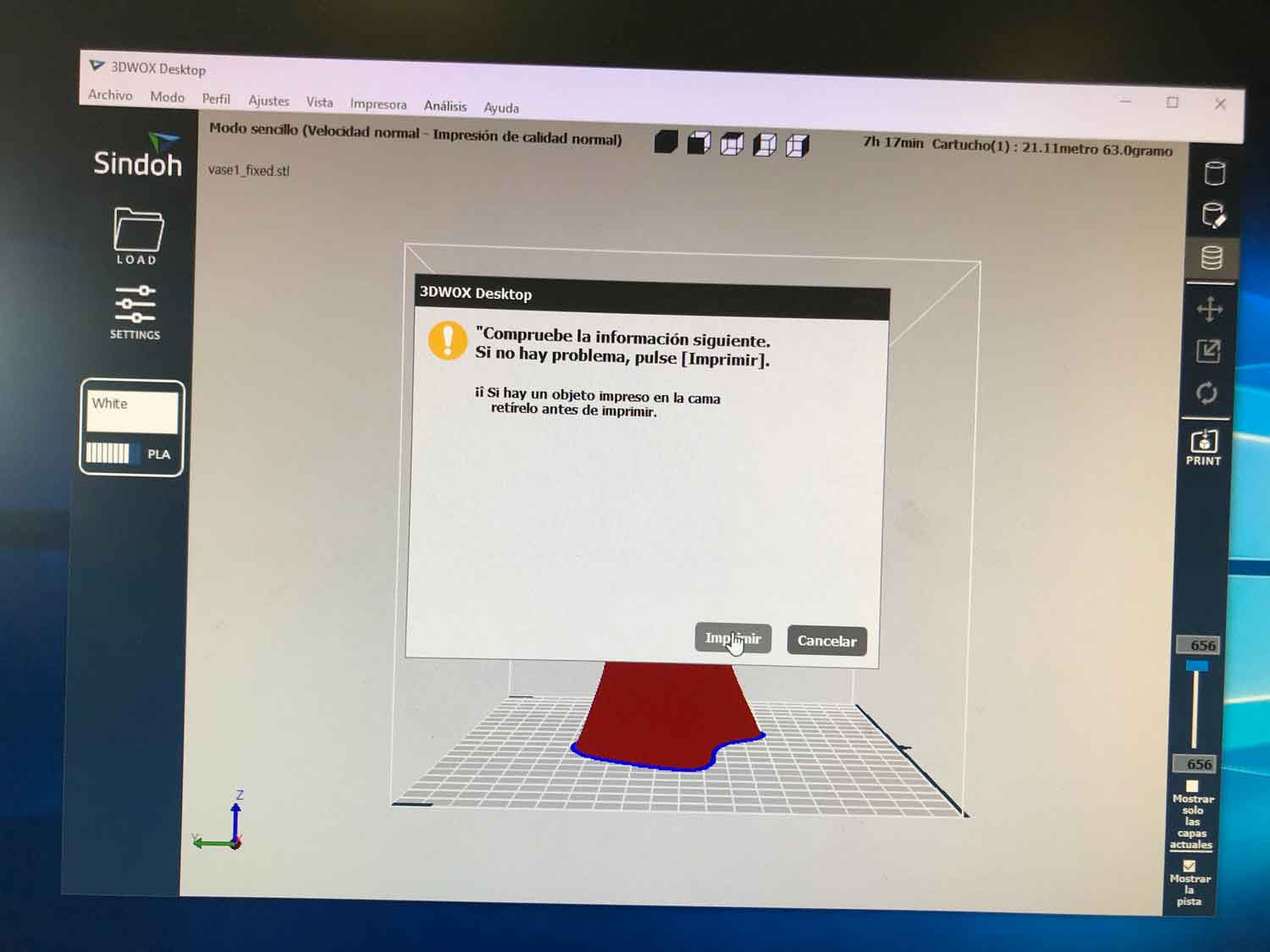
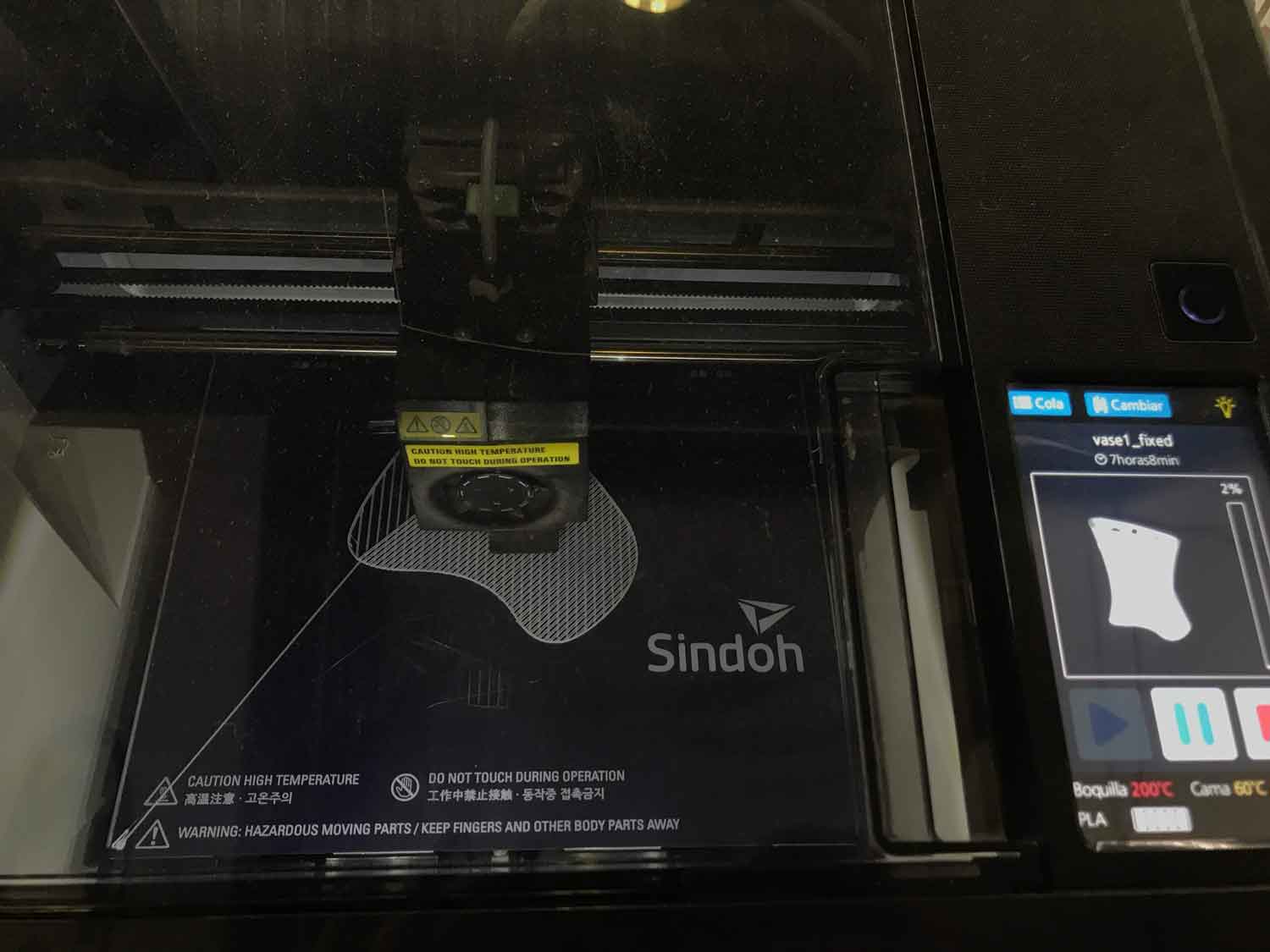
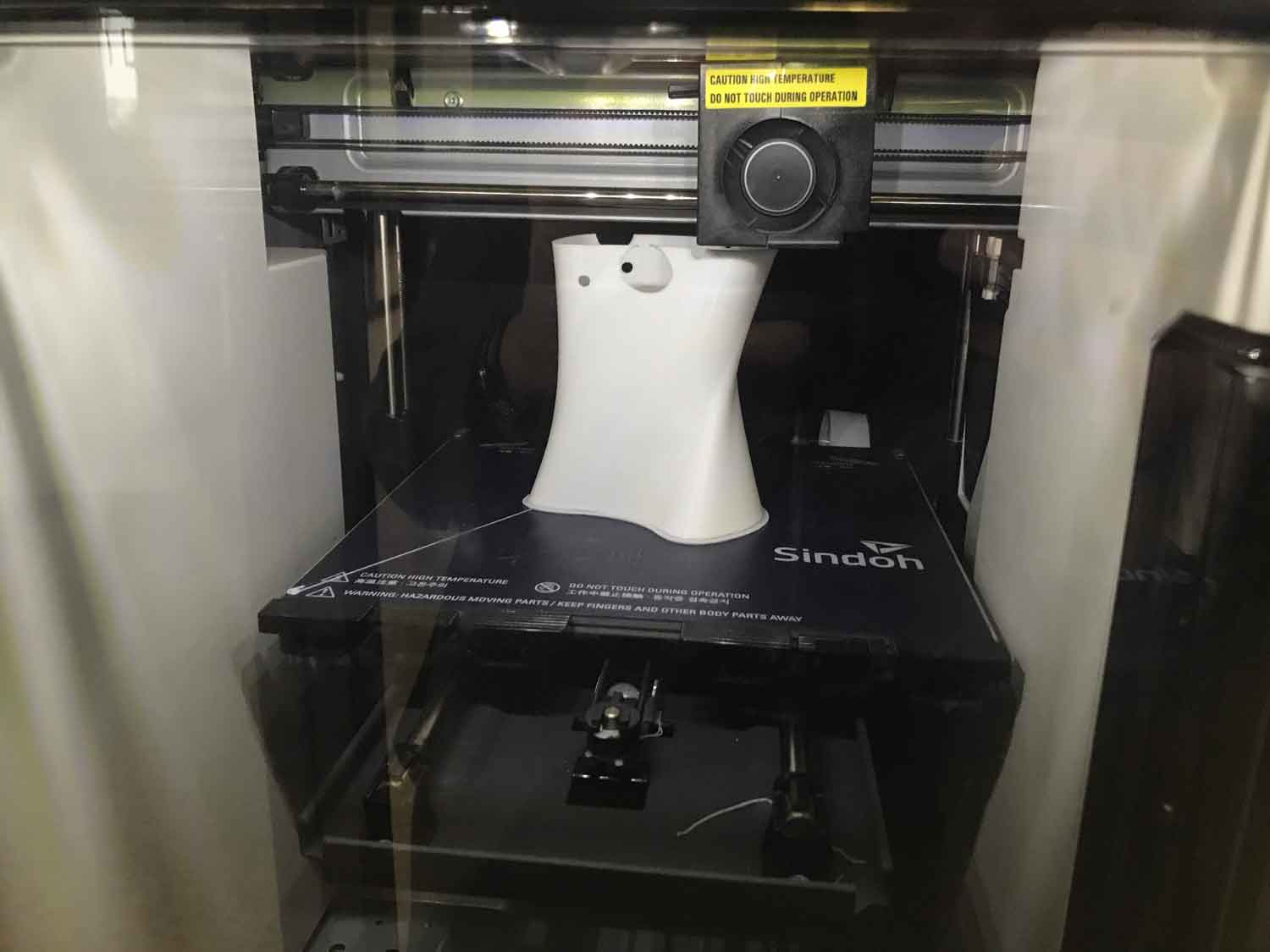
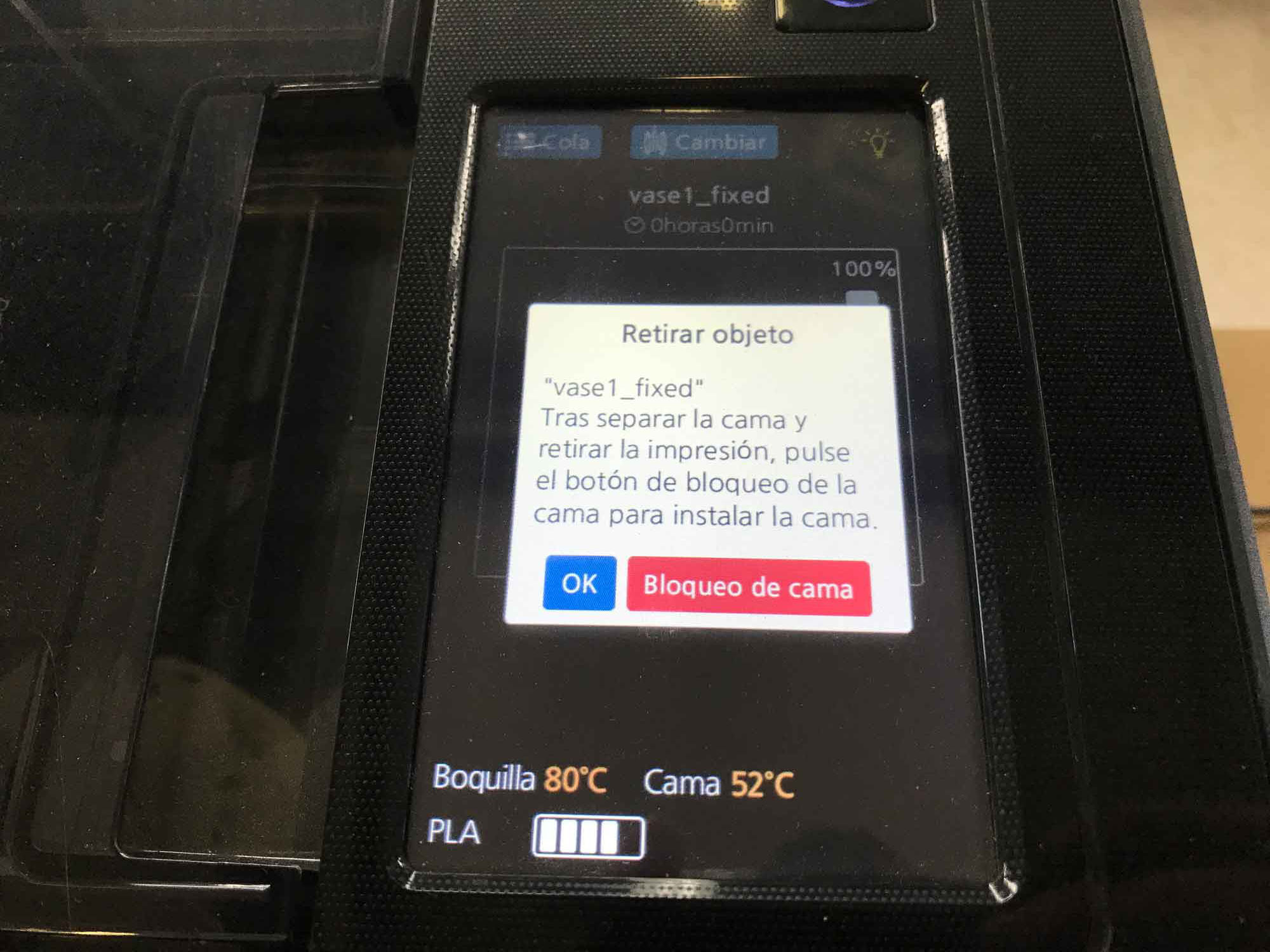
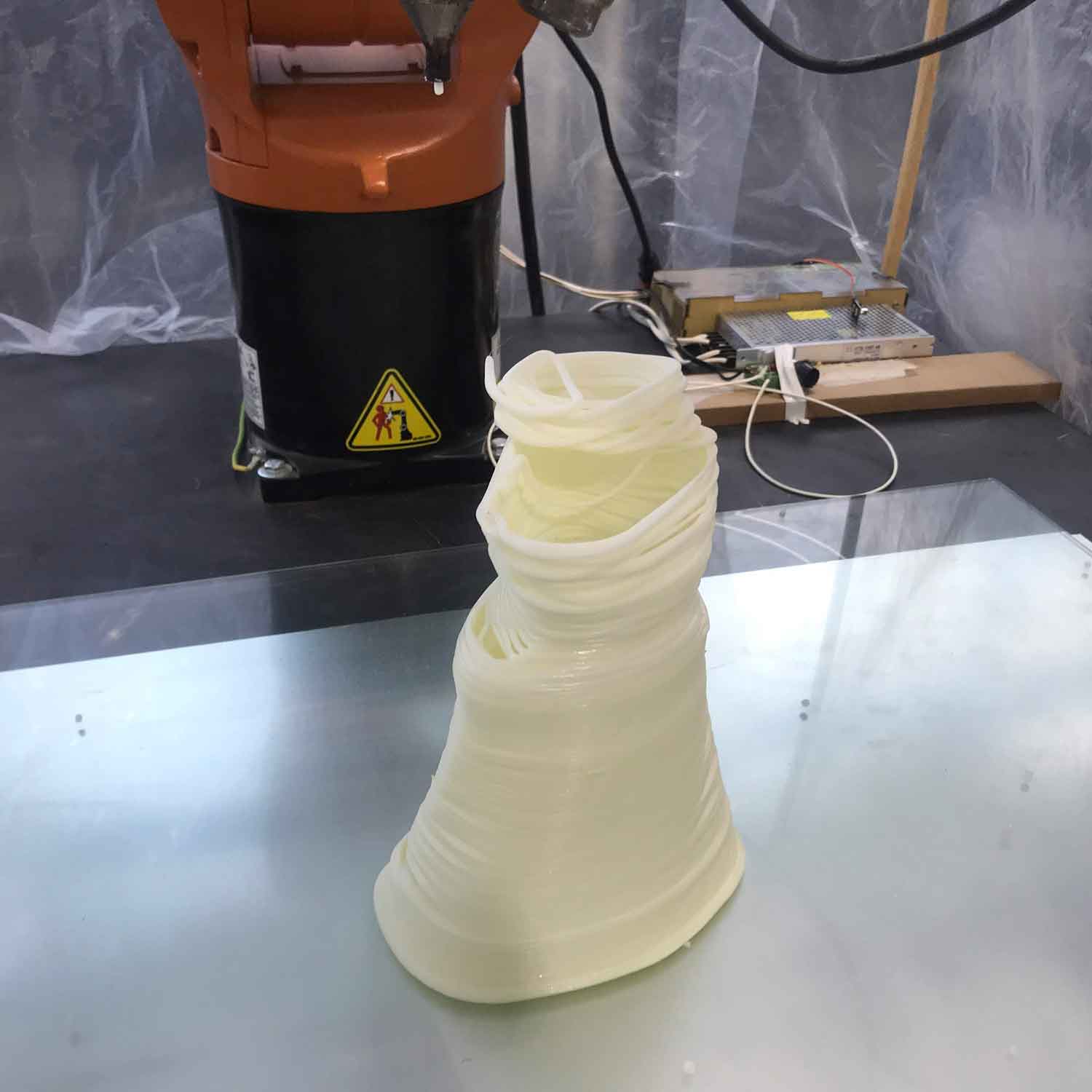
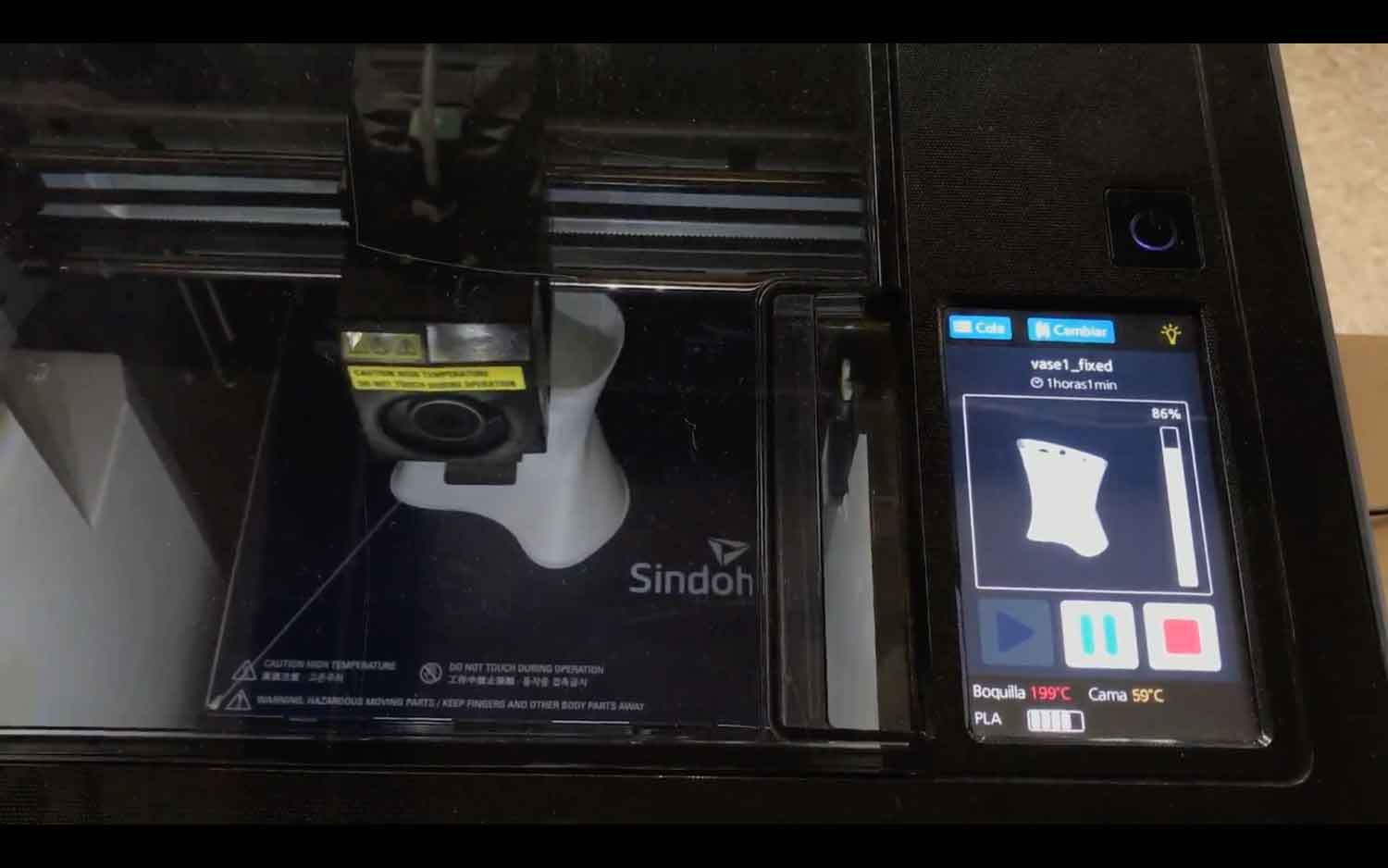
Using Vectorworks I draw an organic 2D irregular form, then I duplicate it and put them in defferent position in the Z axys, Then I convert those irregular forms into NURBS in order to made a LOFT model using the LOFT command to create a 3D solid. After that, with the SHELL command with a 2 mm wall thickness I convert my solid into a 3D Vase object then I substract some cilinders to make some holes in my model, then I export it into a .STL file, I uploaded the file to NETFABB to get a new verify file to print in 3D. Before start printing my Vase, I opened the file in 3DWOX to set the parameters of printing, of the "supports" , to verify the GCode and to saw the time that the SINDOH 3D printer will spend printing. Here the link to design files:
and the link to the group assigment is: FabLabCDMX.