Week 12 - Group assignment
To get familiar with molding and casting materials and process, we used the 'sock-mold' technique detailed in my individual page.
Here are the materials we used for these tests:
- Food safe silicone RTV 3428
- Regular silicone RTV 151
- Polyurethane resin
- Epoxy resin
The models and enclosure are printed in PLA.

Safety information
Silicone
The silicone that we casted to make molds is sold in two parts A and B. One of them is the catalyst agent that starts the reaction which hardens the liquid silicone.
Though the silicone is generally non-toxic, the catalyst can be irritating and must be handle with cautious. We used two different types of silicones of two different qualities. The food safe silicone has a better quality than the other one and is more expensive.
Food safe silicone RTV 3428
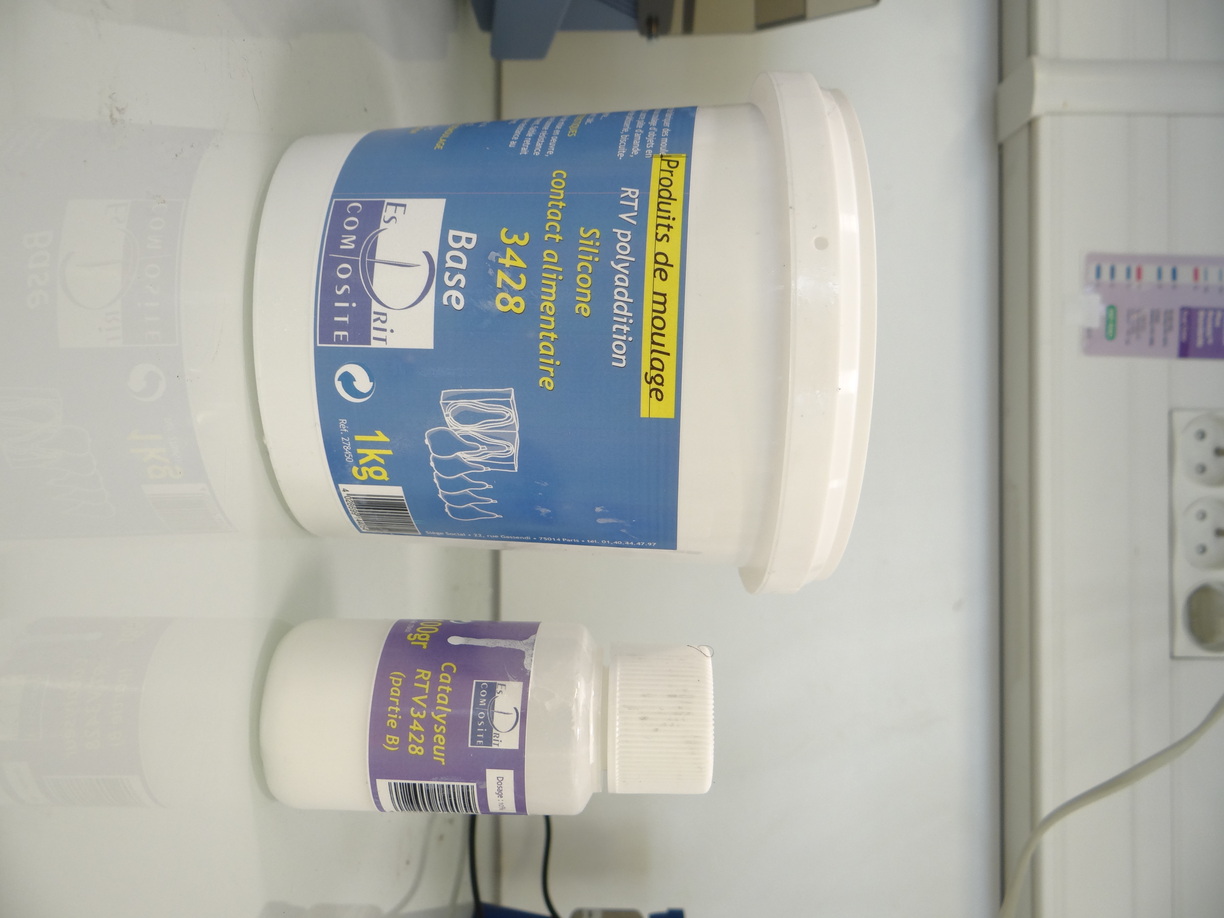

From what we can read on the labels, this silicone is not toxic. It can be sticky though so it's better to use gloves to manipulate it.
The proportions are:
- 100g silicone
- 10g catalyst
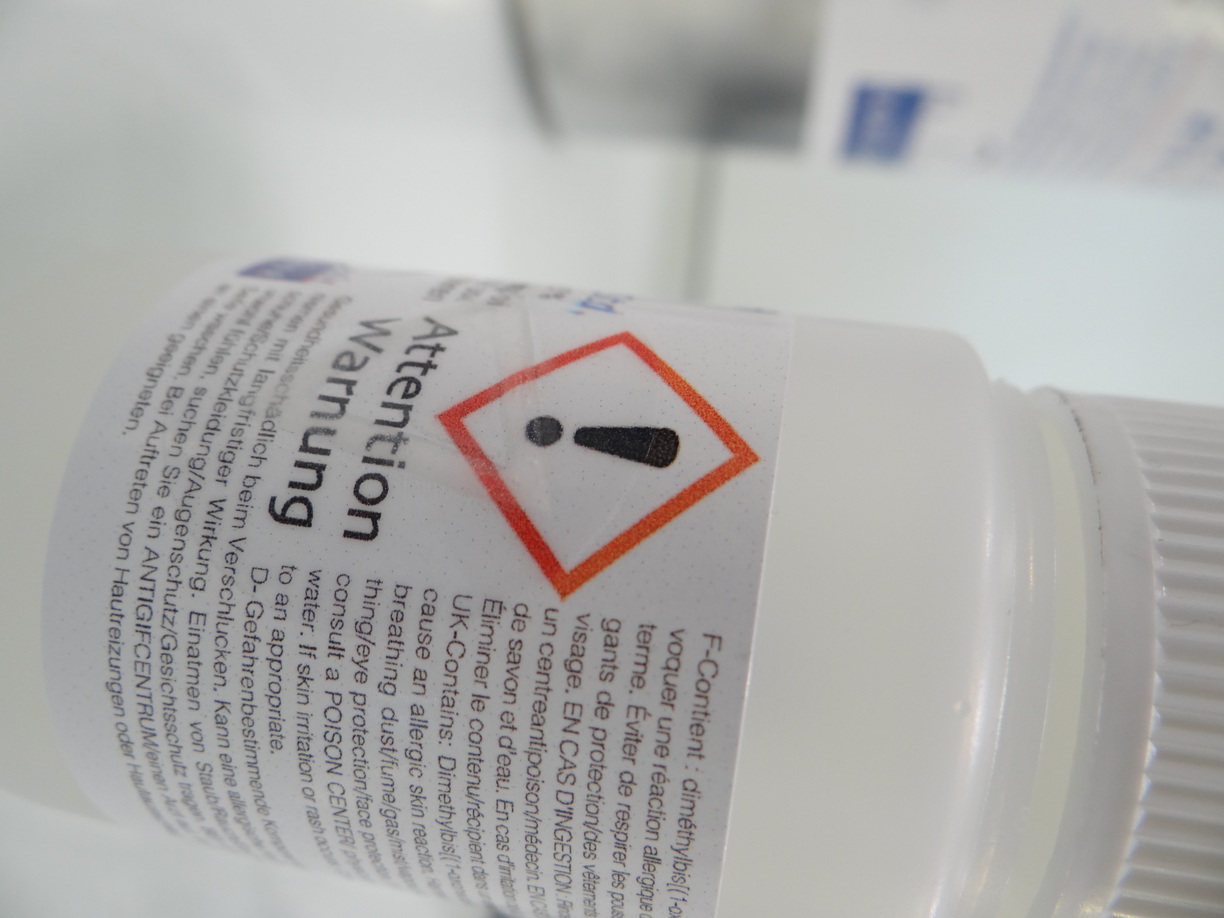
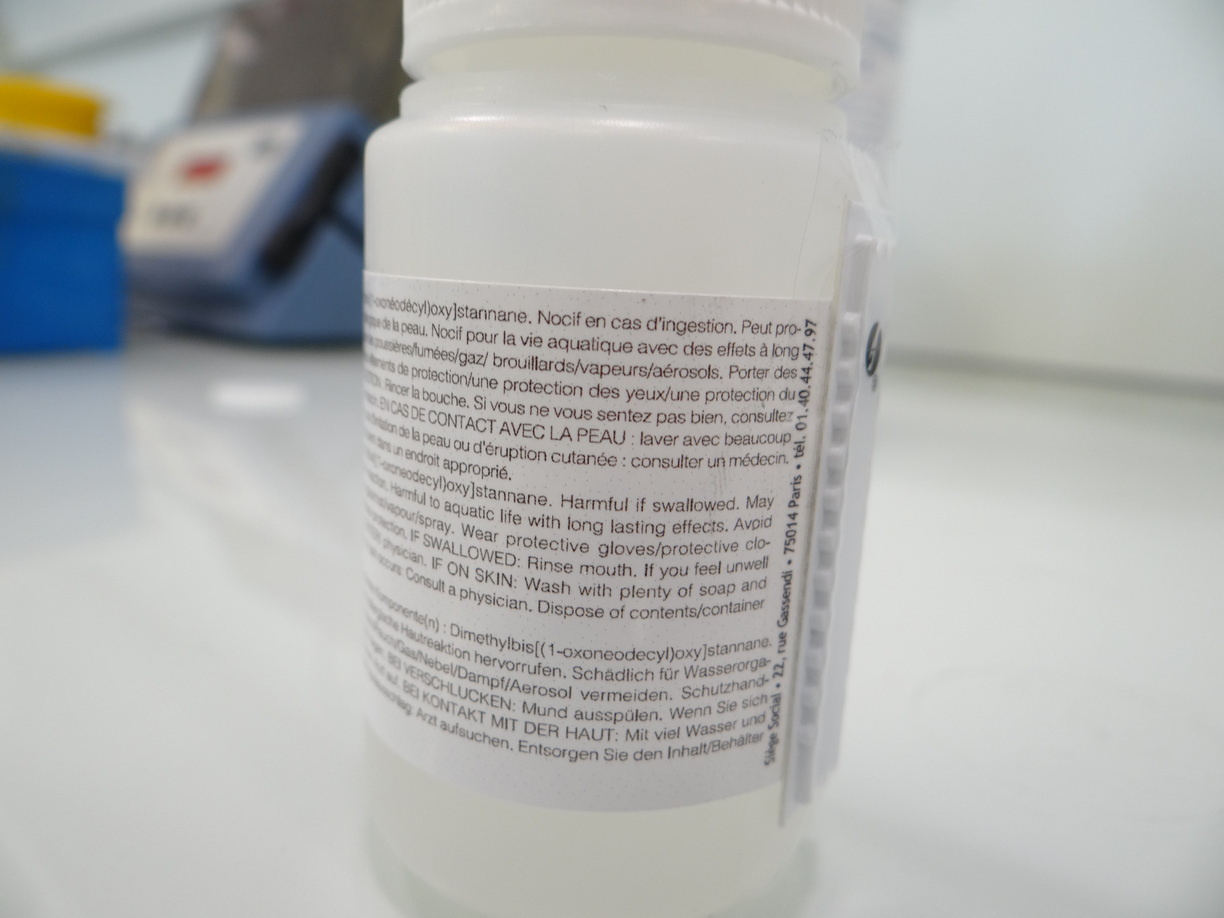
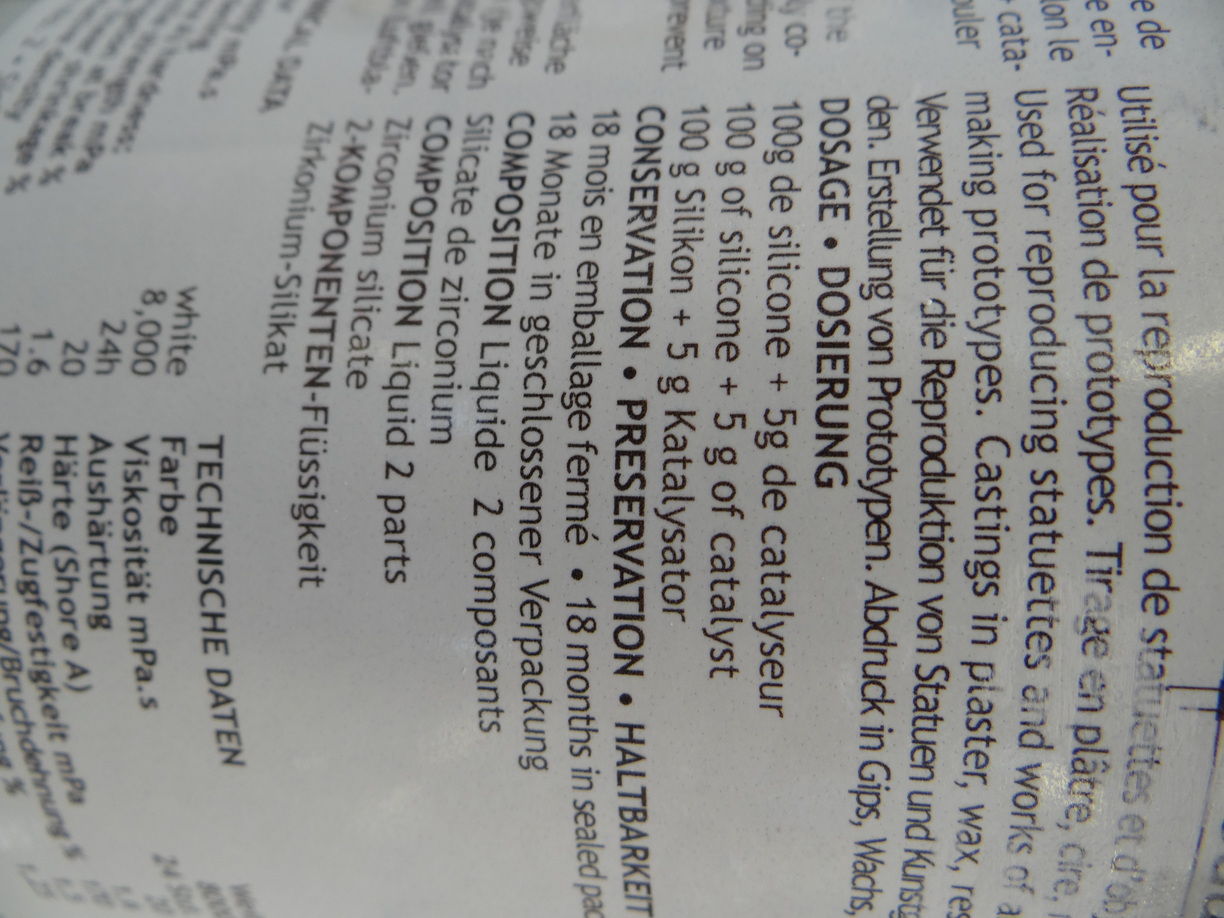
RTV 151 silicone

The catalyst (Part B) is labelled with a cautious and must absolutely be handled with care, especially with disposable latex gloves and safety glasses. The label specifies that it can be irritatous, shouldn't be in contact with the skin, shouldn't be eaten, and that you should avoid breathing the fumes.
The proportions are:
- 100g silicone
- 5g catalyst
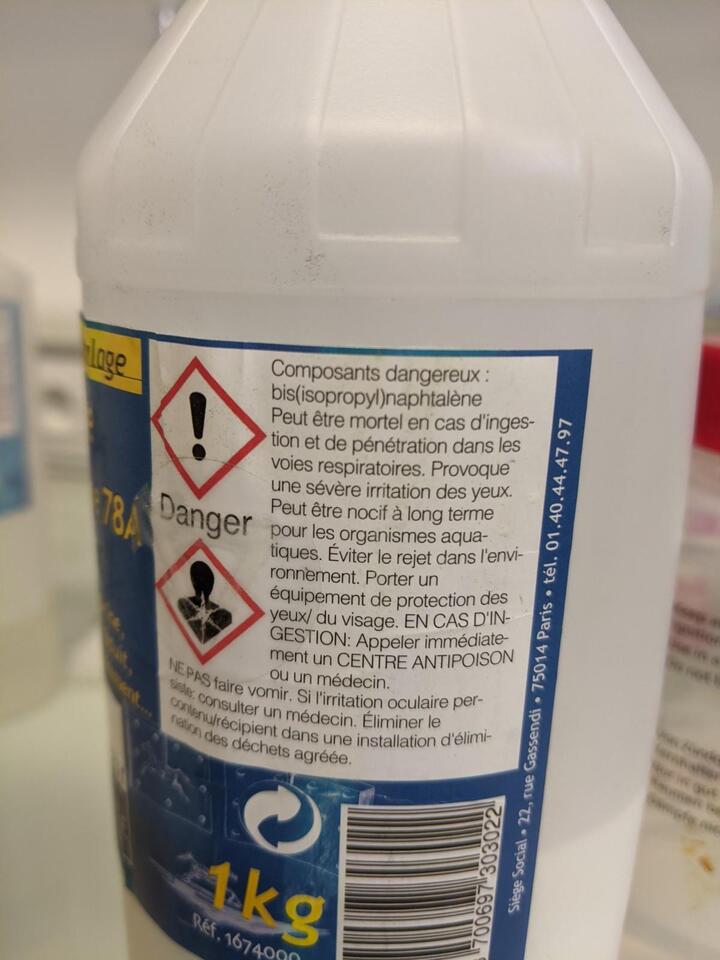
Polyurethane resin
This resin is also sold in two parts that need to be mixed to create casted objects.

Both parts are labelled as toxic and lethal in case of ingestion or penetration in the respiratory system. It thus must be manipulated with very high cautious, with safety equipments and under a proper ventilation system.
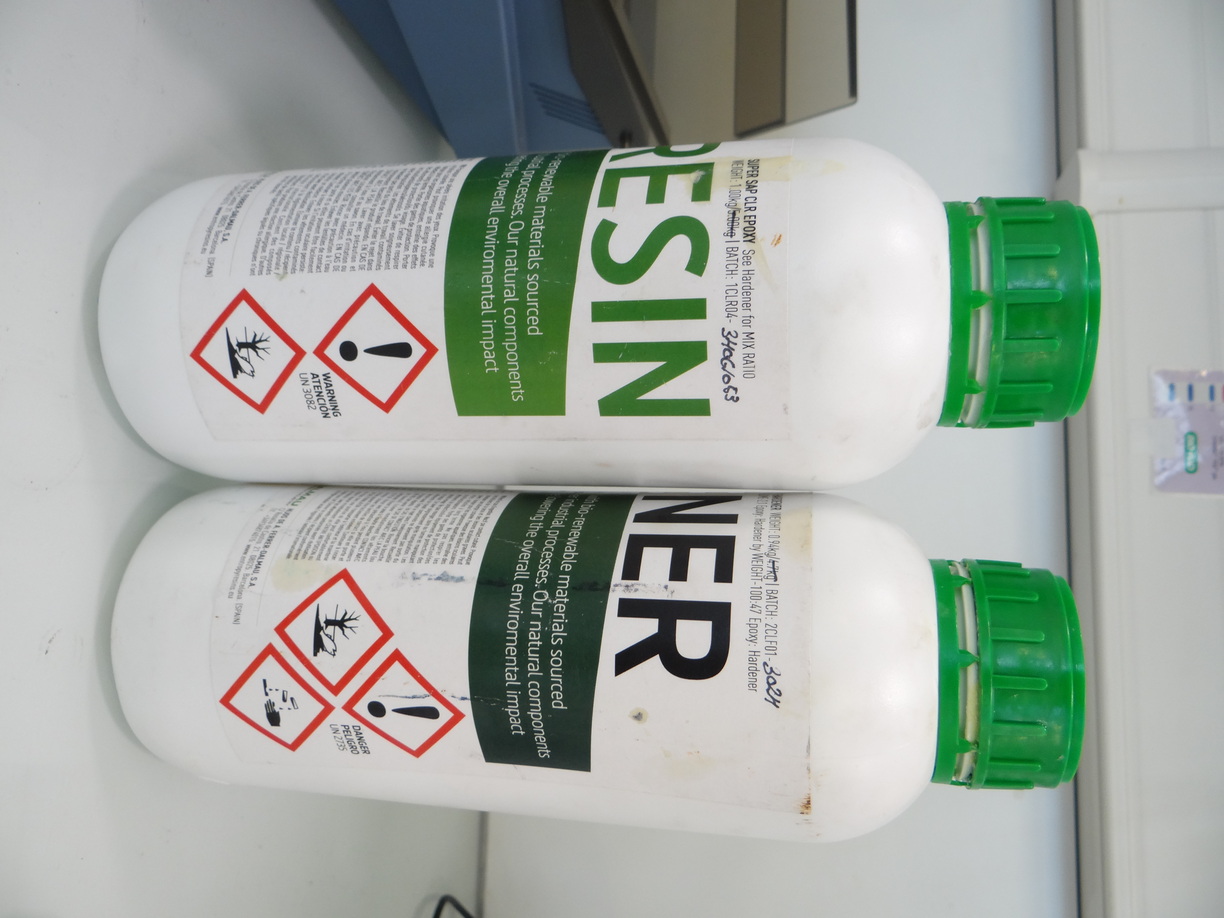
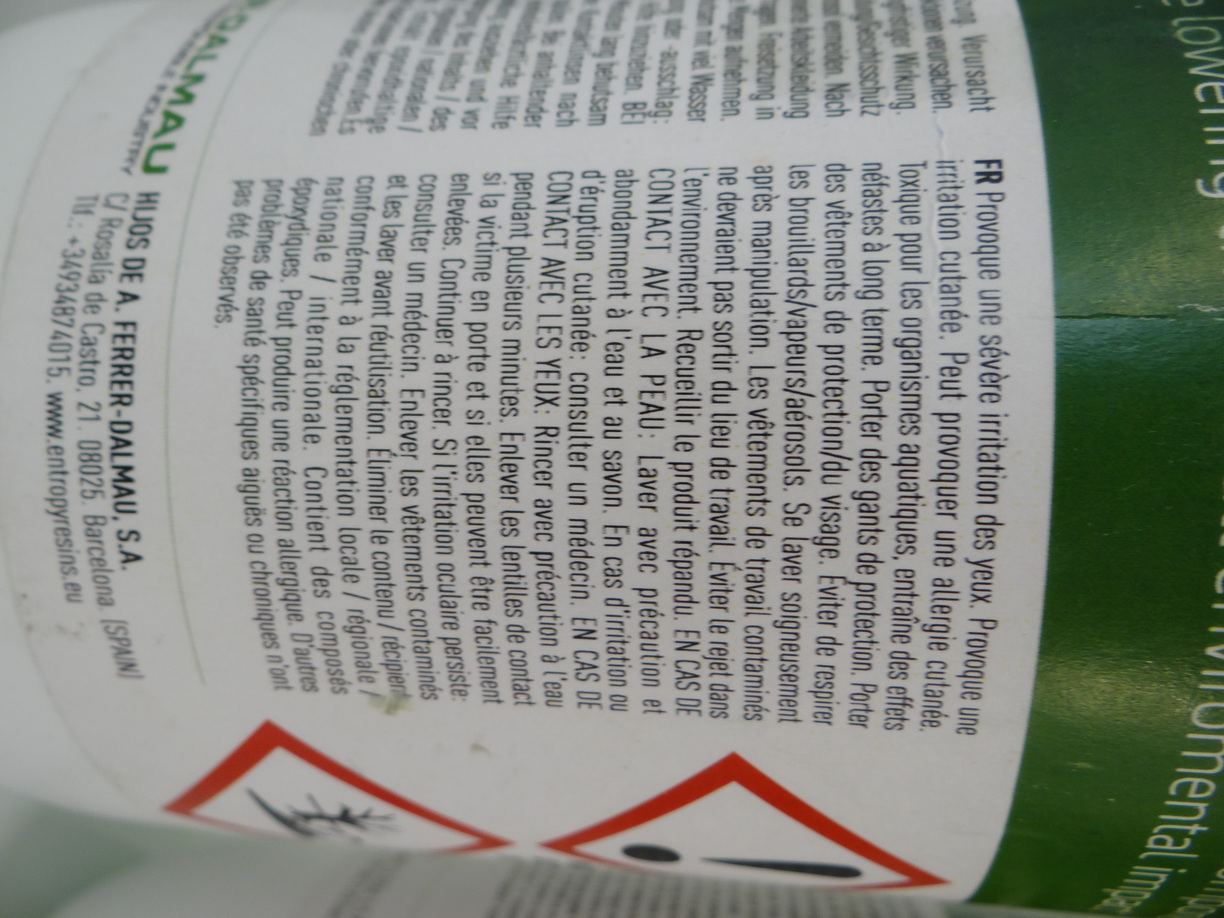
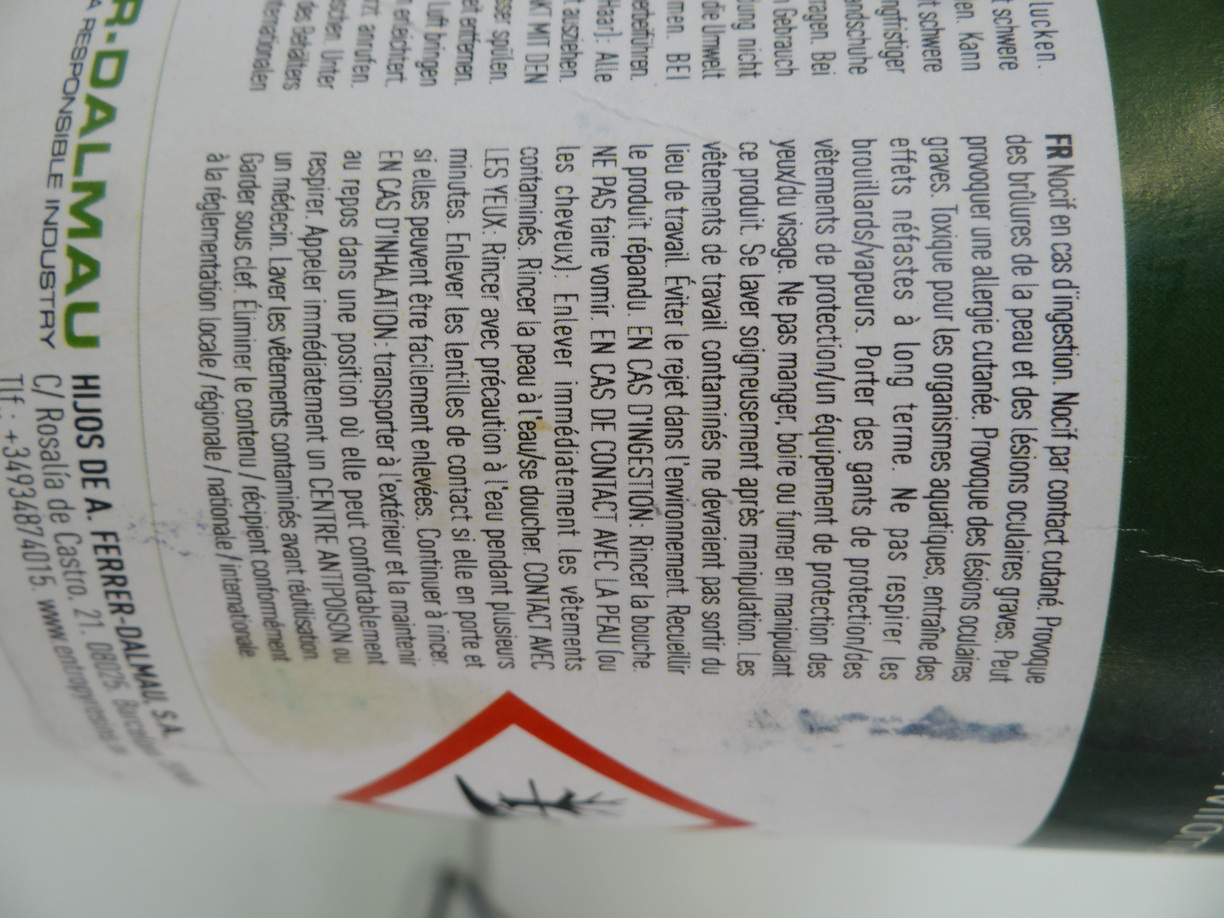
Epoxy resin
Epoxy resin is also sold in two parts (epoxy resin part A and hardener part B) that need to be mixed to create casted objects.
Both parts are labelled with a caution symbol and must be manipulated very carefully with appropriate equipments (disposable gloves, eye protection, etc.) and under a proper ventilation system, as the fumes are dangerous for the respiratory system. The part A is irritating for the skin and eyes, and the hardener is even more explicitly characterized as harmful.

Molds and casted models
We made the silicone molds using the 'sock-mold' technique described in my individual page - the general principle is to temporarly glue a PLA printed model and a PLA printed enclosure on a flat surface, screw the two parts of the enclosure together, then pour the silicone mix slowly around the printed model, let sit, then take off the enclosure, cut small slits on the top sides of the silicone mold, and take out the model. The silicone mold is now ready to be used, using rubber bands to secure that the slits are tightly closed back.
Silicone molds
The food safe silicone is the white one, the RTV 151 the greyish one.
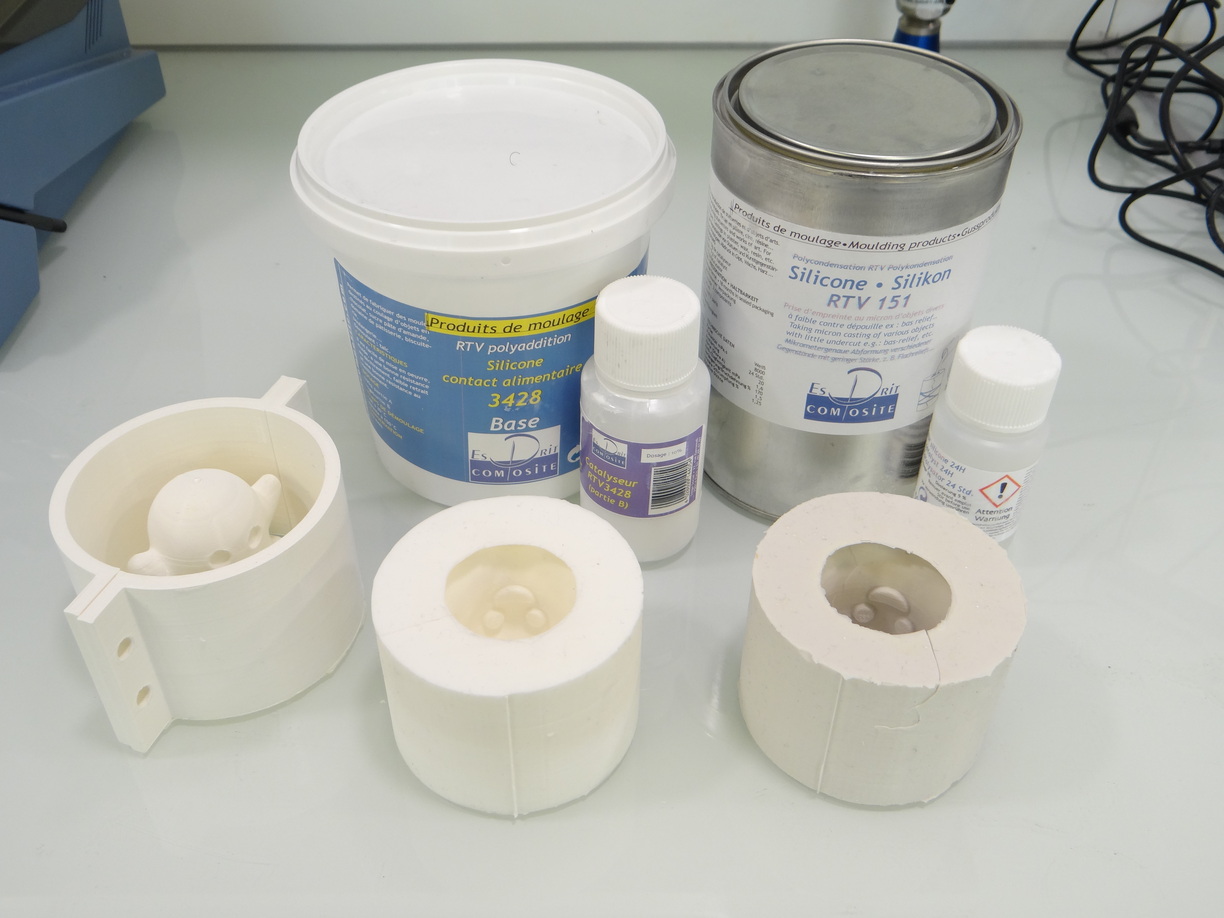
Both reproduce very well the PLA printed models details, including imperfections and layers of the fused deposit material technique.
Casted resin
The whiter ghost is the PLA printed one. The white yellowish one is casted with polyurethane resin, and the transparent one the epoxy resin casted one. Polyurethane resin cures a lot quicker than epoxy resin (about twenty minutes compared to several hours)




Details
The casted epoxy resin objects contains a lot of air bubbles. It's the biggest challenge when casting epoxy resin!
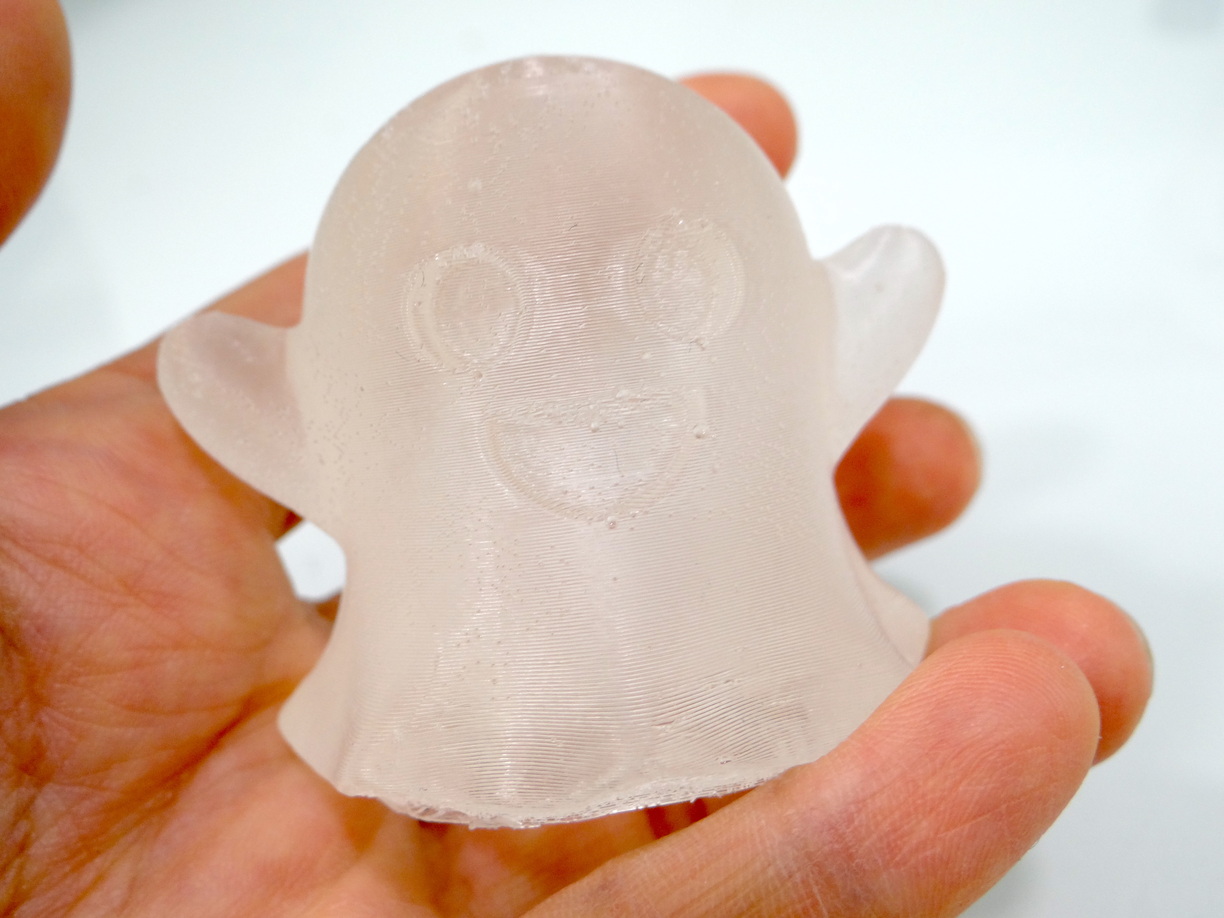



The casted polyurethane resin has a really smooth shiny surface on the flat part and reproduces all the model's details (especially the PLA print layers). This casted model only has a small imperfection - a yellow spot on the top of the ghost's head.


