Week 05 3D Scanning and Printing
Group assignment
- Test the design rules for your 3D printer(s)
Result
See our lab site.
Thoughts and feelings
- To me 3D printer was kind of a magical tool which could create anything.
- Now I have actual knowledge that;
- I can design any shape or complicated structure with 3D CAD, but for 3D printing I need to think about the limit of printer work.
- The limit caused by gravity. Then I do the test like bridging or overhang etc. to know the limit.
- If the material changes, the effect changes. So ideally I do the test by material.
- If I use supports in printing, gravity effect cab be ignored, but I need to remove the supports which might cause damage on the surface.
Individual assignment
- Design and 3D print an object (small, few cm3, limited by printer time) that could not be made subtractively
- 3D scan an object (and optionally print it)
1 Design and 3D print an object
Result
-
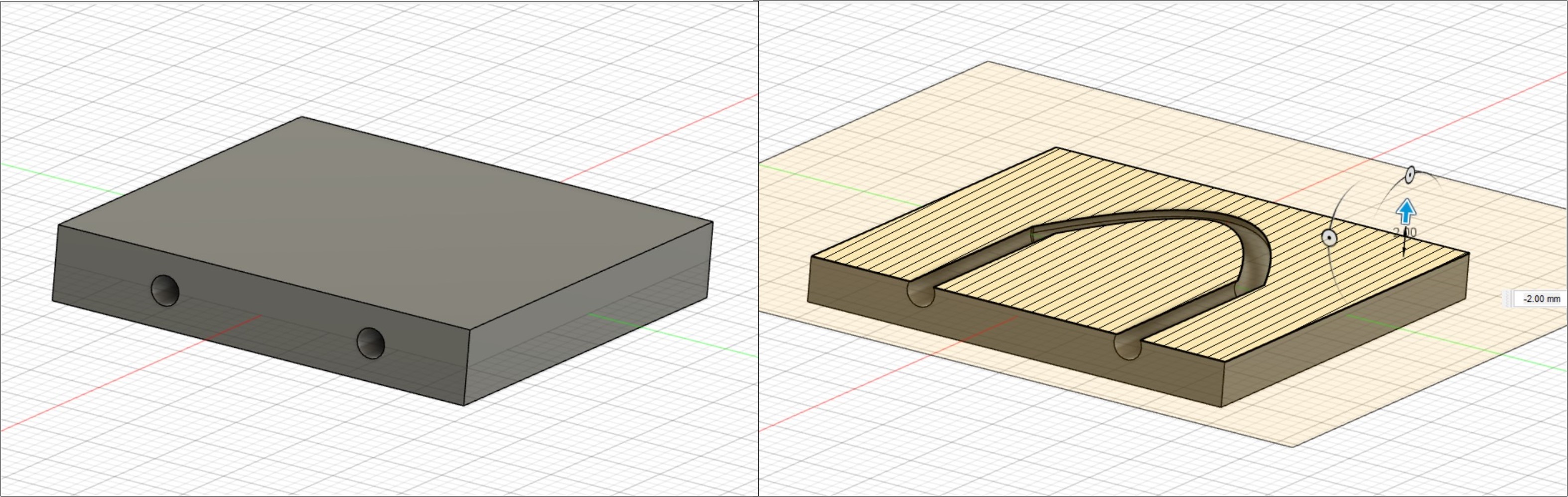
I designed below that could not be made subtractively because the hole makes 180 degree turn inside.
-
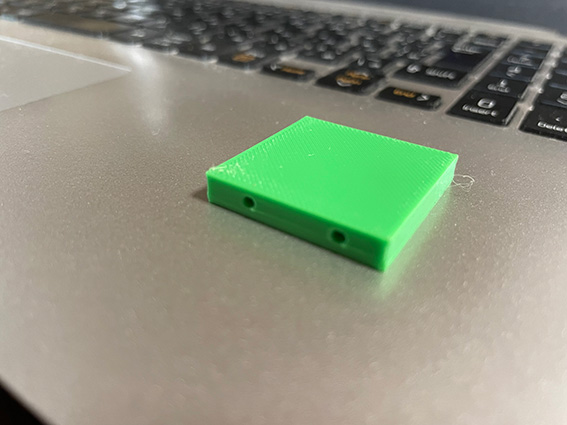
3D printed as bellow.
Process to the result
3D design
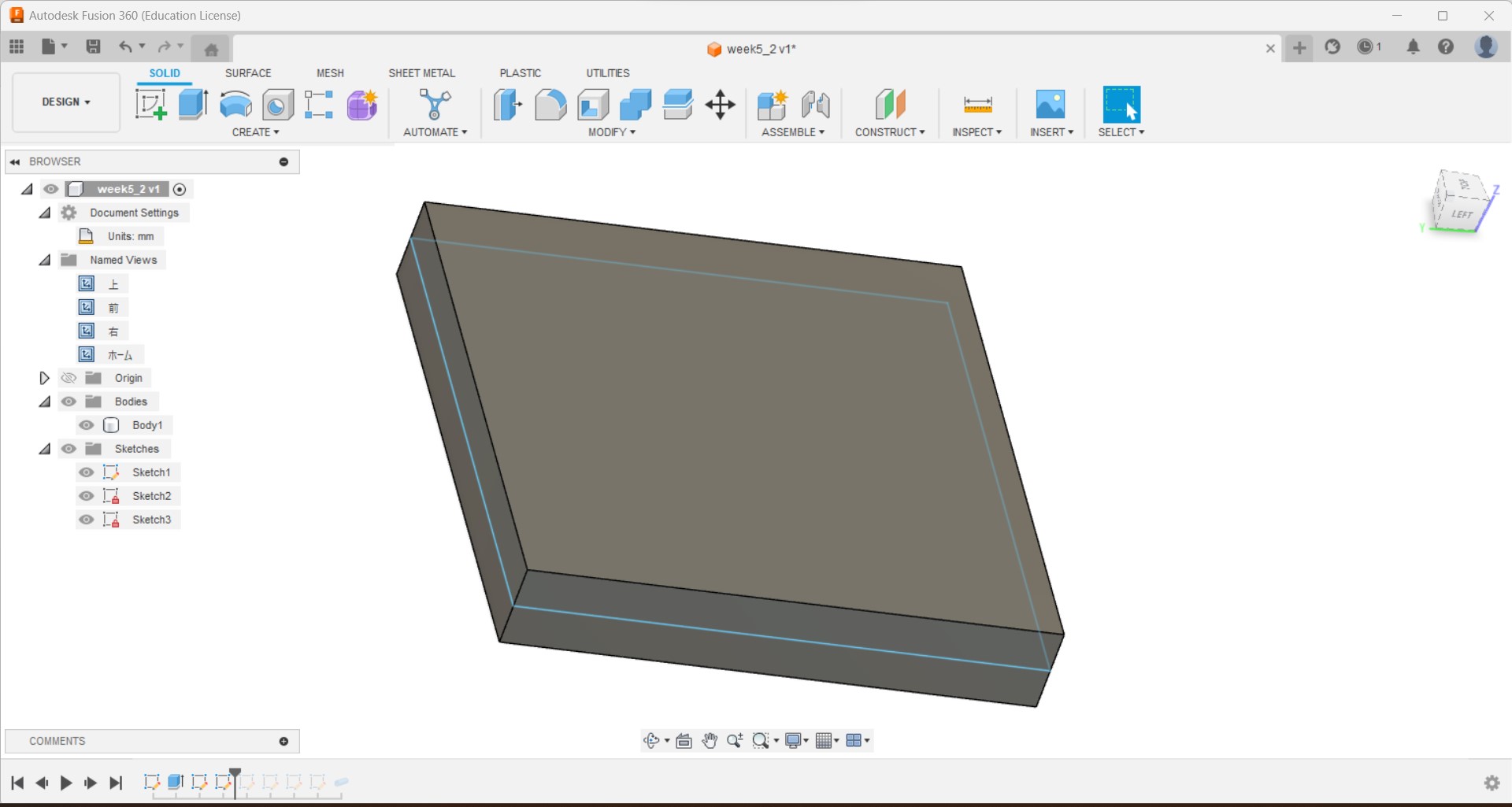
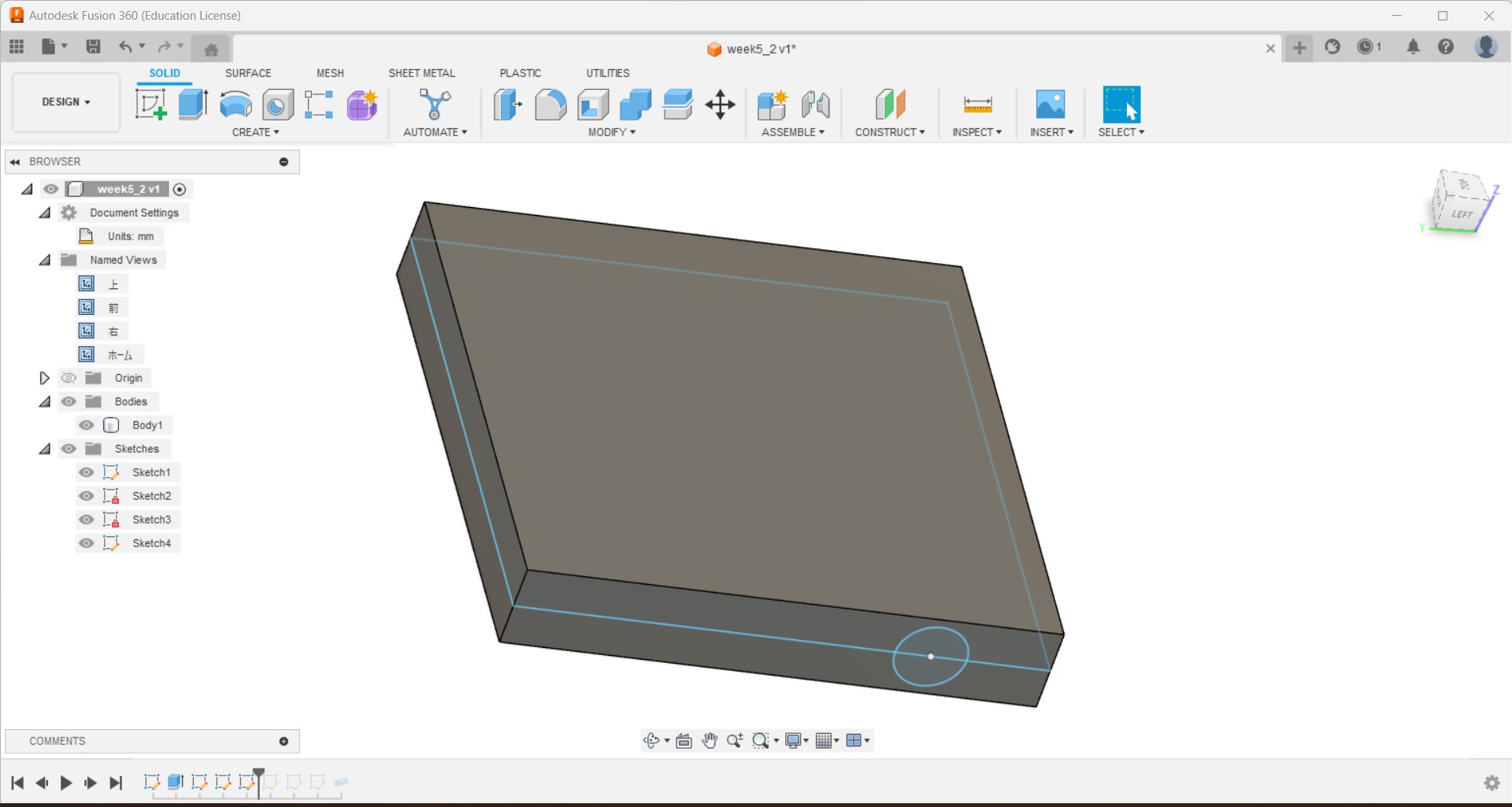
- I designed with Fusion 360 by below steps.(original data Fusion360 / original data .stl)
- Extrude a rectangular solid
- Draw a circle on a side surface
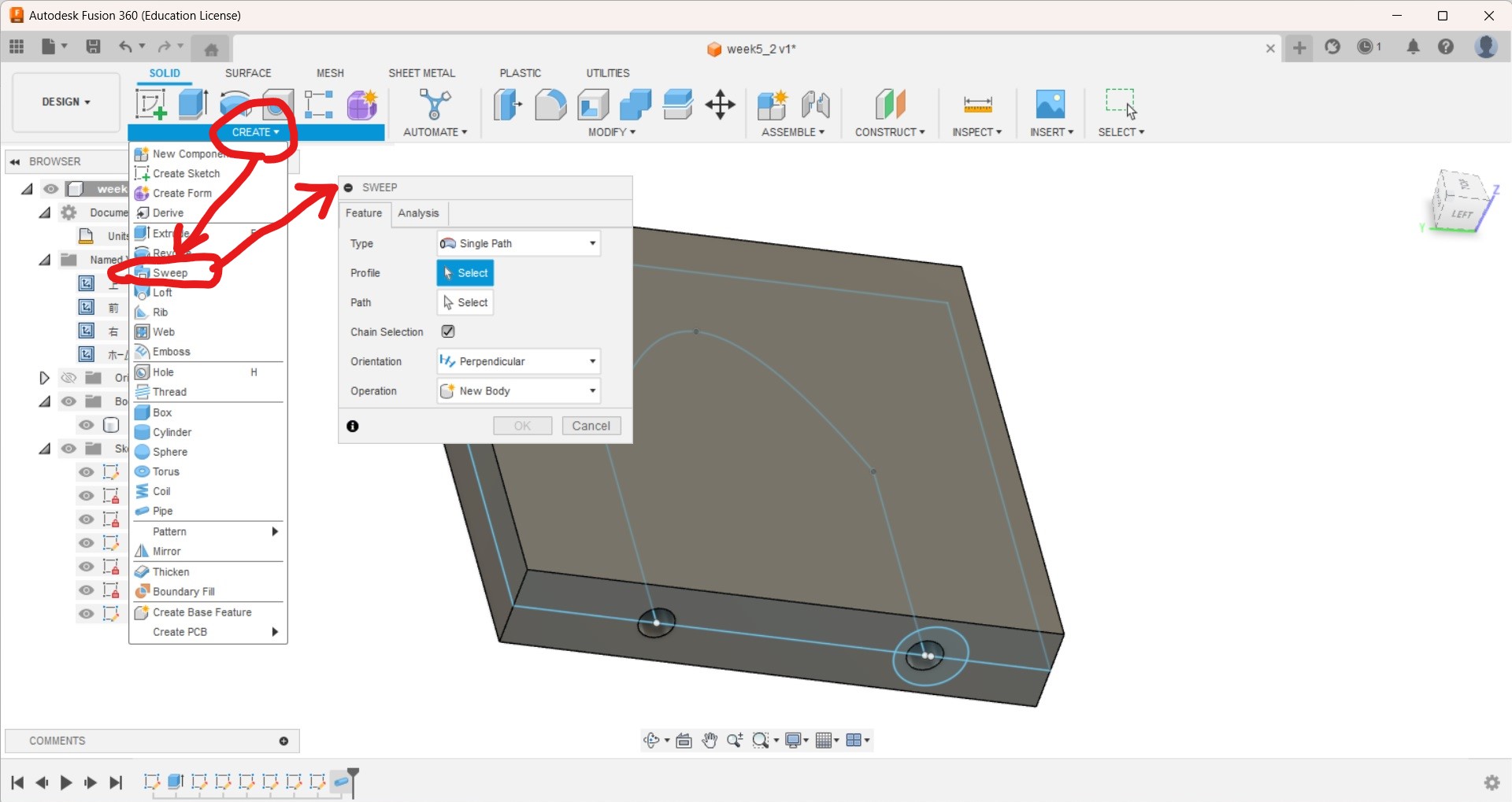
- Draw a path for Sweep tool
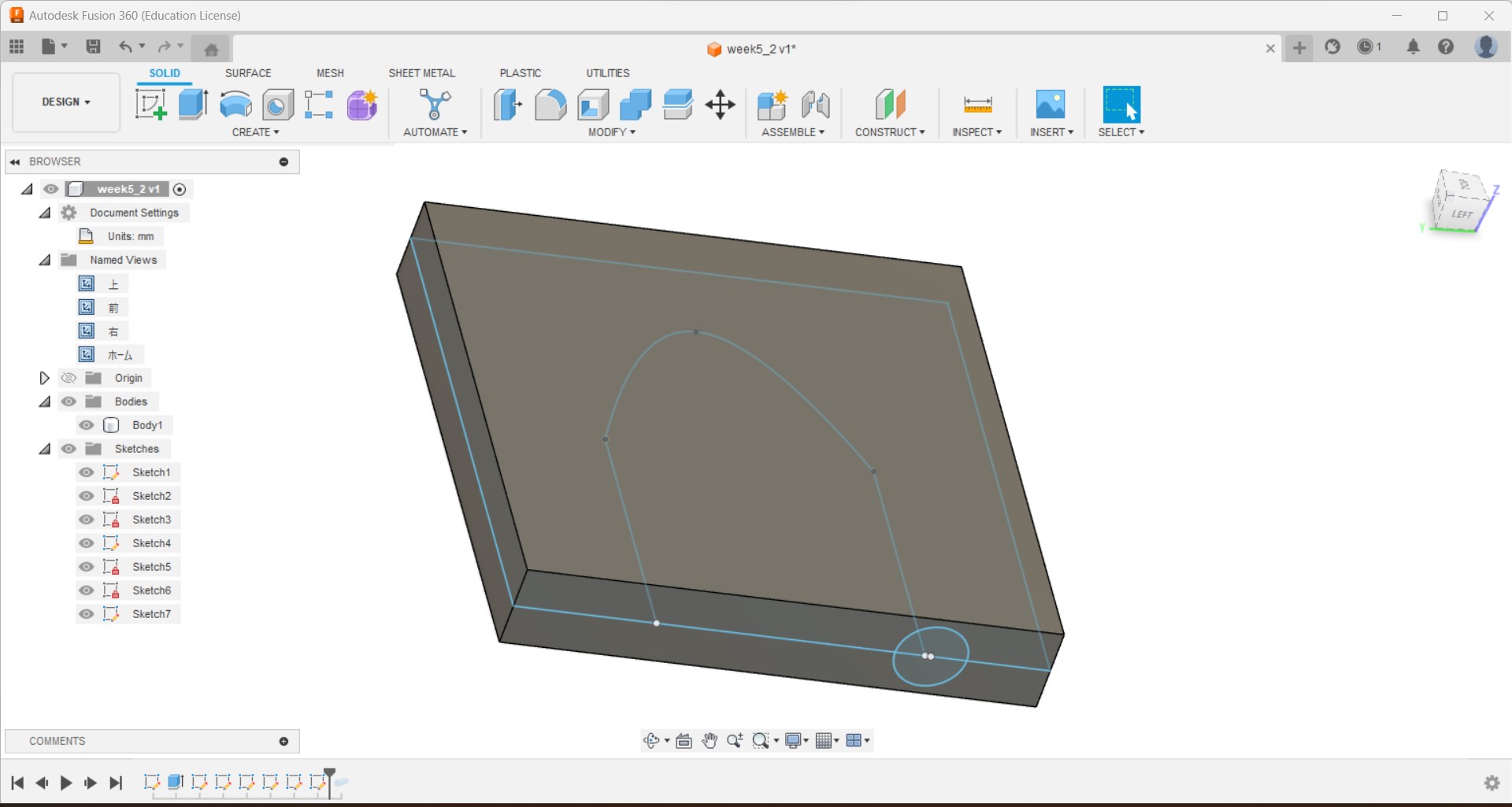
- Use Sweep tool for making a hole along the path
- Extrude a rectangular solid
- This time I considered group work result. The model I created has 2mm bridge which is no problem to print.
- I desinged it stable for not using support.
3D printer : BLV MGN Cube
- For this week assignment, I used BLV MGN Cube
- This is an open source FDM 3D printer, and user need to build up the kit.
- It means the user must have somewhat capability in fabrication, and calibration of the machine.
Actual operation of the 3D printing
- Set up software
- We use "Super slicer" for creating G-code.
- Download the files from SuperSlicer page in GitHub.
- Download site is hidden as the link from "git release page"
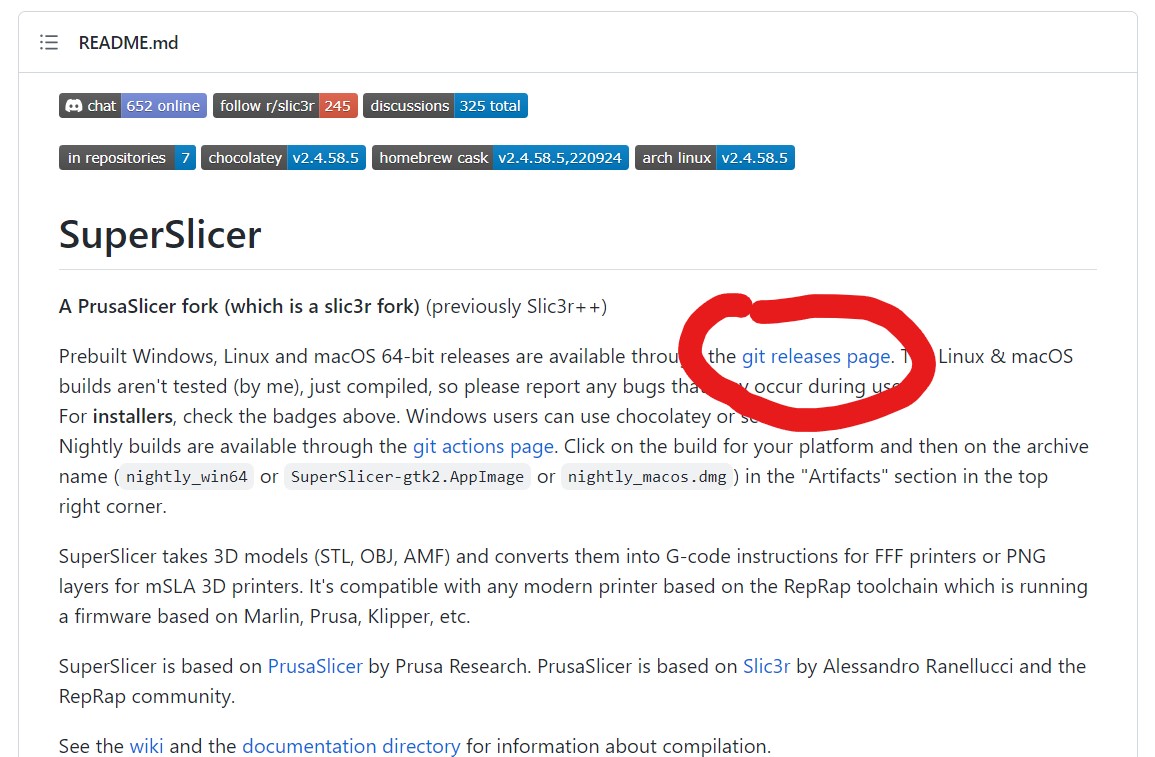
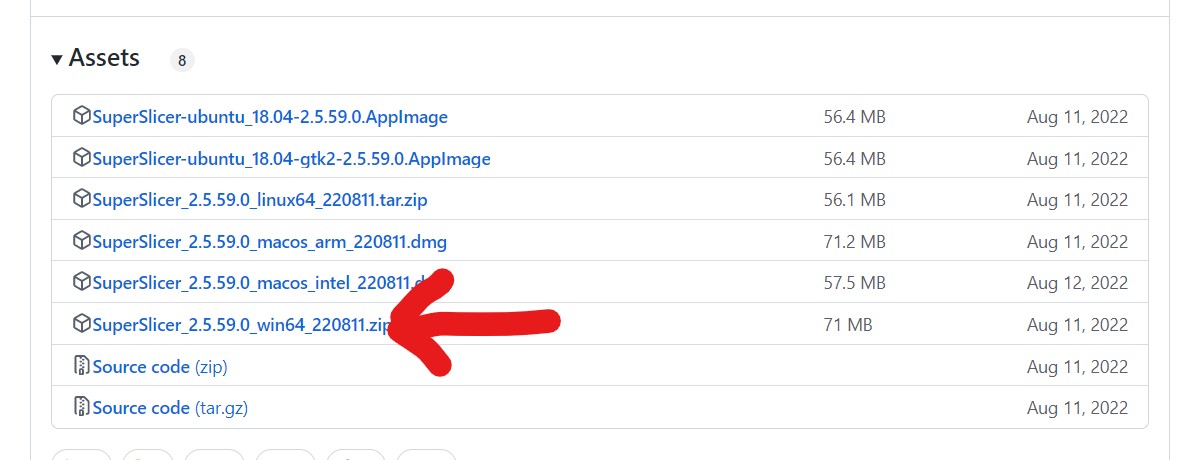
- Then scroll down to "Arachne edition" as more stable one then the latest. You click "Assets" then choose windows or mac or Linux.

- Download site is hidden as the link from "git release page"
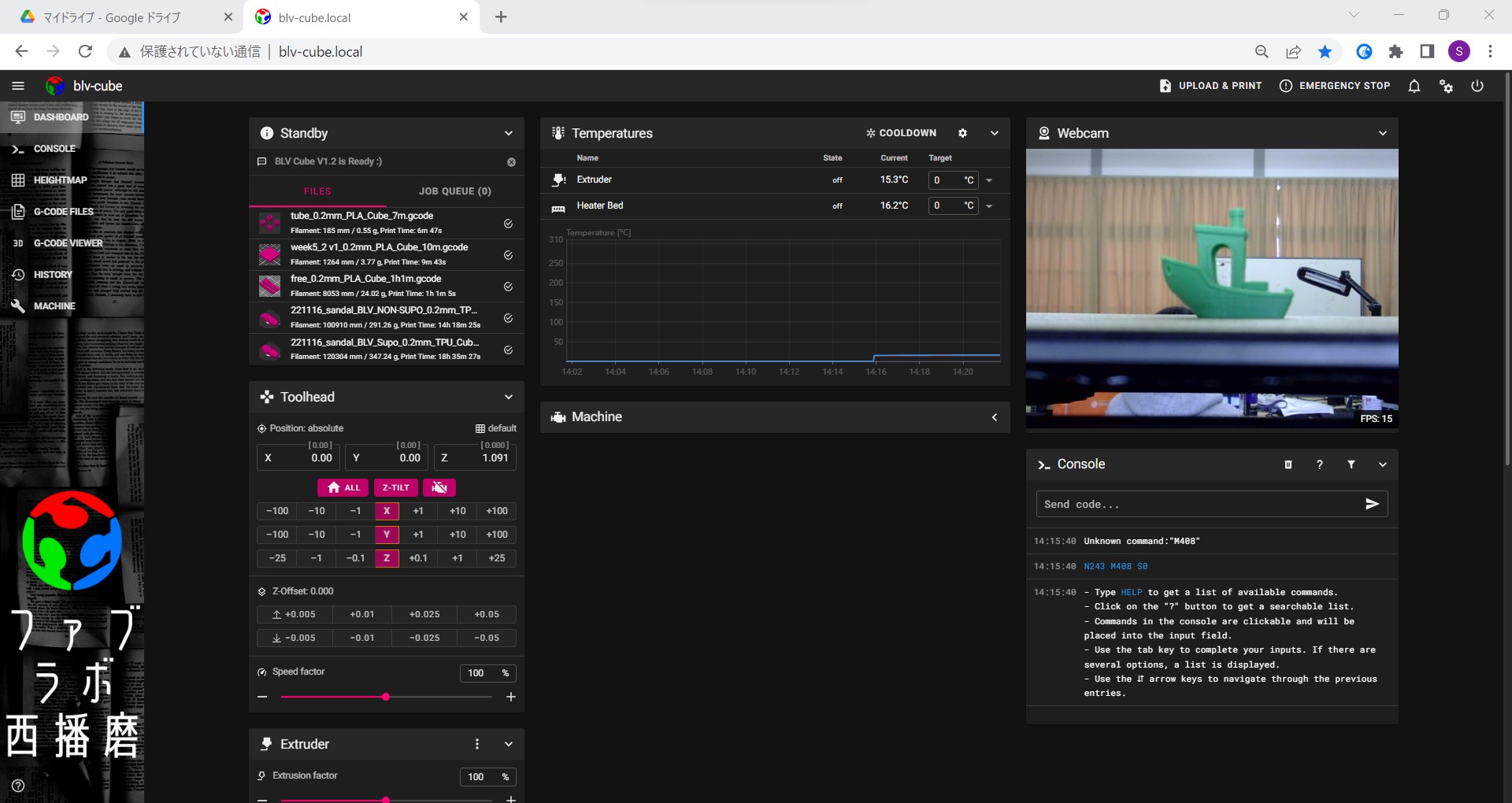
- Next check the interface on browser in your PC. This printer is accessible and controllable via browser interface utilizing Mainsail.
- Preparation of the printer
- Leveling is done automatically.
- Heat the nozzle appropriate temperature by material (This case 200 degree for PLA)
- Once the nozzle heated, put the filament into the nozzle.
- Test push out 50 mm via Mainsail then the melted filament comes out from the nozzle.
- Preparation of the data
- Prepare 3D data in stl file.(original data)
- Then drag it and drop to SuperSlicer.
- Set parameters as follows.
- Nozzle diameter

- Temperature

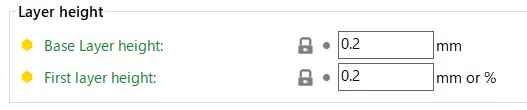
- Layer height
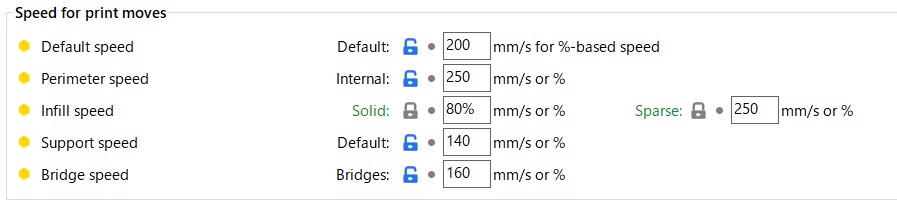
- Speed
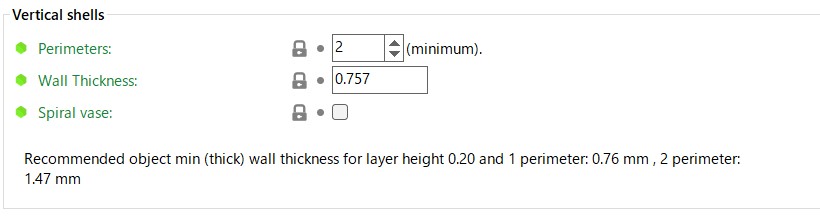
- Vertical shells
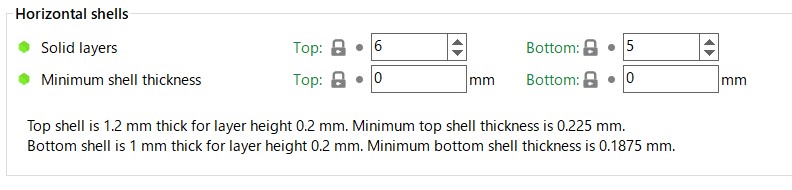
- Horizontal shells
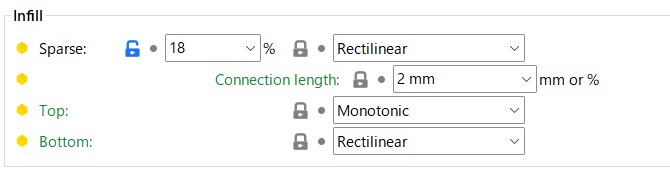
- infill
- Nozzle diameter
- Printing
- Once confirm the setting on SuperSlicer, export G-code file.
- Import the G-code file through Mainsail, then you can order start printing.
- The gap between the stage and the nozzle might be incorrect, so you need to watch the first layer started. If necessary you can adjust the z axial clearance through Mainsail.
- After completing the print, wait until the stage temperature went down around 40 degree.
2 3D scan and printing
Though our lab does not have a 3D scanner, we borrow a nice 3D scanner from neighboring factory.
Result
- Scanned dried persimmon, Japanese traditional dry fruit(details in foot note at the end of this document).
- Scanned from 4 angles
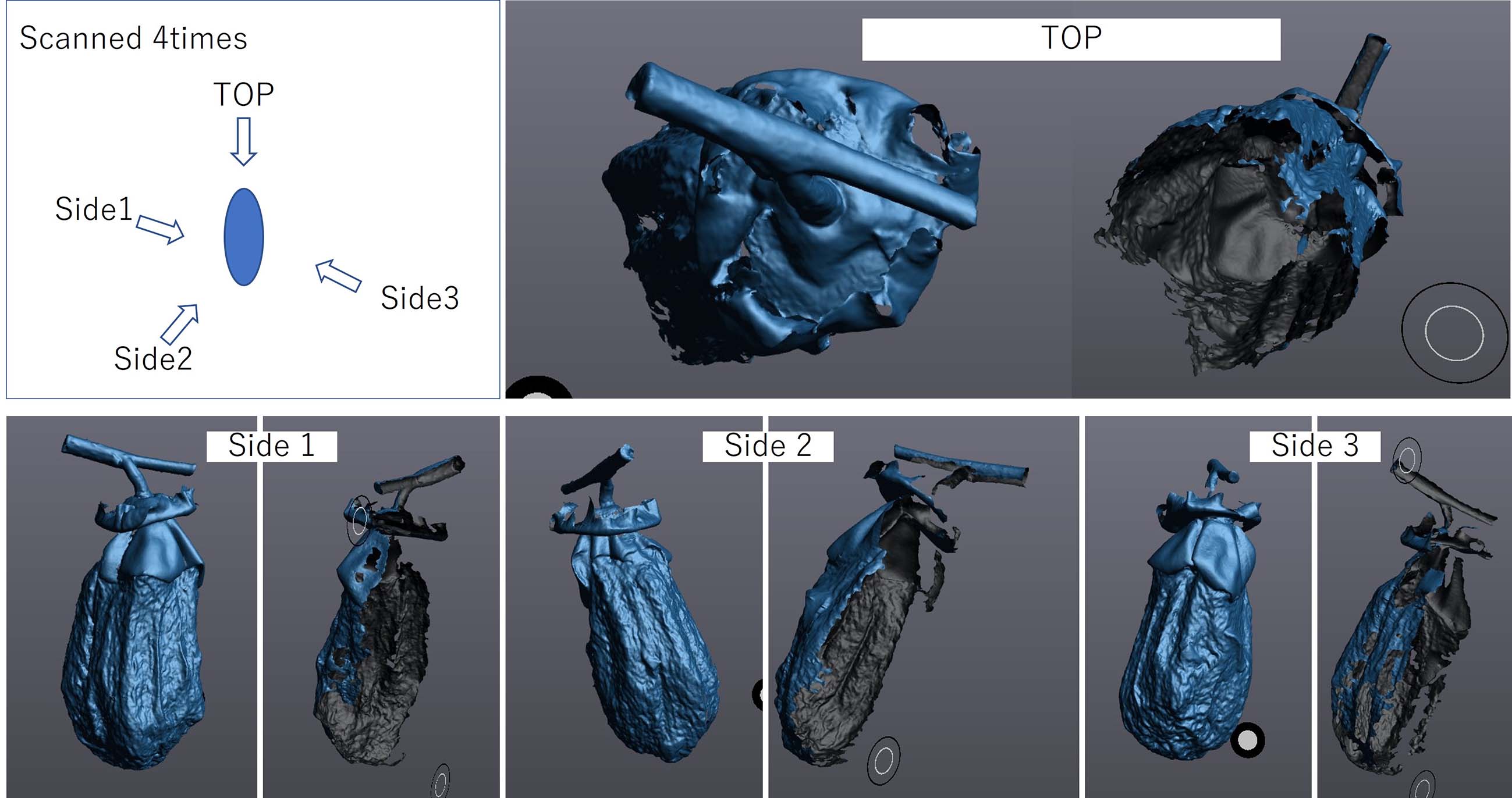
- Then combined the data
- Complete 3D model
- 3D Printed it with From 3 by Formlabs(stereolithography)

Process to the result
3D scanner : CREAFORM Handyscan700
- The model is already dropped from the suppliers website. But still work nicely.

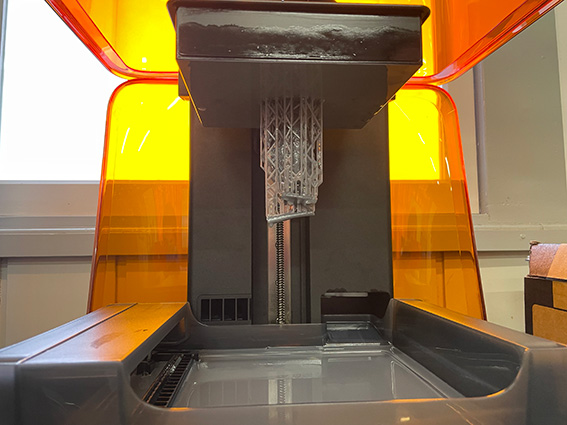
3D printer : Formlabs Form 3
- Form3 is a stereolithography 3D printer.
- Due to the complex and precise printing, many functions are automated, and requires extra care(rinsing, post-curing) after printing.
Actual operation
-
Calibration of the scanner
- This scanner needs to be connected to a PC with interface software VXelements installed.

-
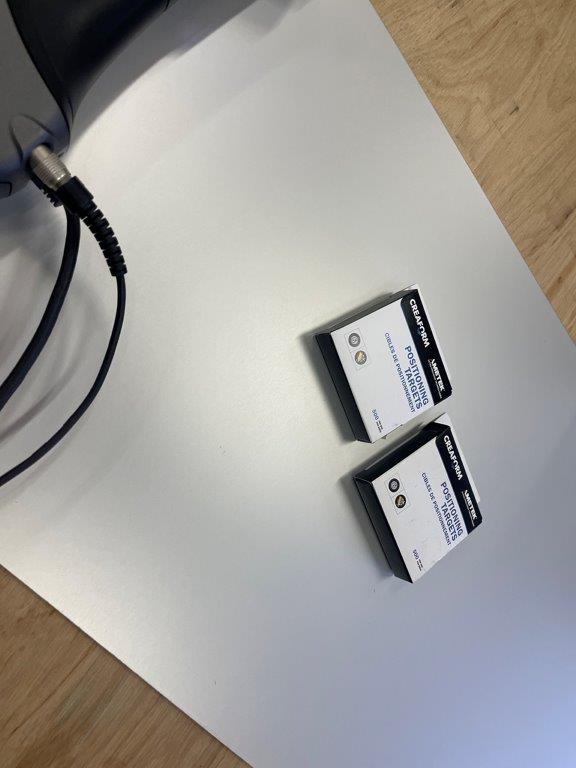
Prepare "positioning targets" around working area, "positioning targets" are circle stickers for helping the scanner find target location. I learned detail from this site.

- The software has calibration mode, then I operate the scanner required operation to calibrate, <font color="red"then instruction shows up PC monitor, just follow it.
- The software has calibration mode, then I operate the scanner required operation to calibrate, <font color="red"then instruction shows up PC monitor, just follow it.
- This scanner needs to be connected to a PC with interface software VXelements installed.
-
Scanning
- It is not necessary to scan 360 degree at one time, I can re-put the object stable and scan it from several angles.
Target ready
Scanned and opened with VXelements
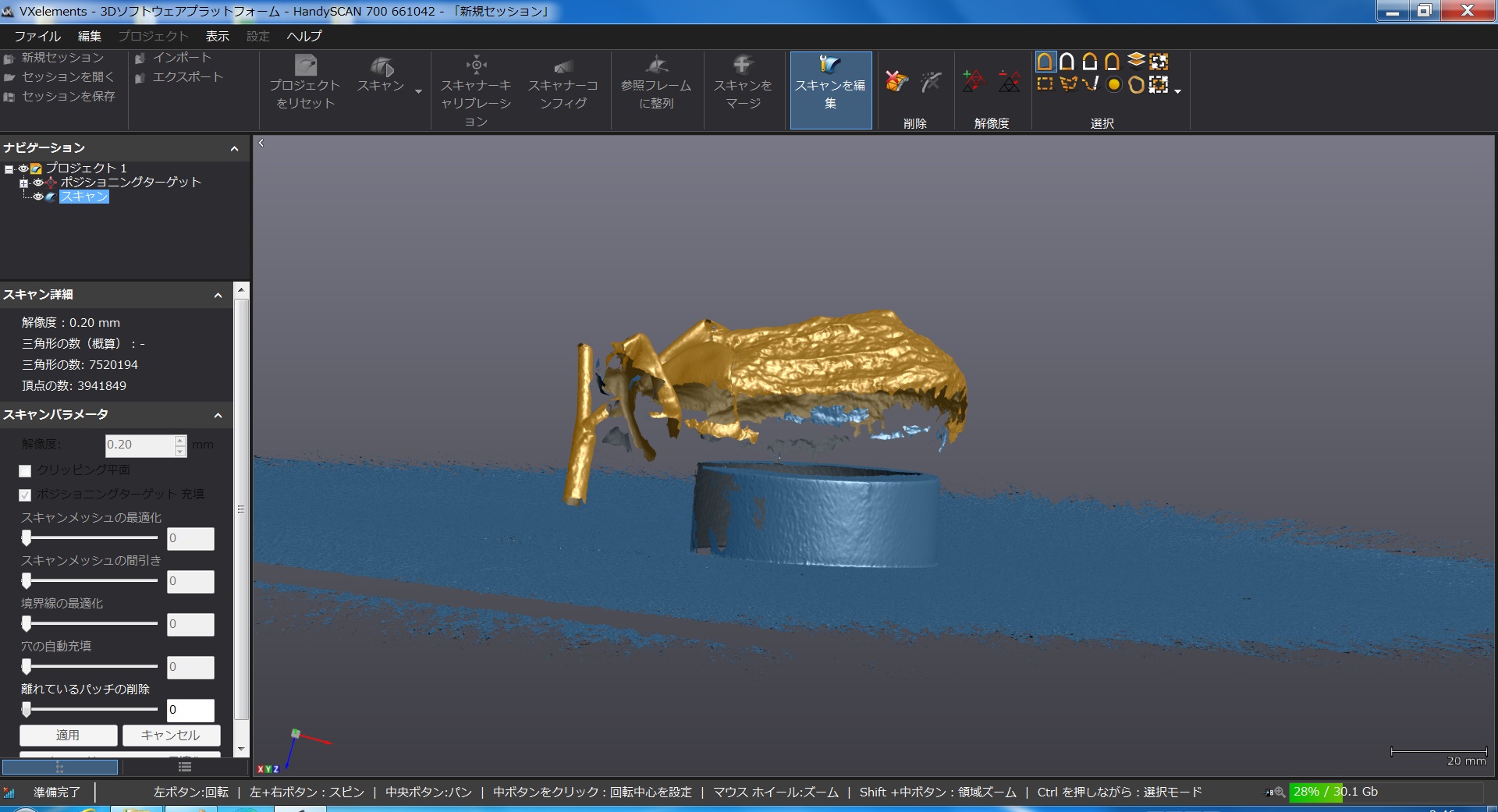
Removed unnecessary object

Back side nothing, it is still a part of scan. Therefore in the end the scanned images must cover 360 degrees.
This time I took 4 images from different angles. They look like thin shells before combining.
- It is not necessary to scan 360 degree at one time, I can re-put the object stable and scan it from several angles.
-
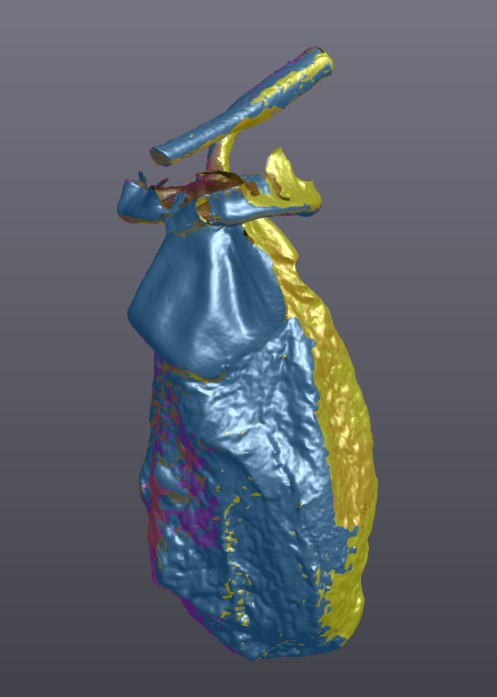
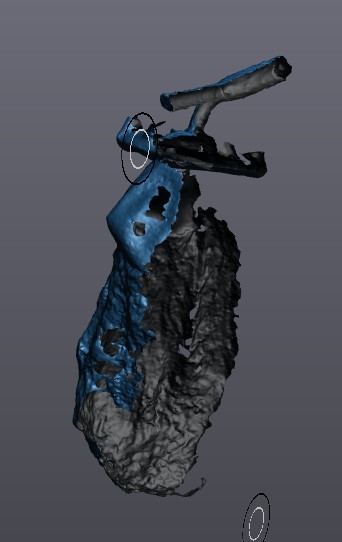
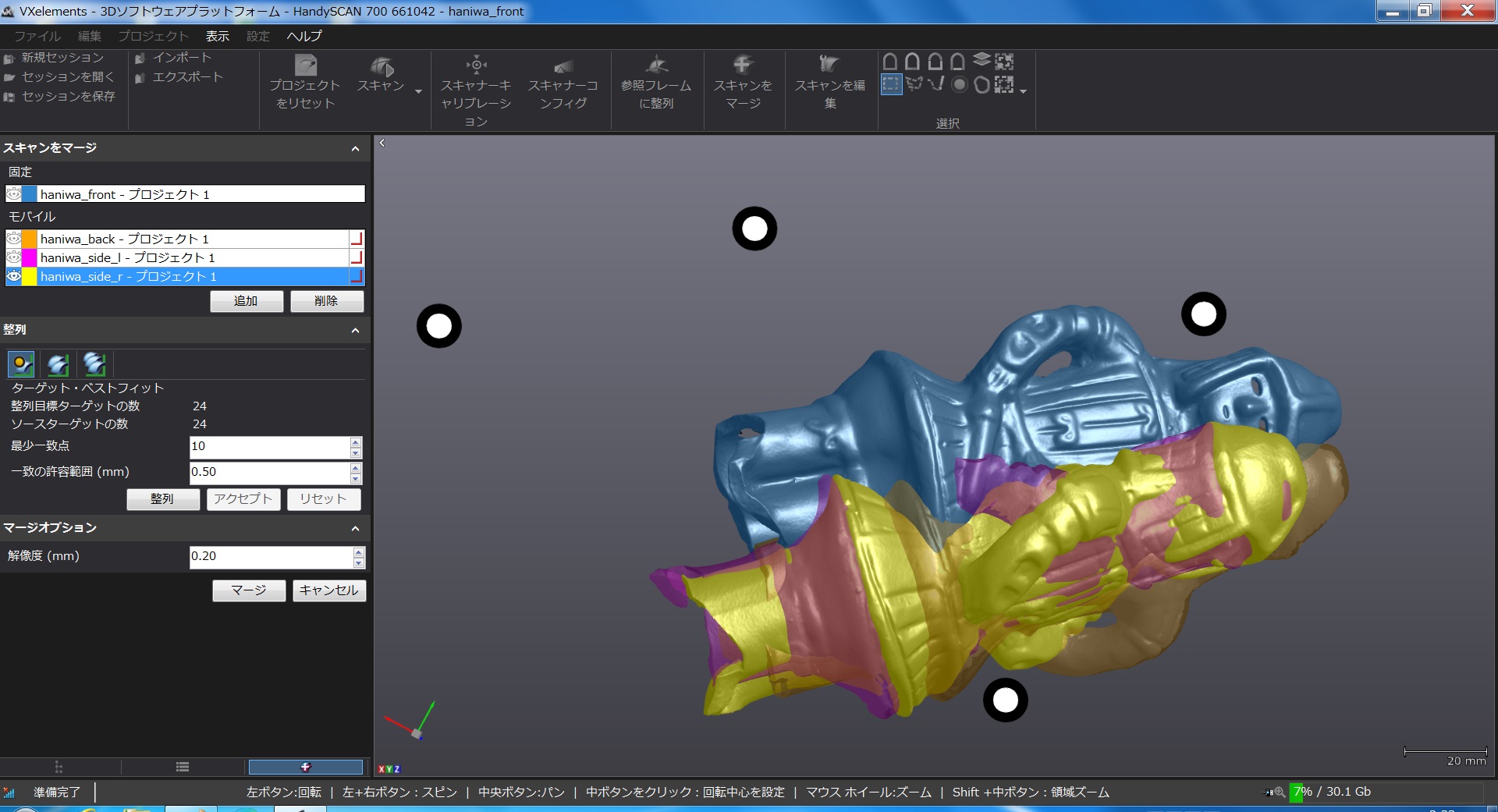
Scan data combining
- In VXelements, I can inport 2 scan datas and find out common points (like edge of something), then merge.(the screen shot is another example)
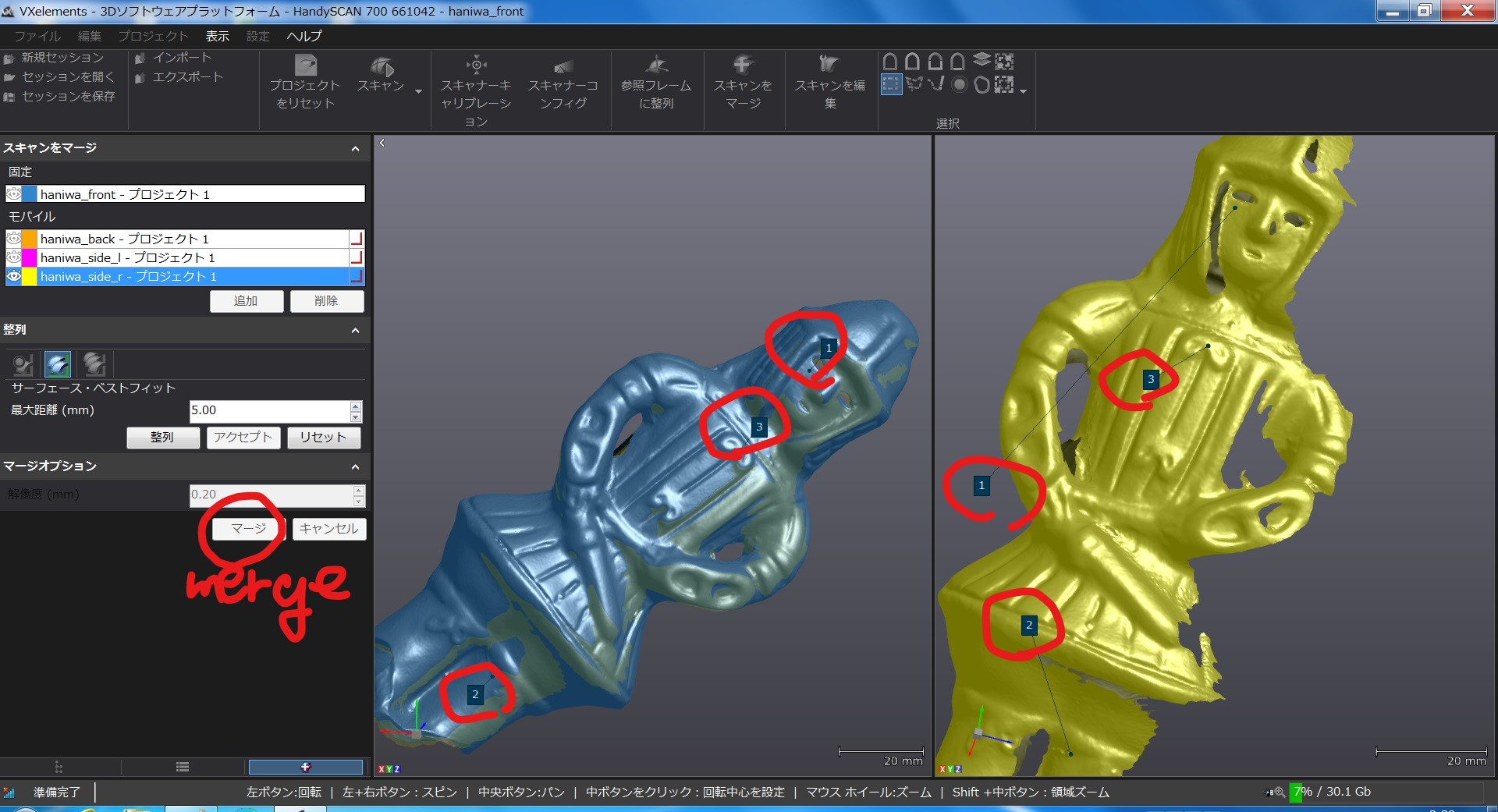
- Almost done
- Merge complete
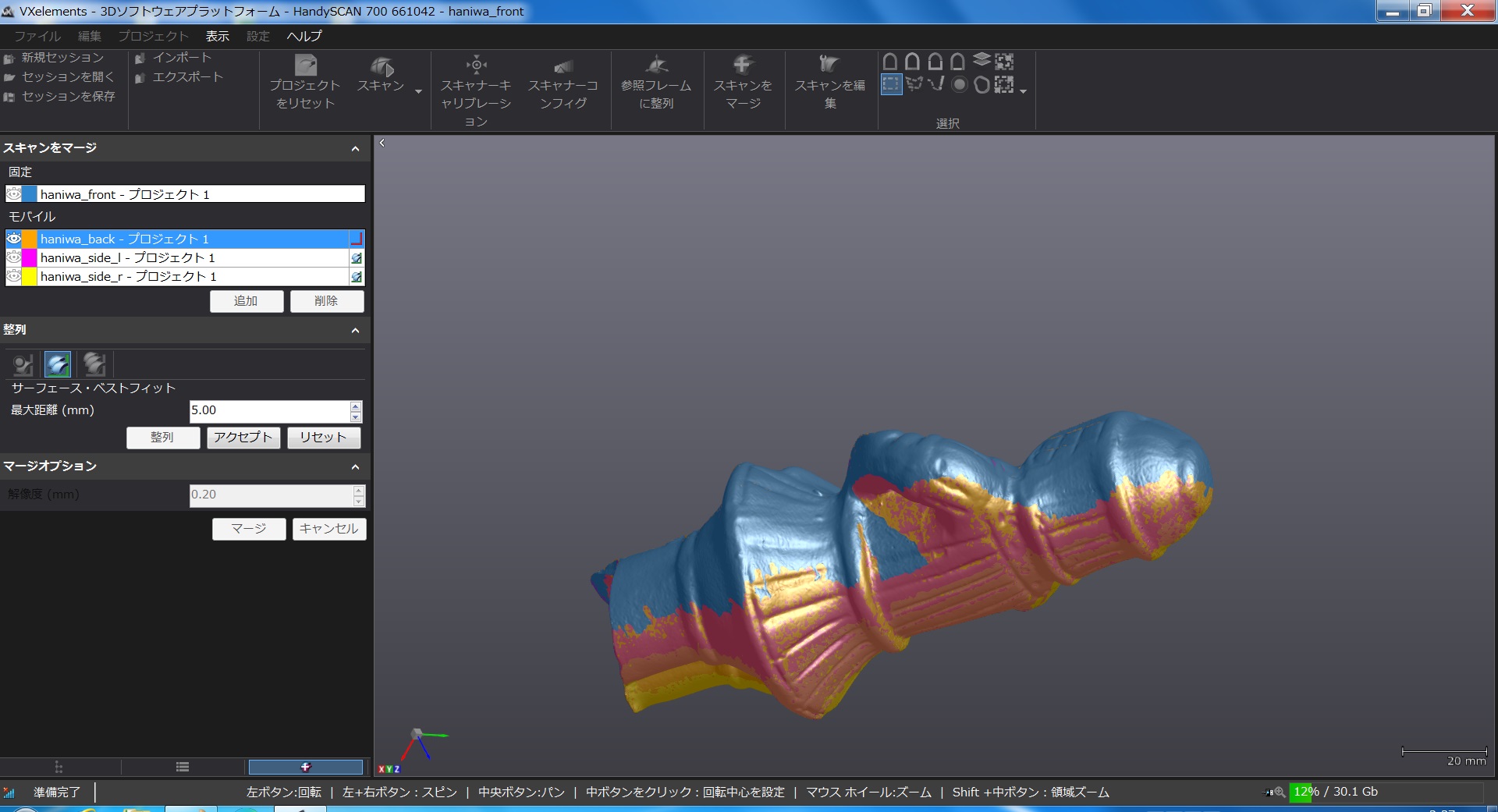
- Same way, I merged my hoshigaki scan data (original data .stl)
- In VXelements, I can inport 2 scan datas and find out common points (like edge of something), then merge.(the screen shot is another example)
-
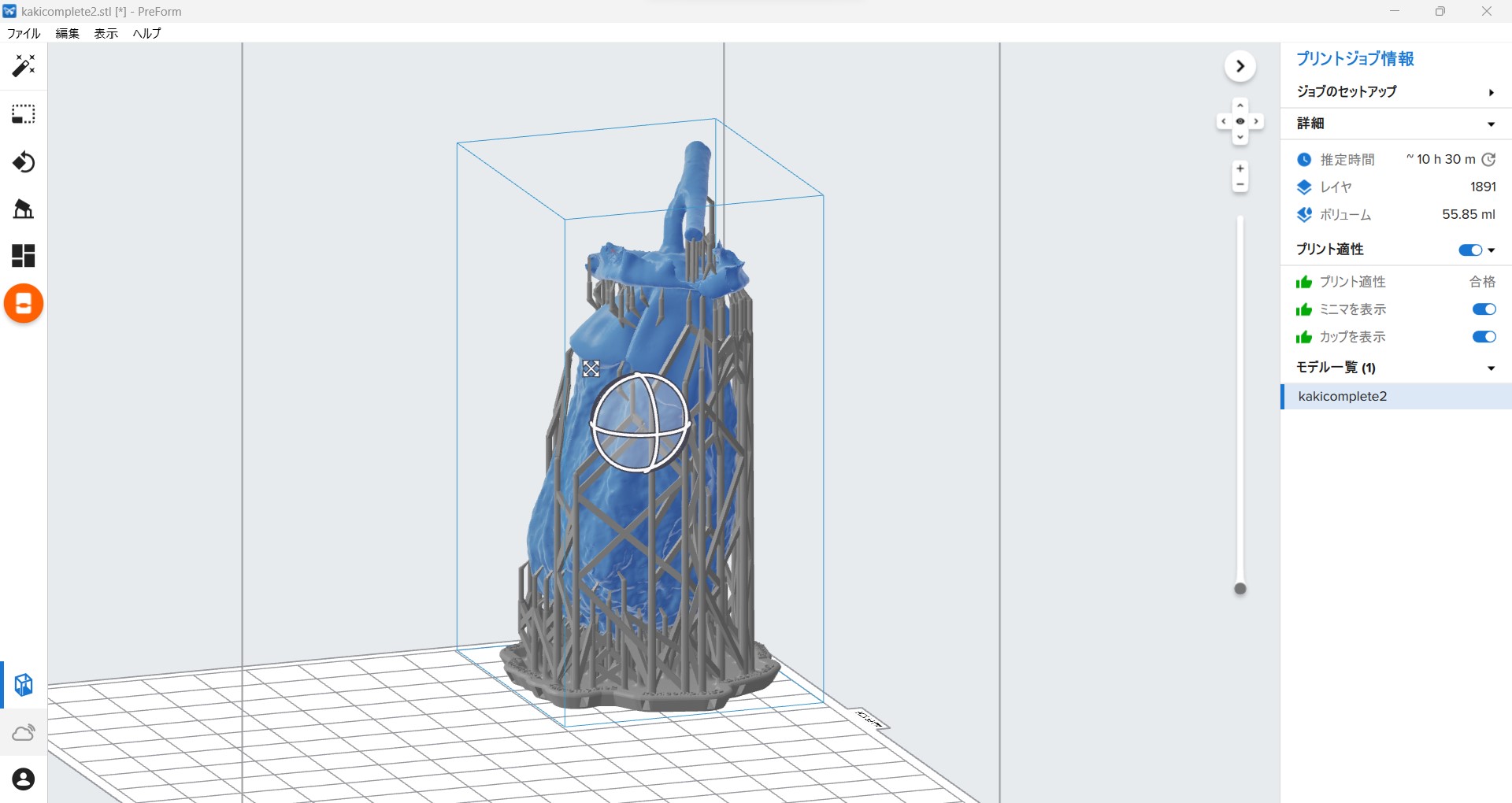
3D printing (stereolithography)
- Install Preform for controlling the printer.
- This printer is also accessible through Wi-Fi.
- Many calibration and settings are done automatically. For example an chip is set on each resin bottle so that the printer can read what is used and set parameters automatically.
-For this 3D printing process, I use resin and isopropyl alcohol. I must wear appropriate gloves and masks and glasses to protect harzardrous liquid.
-
Rinsing
- Once the printing is complete, remove the object from the build platform and rinse it in isopropyl alcohol to remove any uncured resin.

- Once the printing is complete, remove the object from the build platform and rinse it in isopropyl alcohol to remove any uncured resin.
-
Post cure
- Post-cure the object by exposing it to UV light to ensure the material's full curing.
- Post-cure the object by exposing it to UV light to ensure the material's full curing.
-
Remove supports
- After post-curing, I can remove the supports.


- After post-curing, I can remove the supports.
Thoughts and feelings
- It was lucky, I used very nice 3D scanner. The process of scanning was difficult but the result images are fabulous.
- Not only the scanner's quality but the printing was good as well. This time I tried stereolithography printing. Again, operation is get complicated for detailed output.
- At the same time, safety issue is important. I used isopropyl alcohol for rinsing. Handle with care of the liquid itself and waste liquid should be taken to appropriate process.
Foot note
-
I got explanation on Japanese dried persimmon from ChatGPT by following question.
my question) what is 干し柿?
the answer by Chat GPT)干し柿 (hoshigaki) is a traditional Japanese dried persimmon. The process of making hoshigaki involves peeling and hand massaging fresh persimmons to remove excess moisture and promote the development of natural sugars. The persimmons are then hung to dry in a well-ventilated area for several weeks until they become soft and chewy. The resulting hoshigaki has a sweet, caramel-like flavor and is often eaten as a snack or used in desserts. Hoshigaki is a popular autumn treat in Japan and can also be found in other parts of the world, including the United States.


-
The reason why I tried this is because these hanged fruits contribute scenic beauty. But animals come and eat sometimes. So I want to make fake one so that animals don't eat and keeps beautiful sight.
(end of document)