Tapered Stub End Mills are pretty Awesome!¶
Machinists Perspective on Micromachining¶
As a machinist I like to optimize my machine, tooling and process. Optimization allows for more efficient production and room to push limits while maintaining the quality required. In my online research of speeds and feeds I came across a micromachining supplier, Precise Bits, with a large amount of resources on line. I spent some time reading about many of the different end mill geometries that are optimized for electronics trace isolation.
I thought maybe a Tapered-stub End-mill would work well, but I wasn’t sure. So I called Precise Bits. Ron at Precise Bits answered the call, and was very helpful. Ron suggested that Tapered-stub End-mills would work well for making circuit boards for Fab Academy.
Ron also reminded me of checking spindle, tool holder and end mill for total indicated run-out (TIR). I had used TIR as a machinist, but not for micromachining. Ron taught me about how to do TIR in the context of micromachining. I purchased a Mitutoyo 513-406-10E indicator that Ron suggested. Having a understanding TIR of your spindle, tool holder, and tooling establishes a baseline for other variables in micromachining.
To learn more about and measure TIR for small micro end mills see my page on Total Indicated Run-out (TIR)
Tapered-stub End-mill Geometry¶
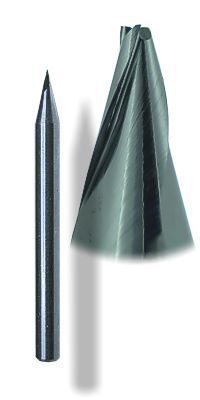
As you can see the geometry is a tapered from the nominal tip diameter up to the 3.175mm (1/8”) diameter tool shank. This makes for tiny mill that is much stronger and rigid and really helps prevent tool breakage. This is especially useful on cheaper milling machines that are not very rigid.
Establishing Feed Rate¶
Calculations for my PreciseBits EM3E8-0150-15V Tapered Stub End Mill were completed using under the Feeds / Speeds Tab at the link above.
For a 0.0150” (0.38mm) dia - multiply your peak spindle RPM by 0.00381 (dry) or 0.00492 (with ME Lube ) with 20 IPM z-axis plunge rate
Mods suggest 4 mm/s feed, which is 9.5 ips. I’m guessing that this is a recommended starting speed?
Feed Rate For 0.0150” (0.38mm) dia Tapered Stub End Mill¶
The calculated feed rate for my 0.0150” (0.38mm) dia Tapered Stub End Mill is:
Multiply your peak spindle RPM by 0.00381 (dry) or 0.00492 (with ME Lube) = 508 mm/min (8.5mm/s or 20 IPM) z-axis plunge rate.
Dry: 12000 * 0.00381 = 1170 mm/min or (19.5 mm/s or 46 IPM)
Lubed: 12000 * 0.00492 = 1540 mm/min (25.4 mm/s) (60 IPM)
I will try dry machining first:
X and Y Feedrate :1170 mm/min or (19.5 mm/s or 46 IPM)
Z Feedrate: 508 mm/min (8.5mm/s or 20 IPM)
Calculate how much faster than 4mm/s: 19.5/4 mm/s= 4.875 IPM
So a feed rate of 46 IPM (19.5 mm/s) is ~4.875 times the feed rate of 4mm/s I was using originally on mods. TIR checks and using the feed calculations to obtain the correct chip load for my 0.0150” (0.38mm) dia 3 flute Tapered Stub End Mill Part Number EM3E8-0150-15V really paid off. Circuit boards will be much faster to make on my x-carve 500x500 mill going forward. The x-carve costs around $1,900 with all the parts needed to get started. The PreciseBits EM3E8-0150-15V mill I used costs $16.15 and is very durable due to its 15deg taper geometry. I think this new setup will be better for beginners and will prevent bit breakage. It is also faster than our previous process.
Feed Rate For 0.0100” (0.25mm) dia Tapered Stub End Mill¶
The calculated feed rate for my 0.0100” (0.25mm) dia Tapered Stub End Mill is:
0.0100” (0.25mm) dia - multiply your peak spindle RPM by 0.00254 (dry) or 0.00328 (with ME Lube ) with 20 IPM z-axis plunge rate.
Dry: 12000 * 0.00254 = 30.48 IPM ( 12.90 mm/s) (774 mm/min)
Lubed: 12000 * 0.00328 = 39.36 IPM ( 16.66mm/s) (1000 mm/min)
I will try dry machining first:
X and Y Feedrate: 1170 mm/min or (19.5 mm/s or 46 IPM)
Z Feedrate: 508 mm/min (8.5mm/s or 20 IPM)
Machining at 1170 mm/min (19.5 mm/s, 46 IPM )¶

Conclusion¶
Can an X-Carve Mill Circuit Broads?¶
The x-carve is a much more affordable mill than the standard Fab Lab inventory Roland milling machines. Users willing to fiddle with properly tightening the maker slide rollers and doing TIR on a x-carve mill can save thousands of dollars, something that can go a long way when setting up a new fab lab. Roland mills run from $4,000 to $20,000 This being said the Modela mills are very rigid and durable and are appropriate for environments where you may not have staff that can take the time to tune and maintain a lower cost x-carve.