15. System Integration¶
← Back to Final Project: Vahan
Overview¶
This week brought together every element of the Vahan CO₂/CO gas monitoring device into a single finished product. The work covered enclosure design in FreeCAD using GrabCAD components, 3D printing, surface preparation with putty and sanding, priming, painting, and final assembly of all electronics.
System Integration Planning¶
Before any printing or assembly happened, the actual planning work was done in FreeCAD and KiCad — checking that the sensor, PCB, LEDs, and buzzer would all physically fit together and connect correctly, before committing to any physical part.
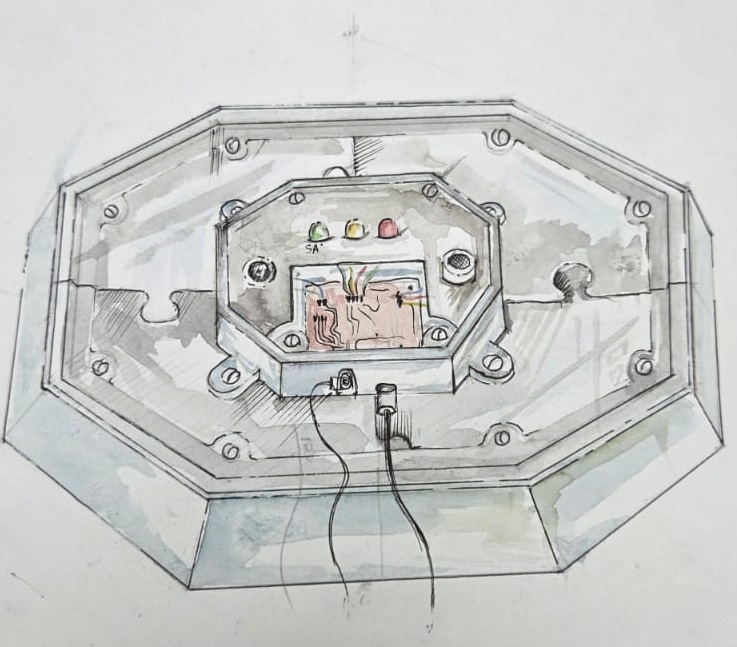
The process started with a hand sketch to work out the overall form, proportions, and internal layout before opening any software — the placement of the gas sensor, the PCB mounting points, and the alert outputs were all decided here first.
Beyond the initial form sketch, I also drew a more detailed internal-layout sketch, showing the PCB, the three status LEDs, the buzzer, and the wiring routed inside the octagonal enclosure — this is the actual planning document for how the internals would be arranged, not a record of the finished build:
On the electronics side, the KiCad schematic and PCB layout (below, under Electronics System) were the planning documents for how every component would connect — designed and routed before the board was ever milled.
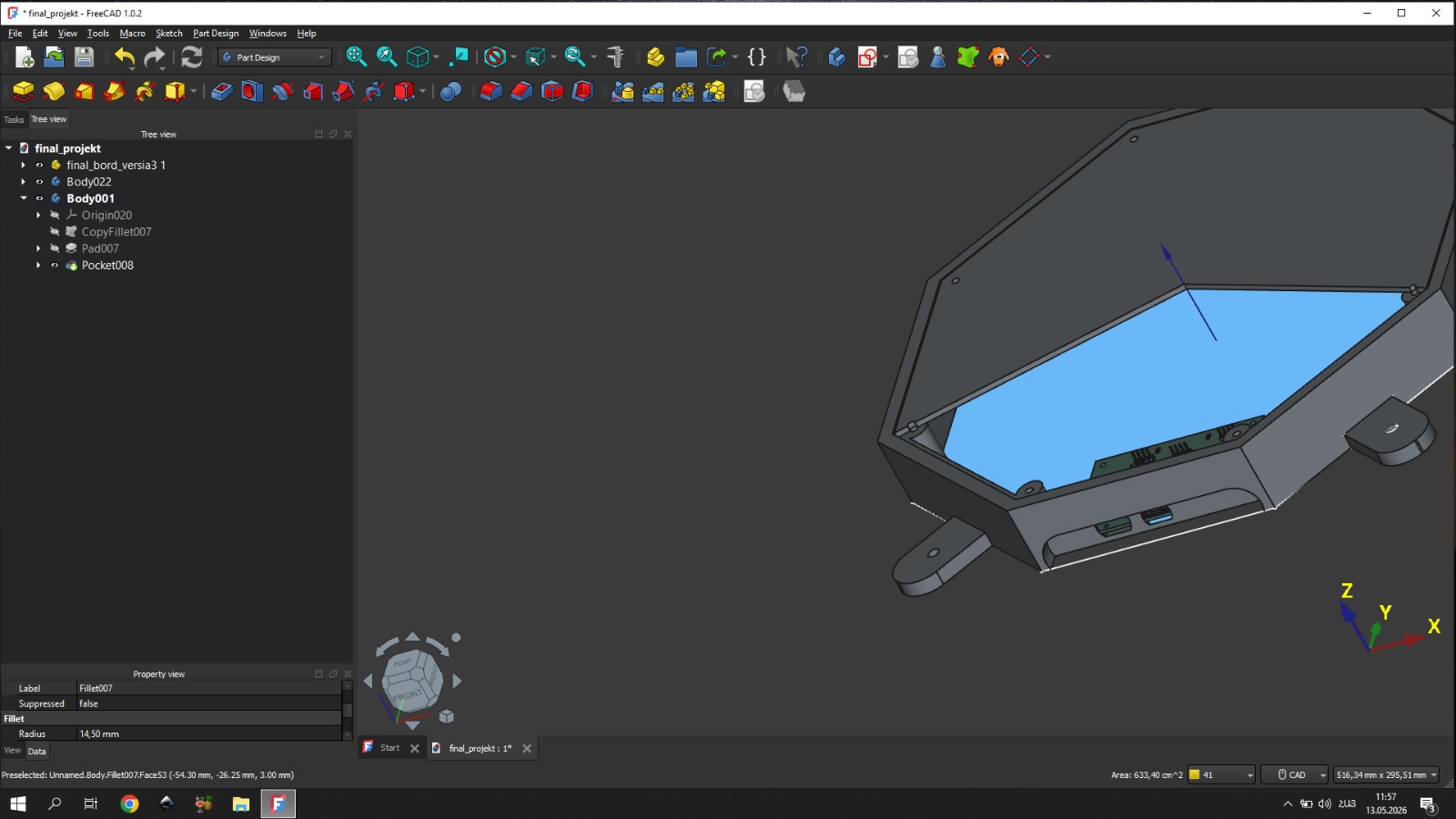
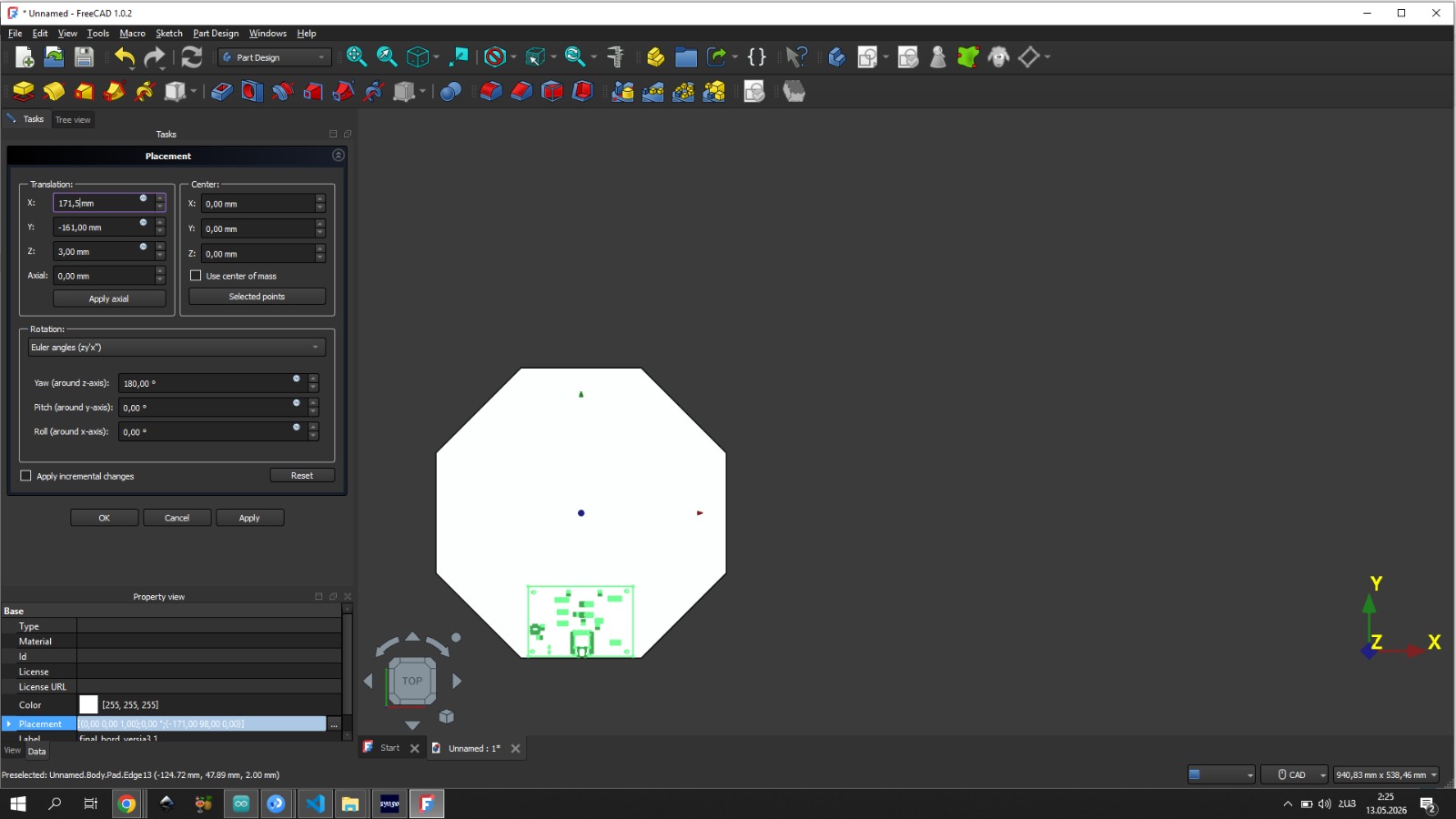
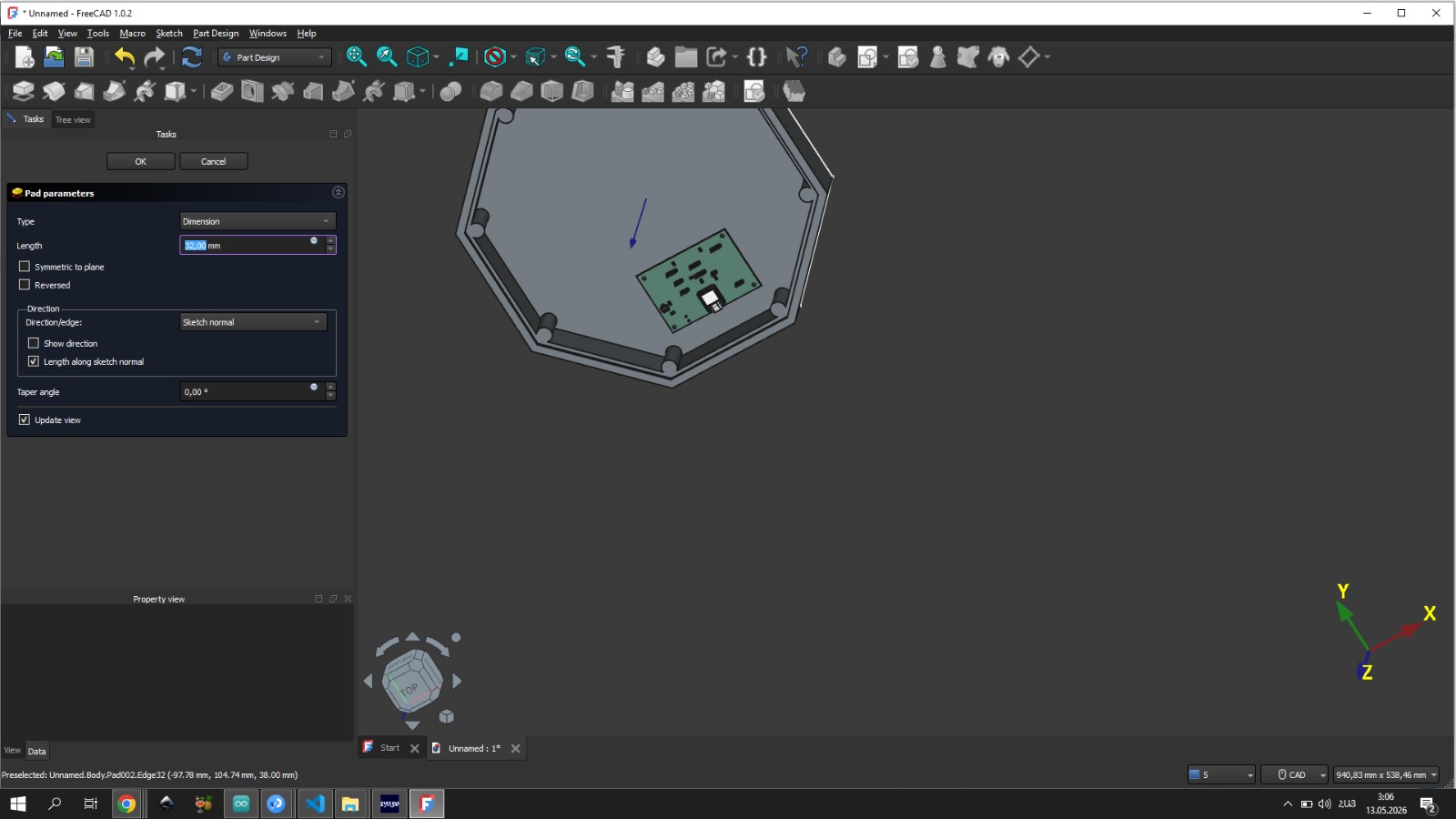
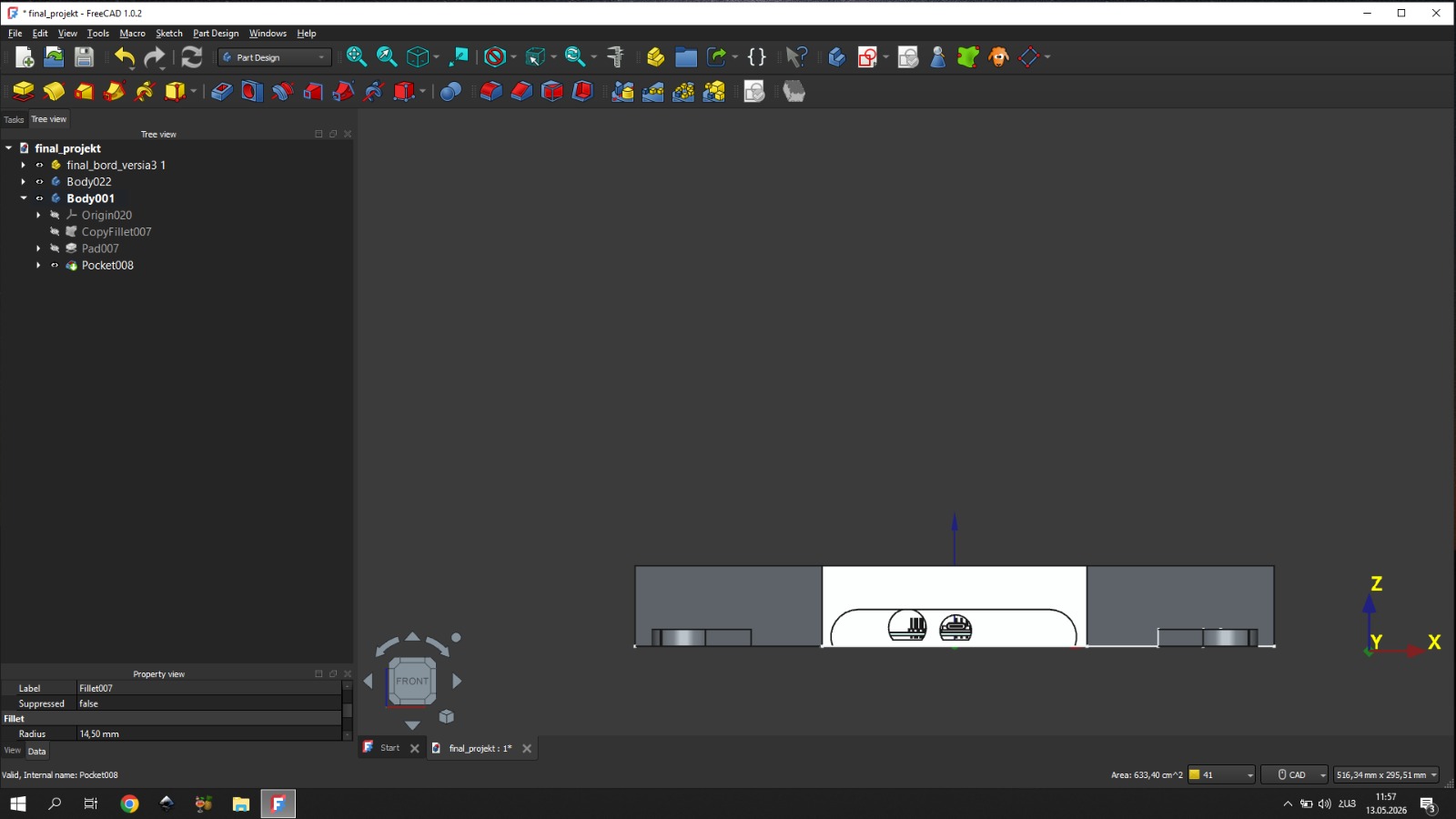
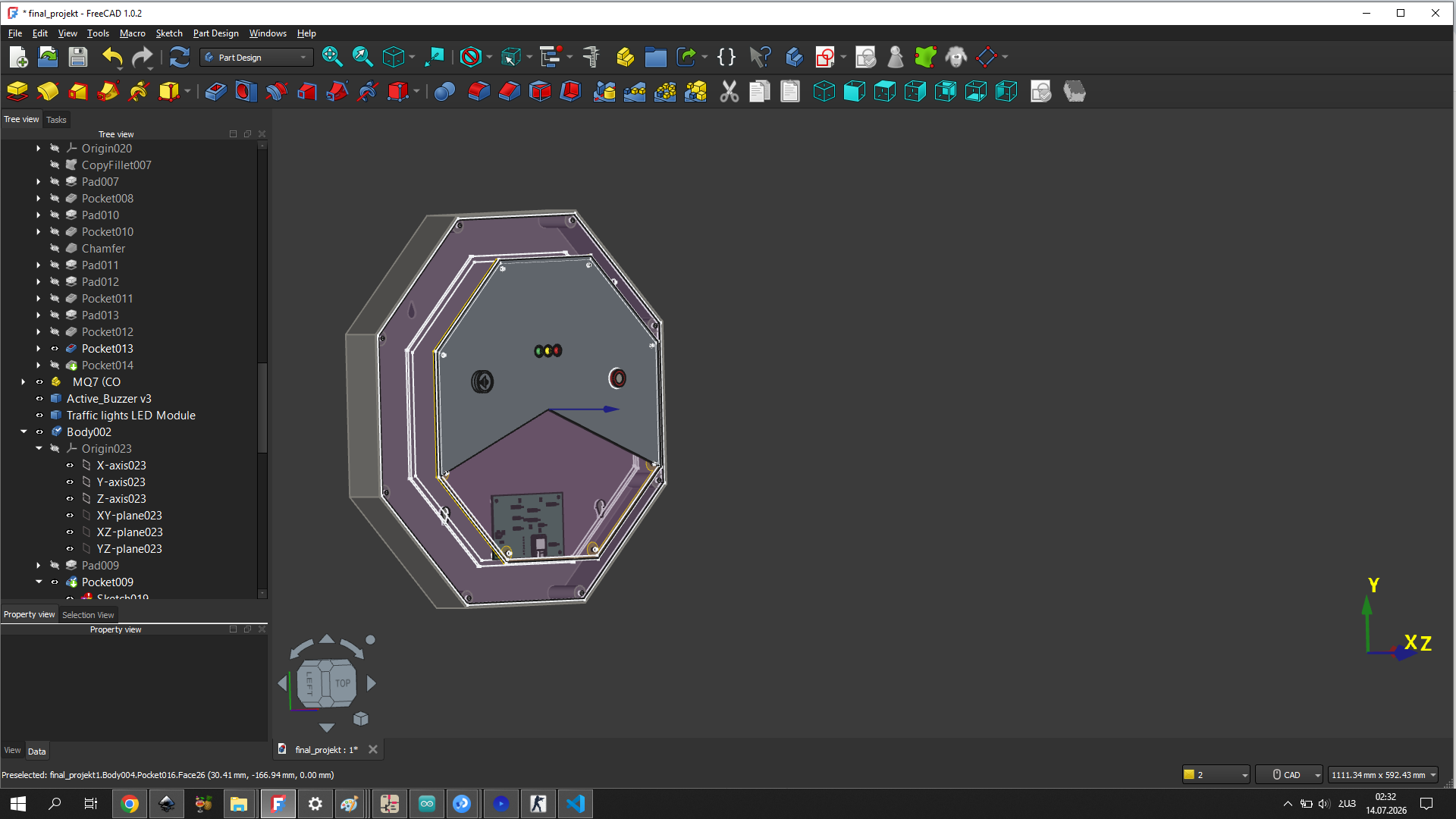
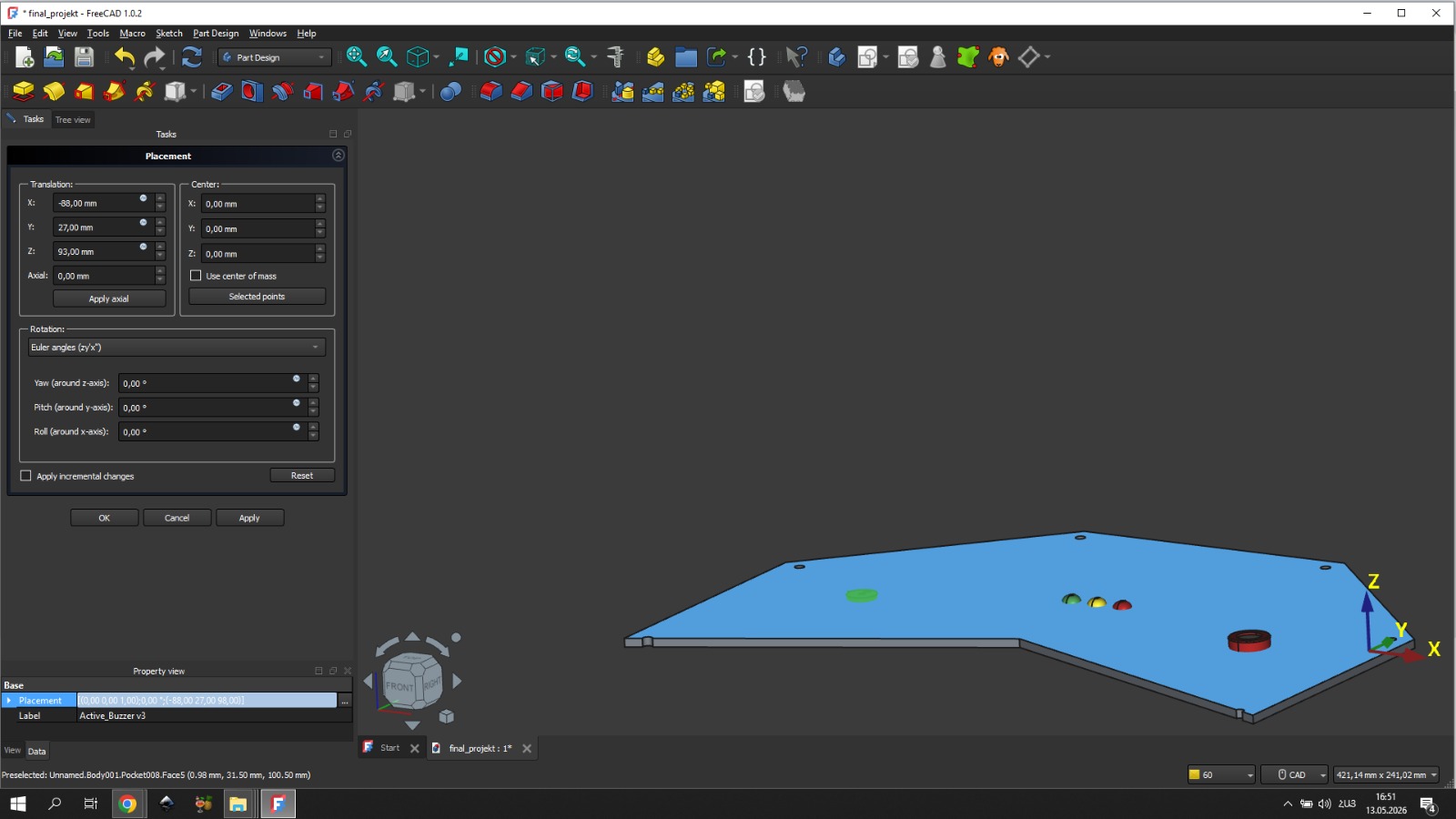
To validate the physical planning, the enclosure was modeled in FreeCAD with real component models downloaded from GrabCAD — PCB, sensors, and other parts — placed directly inside the design. This is where clearances and fit were actually checked and decided, before any part was printed:
Here’s a short walkthrough of that planning model, rotating through the enclosure to show the overall form and internal layout before it was built:
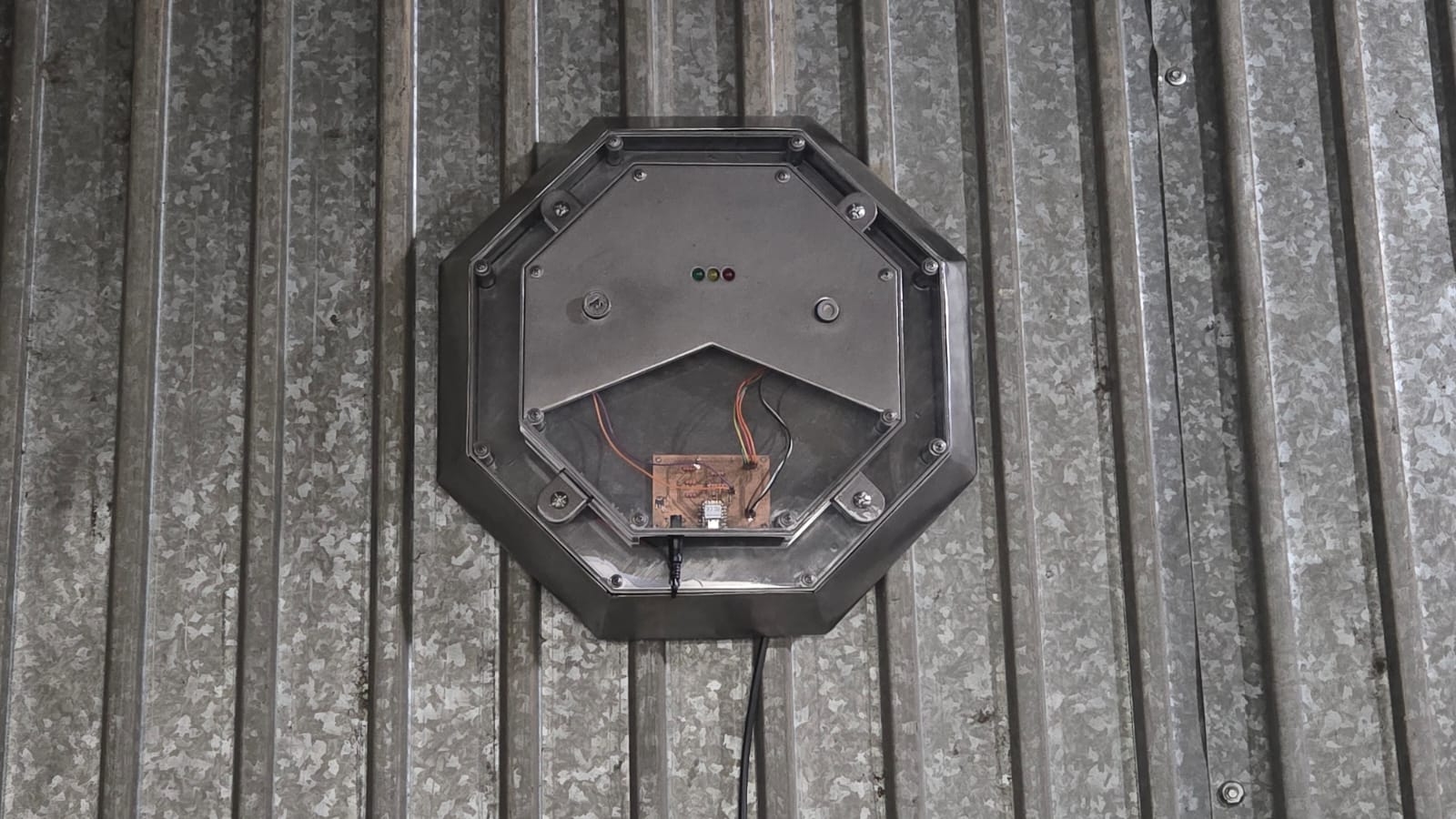
The finished, assembled device follows that same planned layout closely — shown later in this page as evidence the plan actually worked, not as the planning itself.
Enclosure Design¶
The finished device follows the internal-layout sketch above:
The enclosure was modeled in FreeCAD. To make the 3D model accurate, I downloaded the real component models — PCB, sensors, and other parts — directly from GrabCAD and placed them inside the enclosure model. This allowed me to verify clearances and check that every part fit in its intended position before printing anything.
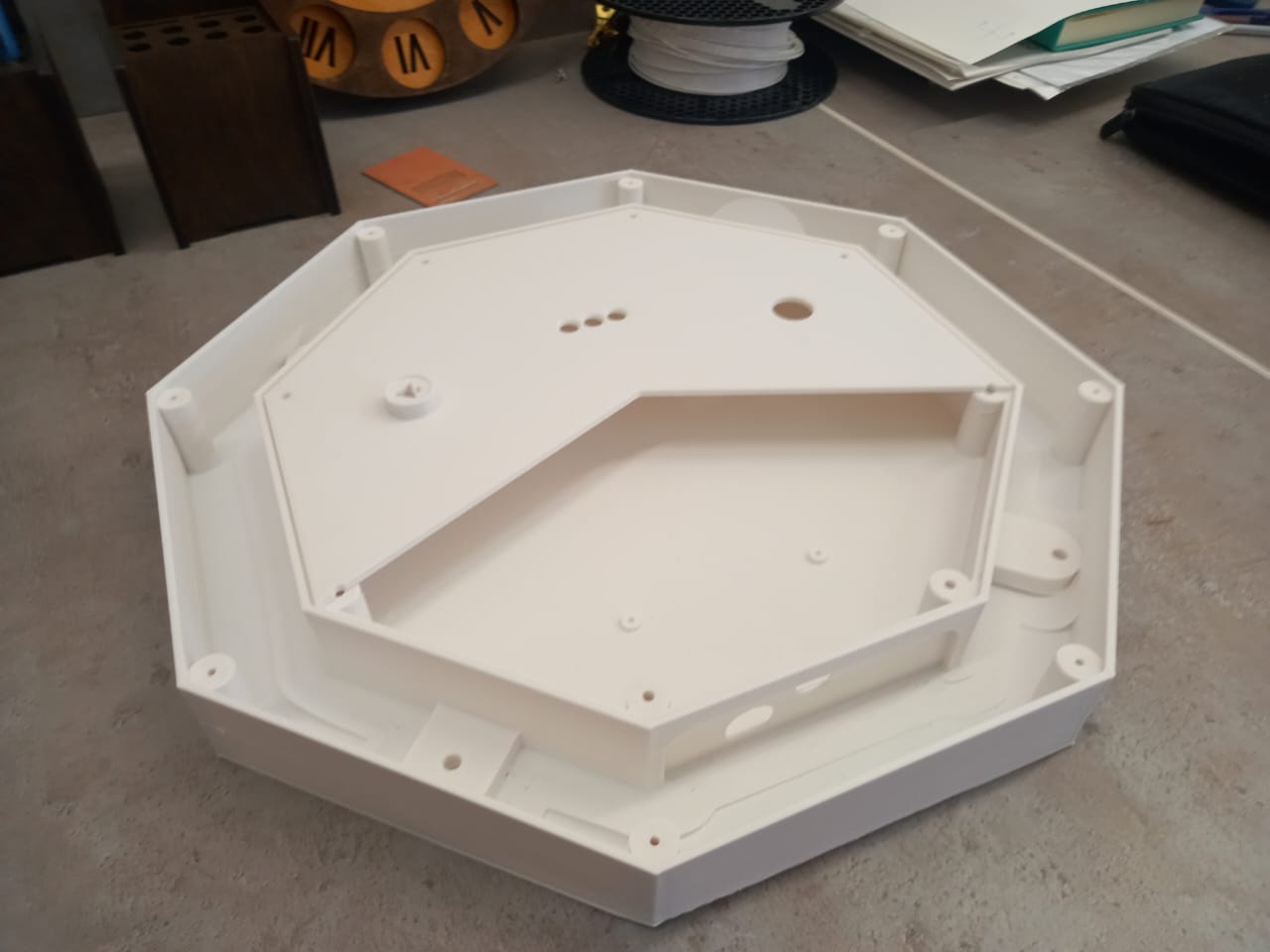
The enclosure features dedicated openings for the gas sensors, sized to match the actual components.
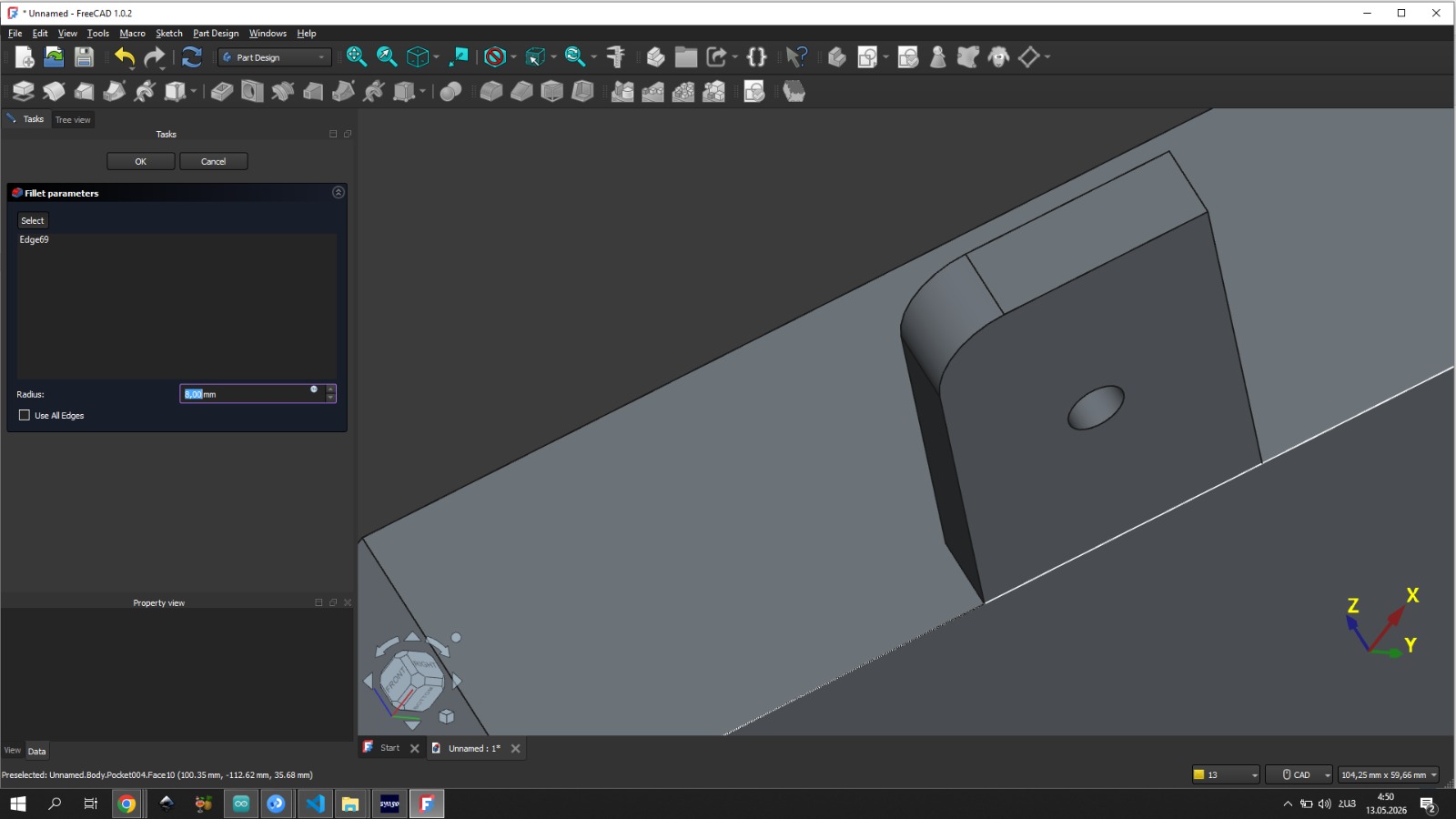
The PCB mounting points were designed to accept screws, keeping the board firmly in place inside the housing.
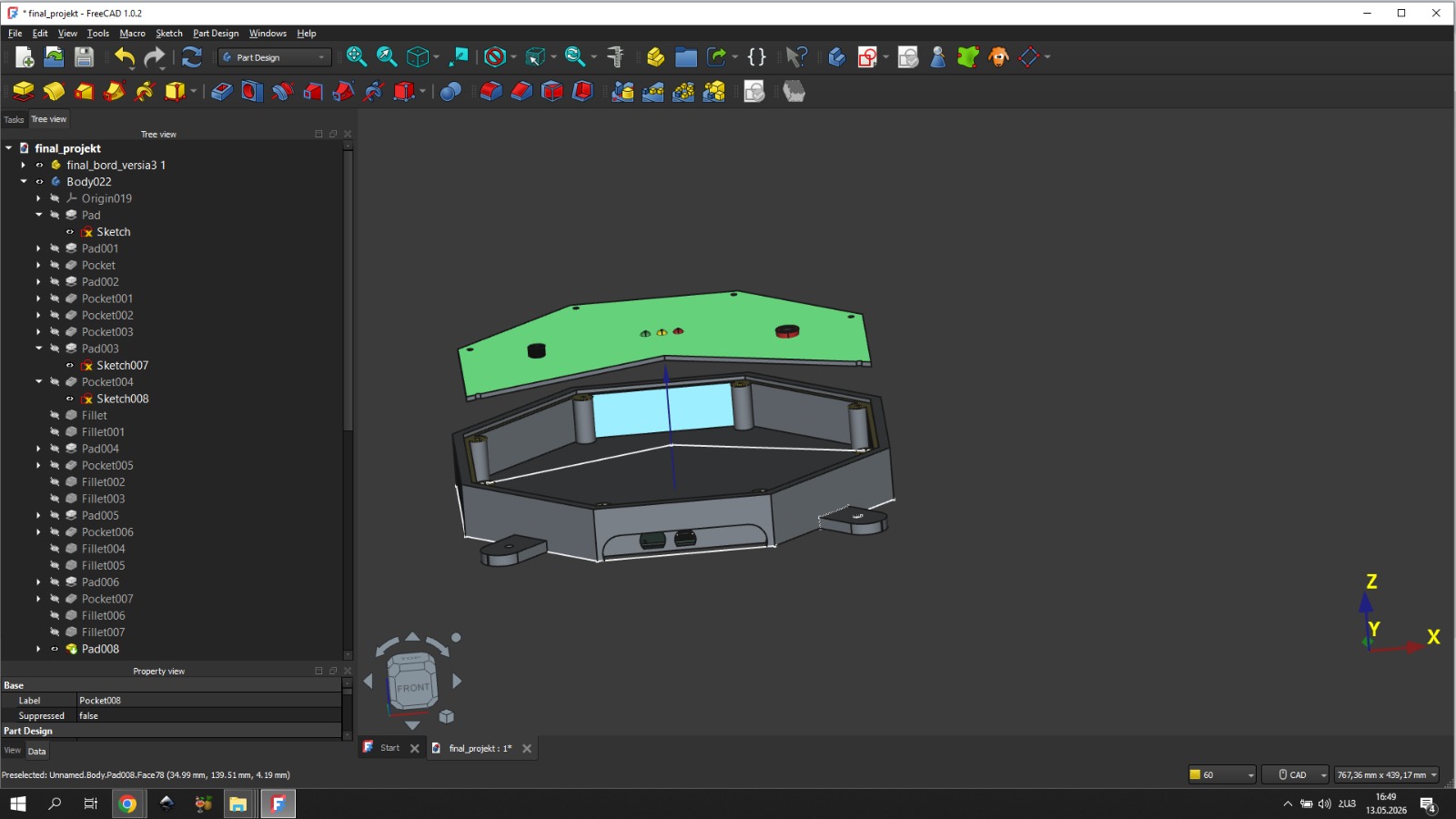
To get a clearer sense of what the finished enclosure would actually look like, I also added color to the model directly in FreeCAD, giving the shell a more product-like appearance instead of the default grey shading:
Materials¶
Four materials went into the finished enclosure, each chosen for a specific reason:
| Material | Purpose | Why this one |
|---|---|---|
| PETG filament | Structural body of the enclosure, 3D printed | Handles heat better than PLA and resists fumes and airborne particles from a forge — the environment Vahan is built for |
| Two-part epoxy putty | Filling layer lines and surface imperfections after printing | Cures hard enough to sand smooth without cracking, giving a non-printed finish |
| Automotive primer spray | Sealing the sanded surface before color | Seals the porous printed/puttied surface and reveals any remaining low spots before the final coat |
| Matte dark asphalt grey spray paint | Final color coat | Matches the industrial, tool-like character of a forge workshop rather than looking like a consumer gadget |
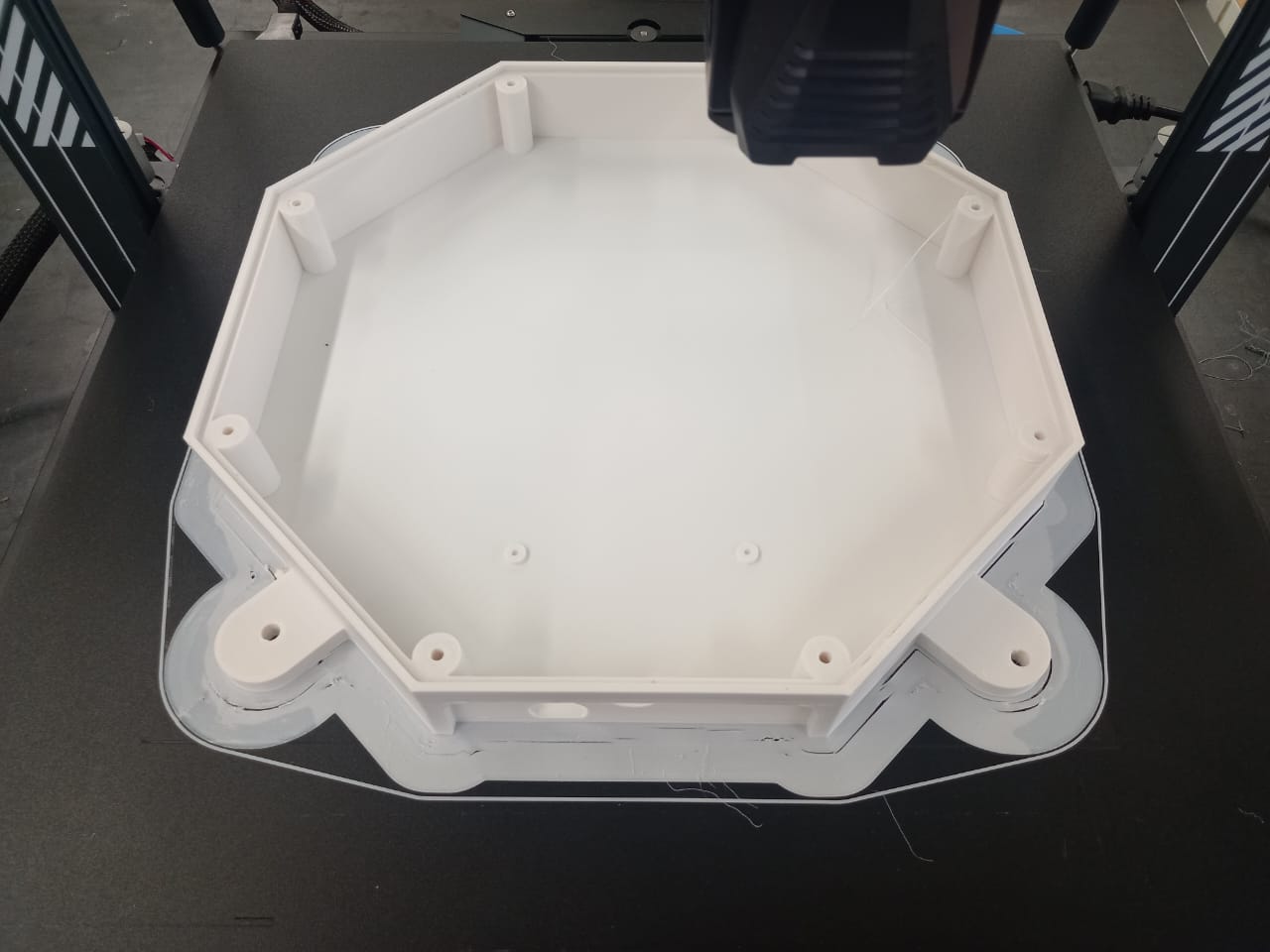
3D Printing¶
All enclosure parts were printed in PETG on the Prusa MK4S. PETG was the right choice for this project — it handles heat better than PLA and is more resistant to the fumes and conditions present in a forge environment, which is exactly where Vahan is intended to be used.
The parts came off the printer with good dimensional accuracy, and all openings aligned correctly with their intended components.
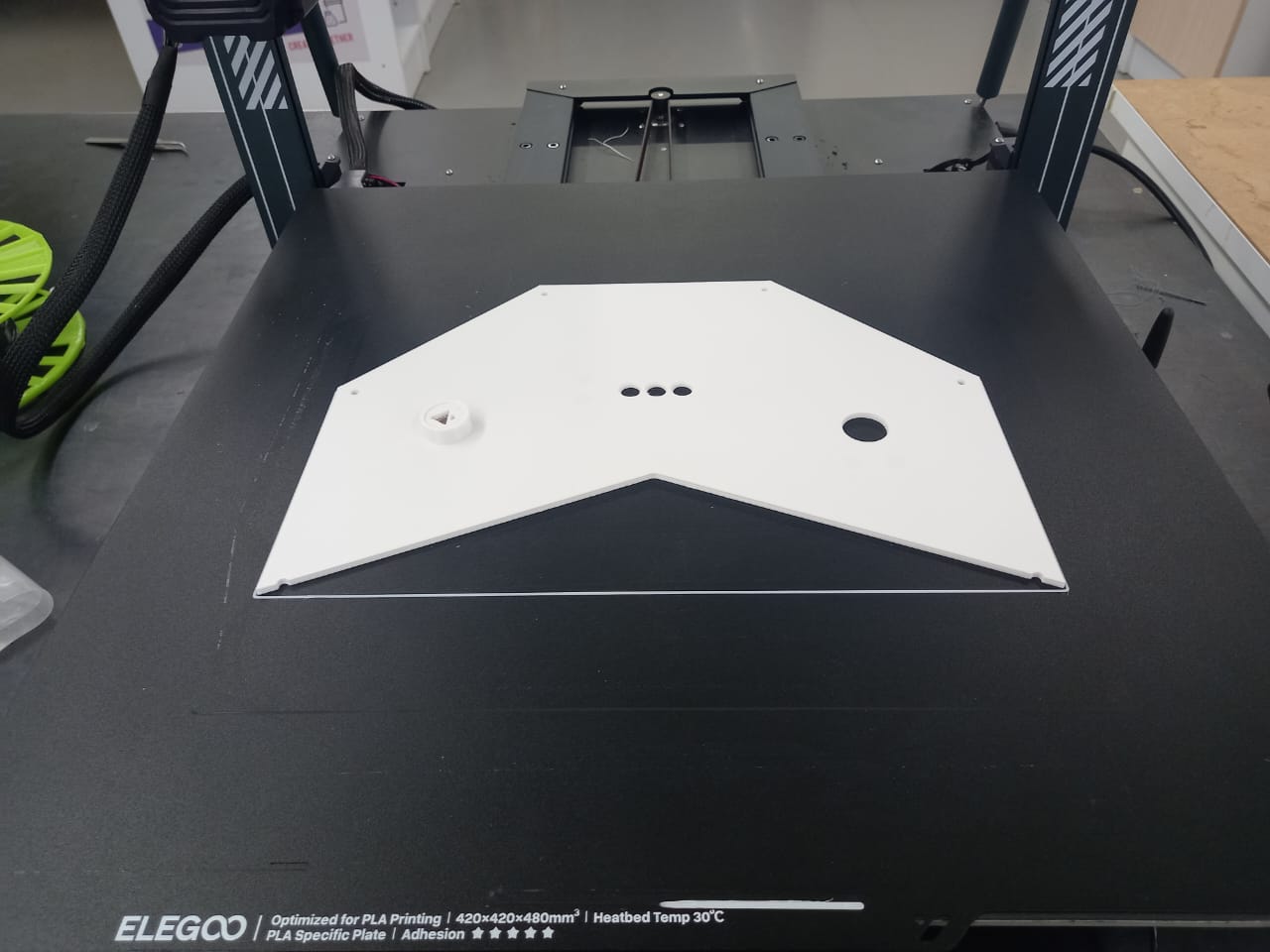
After removing the parts from the build plate, support material was cleaned up and the fit of each piece was checked before moving to finishing.
Surface Finishing¶
Fresh off the printer, the parts had visible layer lines that needed to be addressed before painting. Putty was applied over the surfaces to fill the gaps and imperfections.

After the putty cured, the surfaces were sanded smooth. This step makes a significant difference in the final appearance — the goal was for the enclosure to look manufactured rather than printed.


Painting¶
A primer coat was applied first to seal the surface and improve paint adhesion. It also helped reveal any remaining low spots that needed a second pass before the final color.

The enclosure was then painted in dark asphalt grey — a color chosen to suit the industrial context of a forge workshop.

Electronics System¶
Splitting Vahan into its core design pieces, the electronics system covers the sensor, the controller, the outputs, and how they’re all wired together. The full KiCad schematic and PCB layout were designed and milled in Week 9 — Electronics Design, and the output logic (LEDs and buzzer) was built and tested in Week 10 — Output Devices.
Circuit Block Diagram¶
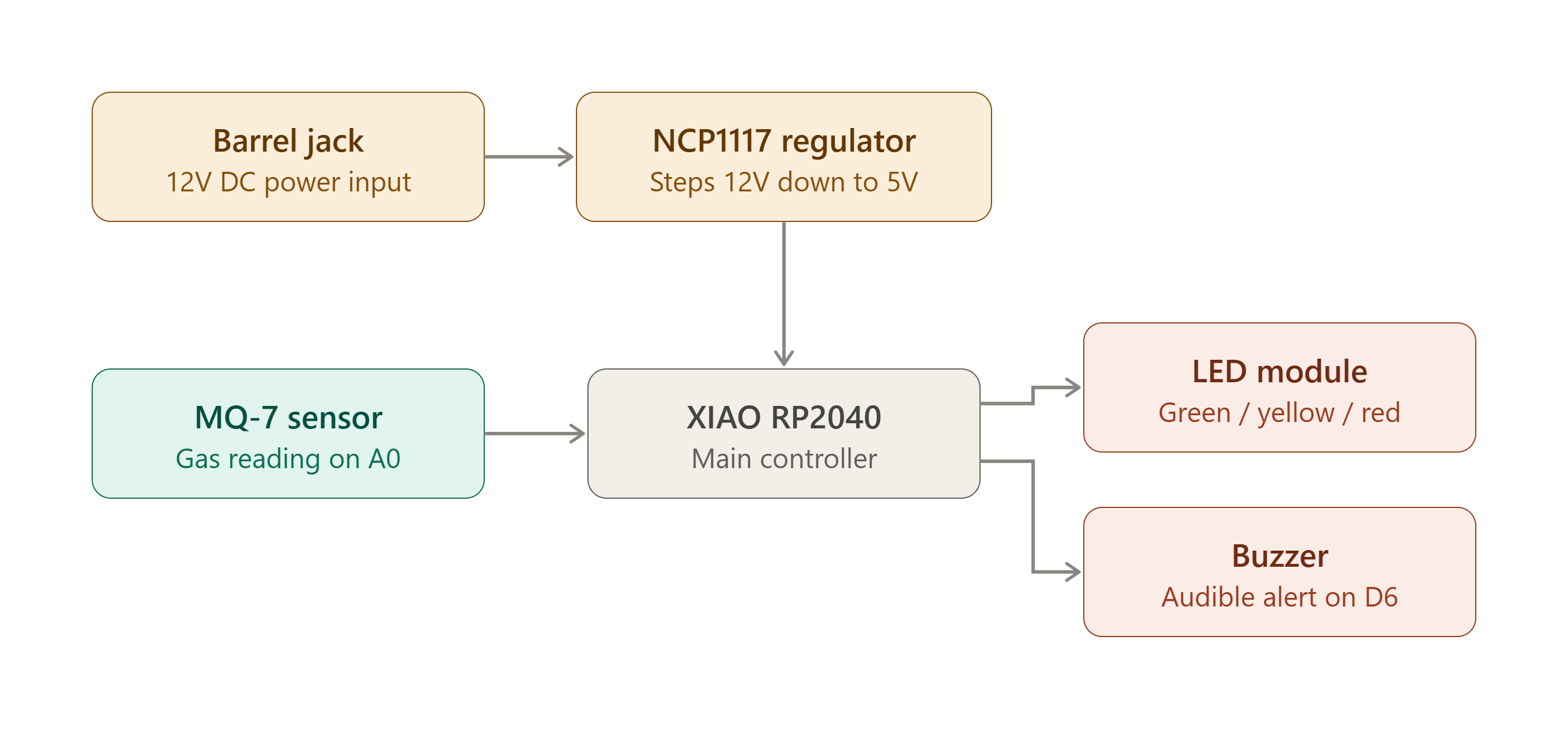
Power comes in through a 12V barrel jack and is stepped down to 5V by an NCP1117 regulator before reaching the XIAO RP2040. The MQ-7 gas sensor feeds its analog reading into the controller on pin A0, and the controller drives the LED module and buzzer as outputs based on that reading.
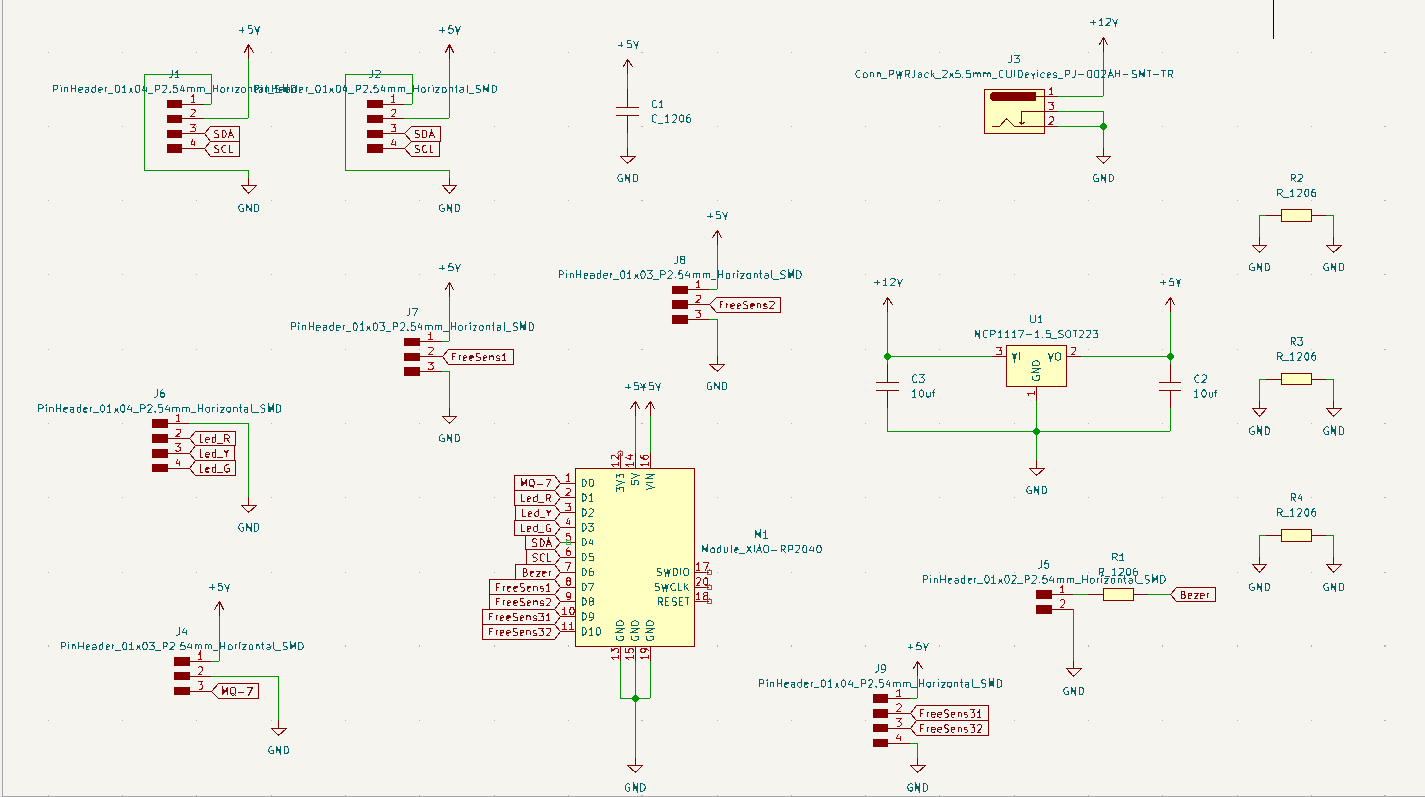
Schematic¶
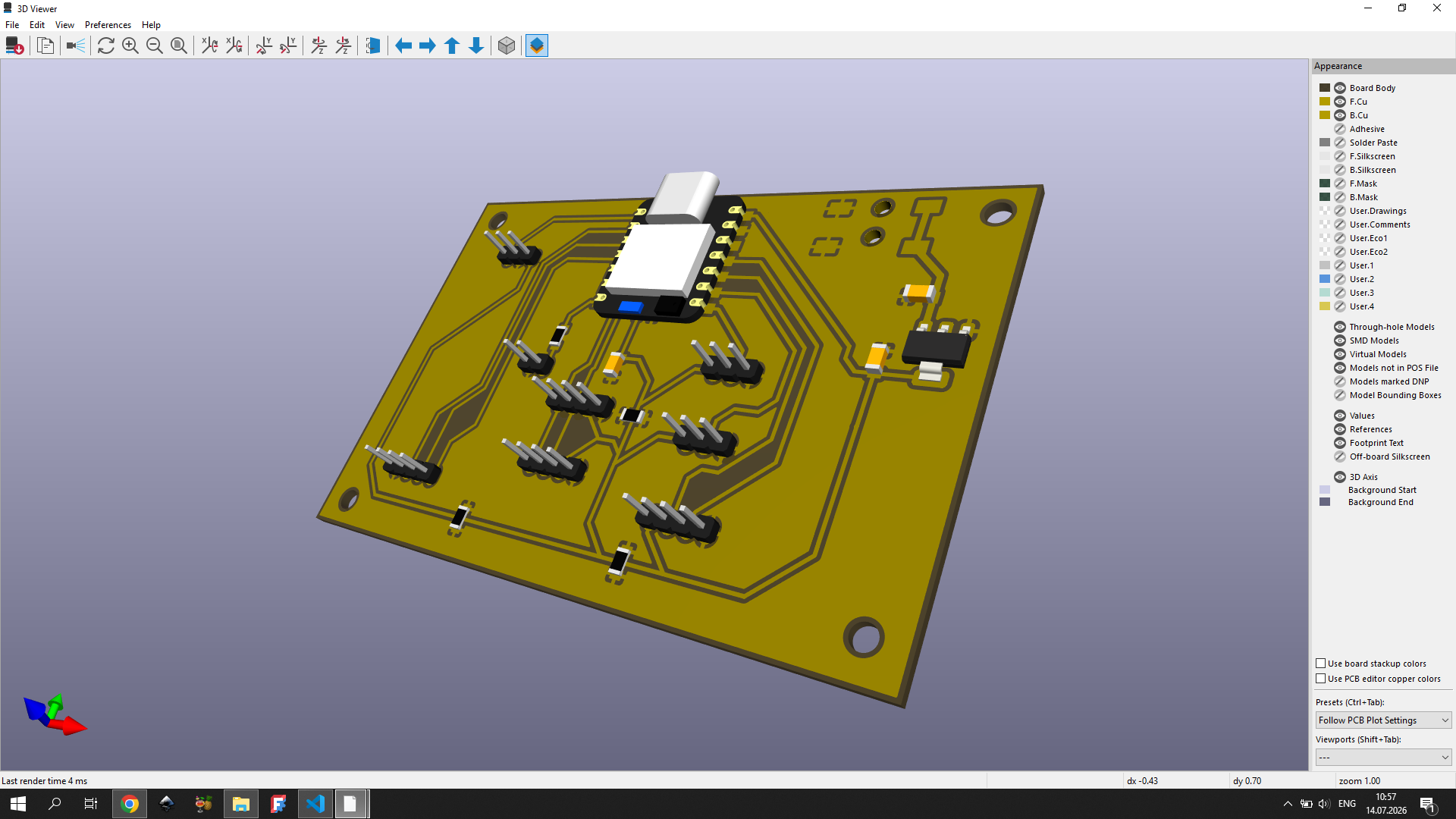
3D PCB View¶
Here’s the board rendered in KiCad’s 3D viewer, showing the actual populated layout — the XIAO RP2040 module, headers for the sensor and outputs, and the surface-mount components:
Components¶
| Component | Role | Image |
|---|---|---|
| Seeed XIAO RP2040 | Main controller | 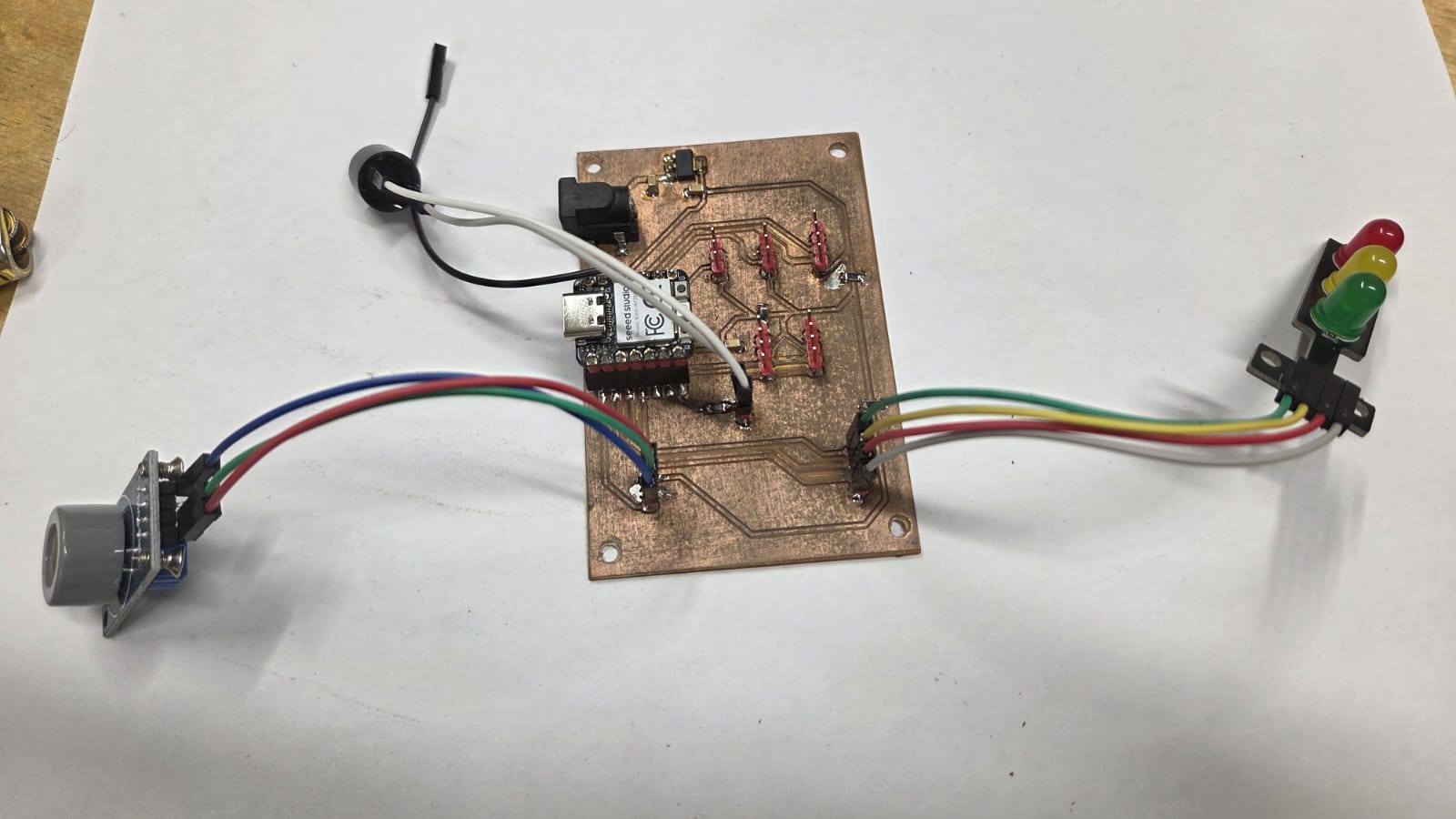 |
| MQ-7 gas sensor | CO gas input (A0) | 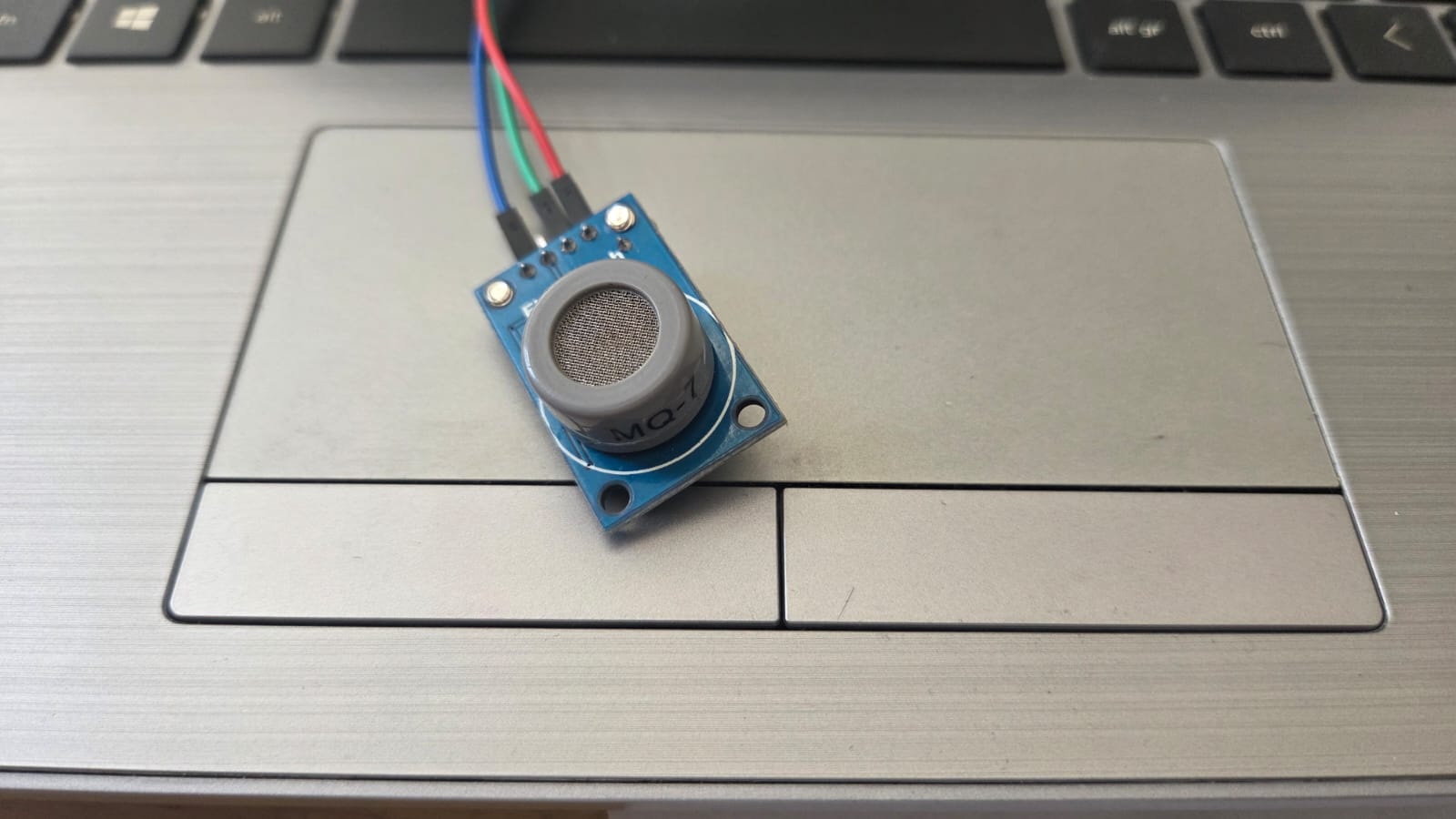 |
| LED traffic light module | Status output (green/yellow/red) | 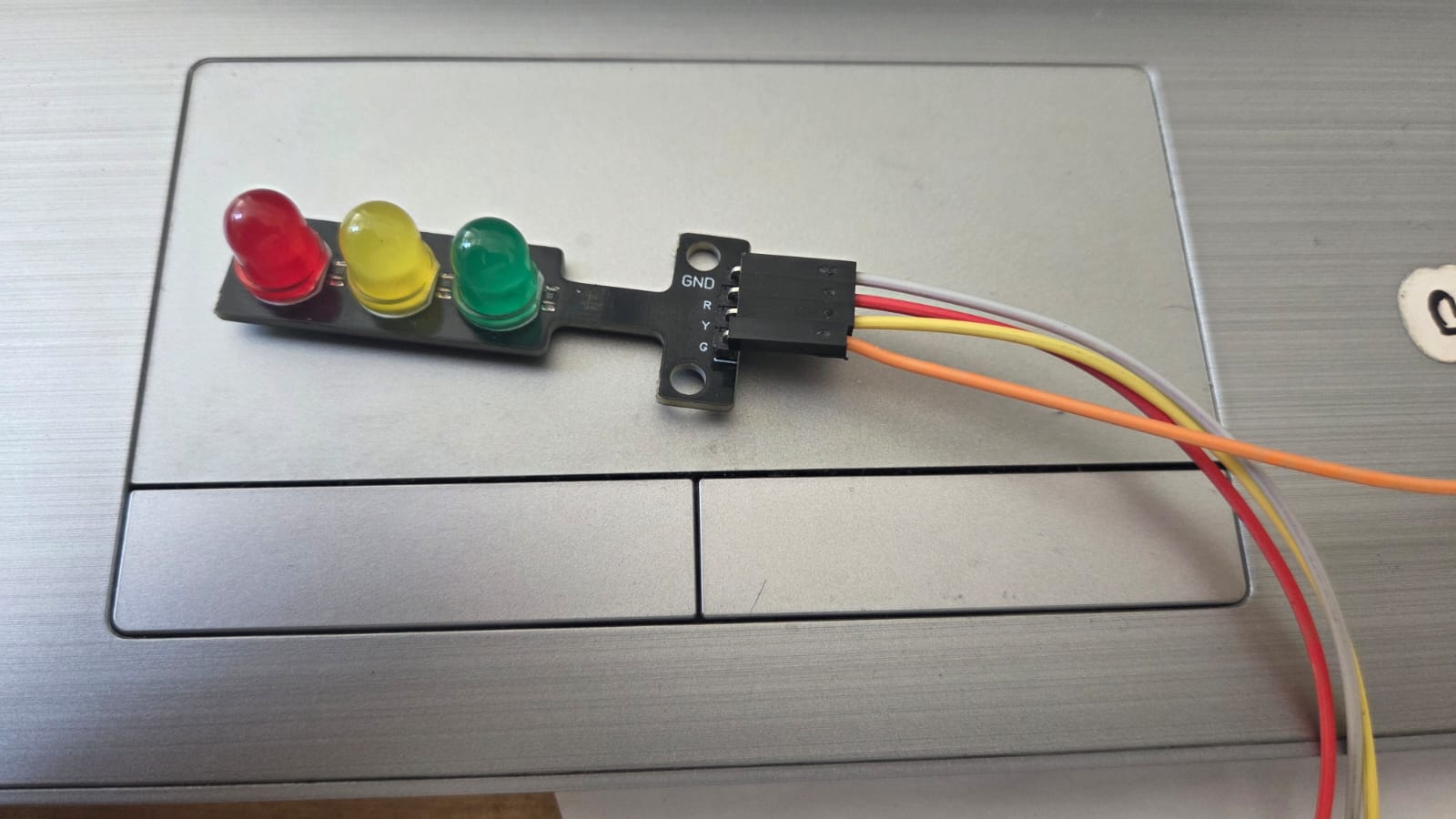 |
| Active buzzer | Audible alert output (D6) | 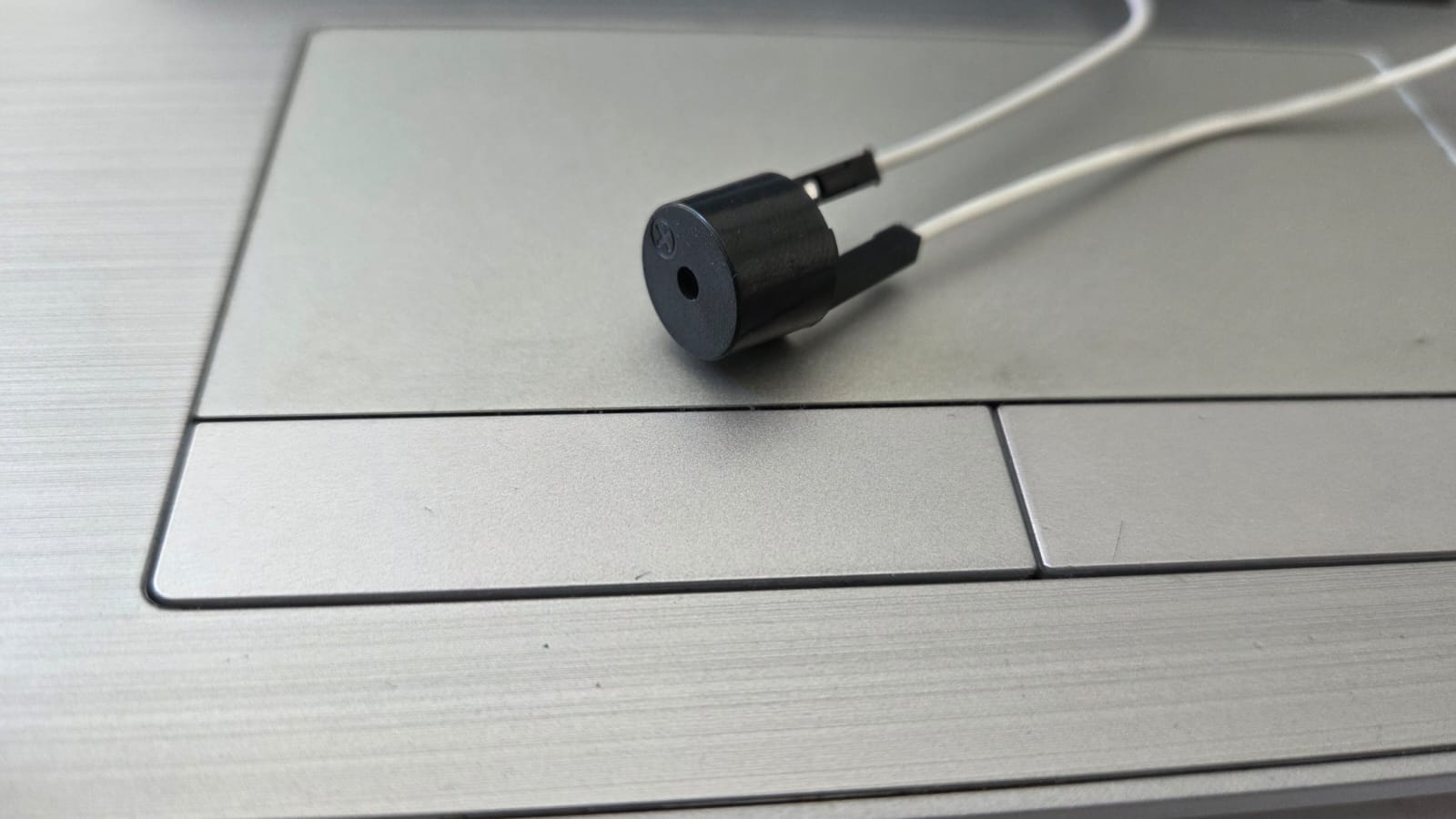 |
| NCP1117-1.5 regulator | Steps 12V down to 5V | 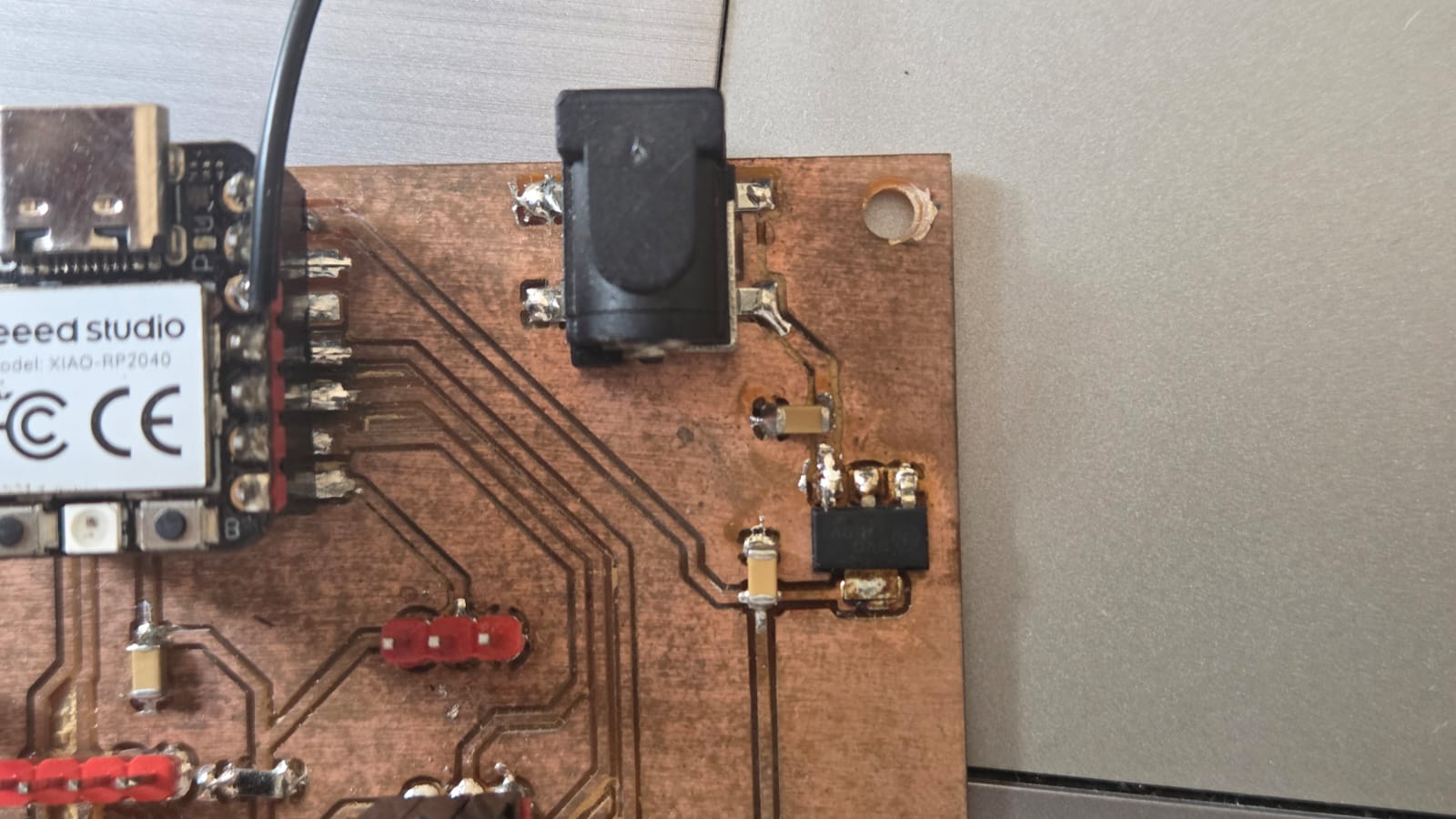 |
| 12V barrel jack | Power input connector | 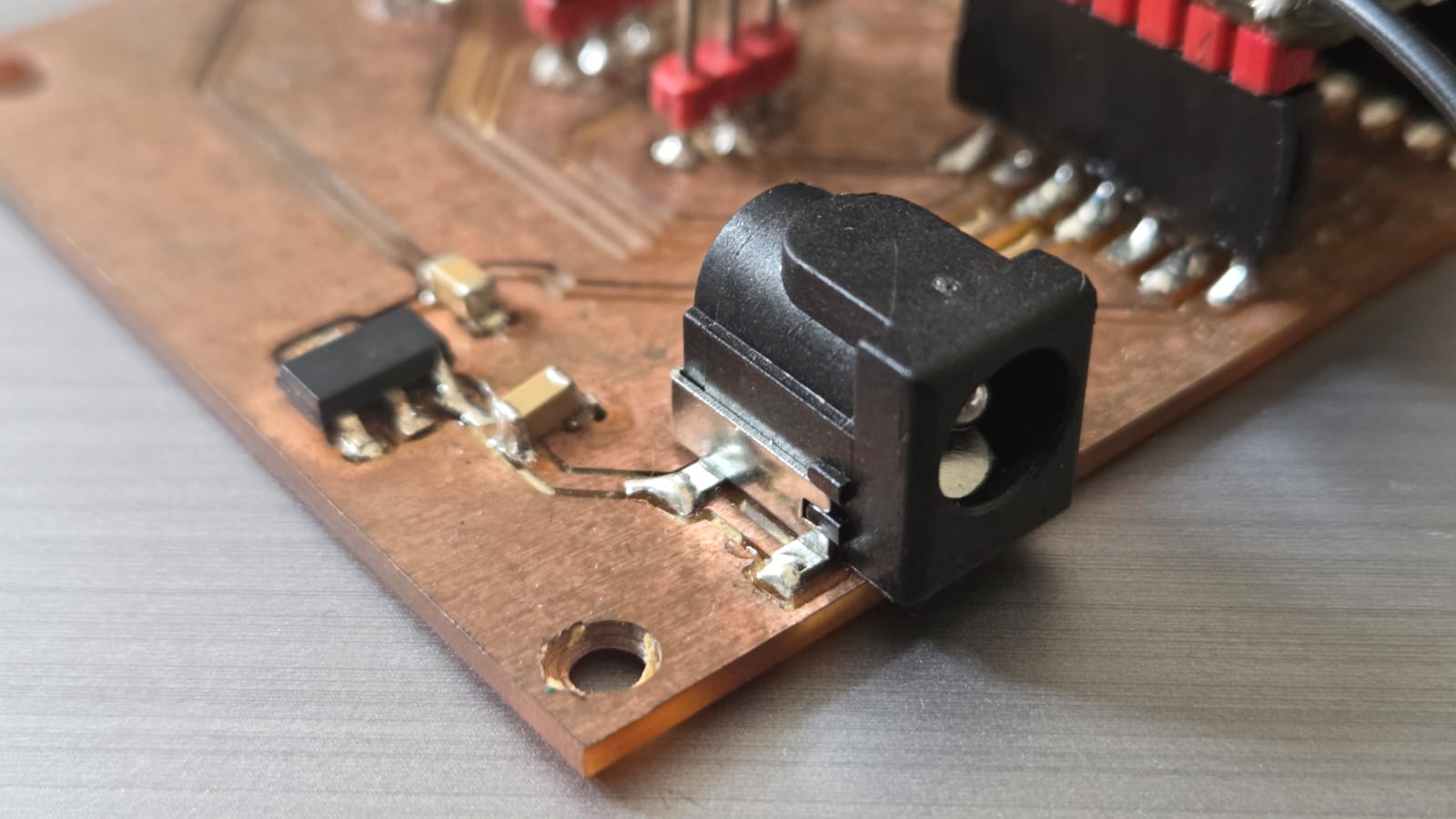 |
Wiring and Connectors¶
The sensor, LED module, and buzzer all connect to the PCB through pin headers rather than being soldered directly, which made assembly and enclosure fitting easier. The MQ-7 uses a 3-pin header (VCC, GND, analog out), the LED module uses a 4-pin header (GND + one line per color), and the buzzer connects through a 2-pin header with a series resistor to bring its signal down to a safe level. Power enters through the barrel jack and is distributed on the board’s 5V and GND planes to all components.
Power System¶
Vahan is powered through a single 12V DC barrel jack, chosen so the device can run from a standard wall adapter or a portable 12V source in the workshop, rather than depending on a USB connection to a computer.
Right next to the jack, an NCP1117-1.5 linear voltage regulator steps the 12V input down to a stable 5V, which powers the XIAO RP2040, the MQ-7 sensor, the LED module, and the buzzer. This was one of the changes made in the Week 9 board redesign — the original board could only be powered through the XIAO’s own USB-C port, which wasn’t practical for a device meant to sit inside a sealed enclosure in a forge.
Everything downstream of the regulator shares the same 5V and GND planes on the PCB, so no additional power wiring was needed inside the enclosure beyond the jack itself — the barrel jack is the only external power connection, positioned to be accessible from outside the enclosure wall once assembled.
Final Assembly¶
With the painted enclosure fully cured, all components were installed. The PCB was screwed into its mounting points inside the housing. The gas sensors were seated into their dedicated openings in the enclosure wall, positioned to sample the surrounding air directly. All wiring was routed neatly inside the housing with proper headers.
The XIAO RP2040 serves as the brain of the device, reading sensor data and triggering the LED indicators and buzzer when gas levels exceed safe thresholds — giving the user clear visual and audible alerts without the need for a display.
The enclosure also features a decorative metal element cut from steel sheet, designed to reference the shape of a shield — directly connecting the physical form of the device to its name, Vahan, which means “shield” in Armenian. This piece was produced during Wildcard Week using metal laser cutting. For details on the cutting process, see the
