3D printing. Group 2 Work.
Group members
Group work for week 5
This week we tried out different 3D printers.
We used three different test files provided to us by our instructor to compare the four different printers' qualities.
- Test 1 was printed beforehand by our instructor
- Test 2 was printed by the other group
- Test 3 was our group's responsibility
The printers we used were:
- Ender-3 pro
- Raise 3D Pro2
- Formlabs Form2 (resin printer)
- Fortus 380 mc
So with each printer we printed the Test 3 which included two different models (as seen in the pictures)
Please find our documented observations in the last section.
Test 1
 Figure: There was some "spaghetti" like structure below the overhang in the test piece printed by Fortus 380 mc, when the overhang was nearly horizontal.
Figure: There was some "spaghetti" like structure below the overhang in the test piece printed by Fortus 380 mc, when the overhang was nearly horizontal.
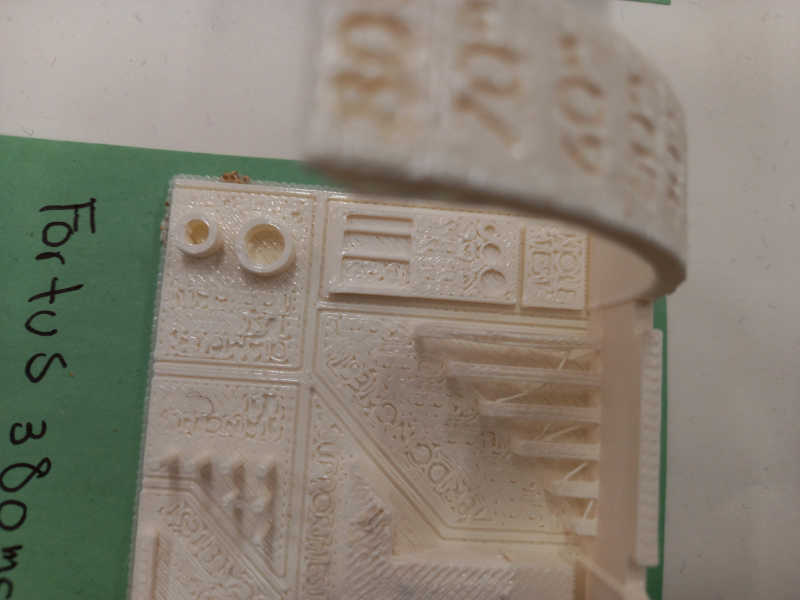 Figure: There were some strings between structures in the test piece printed by Fortus 380 mc.
Figure: There were some strings between structures in the test piece printed by Fortus 380 mc.
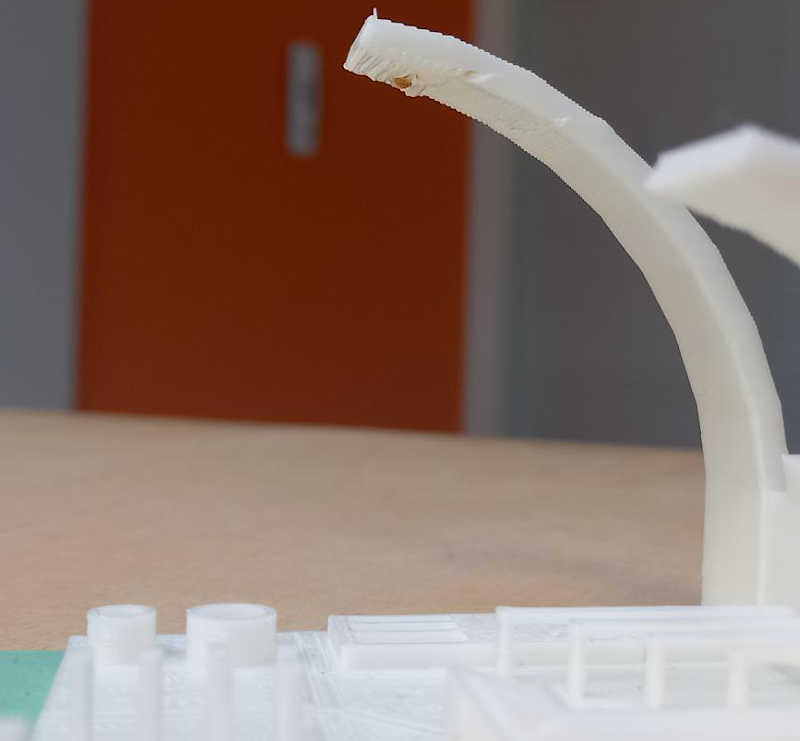 Figure: In the test piece printed by the Raise 3d pro2 ther was roughness below the overhang when the angle was nearly horizontal.
Figure: In the test piece printed by the Raise 3d pro2 ther was roughness below the overhang when the angle was nearly horizontal.
 Figure: The test pieces printed by Ender 3 pro and Formlabs Form.
Figure: The test pieces printed by Ender 3 pro and Formlabs Form.
| Printers' Settings for TEST1 | ||||
|---|---|---|---|---|
| Ender-3 pro | Raise 3D pro2 | Formlabs form2 | Fortus 380 mc | |
| Layer height | 0.2mm | 0.2mm | 0.16mm | 0.254mm |
| Material | PLA | ABS | Resin:Grey V4 | ABS |
| Bed Temp | 60℃ | 100℃ | Operating temp: auto-heats to 35℃ | (Oven temp)315℃ |
| Material Extruder Temp | 200℃ | 240℃ | Resin melting point: 250℃. Post Cure: 60℃ | 130℃ |
| PrintTime | 2h 56m | 3h 34m | 2h 1m | 1h 14m |
Test 2
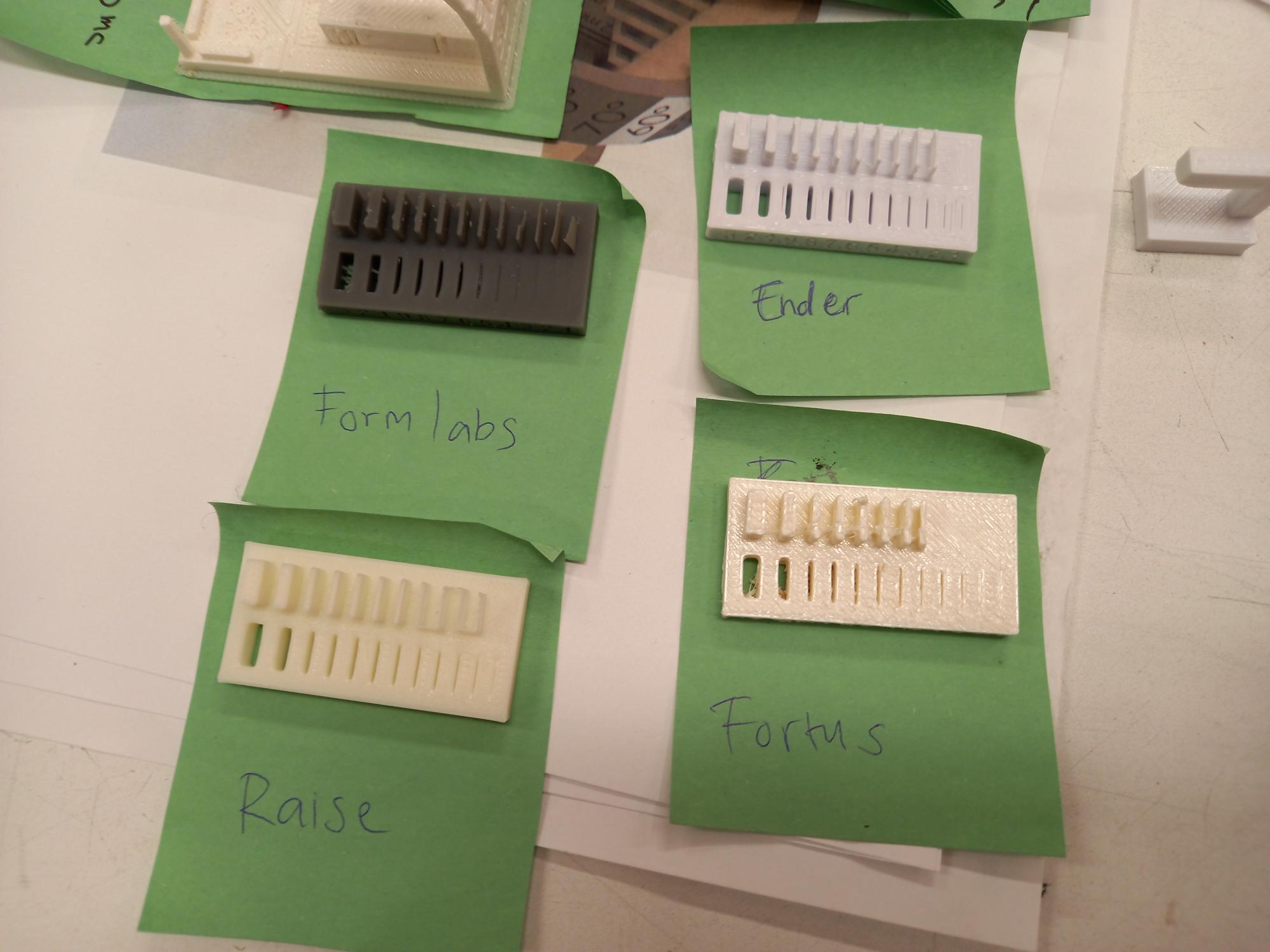 Figure: The test pieces printed by Raise 3D, Ender 3 pro´, Formlabs Form, and Fortus 380 mc under TEST2 by another team.
Figure: The test pieces printed by Raise 3D, Ender 3 pro´, Formlabs Form, and Fortus 380 mc under TEST2 by another team.
| Printers' Settings for TEST2 | ||||
|---|---|---|---|---|
| Ender-3 pro | Raise 3D pro2 | Formlabs form2 | Fortus 380 mc | |
| Layer height | 0.3 mm | 0.2 mm | 0.16 mm | 0.254 mm |
| Material | PLA | ABS | Resin: Grey V4 | ABS |
| Bed Temp | 60 C | 100 C | Operating temp | (Oven temp) |
| Material Extruder Temp | 200 C | 240 C | Melt point 250 | 130 C |
| PrintTime | 36 min | 1h 30 min | 1h 30min | 27 min |
Test 3
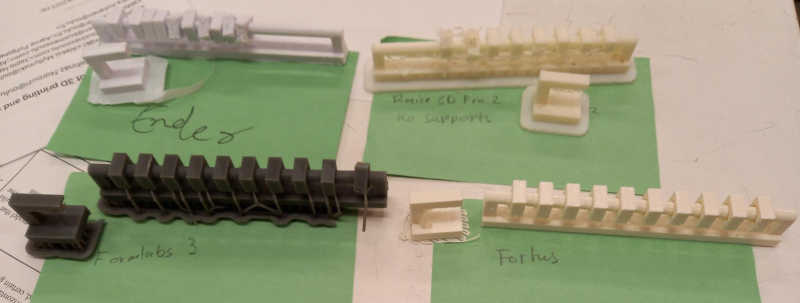 Figure: Testprints for clearance and overhang
Figure: Testprints for clearance and overhang
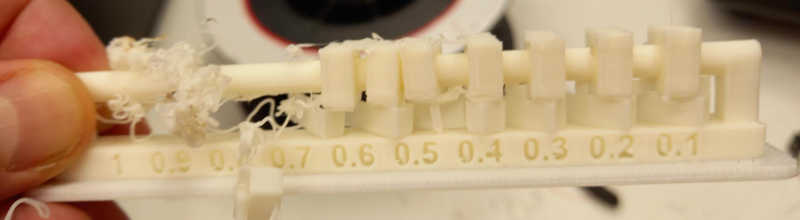 Figure: Testprint for clearance and overhang for Raise 3d pro 2, printed with supports
Figure: Testprint for clearance and overhang for Raise 3d pro 2, printed with supports
| Printers' Settings for TEST3 | ||||
|---|---|---|---|---|
| Ender-3 pro | Raise 3D pro2 | Formlabs form2 | Fortus 380 mc | |
| Layer height | 0.2 mm | 0.2 mm | 1.6 mm | 0.254 0mm |
| Material | PLA | ABS (hips support) | Resin | ABS |
| Support | Zig Zag | None | No internal support | SR3 |
| Bed Temp | 60 | 100 | - | 92 |
| Material Extruder Temp | 200 | 240 | - | 230 |
| Support Extruder Temp | 200 | 250 | - | 230 |
| PrintTime | 2h 55min | 1h 56 min | 1h 30 min | 1h 27 min |
Evaluation
| Observations from the tests | |
|---|---|
| First, we use this 3D printer test, TEST1, to test: angle, bridging, overhang, hole, scale, stringing, diameter, and support. | |
| "Angle | |
| An overhang angle is the angle the overhang sticks out from horizontal." | In the test part printed by the Fortus 380, there appeared “spaghetti” like structure below the printed part when the angle from the vertical direction exceeded about 60 degrees (overhang angle less than =90-60=30). Also, in the test part printed by the Raise 3D-pro2 there was clear roughness below the structure when the angle from the vertical direction was 70 degrees ore more (overhang angle less or equal to 20). Ender Pro printed the overhang angle test well, only few strands of printing filament were found on the very edge of the overhang test part. |
| "Bridging | |
| The bridge refers to the distance between two intermediate supports of a structure. Although horizontal spans are discouraged, certain geometries can be printed." | In the test piece printed by the Fortus 380, there was problems with the bridged structures (for all distances? - let’s check). Otherwise the test pieces printed by the other printers seemed ok. |
| "Overhang | |
| An overhang is a part of the model that sticks out horizontally parallel to the build platform. This can cause the layers to lose their structure when printed without support. | As mentioned at the angle section, the test piece printed by the Fortus showed problems when the overhang angle (the angle the overhang sticks out from horizontal direction) was less or equal to 30 degrees. Also in the test part printed by the Raise 3D-pro2 there was clear roughness below the structure when the overhang angle was less or equal to 20.Ender Pro printed the overhang test without problems. |
| Hole | The holes appeared to be printed reasonably well (judging from visual inspection) on all the other printers, except the Fortus 380c, where the hole shape deviated from the designed circular shape |
| Scale | |
| "Stringing | |
| Stringing is caused when small strings of plastic are left behind on a 3D printed model (also called ""oozing,"" ""whisky,"" or ""hairy"" prints). Plastic usually oozes from the nozzle while the extruder is moving to a new position. | As mentioned in the Angle and Overhang sections, the Fortus 380 had lot of problems with stringing, when the overhang angle was less or equal to 30 degrees. Also Ender 3-pro had little stringing. Formlabs 2, Raise 3D produced pretty good and smooth result with no problems with stringing. |
| Diameter | Measured diameters: We measured two outer diameters from the test print, larger and smaller. Raise 3D: 8mm, 6mm; Formlabs: 8mm, 6mm; Ender 3D pro2: 7.5 mm, 6.5 mm; Fortus 8mm, 6.1mmm |
| Then we test wall thickness, again without support, using this file, TEST2. | |
| "Wall Thickness | |
| Supported walls are those that are connected to other walls on two or more sides." | 1) Raise 3D: Skipped one wall. Walls were connected 2) Ender: skipped two wall, rest of the walls were moving. 3) Formlabs: All walls were printed sucessfully. 4) Fortus: Skipped four walls. |
| Then, we do tests for overhand and clearance with support using these files, TEST3. | |
| Overhang | |
| "Clearance | |
| In a model, clearance is the distance needed between two moving parts (e.g., the gap between a gear and a joint)." | We used clearance of range from 01. mm to 1 mm, with step size of 0.1 mm. 1) Raise 3D: We earlier forgot to print support for Raise 3D. Then, we printed one with support. Clearance of 0.2mm or higher allowed free movement between gear and joint. 2) Ender: Clearance of 0.2 mm or higher allowed free movement. 3) Formlabs: Clearance of 0.2 mm or higher allowed free movement. 4) Fortus: Clearance of 0.7 mm or higher allowed free movement. |
General specifications
| Specifications for each printer used | ||||
|---|---|---|---|---|
| Ender-3 pro | Raise 3D Pro2 | Formlabs Form2 | Fortus 380 mc | |
| Nozzle Diameter | 0.4 mm | 0.4 mm | - | 0.4 mm |
| Build Volume | 220x220x250mm | 305x305x300mm | 145x145x175mm | 356x305x305mm |
| Printing Precision | +-0.1mm | 0.01-0.25 mm | 0.1-0.05mm | +-0.127mm |