9. Moulding and Casting¶

Planning¶
Tasks - Must¶
- In group: Review the safety data sheets for each of your moulding and casting materials and compare test casts with each of them
- Design a 3D mould around the stock and tooling that you’ll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts
Tasks - Nice to¶
- Cast a part with multiple materials
Execution¶
Milling moulds¶
Henk showed us how to plan rough and finish toolpaths in VCarve and then we milled a test object on the ShopBot.
The operation of the milling machine is mostly the same as when we did 2D milling in the Computer Controlled Machining week. There are just a few things we do differently this week:
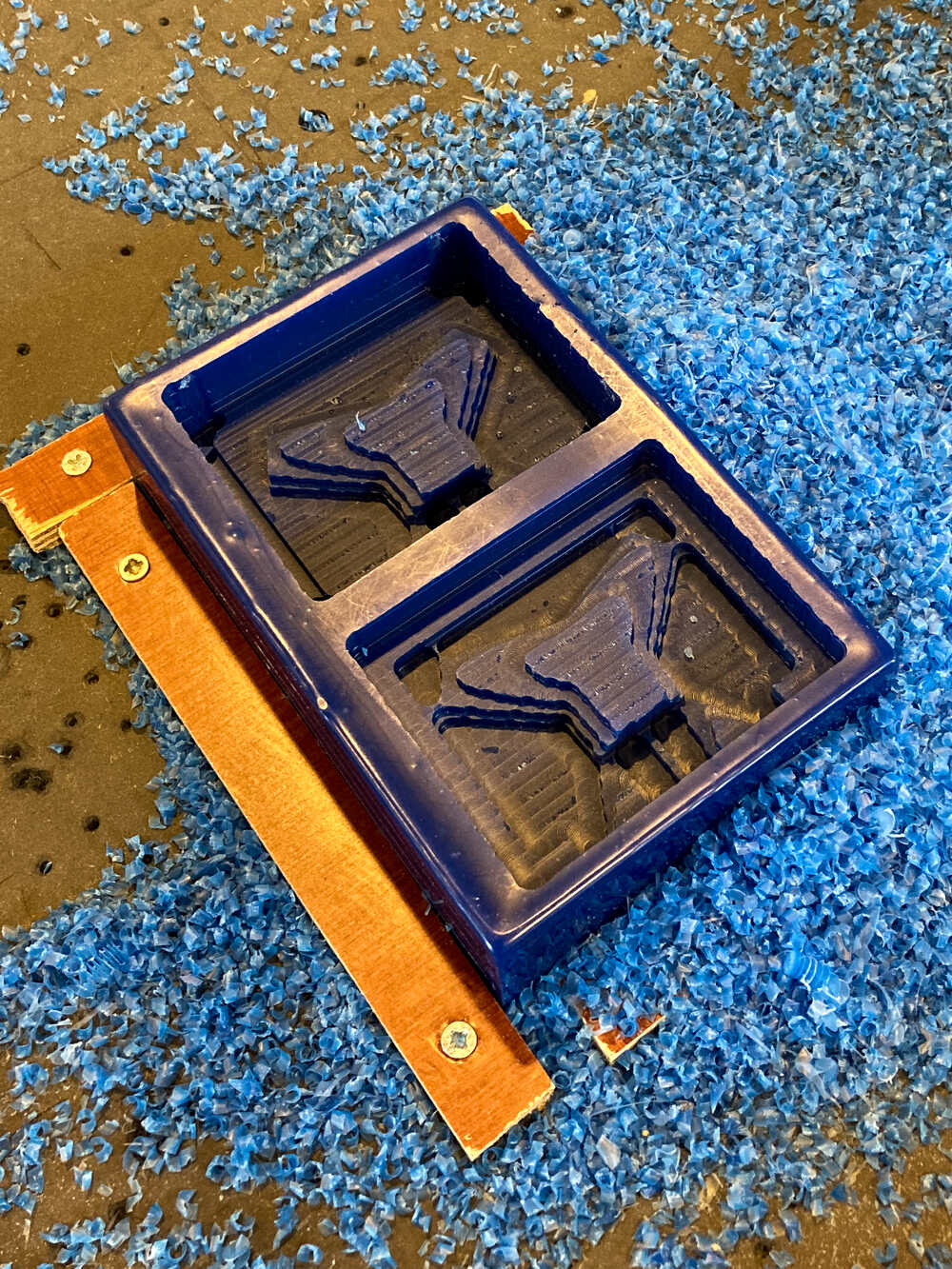
- Don’t turn suction system on. We’re going to collect the wax chips and re-melt them into new blocks
- We attach the wax block to the sacrificial layer with double-sided tape. To stop it from sliding around we add a skirt of wood strips around it (Shown in images further down)
- We set the Z zero on top of the wax block (not on the sacrificial layer)
- VCarve toolpath planning is different. Further down I documented the settings I used
Group assignment¶
I teamed up with Jonathan and we experimented with Smooth-Cast 325.
First of all we did read the Safety Data Sheet. It turns out that this urethane resin is pretty nasty. These are our most important learnings:
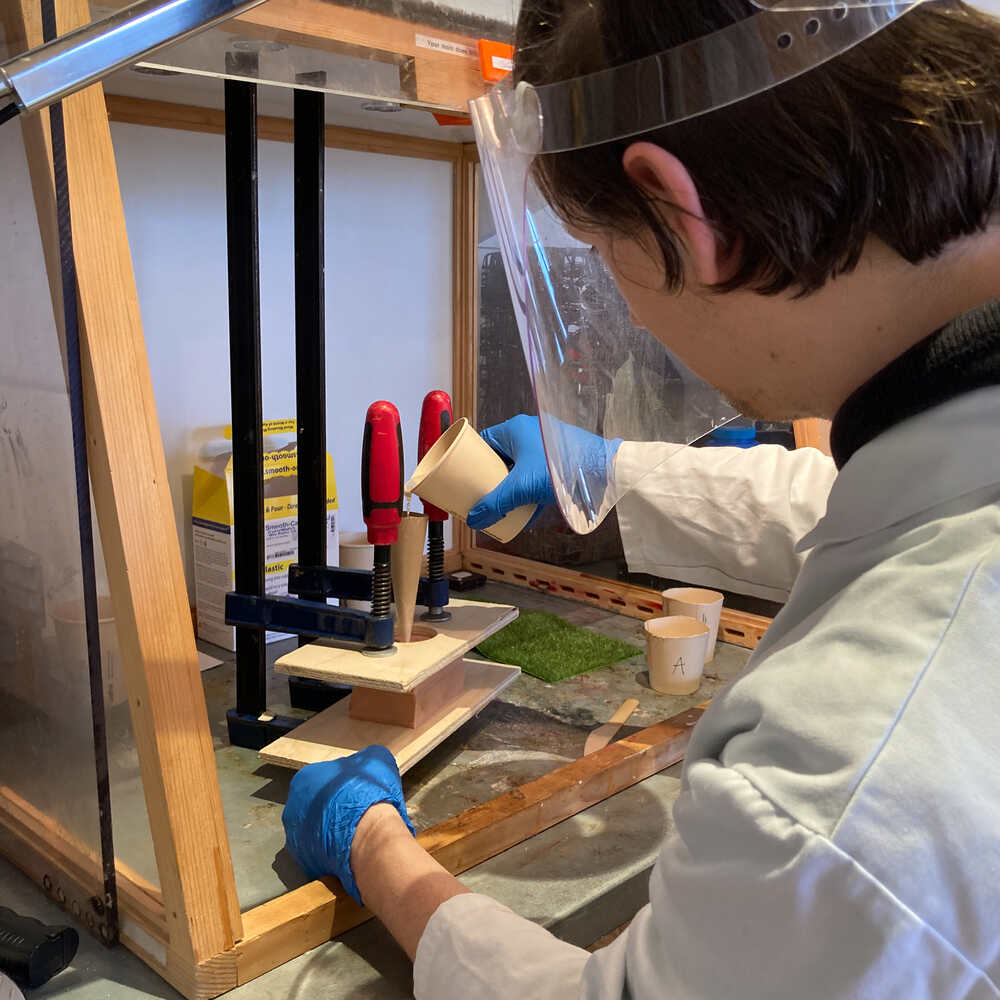
- Fumes are toxic => We will do the casts inside the ventilated box
- Avoid contact => Wear gloves & Eye protection
From a material perspective we noticed the following:
- It has a really short
pot lifeof2.5 min. We will have to be quick with mixing Cure timeis just10 minutes- We will mix
1A:1Bby volume
By using a material that cures so quickly we were able to make multiple casts. We started by just mixing A and B in a cup and let them cure directly in there. To make it easier to pour the same volume of the two parts we made marks in the cups.

While mixing A and B I felt that the cup was getting warmer and warmer. While the mix was curing we measured the temperature and it went up to ~80 degrees.
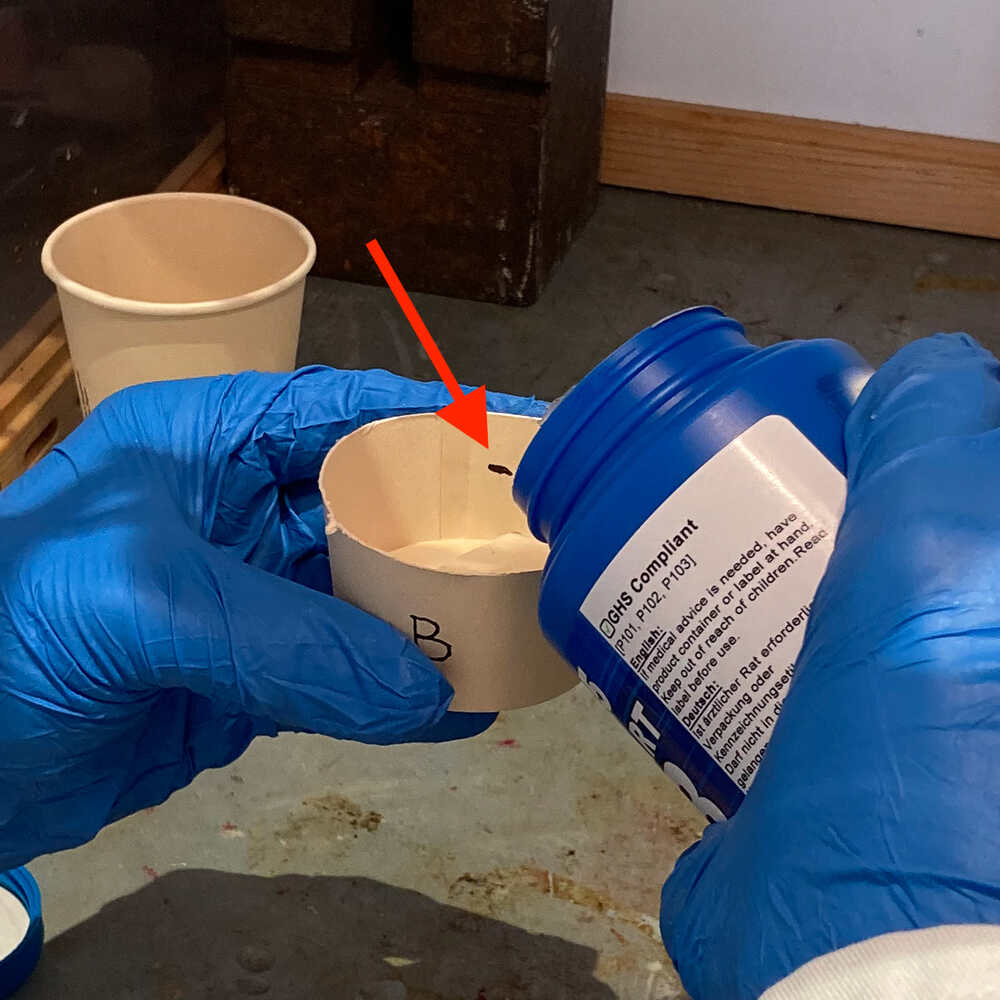
After practicing with the simple pour in the cup we were ready to make a pour into a mould. We used a mould from a former student.
The first time we were not fast enough with mixing and the resin solidified while pouring. We attempted again and spent a bit less time mixing (1 min) and this time it worked :-)


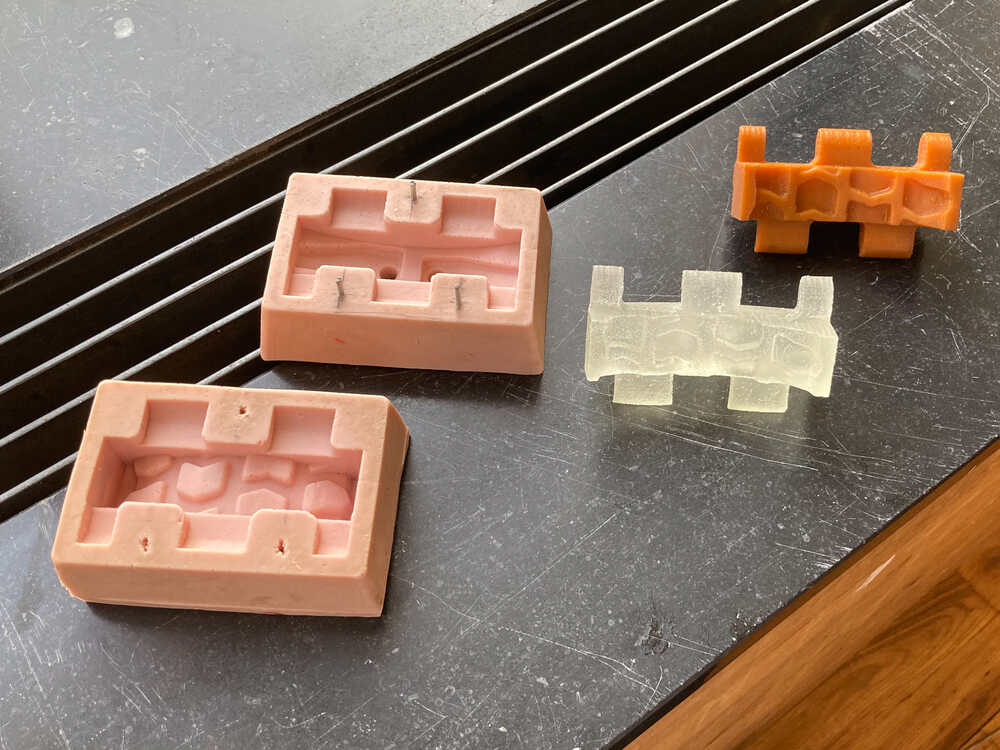
This is the mould and some casts. The brown part was casted by the former student and the transparent one is the one we made.
The multipurpose handle¶
For my individual assignment I designed a multipurpose handle
Handle design ¶
 By casting different types of hardware into the handle it can be used for multiple purposes. These are some ideas:
By casting different types of hardware into the handle it can be used for multiple purposes. These are some ideas:
- Cast a screw into the handle to use it as a
drawer handle - Cast a bit holder into handle to use it as a
screw driver - Cast cork opener spiral into handle to use it as a
bottle opener
Once I had the design of my handle complete I 3D printed it to see if I was happy with the dimensions.

Mould design ¶
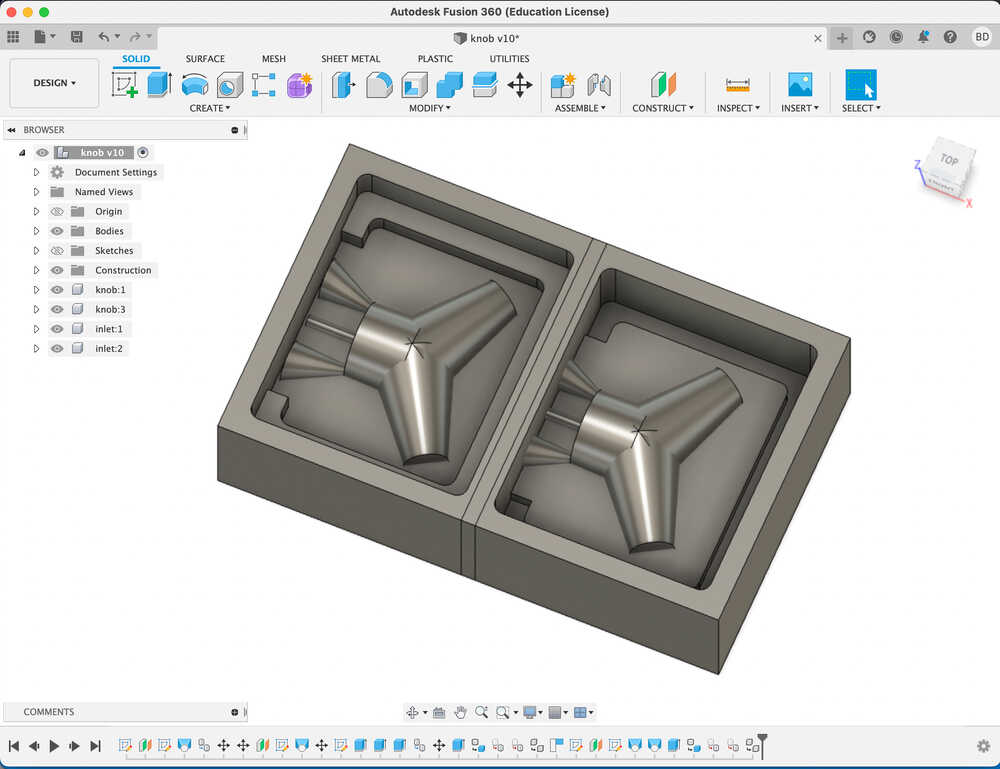
With the handle design complete it was time to start designing the mould around it. I created two boxes each containing half a handle. To keep the moulds aligned I added a feature at the edge so that one mould will lock into the other one. I did as well add multiple entrances from outside to the part: One for pouring, one for venting and one to insert the hardware (e.g. screw)
Toolpaths¶
With the design complete it was time to create toolpaths in VCarve:
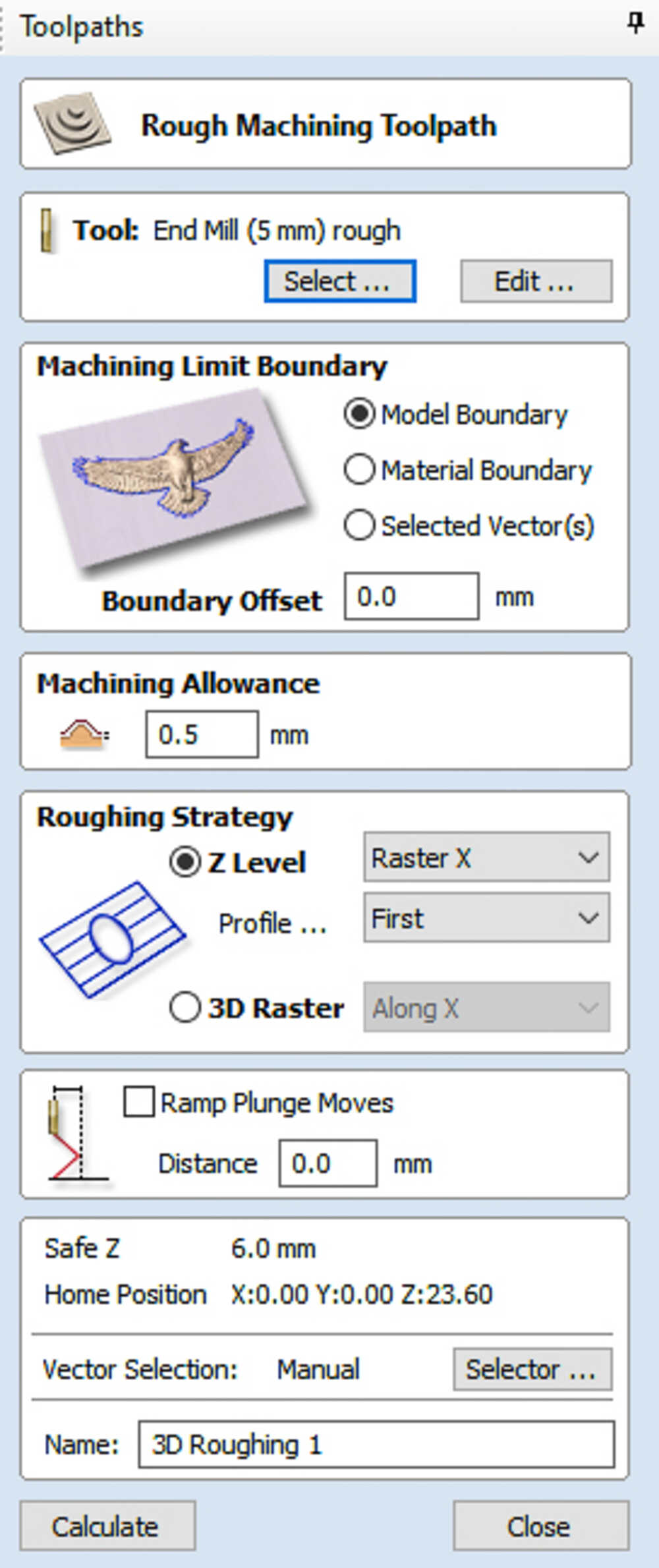
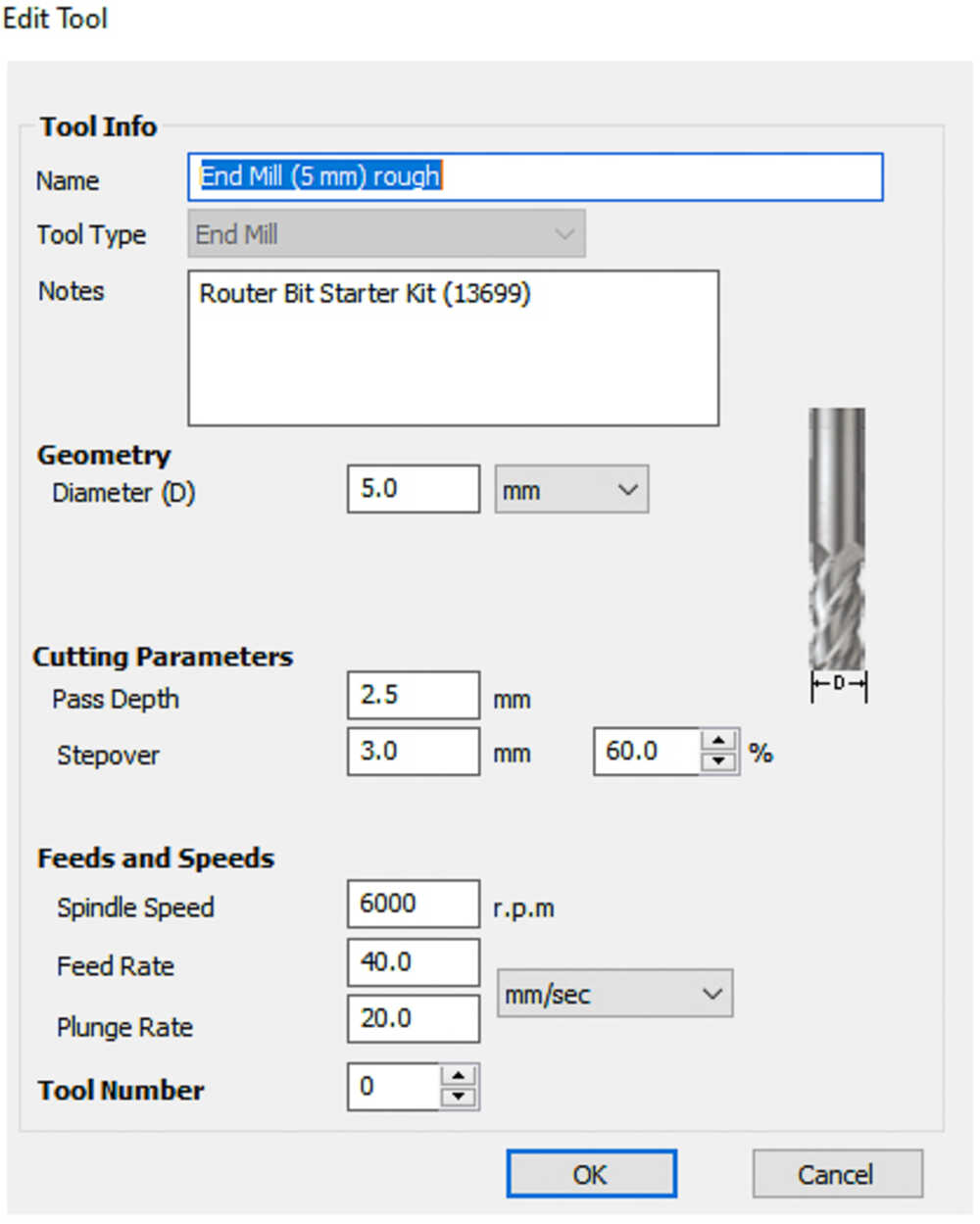
Gaps too small for 5mm mill
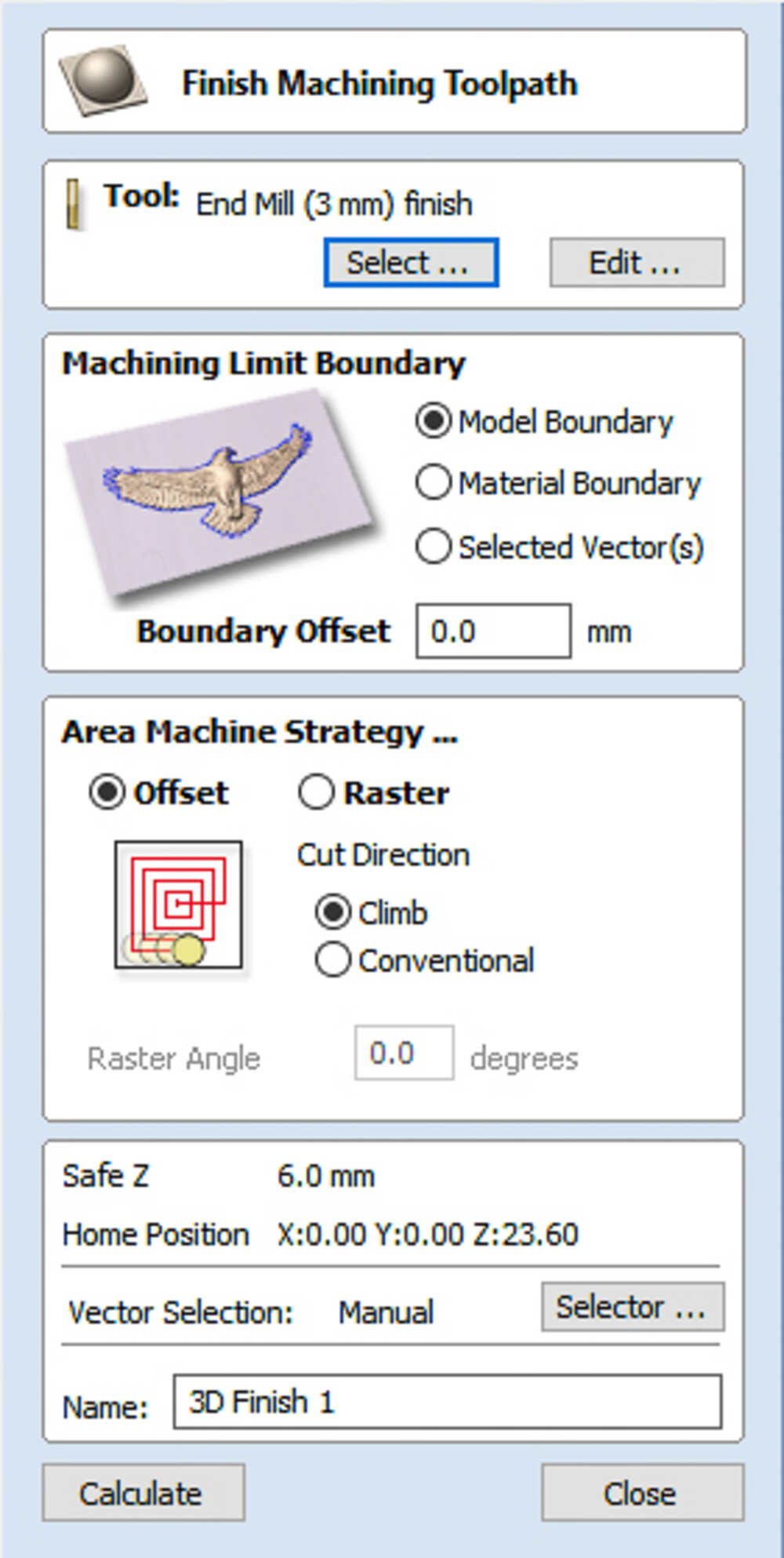
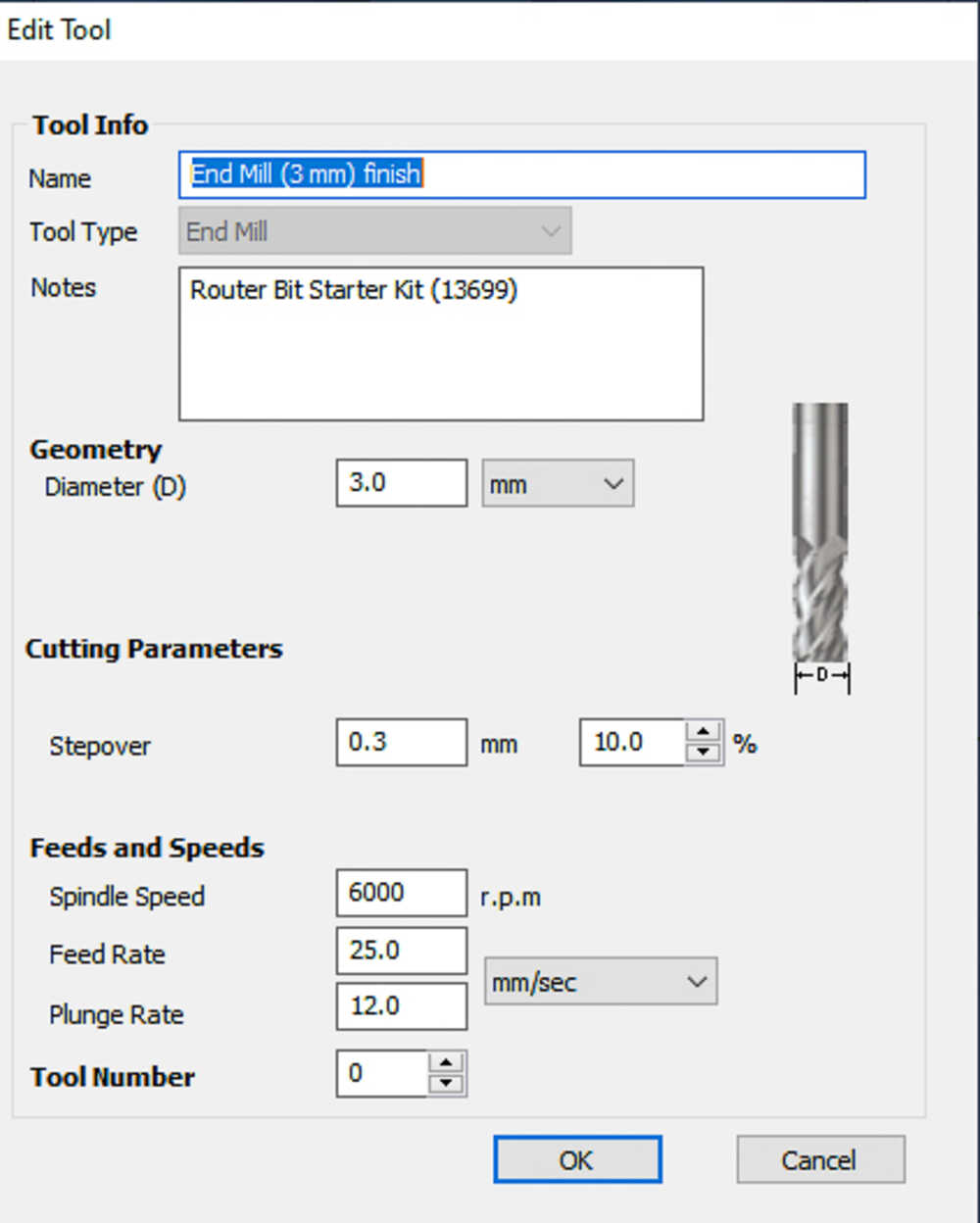
I was initially planning to mill everything with a 5 mm end mill. When I simulated the toolpaths I realized that there are small areas where the 5 mm mill doesn’t reach. Instead of changing the design I decided to use a 3 mm mill for the finish toolpath
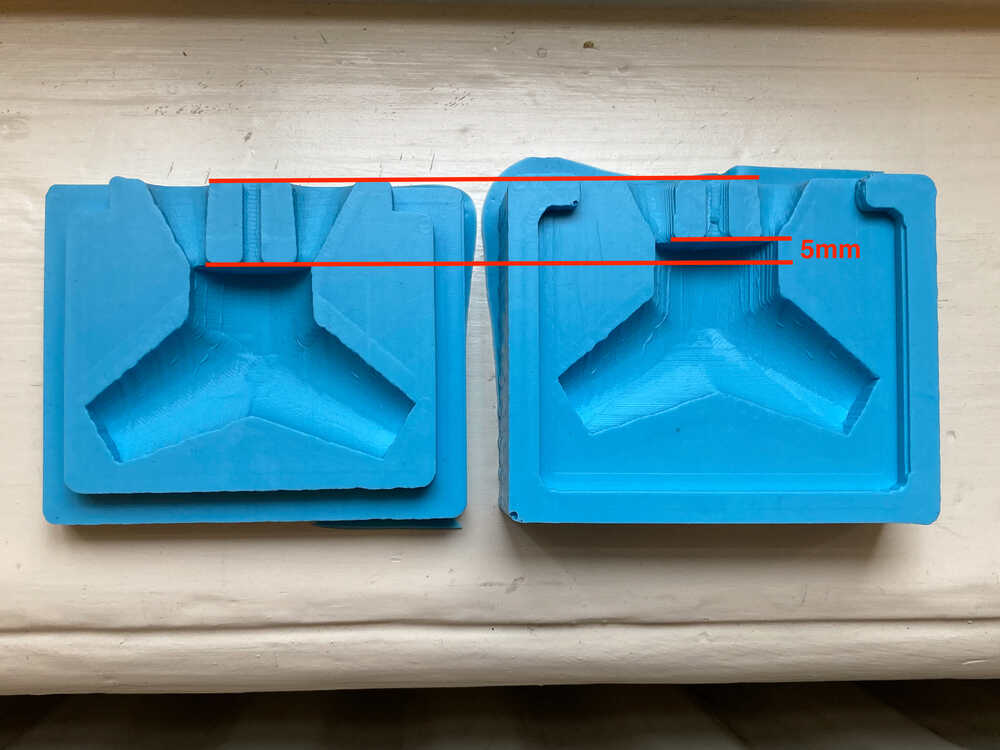
Mould too deep
The 3 mm end mill is not as long as the 5 mm one. That means that I can’t reach that deep down without crashing with the spindle into the material. The maximum depth I can reach is ~ 2.3 mmI adjusted my design to have lower mould walls.
Milling mould¶
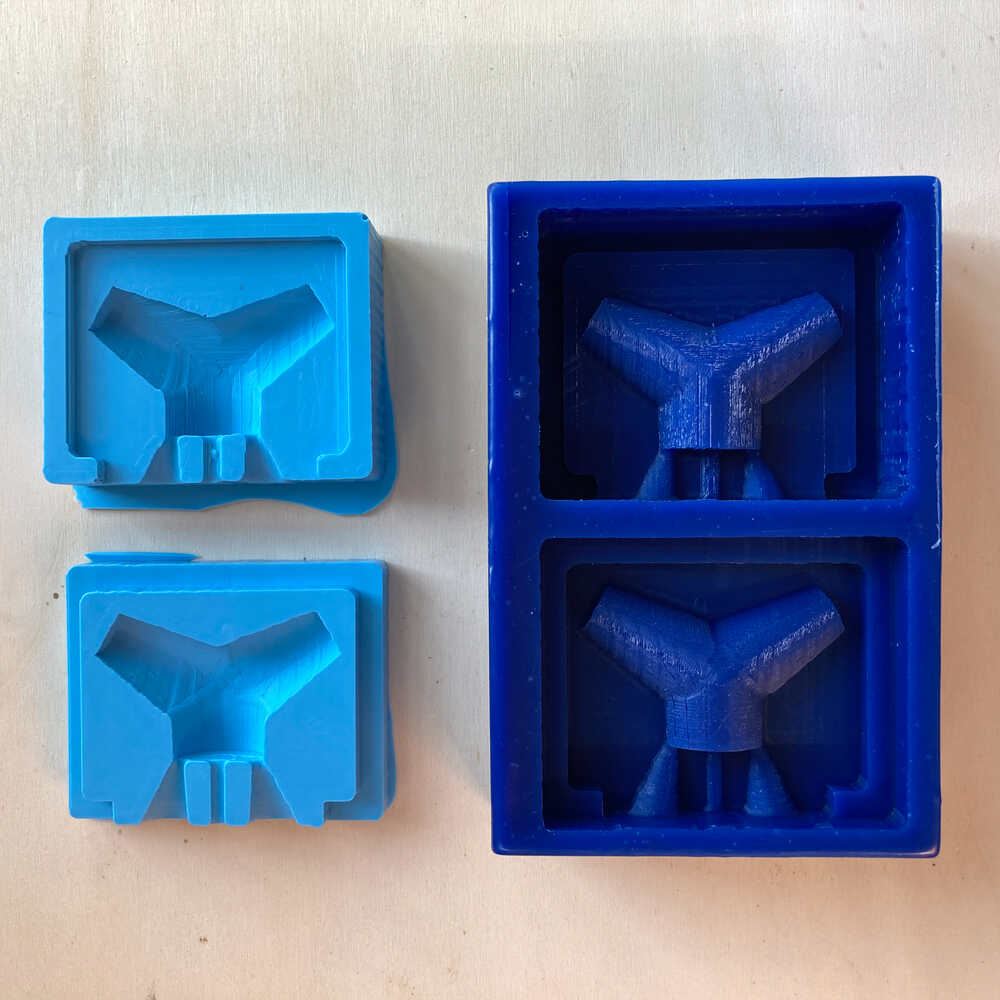
Once I had the toolpaths complete it was time to start milling. The left image shows the wax block after the rough pass and the right one is the complete mould.

Cast flexible mould¶
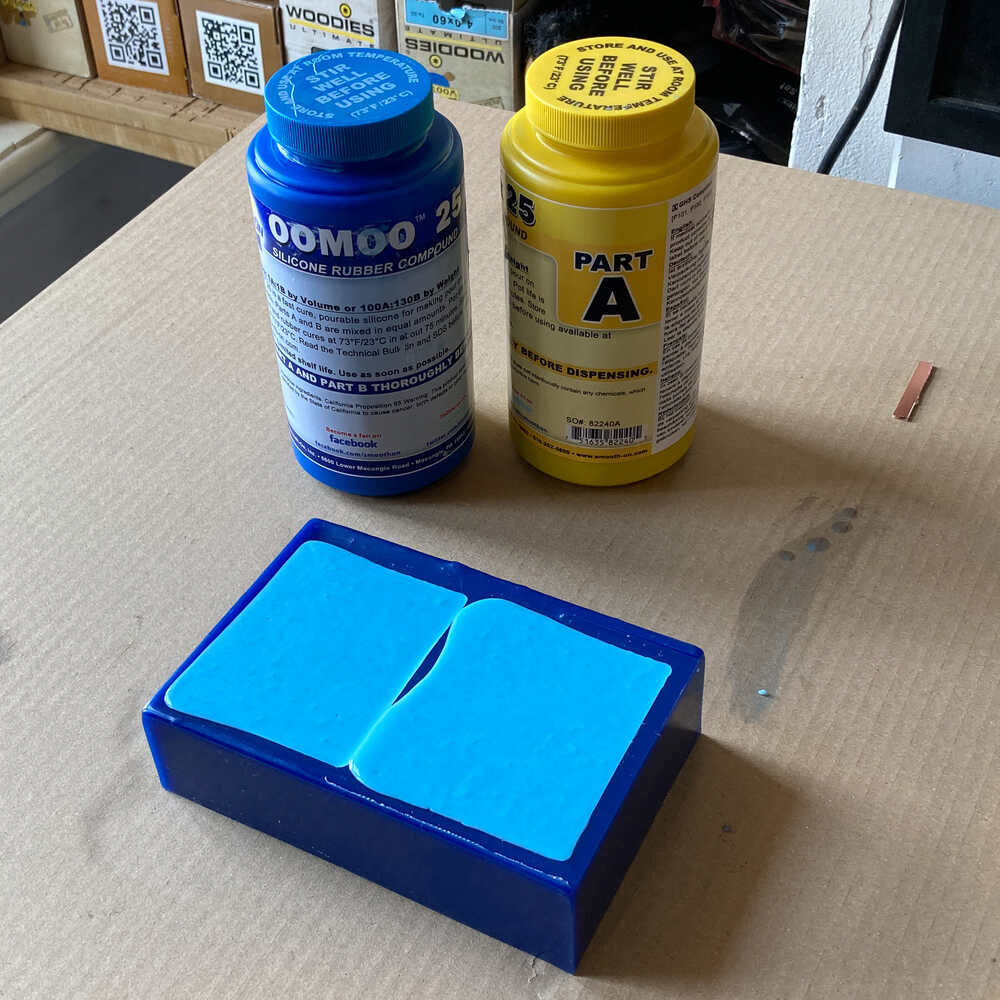
With the wax mould ready it was time to use it to create a flexible mould. I used OOMOO-25 to create the flexible mould. According to the technical bulletin a release agent is usually not necessary so I didn’t use one and It was still really easy to separate the parts once the OOMOO was cured.
Cast handle¶
The next day I made a first cast in my flexible mould. I used Smooth-Cast 325 as it cures in only 10 min to see a first result quickly.
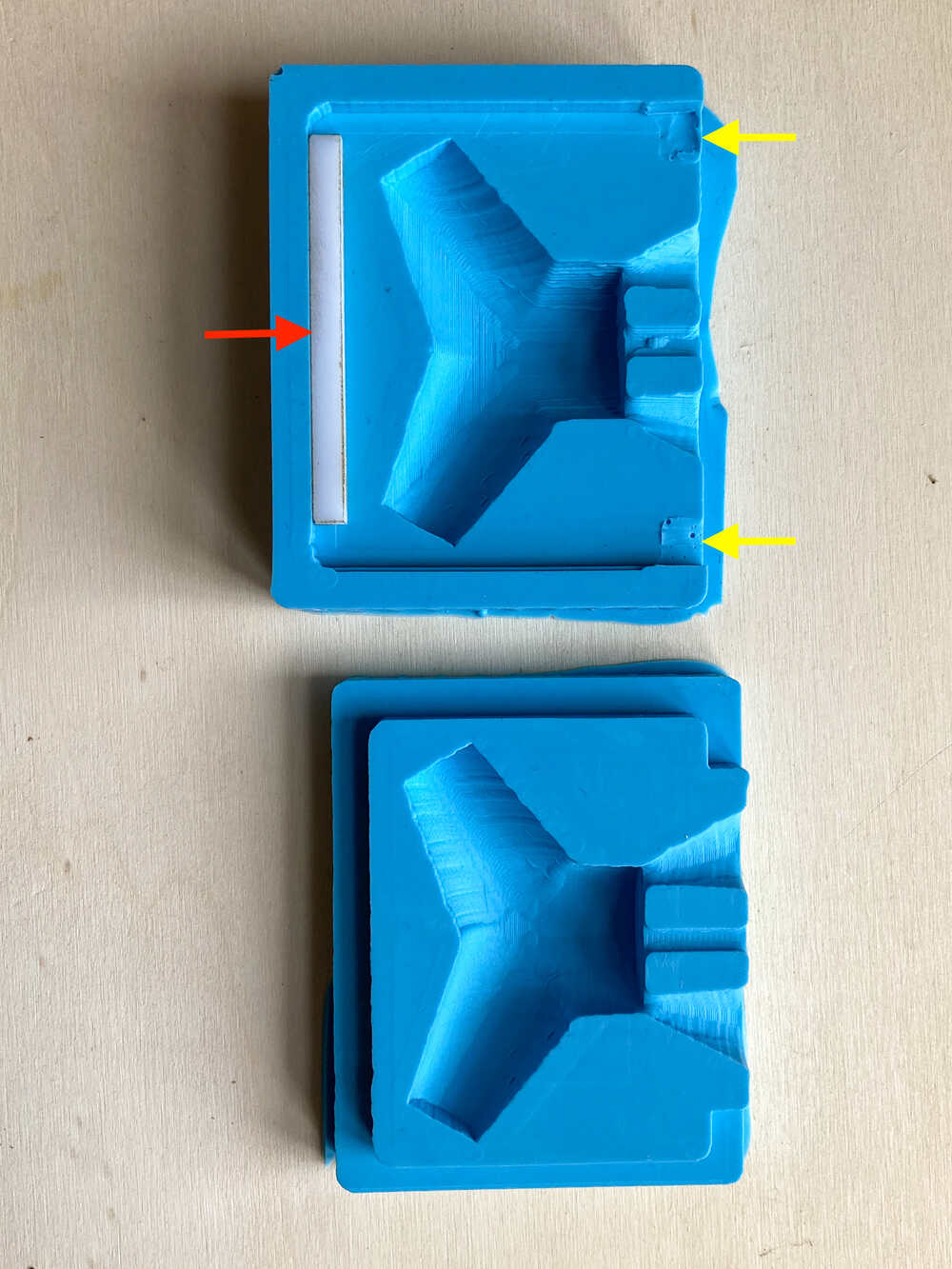
Misaligned mould parts
It turns out that the 2 parts of my mould are misaligned by quite a lot:

I went back to my design and I did indeed make a mistake there which did lead to the misalignment. To fix the alignment I cut away the parts marked with the yellow arrows and made a spacer to compensate for the misalignment. I casted one more object with the alignment fix and it turned out well.

Now that I had a first successful cast it was time to start experimenting :-)
Colored¶
I tried to make a red part by mixing SO-strong colorant with Smooth-Cast 325. I mixed the colorant with part B as instructed on the website.
Uneven coloring and curing

The part cured unevenly. It mostly cured well but at the top there are some sections which stayed sticky. I guess it’s because I didn’t mix things well enough but it’s tricky to mix Smooth-Cast 325 thoroughly as the time to do so is limited (~ 1 min)
I made a second attempt at creating a colored part using Smooth-Cast 305 which has a longer pot life (7 min) which gives me more time to mix everything well.

The coloring was even this time but the surface finish isn’t good and it didn’t cure properly even after 24 hours. I’m not sure what went wrong here. Both the Smooth-Cast and the colorant are not new and maybe are not working properly anymore.
Tools¶
Until now I casted M4 screws into the handles so that they could be attached to a drawer or door. Now it was time to cast some more interesting things into the handles.

Flexible¶
I made a flexible handle by using VytaFlex 50.
This compound was quite thick (viscosity 2000 cps) when mixed and did therefore not flow as easily into my mould as Smooth-Cast 325 (viscosity 100 cps). I had to push it down the inlet hole with a small stick and a lot of patience.

After a night of curing (~17h) I demoulded the part and it was still not fully cured. I guess I’ll have to give it just some more time as the cure time in the technical bulleting is 16h.
Multi-material¶
I’ll try to make a handle consisting of multiple materials.
I made a version of my handle design that has channels cut out of it.

I will 3D print this design, put it in my mould and pour OOMOO in it.
OOMOO sticking to OOMOO
I sprayed Universal mould release on my mould but the OOMOO I casted did still stick to the OOMOO mould. Probably I did not apply enough mould release.


I tried to restore my mould by rubbing and cutting the casted material away from it. I managed to get it back into an usable state but it’s not as good as before.
I still managed to cut my object out of the mould it was sticking to and here it is:

It’s far from perfect as the casted material got damaged while I was cutting it out of the mould. It’s as well not an ideal combination of materials as OOMOO doesn’t stick to the 3D printed PLA and it’s therefore really easy for the two materials to come apart.

I made a second try with Smooth-Cast 325 and this time it turned out great :-)
Retrospective¶
This week was really busy and full of learnings. I’d say this applies to any Fab Academy week but this one was special for me because it was the first time that I made a mould and casted something.
There are many steps to get to the final object specially with the 3 step procedure we used
- Mill a positive mould
- Cast a flexible negative mould
- Cast the final object
3D printing is definitely easier to get quickly from a design to a physical object but moulding has advantages too:
- Possible to cast different hardware into the object without changing design
- Once the mould is complete it’s rather easy to make many objects from it
- Vast material choice
I had fun, learned a lot and I’m happy with the objects I managed to cast. I’d call that a success :-)