10a. Molding and Casting (CLS Students)¶
Molding & Casting - Group A1¶
Preparing for Casting¶
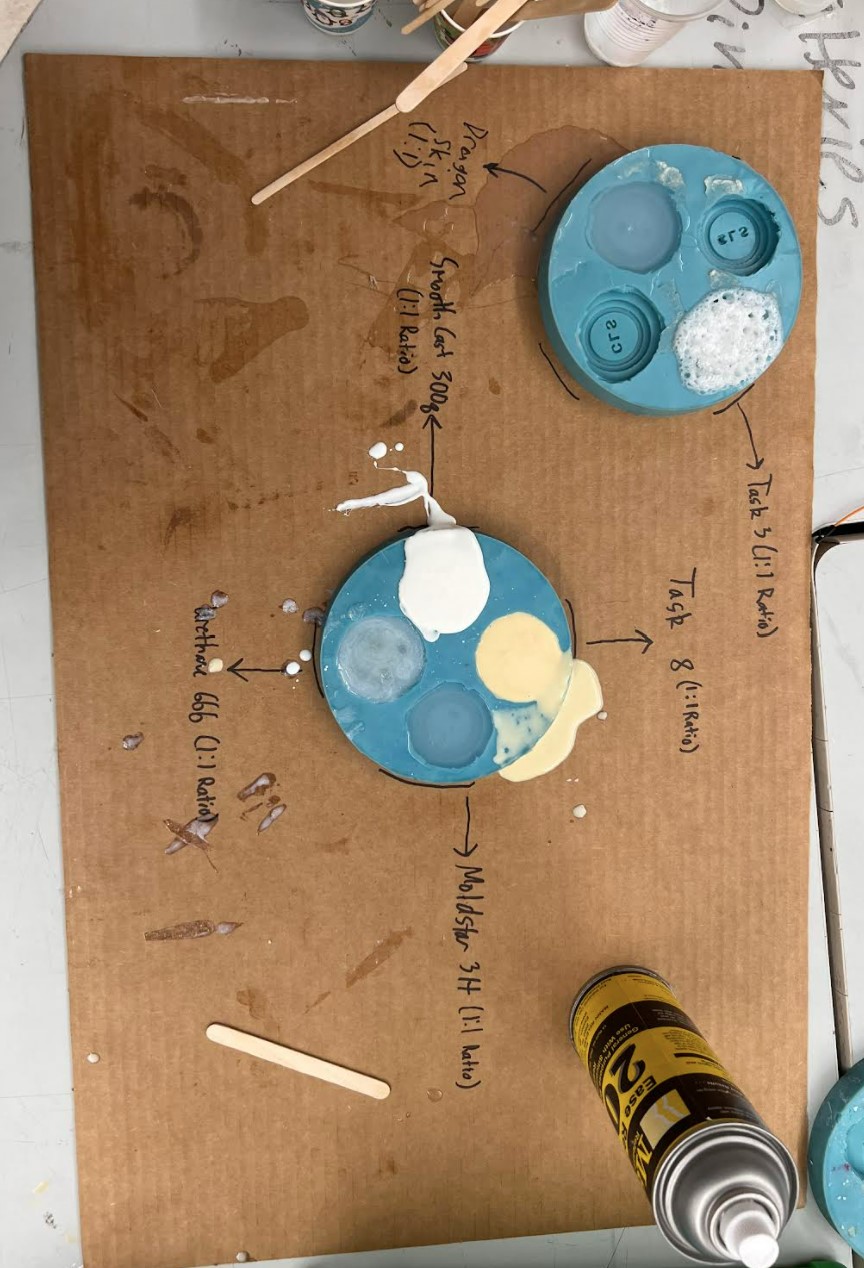
Our group began by placing a sheet of cardboard on the table. We agreed on the premade CLS molds provided by our Fab Lab. Nick placed the molds and labeled each cast material name on the cardboard where it would be poured. Andrew read the ratios of mixing for each material and Nick listed the ratios on the cardboard next to each material so we would know what amount to mix into each.
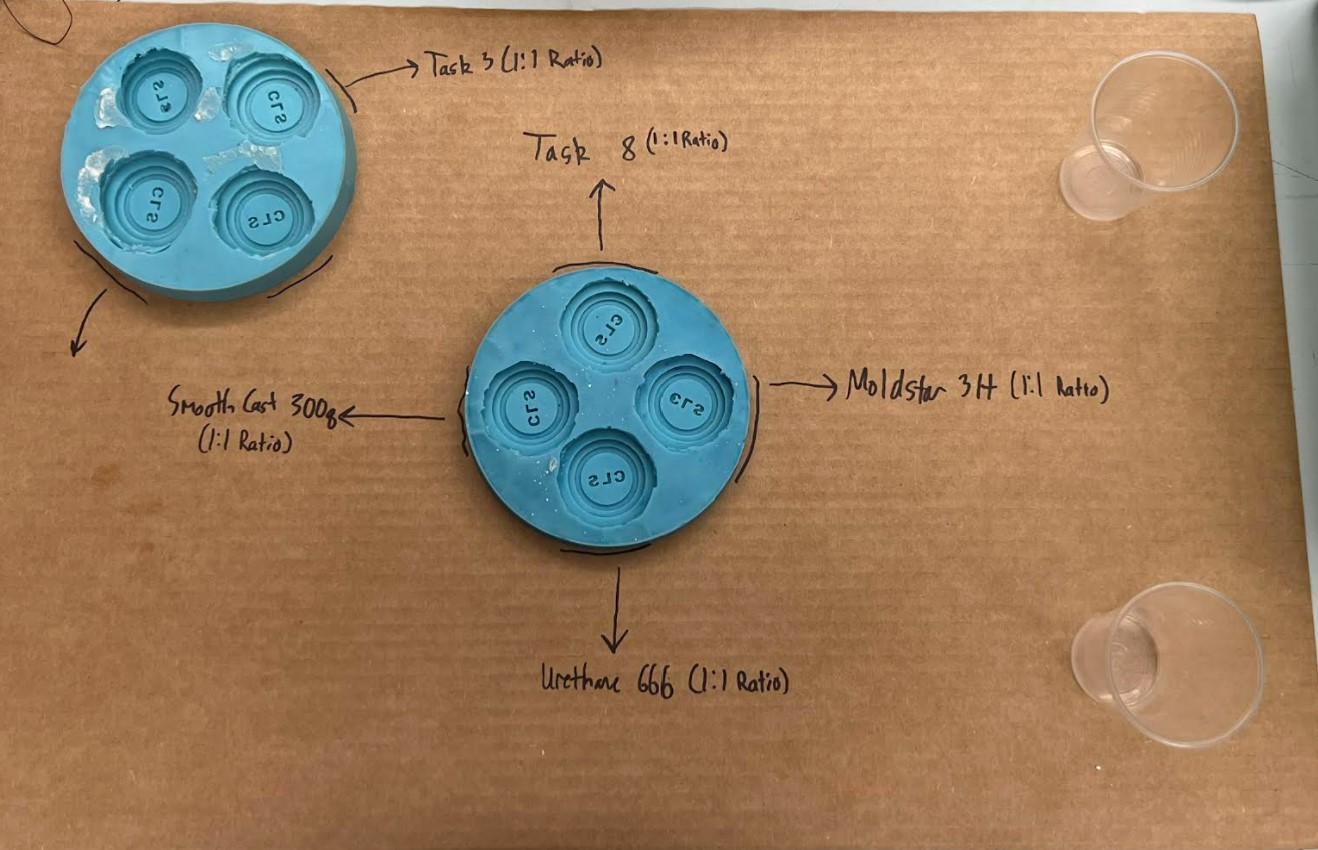
Aarush took all of the photos for this week’s group work in our sub-group.
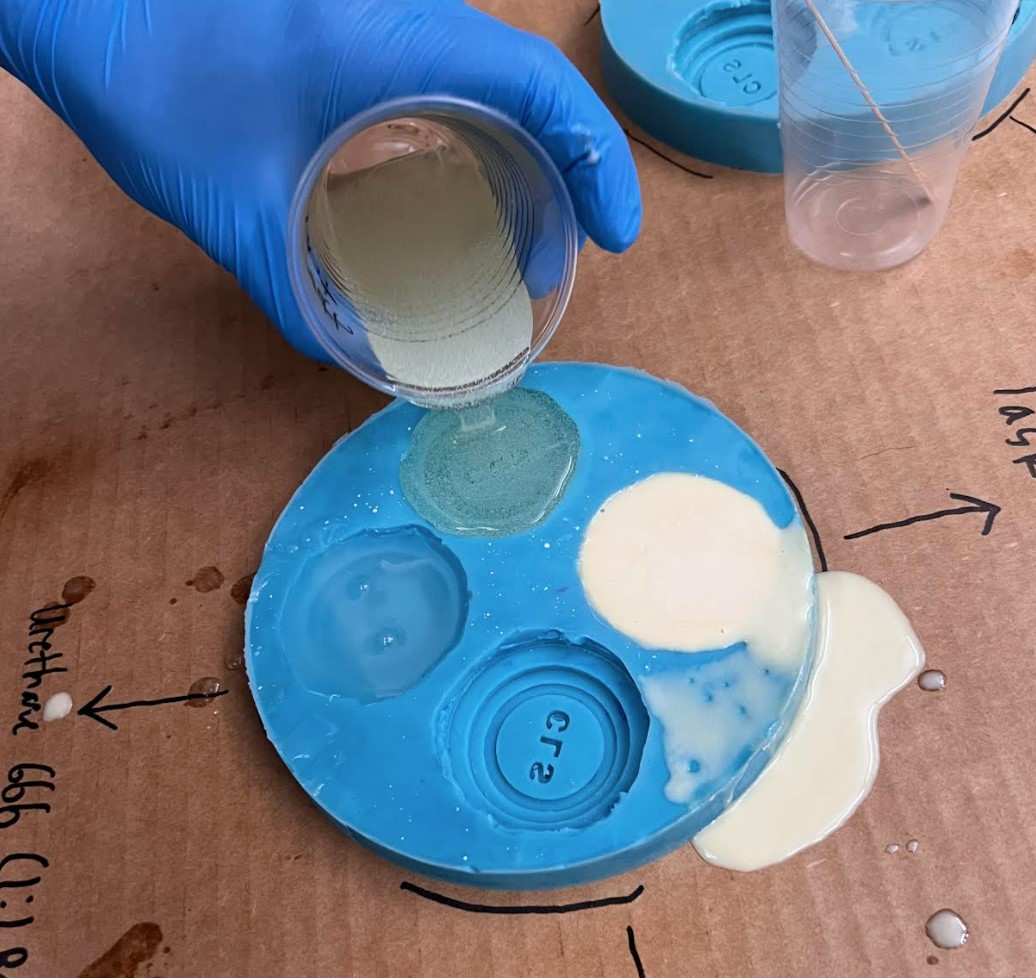
Mixing the Materials¶
Both Nick & Jack were the ones who mixed and casted the materials into the mold. Andrew assisted the group by finding all the materials necessary for casting and pointing out the key information about each to Nick and Jack.
Nick¶
Task 8¶
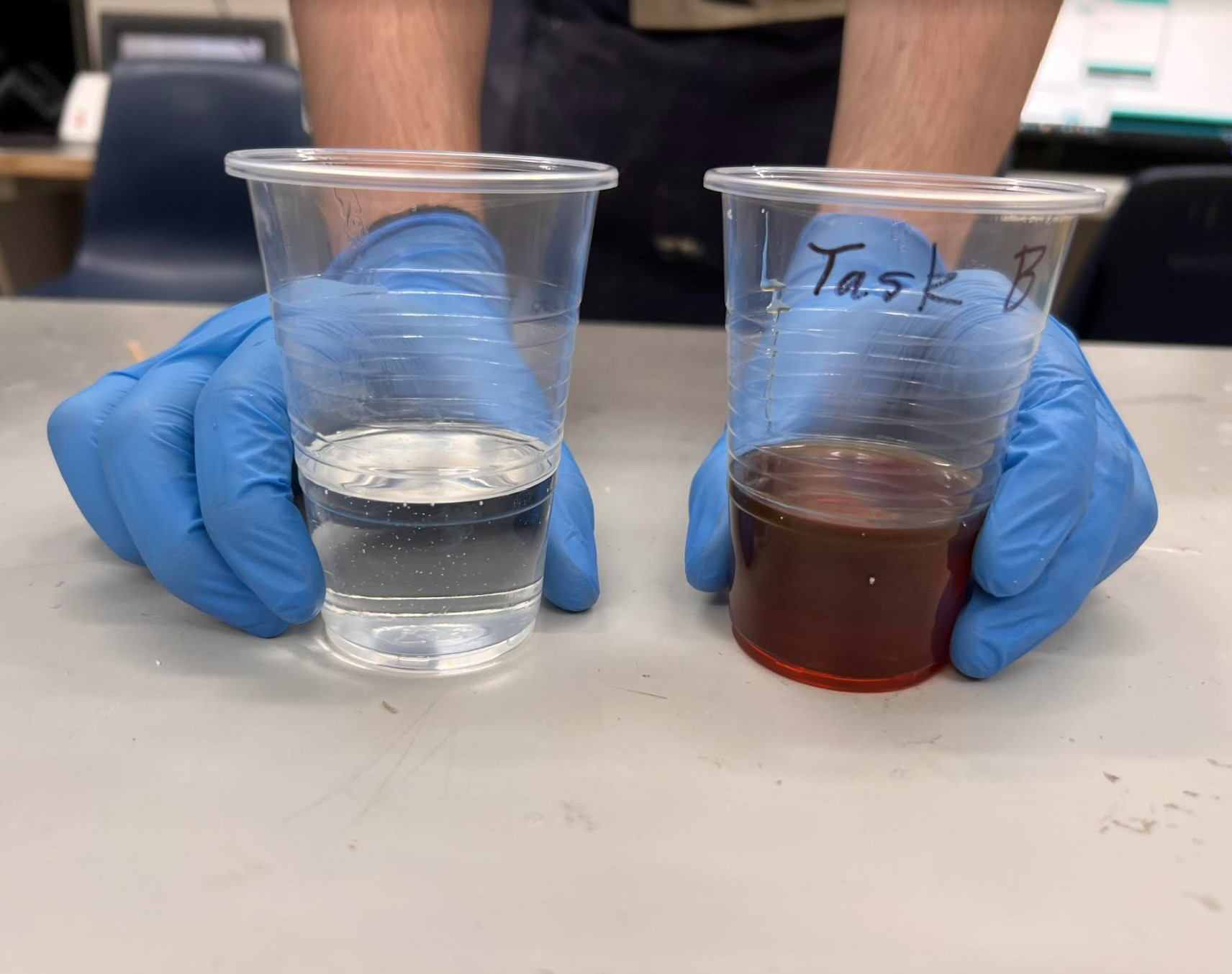
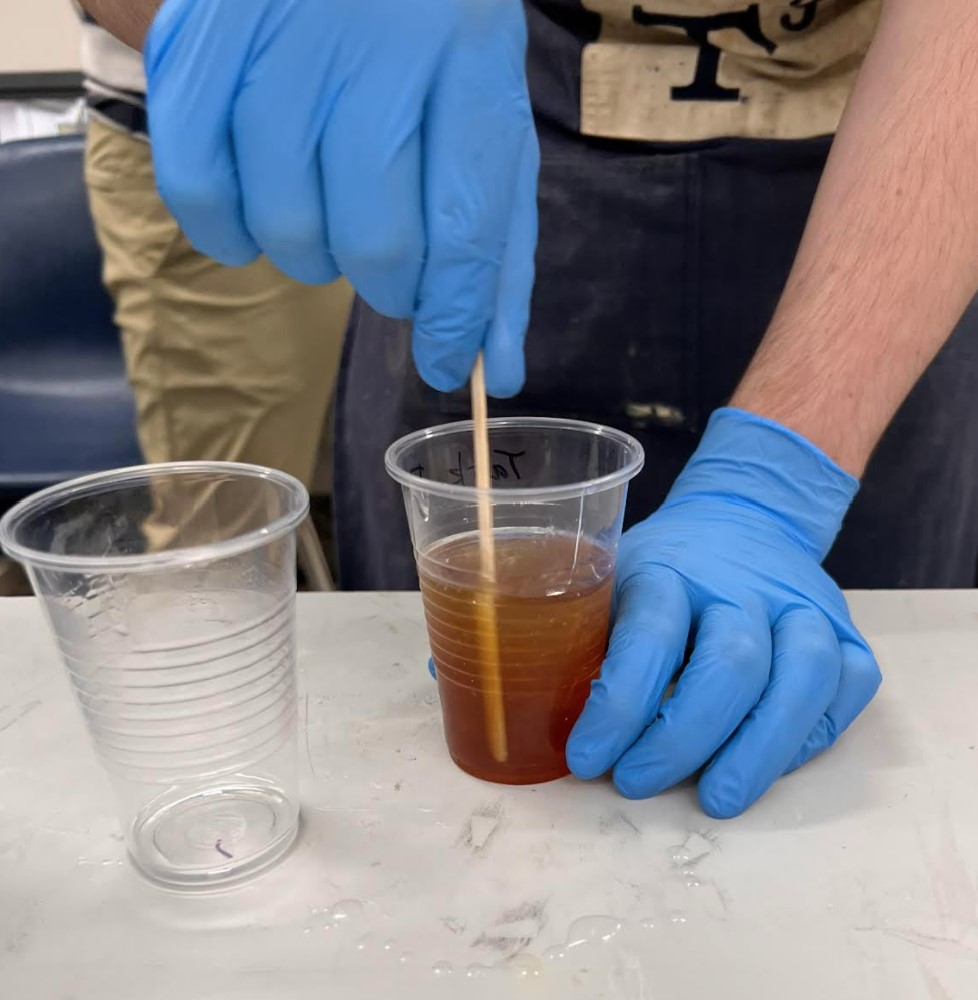
The tast 8 was what Nick started with. He poured both A and B into separate cups and to an equal mass as the ratio was 1:1, then he poured them together. Tast 8 had a Pot Life of 2.5 minutes. It got to a crazy hot heat and was very exothermic. The labeling details a heating of up to 263 degrees fahrenheit.
In the end, the cast was very clean except for the CLS lettering.
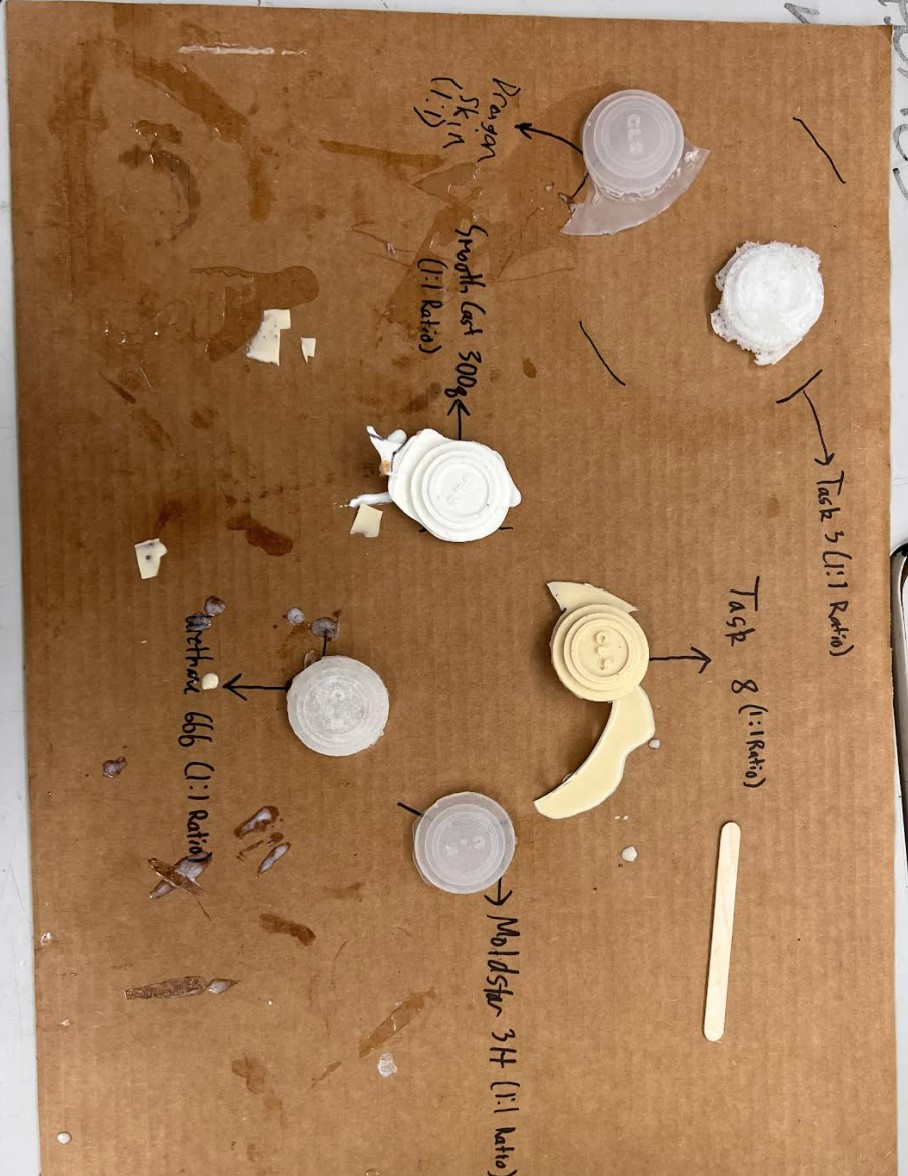
The lettering was pretty heavily damaged. I ended up sanding and chiseling down the out edges and sanding the underside. The material was hard and stiff and didn’t bend.
Smooth Cast 300¶
Next, he followed the same process with Smooth Cast 300. This one was also exothermic and got decently hot, not as much as Cast 8, and had a Pot Life of 3 minutes and it even almost solidified in the cup I was using as I was pouring it.
The smooth cast casted well also. Different from the Tast 8, the lettering casted pretty well and is easily readable. I also sanded the bottom of this one, this material was also very hard and stiff and not flexible.
Dragon Skin¶
Lastly, Nick found what was called “Dragon Skin” in the closet in our lab. He decided to add this to the sets of casts. This one was not hot and had a pot life of 15 minutes, it’s cure time was 75 whole minutes, the longest of all the materials.
The dragon skin in the end was a very clean cast.
It was super flexible and bendy and always went back to its original position. It had a lot of friction and stuck to screens and walls when placed on them. It came out somewhat clear, as some objects could be seen through it but for the most part it was cloudy and only light could pass through. I had to use a sharp blade to clean up the edges of the cast.
Jack¶
Moldstar 20T¶
Jack started with the Moldstar 20t. This mold required both substance A and substance B to be mixed together so Jack Poured around a table spoon of each into separate cups.The resins had a 1 to 1 ratio so Jack poured equal amounts into each cup Then he poured the substances in the same cup and began to mix them for around 30-45 seconds. After mixing both part A and part B, Jack poured the mixture into the mold.
Task 3¶
Next Jack tested the Task 3 mixture. This mold required substance A and substance B to be mixed in separate cups before they were mixed together in the same cup. Jack started by pouring both substances in their own respective cups and then mixed them. After, Jack poured both substances
Urethane 666¶
Lastly Jack tested Urethane 666 mold. This mold was similar to the Task 3 mold as it required both substance A and substance B to be mixed separately before they were mixed together. After all the mixing was done Jack poured the mixture into the mold
Results¶
Overall the molding and casting materials can be split into rigid and flexible ones, or those that are bendable after hardening and those that aren’t. Out of the ones we tested, which were the Task 8, Smooth Cast 300, Dragon Skin, Moldstar 20T, Task 3, and Urethane 666, all of the materials utilized a 1:1 ratio between parts A and B, with varying cure times and pot lifes. For example, a material like Task 8 has a pot life of 2.5 minutes and cure time of 15 minutes, which is relatively short compared to a material like Dragon Skin 10, which has a pot life of 8 minutes and a cure time of 75 minutes. In addition to varying cure times, some of the materials release more heat than others in the chemical reaction, most notably the Task 8 and Smooth Cast 300. The ones that were rigid were Task 8, Smooth Cast 300, and Task 3, the ones that released the most heat. The flexible ones were Dragon Skin and Mold Star 20T, with Urethane 666 being somewhat flexible.
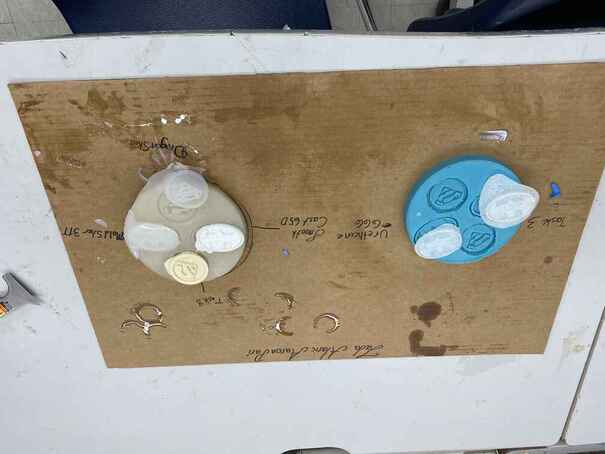
Group A2¶
Alaric, Aaron, Jada and Pari tested the following molds
- Mold Star 31T
- Smooth Cast 65D
- Dragon Skin
- Task 8
- Urethane 666
- Task 3
Organization and Prep¶
The group gathered a piece of cardboard, a sharpie and two molding pieces before casting. They labeled each section with a different mold they were going to use. They used gloves and clothing protection before dipping.
They achieved the results displayed below
Mold Star 31T¶
Aaron worked on Mold Star 31T which is flexible silicone rubber. It has a pot life of 6 minutes and a cure time of 30 with a ration of 1A:1B. The mold can be easily broken if a thin layer is produced, but if a thicker layer is made then it can be relatively strong. Because it is a flexible mold, mixing proved a little more difficult because it would take a little bit of time before the part B would drip into part A
Smooth Cast 65D¶
Aaron worked on Smooth Cast 65D which is a semi-rigid urethane resin. It has a pot life of 2.5 minutes and a cure time of 10-15 minutes. The ratio is 1A:1B by volume or 100A:93B by weight. If something small is molded, it is moderately flexible but if higher concentration is produced the flexibility is removed. Mixing the mold is easier because it has more liquid-like properties unlike the Mold Star 31T. Also when mixing the temperature began to rise moderately.

Task 8¶
Alaric worked on Task 8, which is a heat resistant urethane plastic. It has a pot life of 2.5 minutes and a demold time of 10-15 minutes. The ratio is 1A:1B by volume and 120A:100B by weight. The hardening reaction is highly exothermic and fast, so be sure to be quick with it and not get any on skin. The fact that both the parts are not very viscous makes this easier. It turns out quite rigid.
Dragon Skin¶
Alaric worked on Dragon Skin, which is a translucent silicone rubber. It has a pot life of 15 minutes and a cure time of 75 minutes. The ratio is 1A:1B by both weight and volume. The high pot life makes it easy to work with due to the higher time for mixing and pouring, but it also makes it slower to get the final product. It turns out extremely floppy, so it is best used for pieces that need to be extremely flexible with minimal tension forces.
Urethane 666¶
Jada and Pari worked on Urethane 666, which is supposed to be a translucent silicone rubber. It has a pot life of 8 minutes and a cure time of 45. The ratio is 1A:1B by both weight and volume. Unfortunately this mold has exceeded the shelf life and turned out very bad. It was “bubbly” and brittle and soft. It is supposed to be similar to Dragon Skin in its original shelf life.
After mixing Urethane 666, Pari poured out the solution into the mold, this is to show how the product will turn out. Since the pot life is 8 mins it is important to be vigilant, and mix while being careful not to make any air bubbles. Once the cast in the mold was ready to be extracted out of the mold, we observed the material and how it turned out.
Task 3¶
Jada and Pari worked on task 3, which is a low viscosity resin. It has a 1A:1B by volume (115A:100B by weight) mix ratio. It is white. It has high tensile and flexural strength, as well as high flexural modulus. This plastic was formulated for a variety of industrial applications including pattern making and making prototype models. Materials should be stored and used in a warm environment (73°F/23°C). These products have a limited shelf life and should be used as soon as possible. All liquid urethanes are moisture sensitive and will absorb atmospheric moisture. Mixing tools and containers should be clean and made of metal, glass or plastic. Mixing should be done in a well-ventilated area. Wear safety glasses, long sleeves and rubber gloves to minimize contamination risk. It has a pot life of about 6 minutes. It came out moderately flimsy.
After mixing task 3, Pari then poured out the resin into the mold, this is to show how the product will turn out. Since the pot life is only 6 mins it is important to be vigilant, and mix quickly but to be careful not to make any air bubbles. Once the cast in the mold was ready we extracted the casts out of the mold, and observed the material and how it turned out. Is there something better we could have done?
We relaized that Task 3 came out to be flmosy, which is now documented, so anyone who wants to make a molding and casting project can reffer to this documentation to see which type of relut they want.