12. Molding and Casting¶
This week was full of hard physical work and brainstorming on doing something interesting and big. Mostly we’ve got acquainted with sand casting. Here it uses sand as the mold material.

Ashot from our FabLab who is also one of our students made a great presentation for this week.
Within the framework of the presentation, we studied different types of molding and casting. And since he has a factory, he also told what kind of molding and casting they do. He introduced us to all that in more detail and up close.
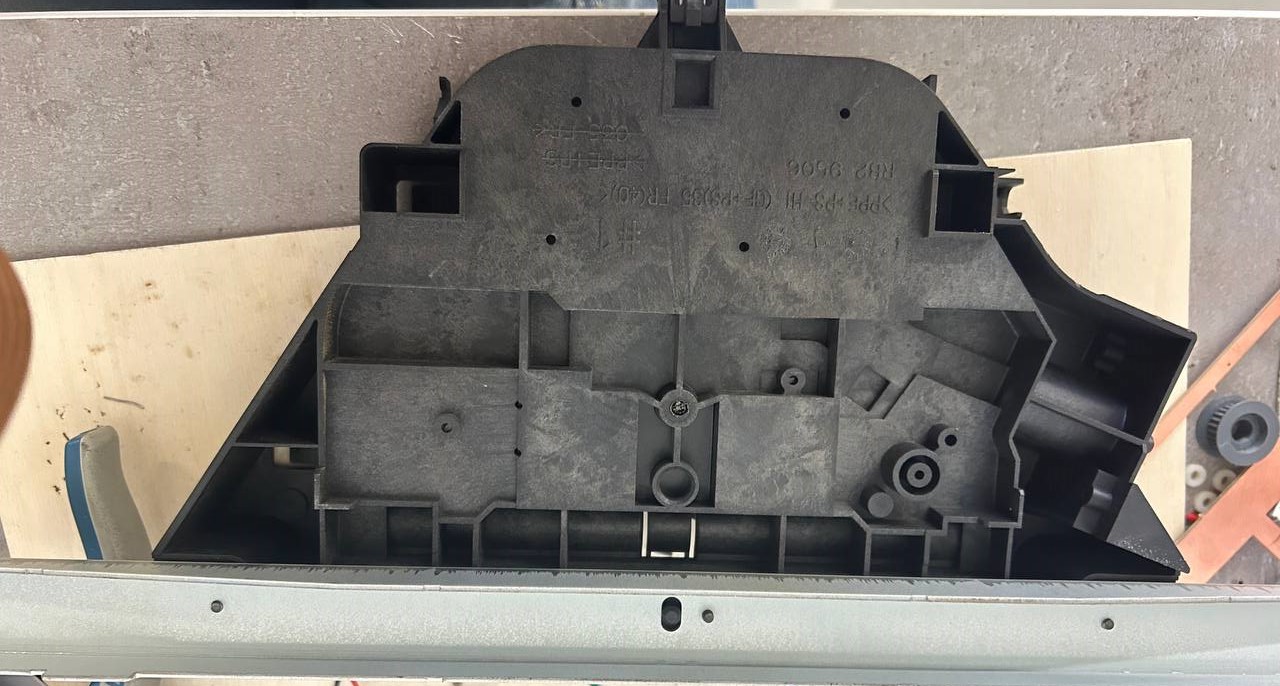
Also, we saw the locations of castings on the plastics.
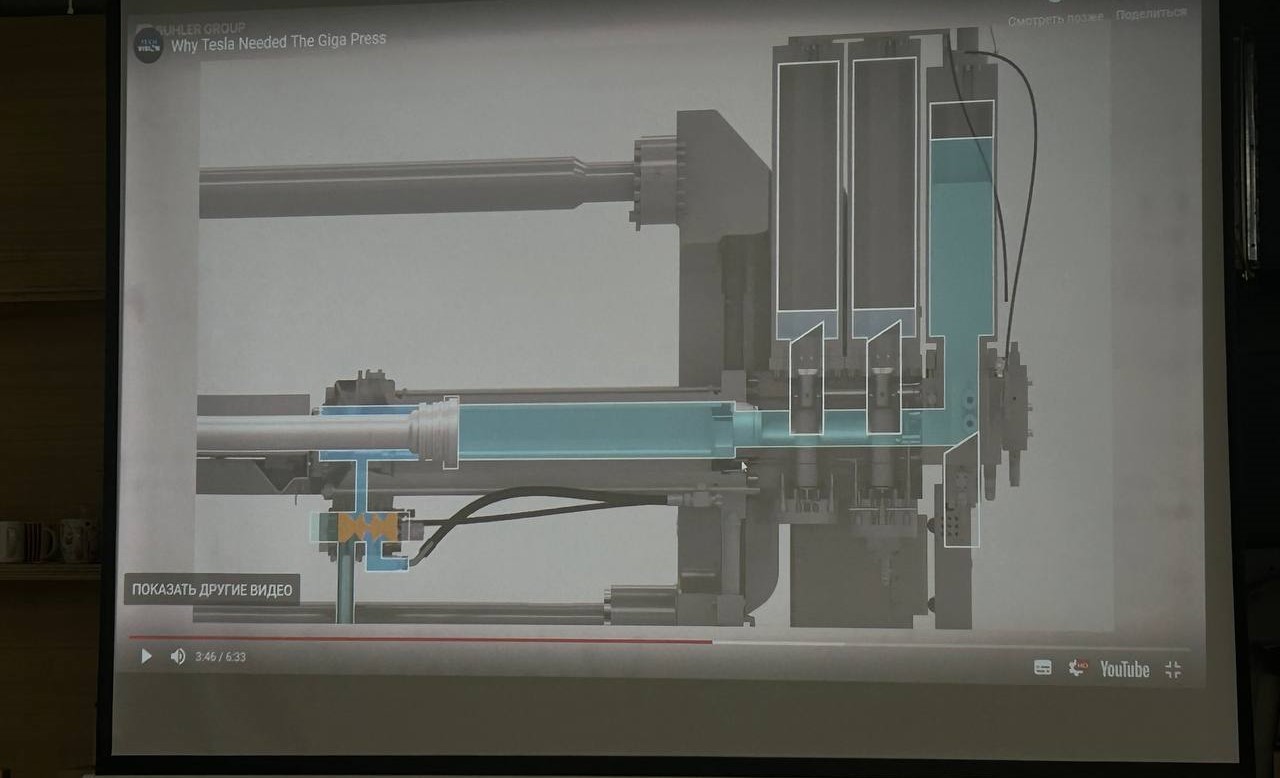
We watched various videos about the process, mechanisms and machines with which they are made.
We also studied the metals used for molding and casting and at what temperature they melt.
Useful links¶
Individual Assignment¶
Sand Casting¶
At first for producing an object we need a pattern of it. That pattern can be made from wood, metal, or even expanded polystyrene. The pattern must be slightly larger than the finished product due to contraction during solidification. After we need to mold the form. For that we use sand, that’s why it’s sand casting. The sand is being mixed with clay or material that is more soft. It after helps easier to take out from this form solid metal. The sand mixture is contained in a system of frames or mold boxes known as a flask.
The runner system, including the sprue, feeders, and in-gates, allows the entrance of molten metal into the mold cavity. Gas and steam generated during casting exit through the permeable sand or via separate risers. After all this process we are able to pour molten metal into the mold cavity. After cooling, the sand mold is broken away, revealing the finished casting.As the metal cools, it transitions from a liquid state to a solid state. During this phase, the atoms arrange themselves into a crystalline structure. The cooling rate affects the size and distribution of these crystals. Rapid cooling (such as in water-cooled molds) results in fine-grained structures, while slower cooling (as in sand molds) leads to coarser grains.
Manhole Modeling¶
I started modeling manhole model, and in picture below you can see the bottom side. Gave it some relief.
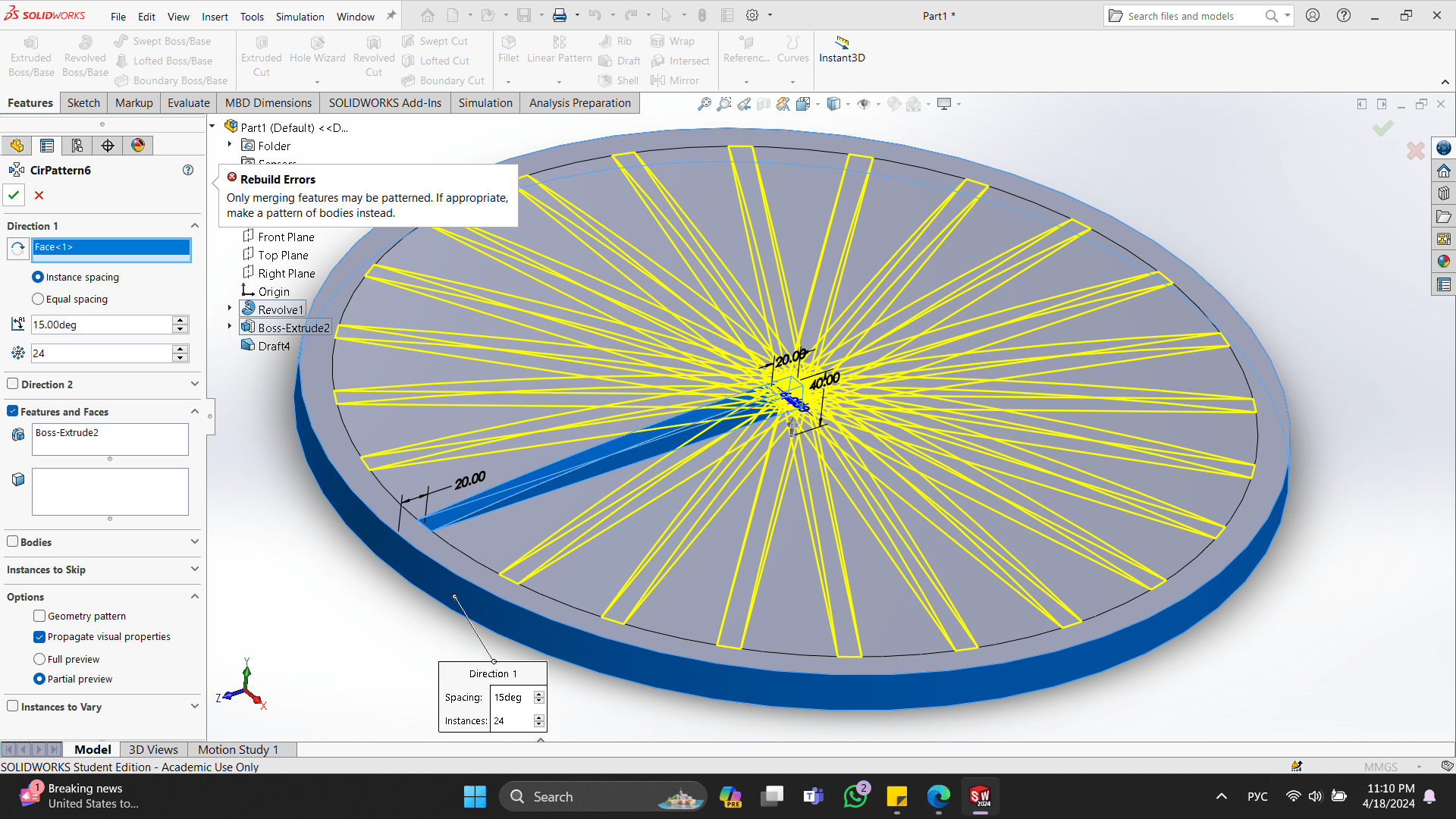
At the same time, it is very important to remember to bend the sharp ends of the bevel. Otherwise, the model will not come out of the sand easily.
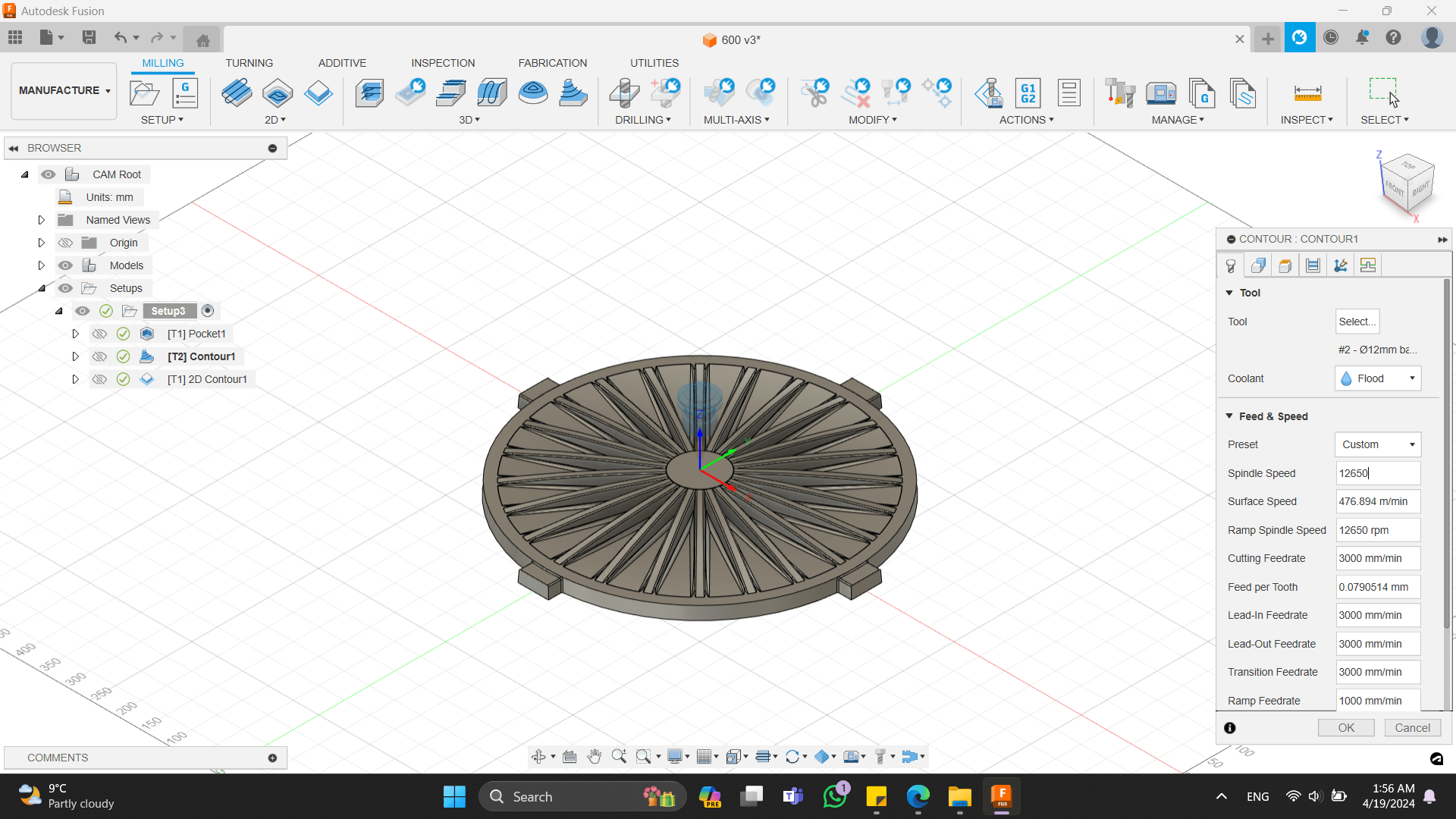
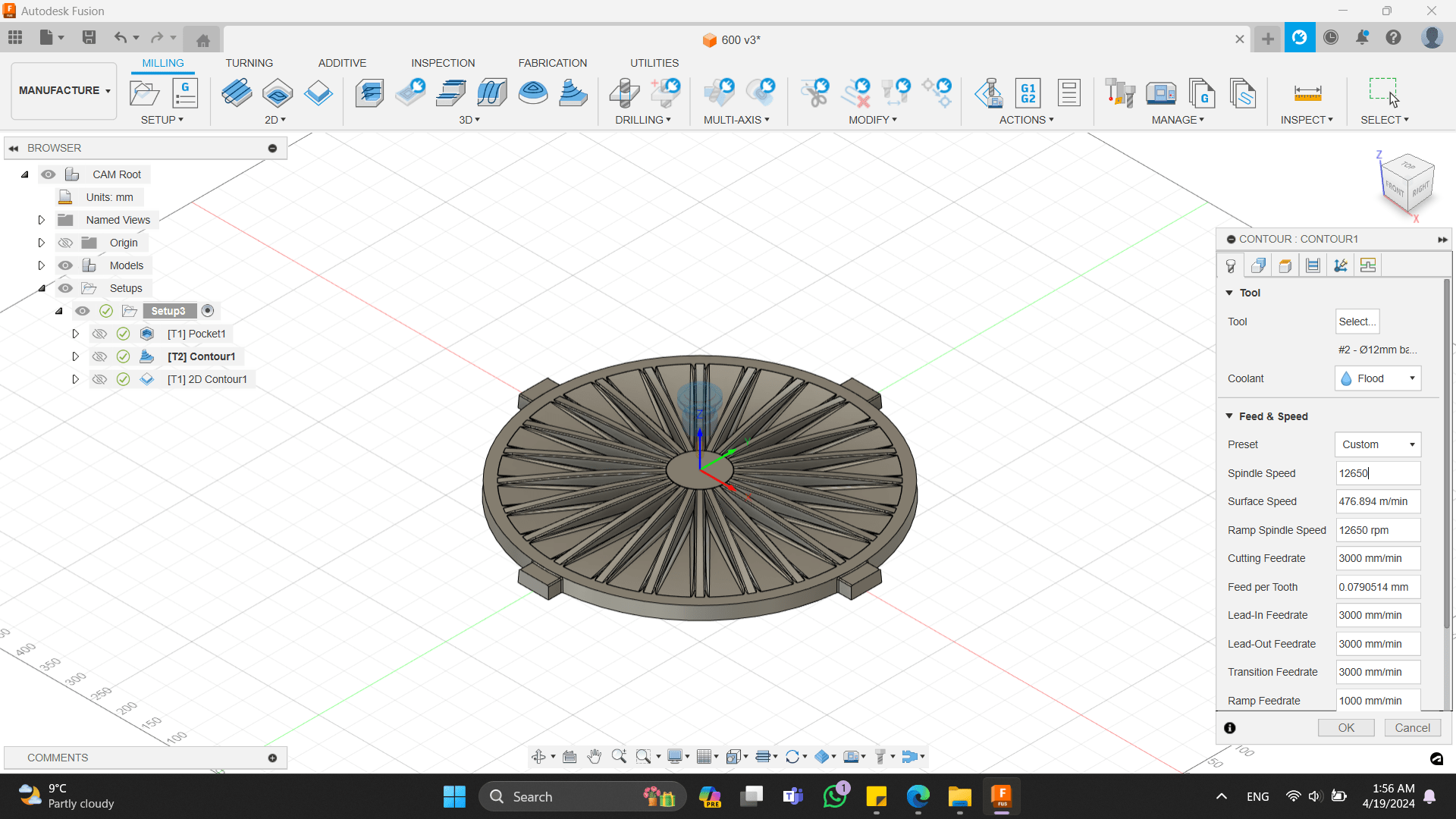
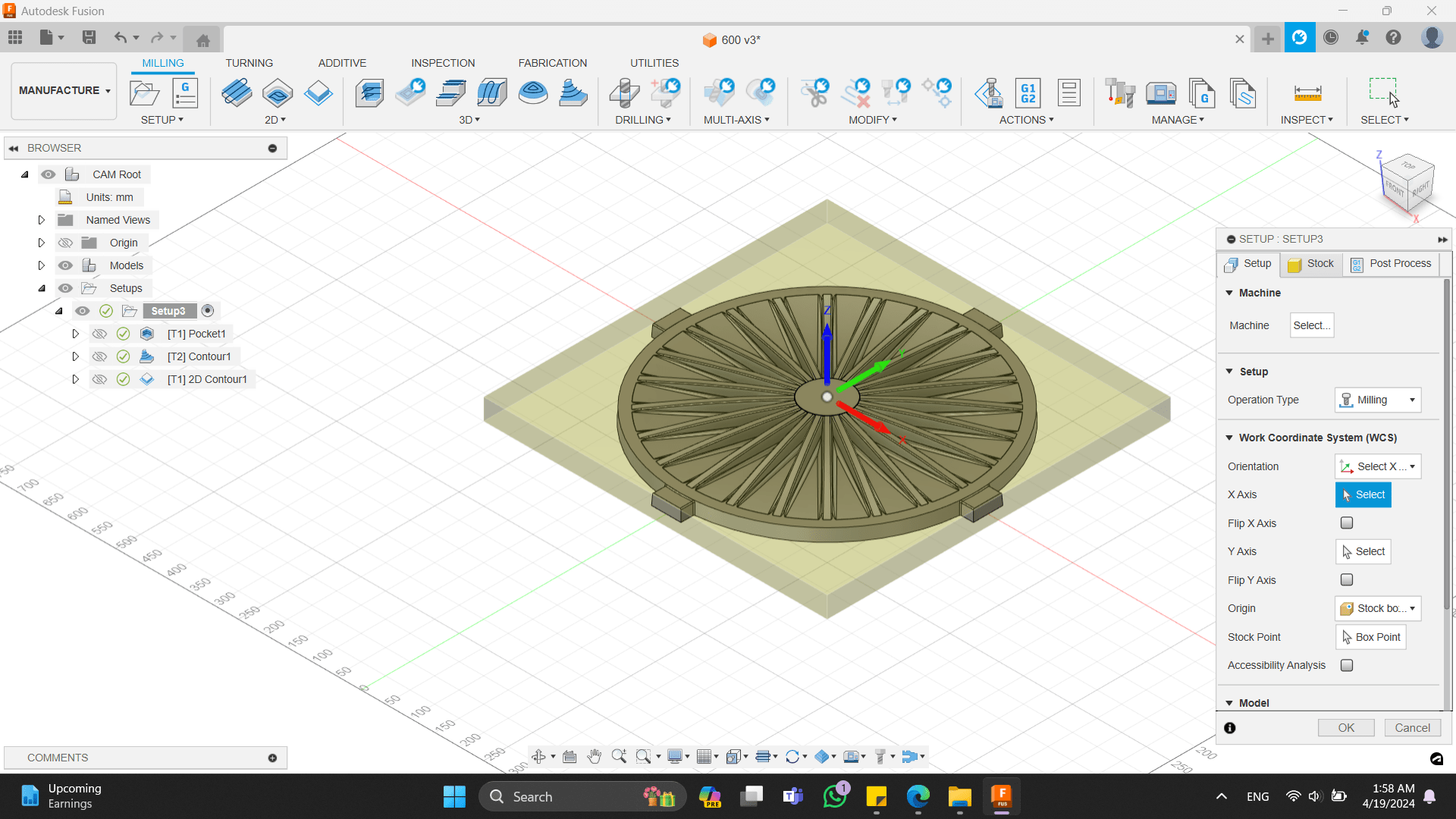
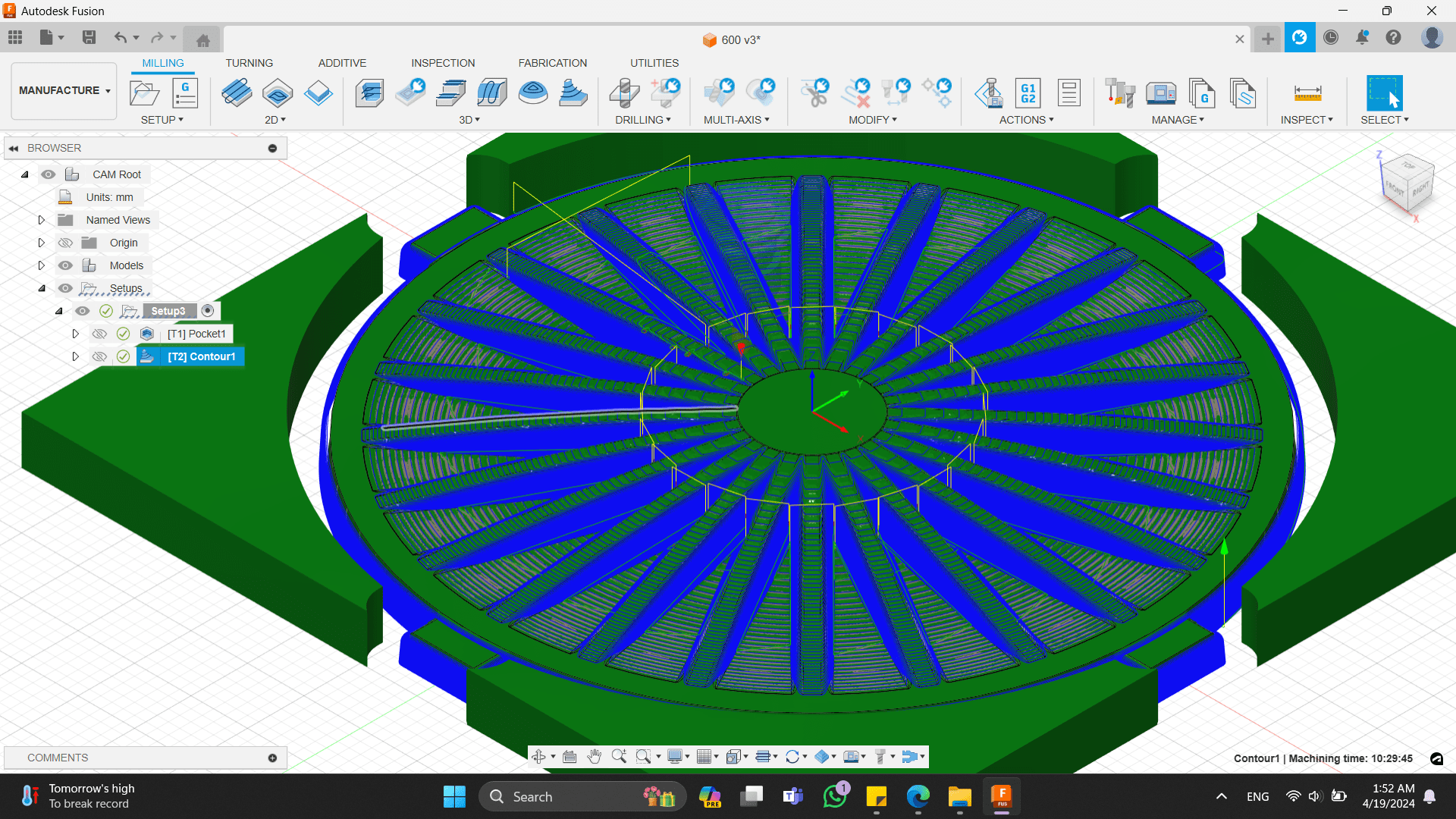
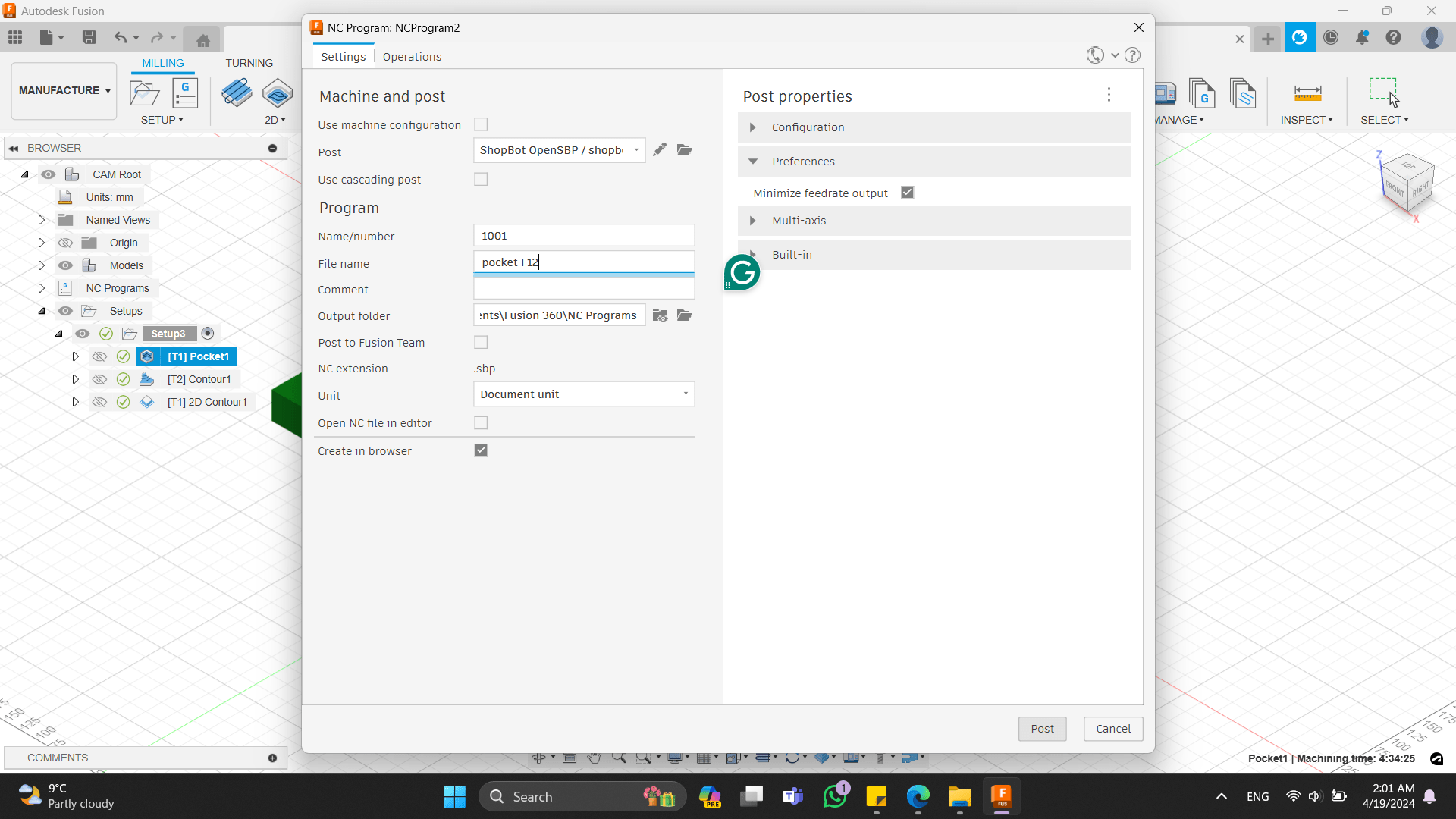
After I started generating G-code for my model. I selected the tool, changed parameters of it.
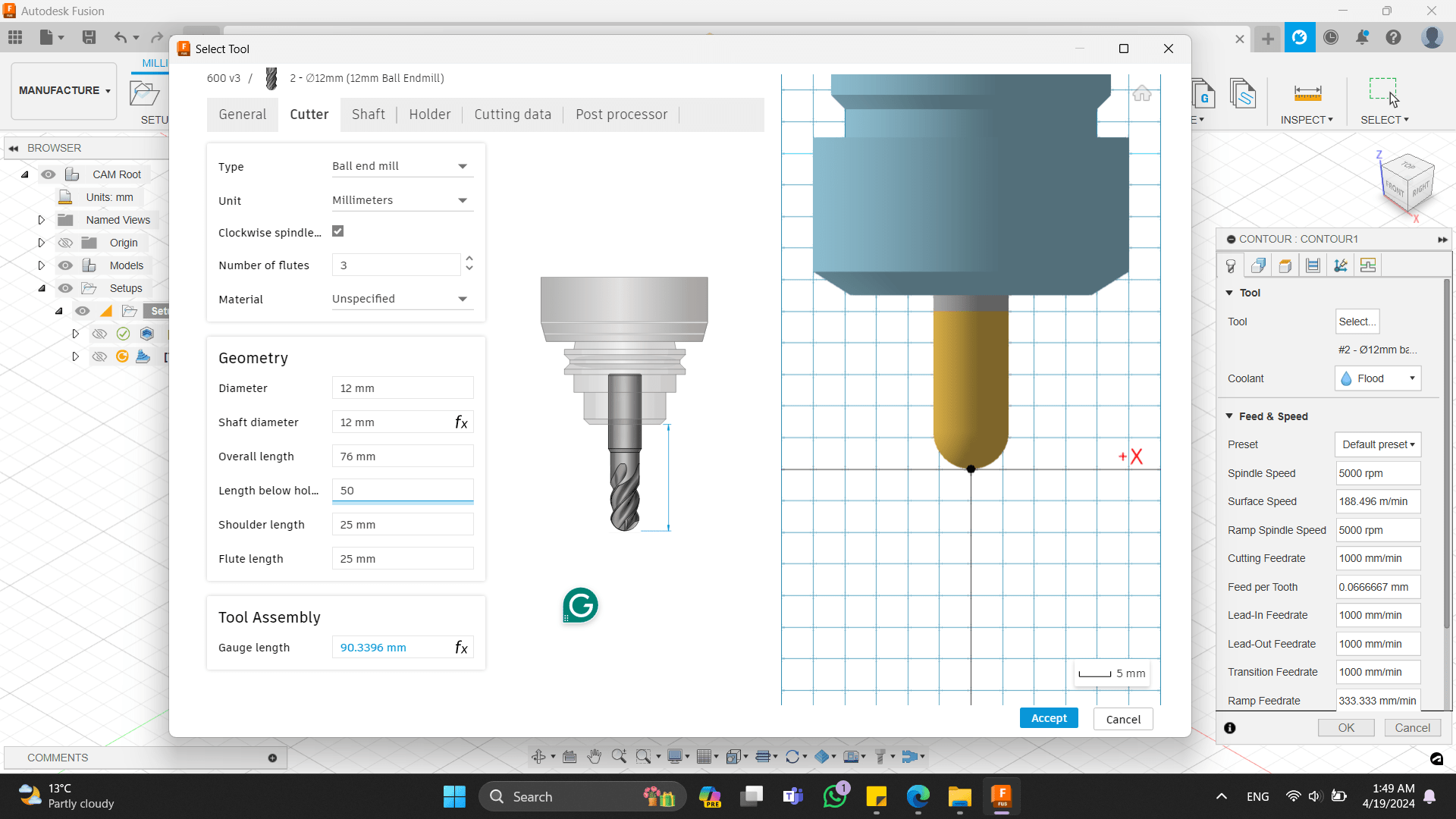
Changed the spindle speed.
Also I chose tool containment. >> Outside
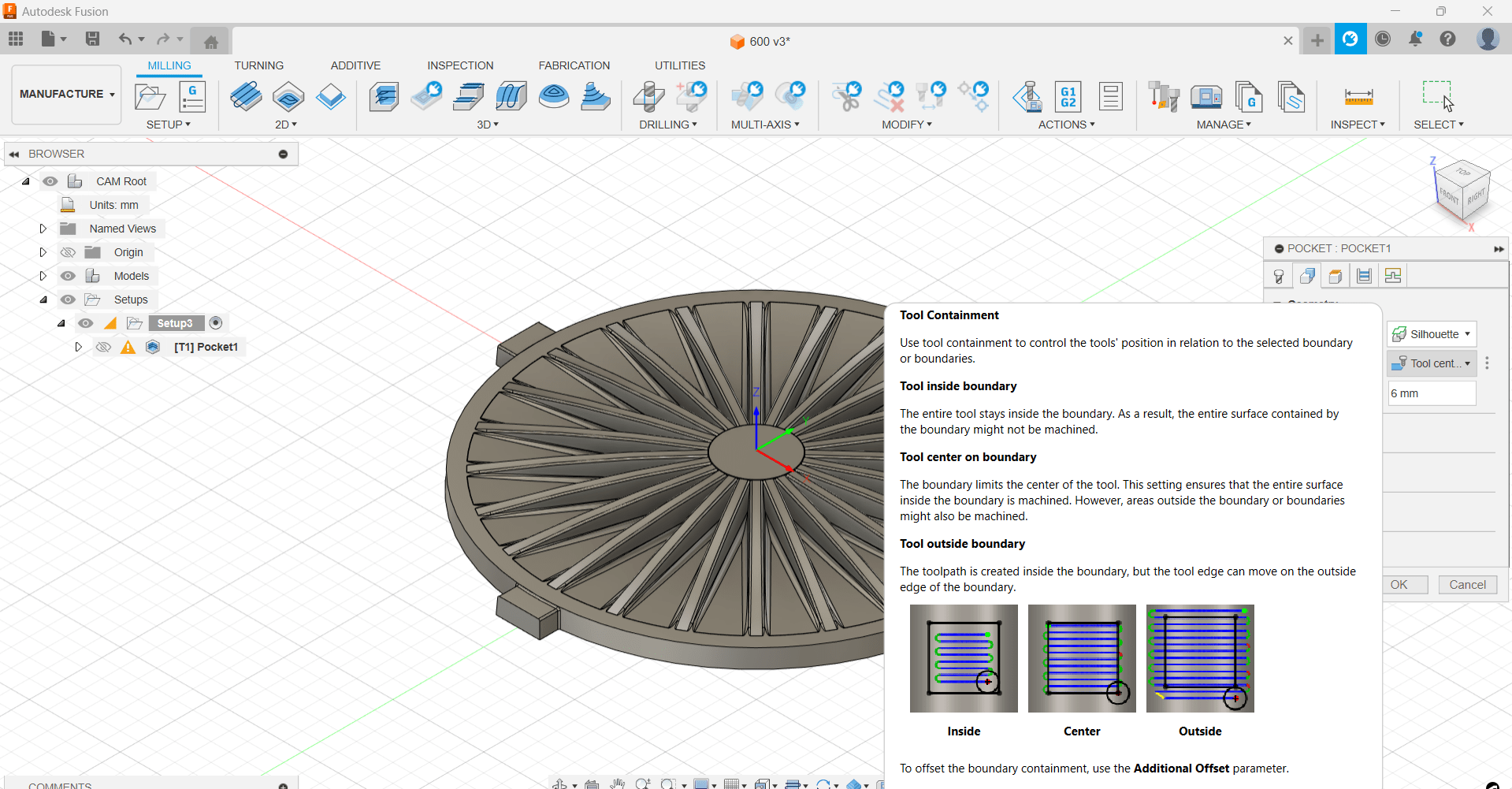
In photo below you can see more detailed.
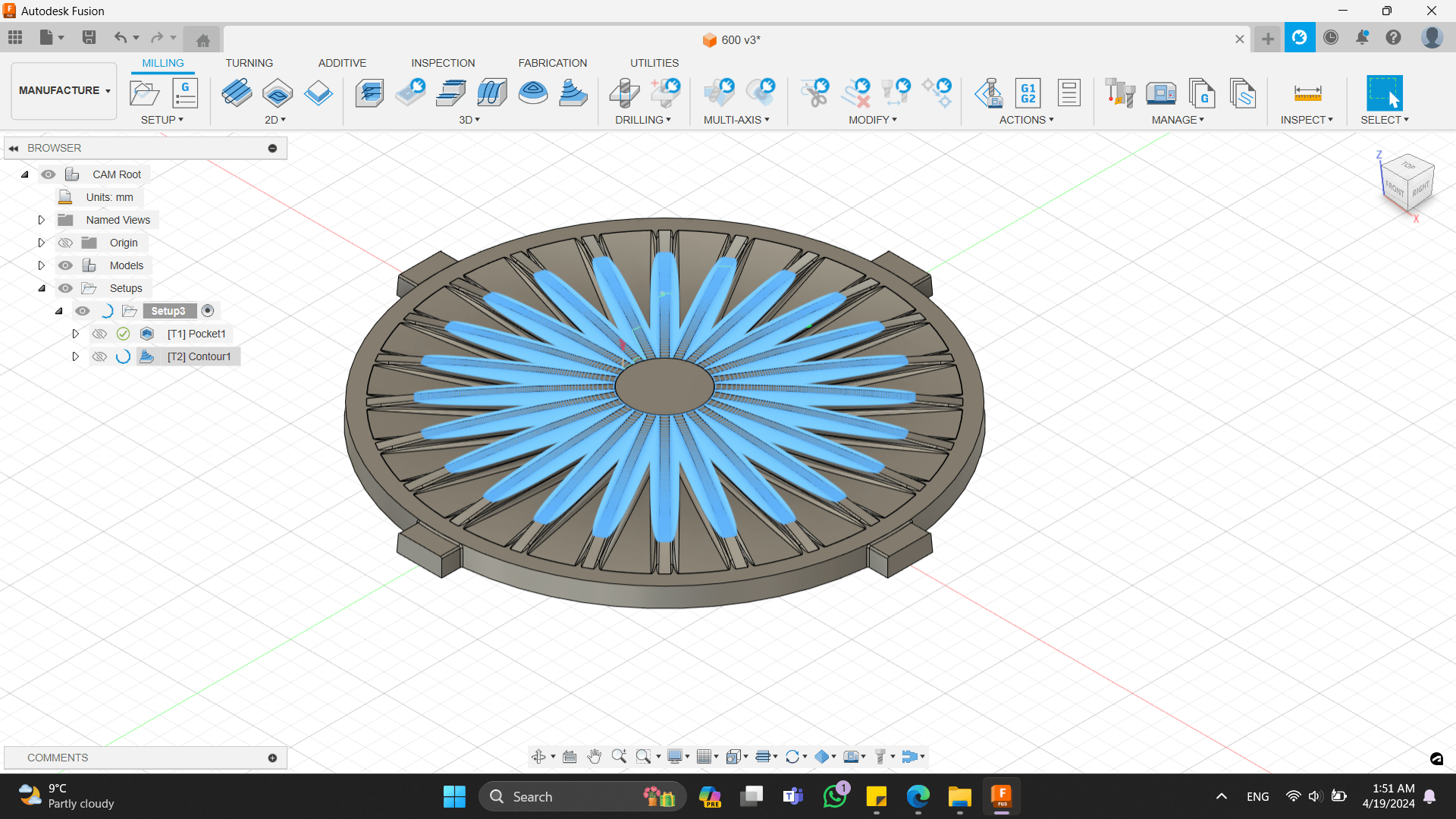
 By selecting post processing tool. you can see how it will be cutted.
By selecting post processing tool. you can see how it will be cutted.
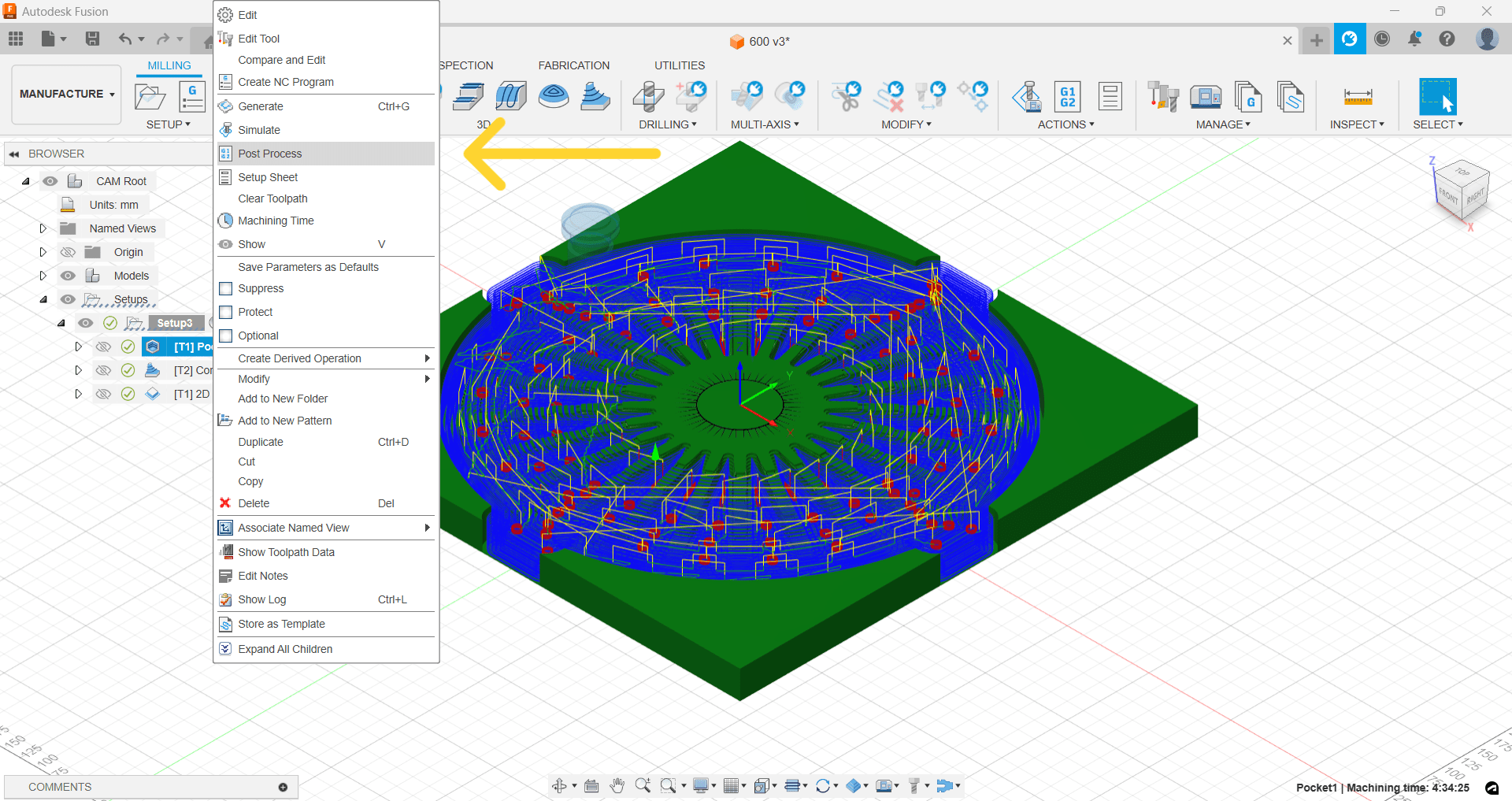
here you can see even the way and the process of cutting.
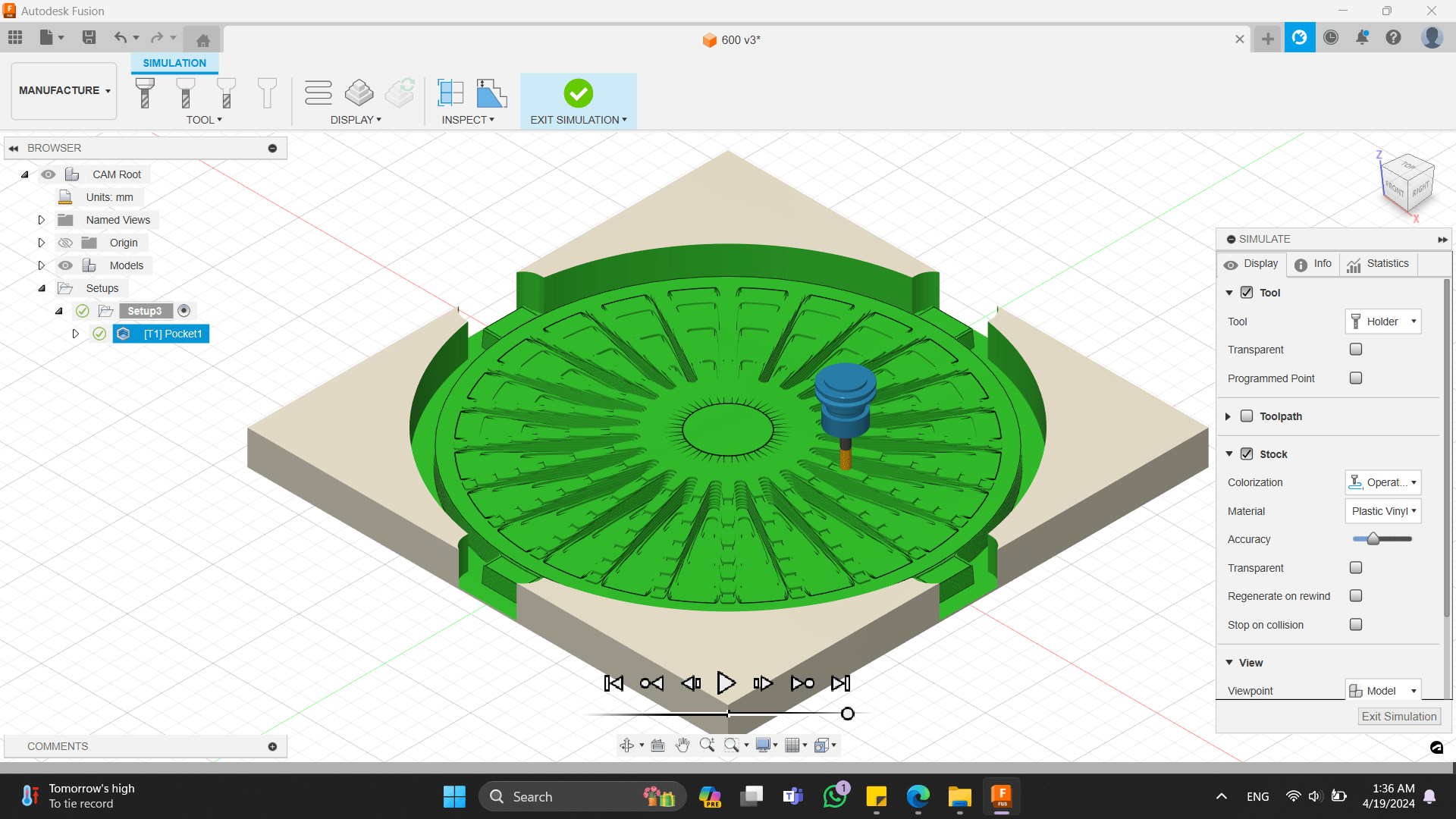
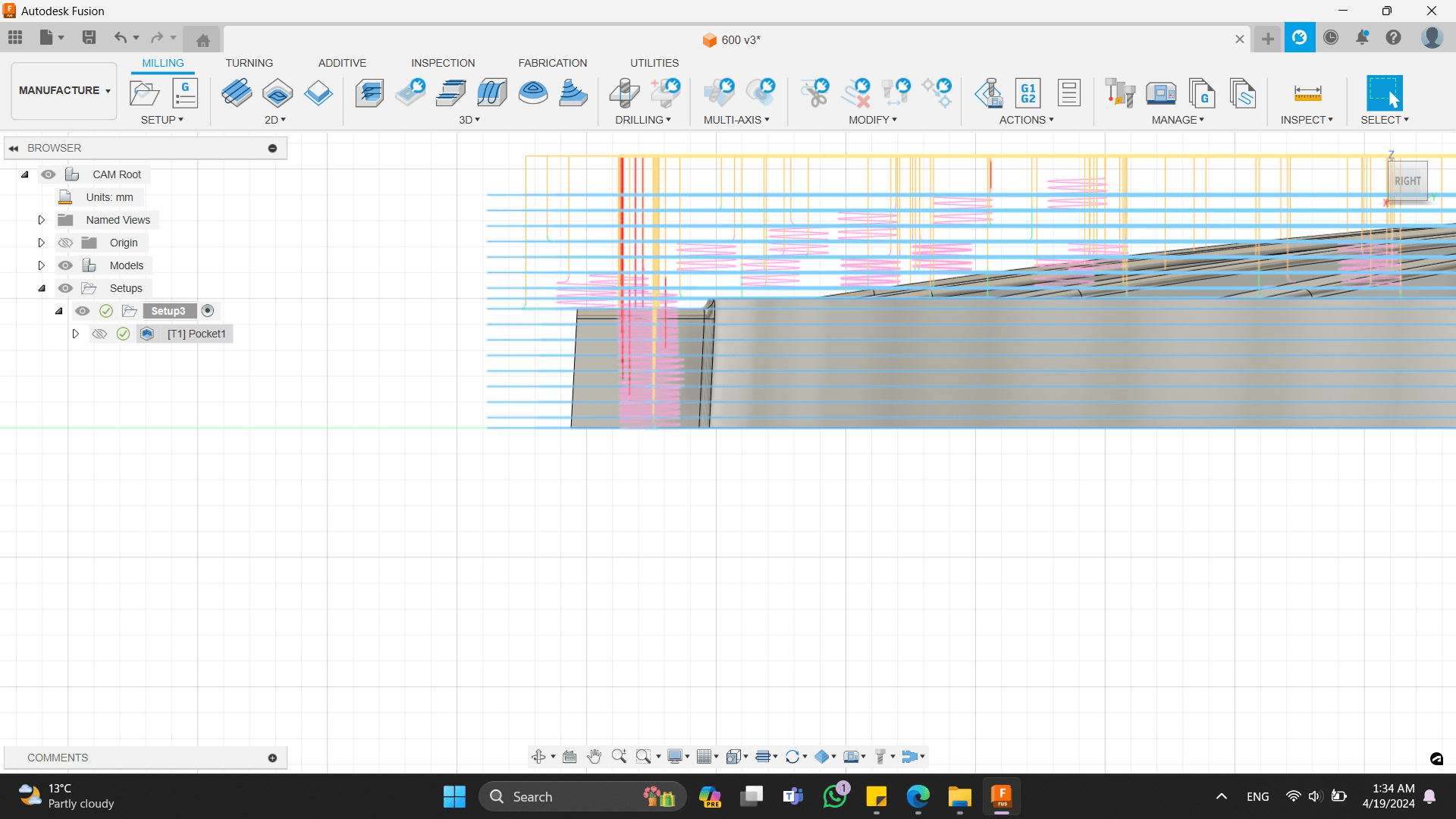
More detailed- to check does it really cut until the end?
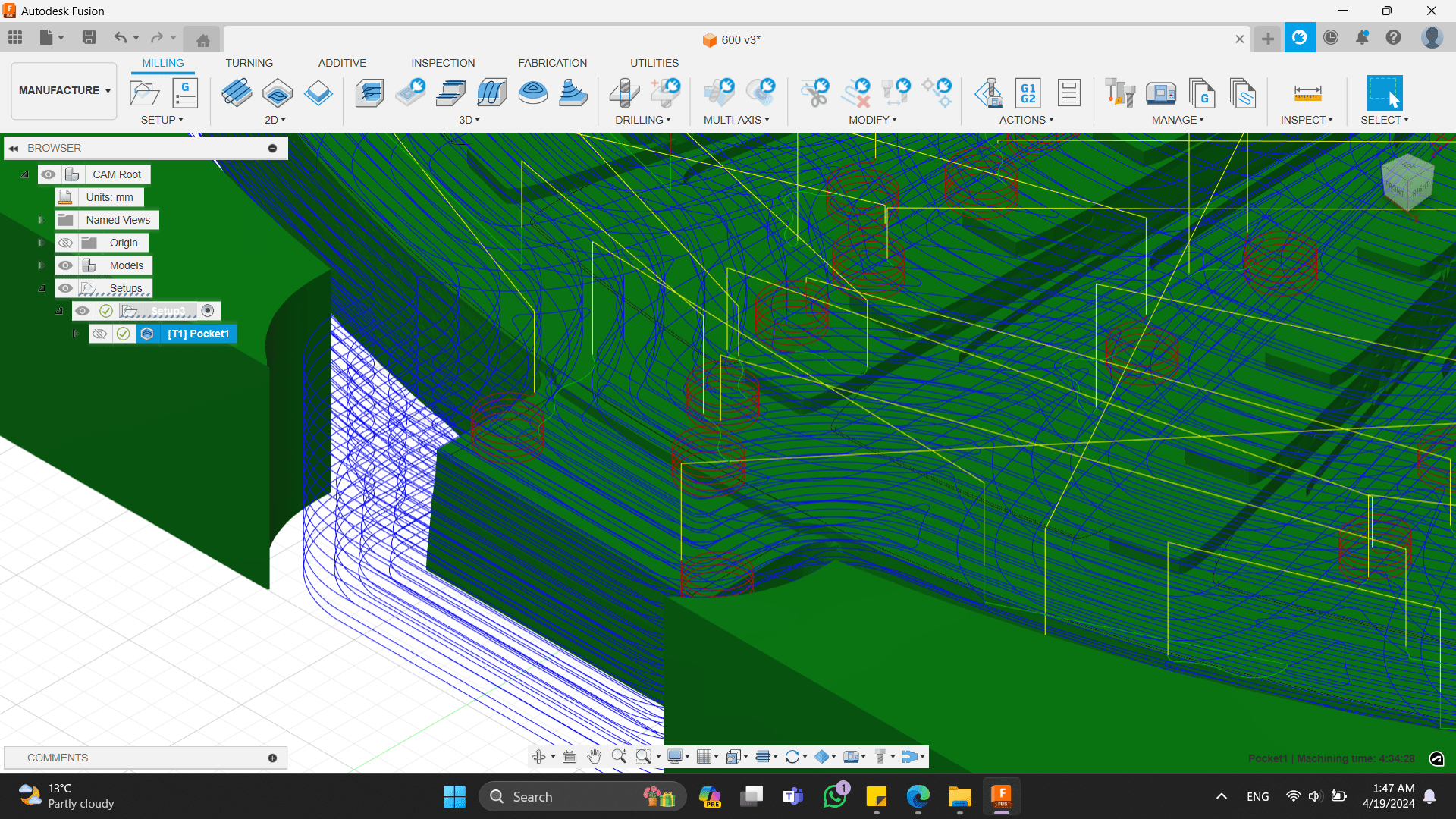
So we see that it cut.
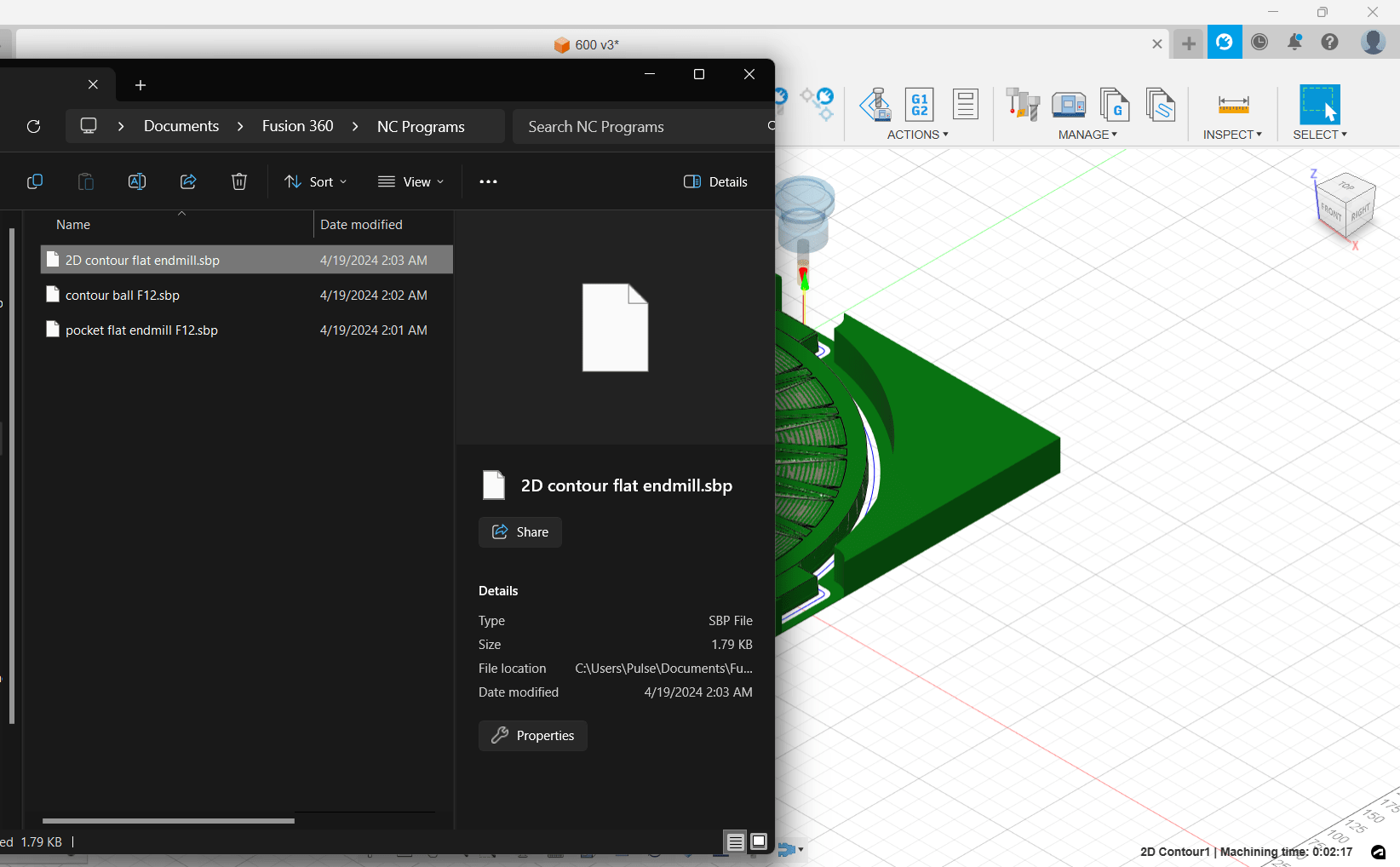
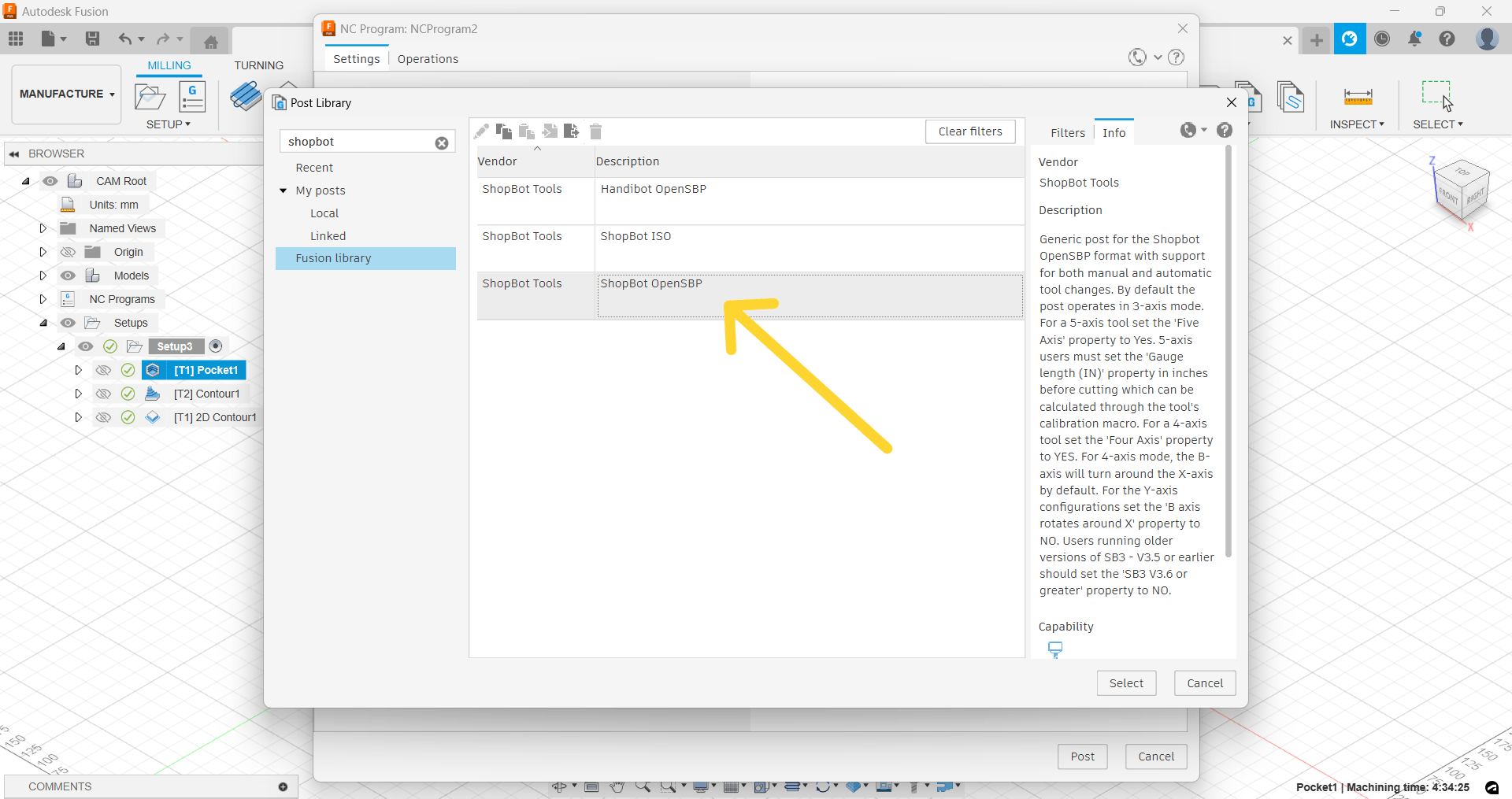
Now we are choosing machine type to generate code for it.
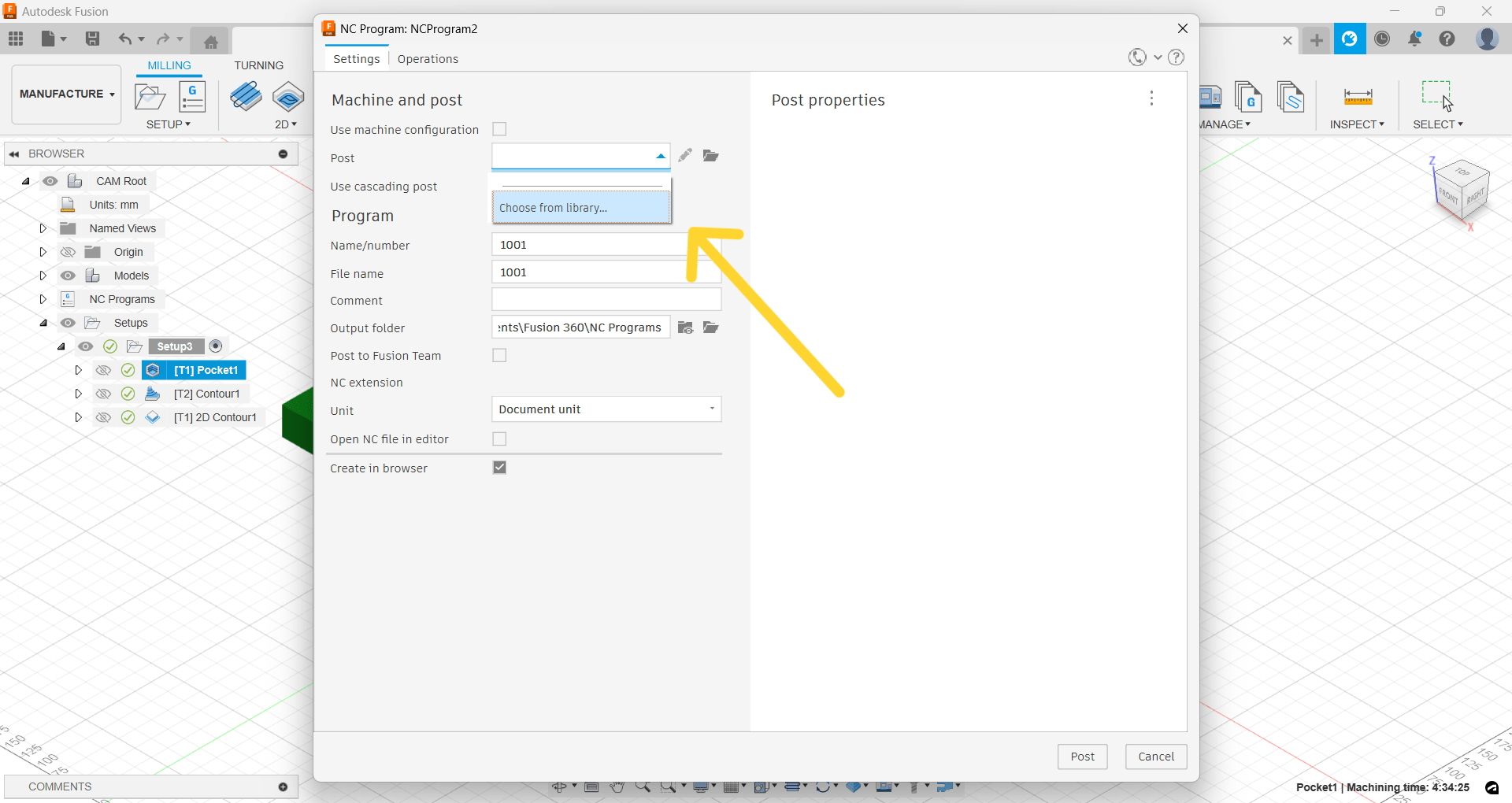
ShopBot Open SBP.
We named it.
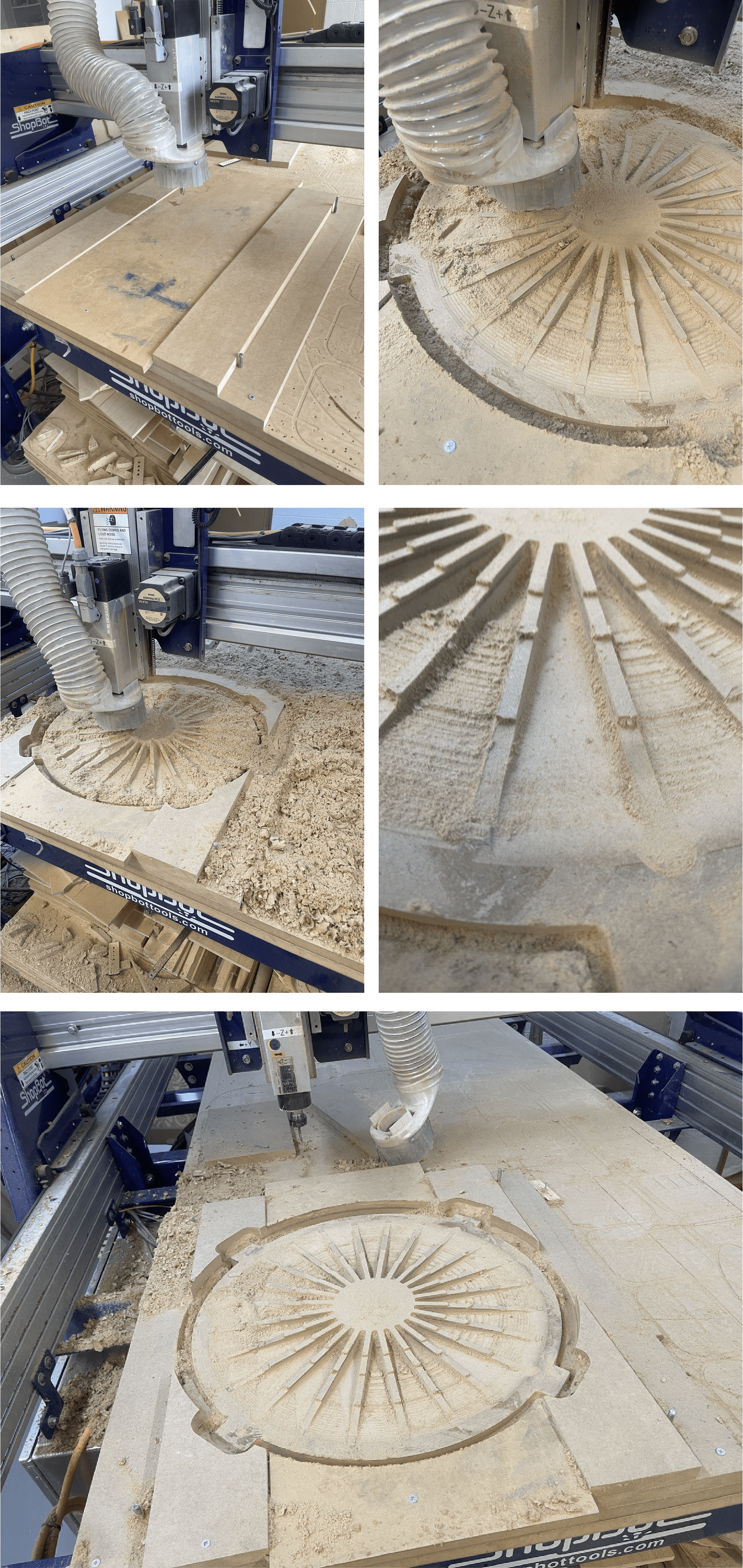
And go to cutting. Below I made a collage of cutting process and final version.
I sanded the manhole, primed it and sanded it again. For the primer. I used a two-component polyurethane primer.
This is done to prevent moisture from affecting wooden models.
Manhole Casting¶
And now we are in factory. Making our individual assignments.
In Ashot’s factory we were wokrking with molten metal which temperature is more than 1000°C.
We kept all the safety rules for it - safe distance, molten metal protection…s
When water touches hot molten metal, it turns into steam and can cause an explosion. This hazard can lead to severe burns for workers and others nearby. It’s not only molten metal that poses this risk; even a hot furnace exposed to water can result in a dangerous explosion. Stay safe!
Heat stress symptoms can harm job performance, leading to mistakes and reduced productivity. Wearing appropriate thermal protective gear from the beginning helps prevent heat stress for metalworkers and avoids additional hazards.
So for working with molten cast iron in this case you need to:
-
Wear a hard hat, apron, jacket or cape, leggings, aluminized glass fabrics.
-
Never introduce water to the furnace or crucible; even a trace amount can cause a large explosion.
-
Keep the work area clear, as spilled molten metal can travel a great distance.
Taking a frame, we put a plywood manhole on it. But before that we need to spread graphite on the surface between model and the sand. Graphite makes it easier to remove the pattern from the sand mold. Also with its help, distributes heat evenly during the solidification process.
After started pouring very fine sand it. After filling sand needs to be pressed.

Then, turning the frame, we remove the plywood manhole from inside.

Reversed side of flask is being placed on the top


and is being filled with graphite, sand.


After we took out the pattern, connect two parts and the mold is ready.

We remove plywood model carefully with the helper hooks


And since metal melts

By help of the factory workers we pour cast iron into our form.



Then let it cool down.

And after taking out our manhole and cultivating a little, it looks like this.

Manhole in Dilijan¶
The manhole cover was placed (by great help of Mkhitar, who is our technical support specialist) in Dilijan, on Tsaturyan Street, under the bridge.

Mentioned road is being used not so much now. This manhole is very important and I hope I had my own contribution to improve our environment and life

At the end we test it by Mkhitar’s car.
Conclusion¶
Thanks to Ashot and his factory workers, this week was very interesting and full of information. Identifying such factories is quite important. Learning about these processes, and even doing certain processes on your own, is very exciting.