6. 3D Scanning and printing¶
Group assignment:¶
Test the design rules for your 3D printer(s)¶
This week I worked on the characterization of the Creality Ender 3D - Pro printer, the use of the Ultimaker Cura laminating software, the use of the Sense 1 3D scanner and the design and manufacture of volumetric objects with additive techniques.
Identify the advantages and limitations of 3D printing¶
The Creality Ender 3 Pro printer has the following main features:
- Printing Area: 22x22x25cm
- Resolution: 0.05mm - 0.3mm
- Accuracy: +/-0.1mm
- Speed: ≤100mm/s
- Recommended working time: ≤72h
- Number of Nozzles: 1
- Nozzle outlet diameter: 0.4mm
- Filament Diameter: 1.75mm
- Materials: PLA, ABS, PETG, Wood, TPU*
- Extruder temperature: 255°C
- Hot bed temperature: 110°C

- At the beginning of the printing it is important to be careful in the adhesion of the object to the hot base, especially if the objects are large, to improve this problem we use Brim adhesion.
- After printing the object test, we observe that surfaces with inclinations greater than 60° without support have difficulty adhering to each other, so for surfaces with inclinations greater than 60°, supports must be used.
Slicing of the test object 01 in Ultimaker Cura.
Fabrication of the test object 01 in 3D printer.
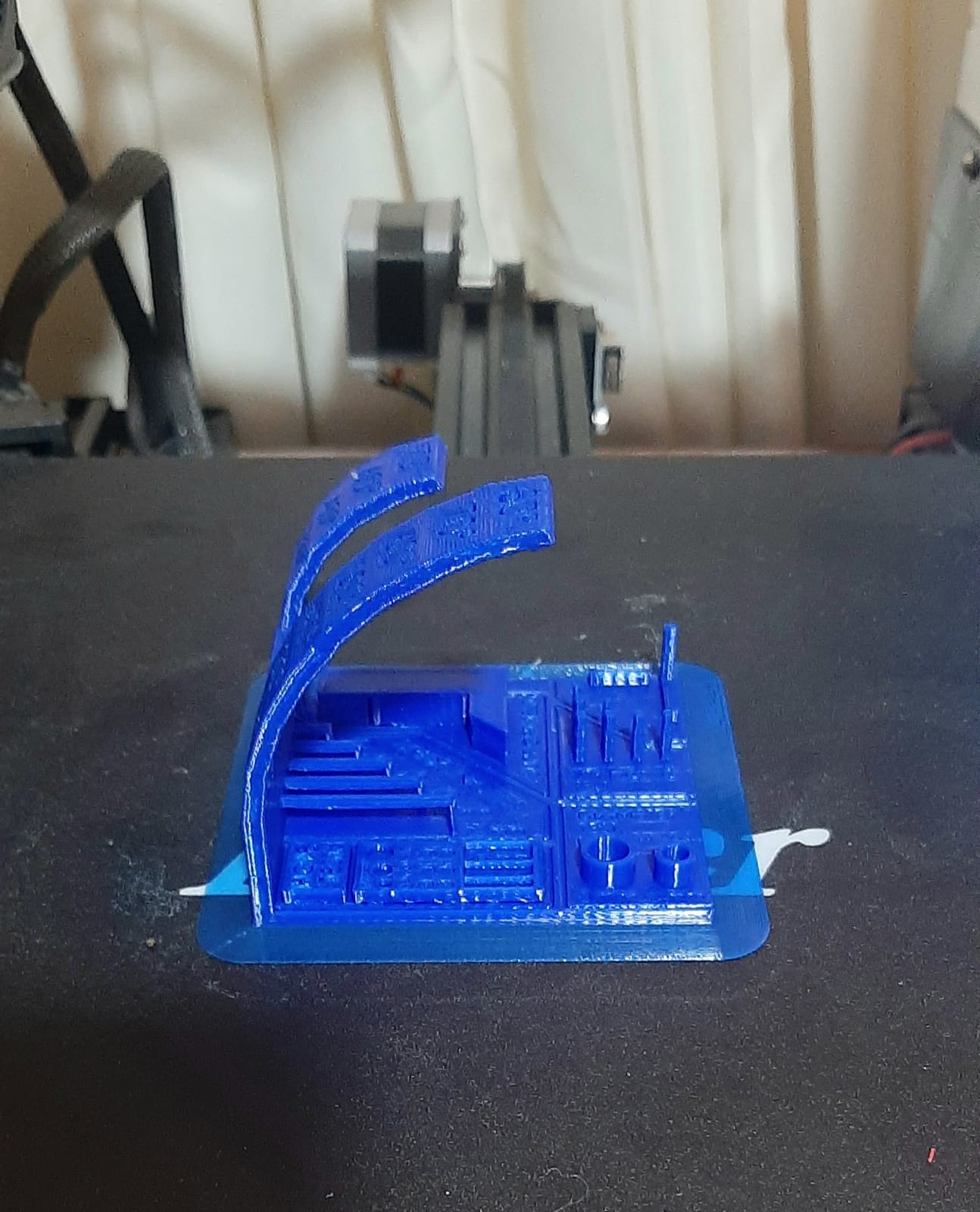
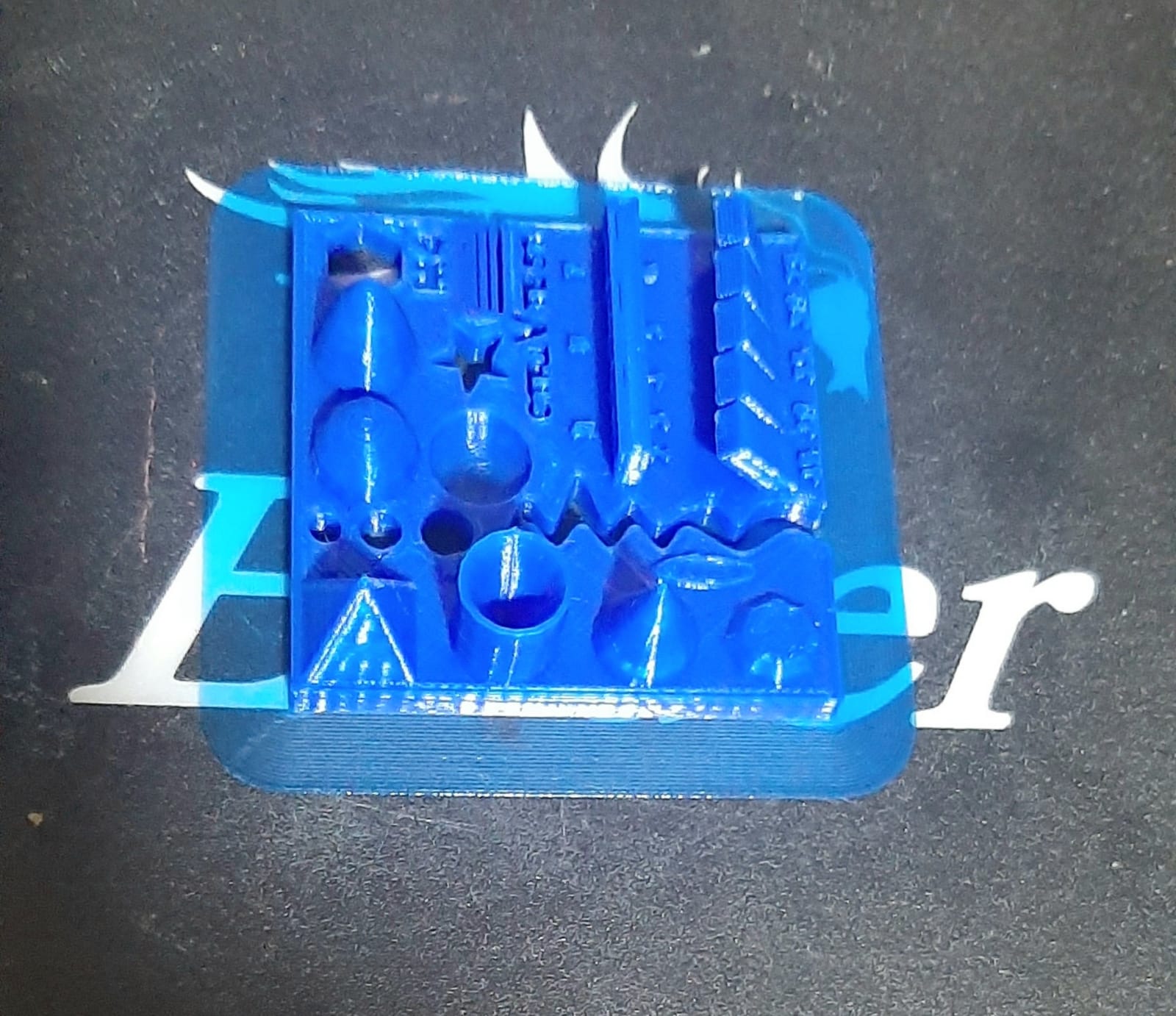
Object Test 01

Interlayer Adhesion with problems
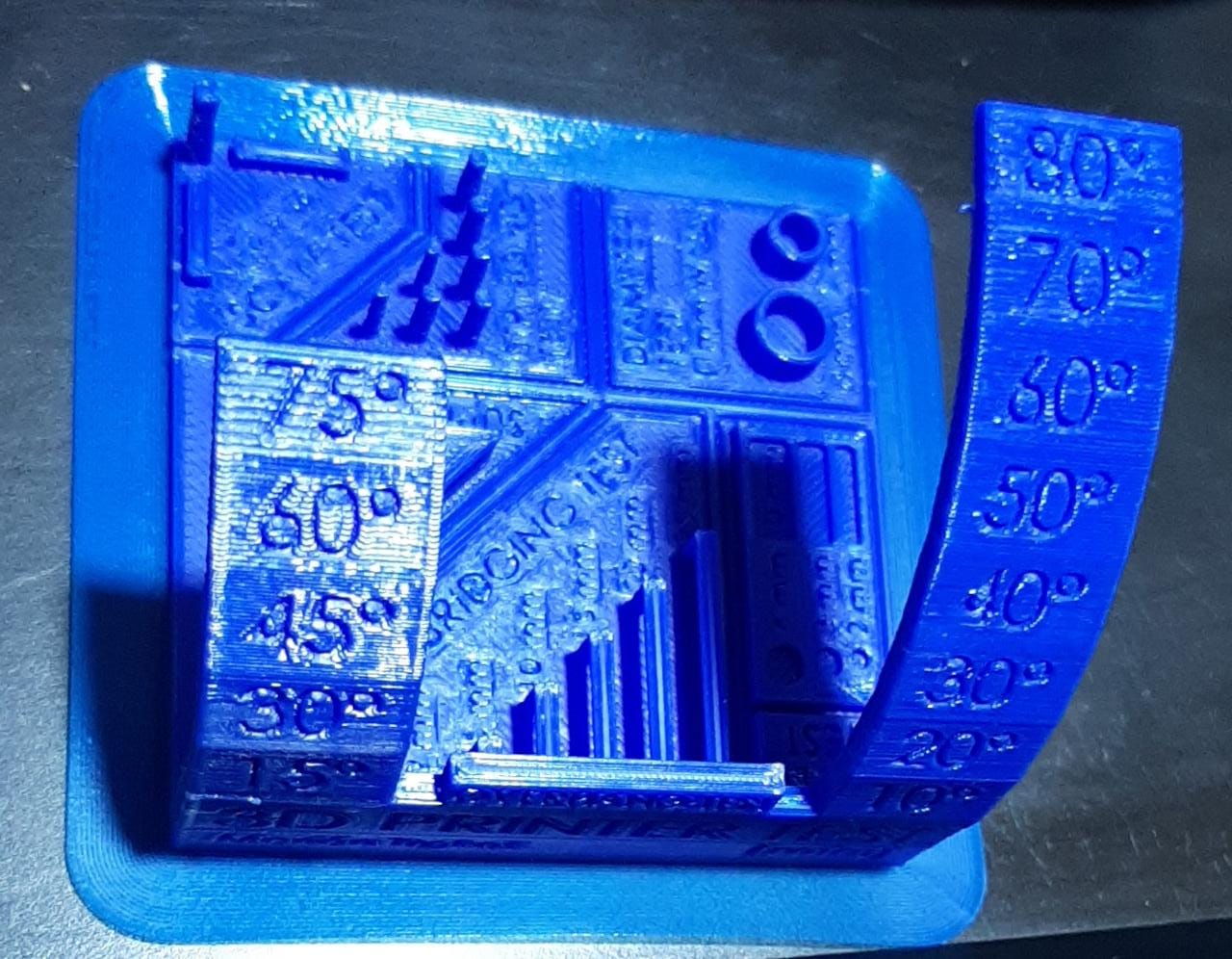
Printing had problems starting at 60°.
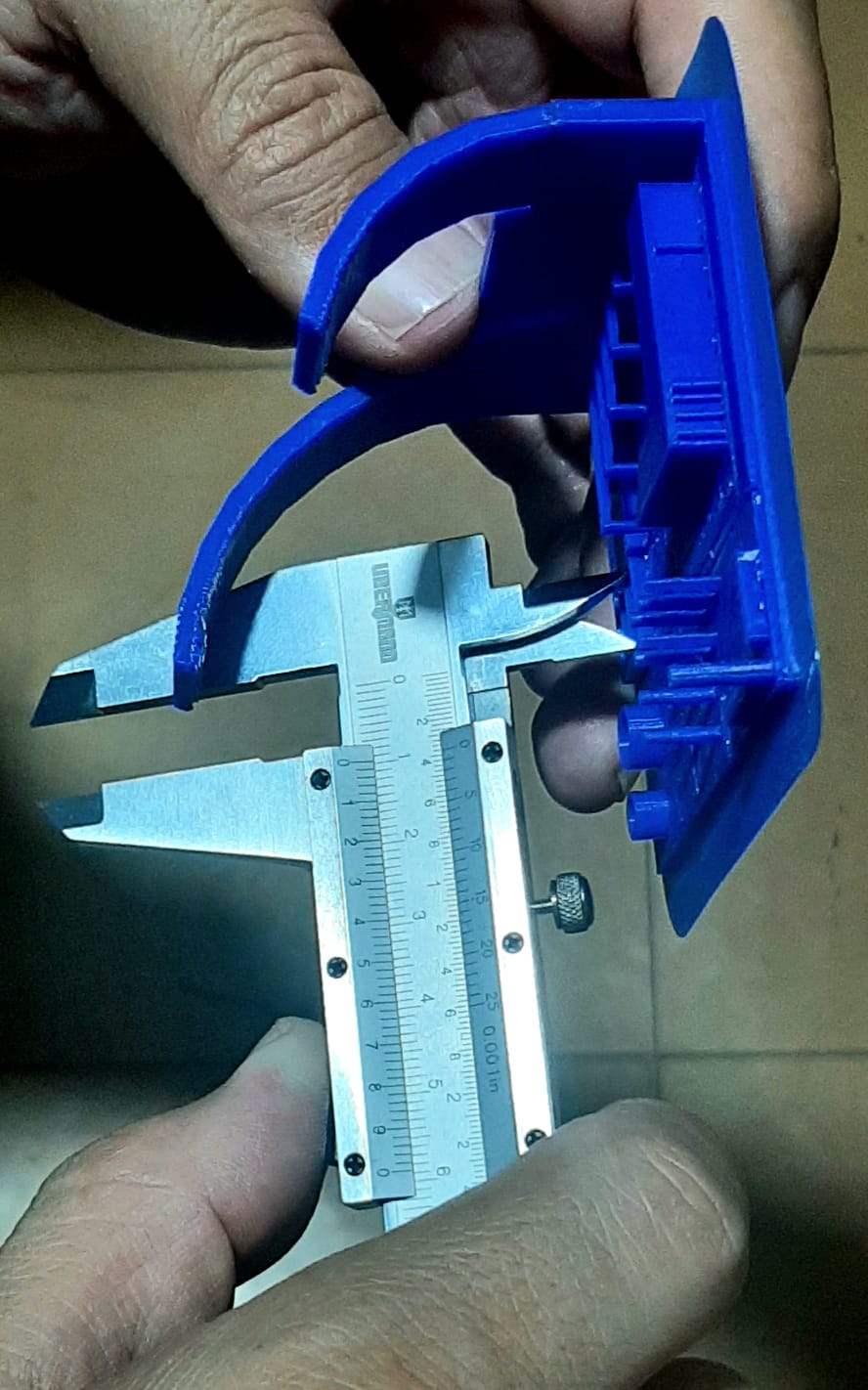
After making measurements in the inner cavities, we observed that, for a length of 10 mm, the construction was 9.8 mm, that is, 0.2 mm shorter.
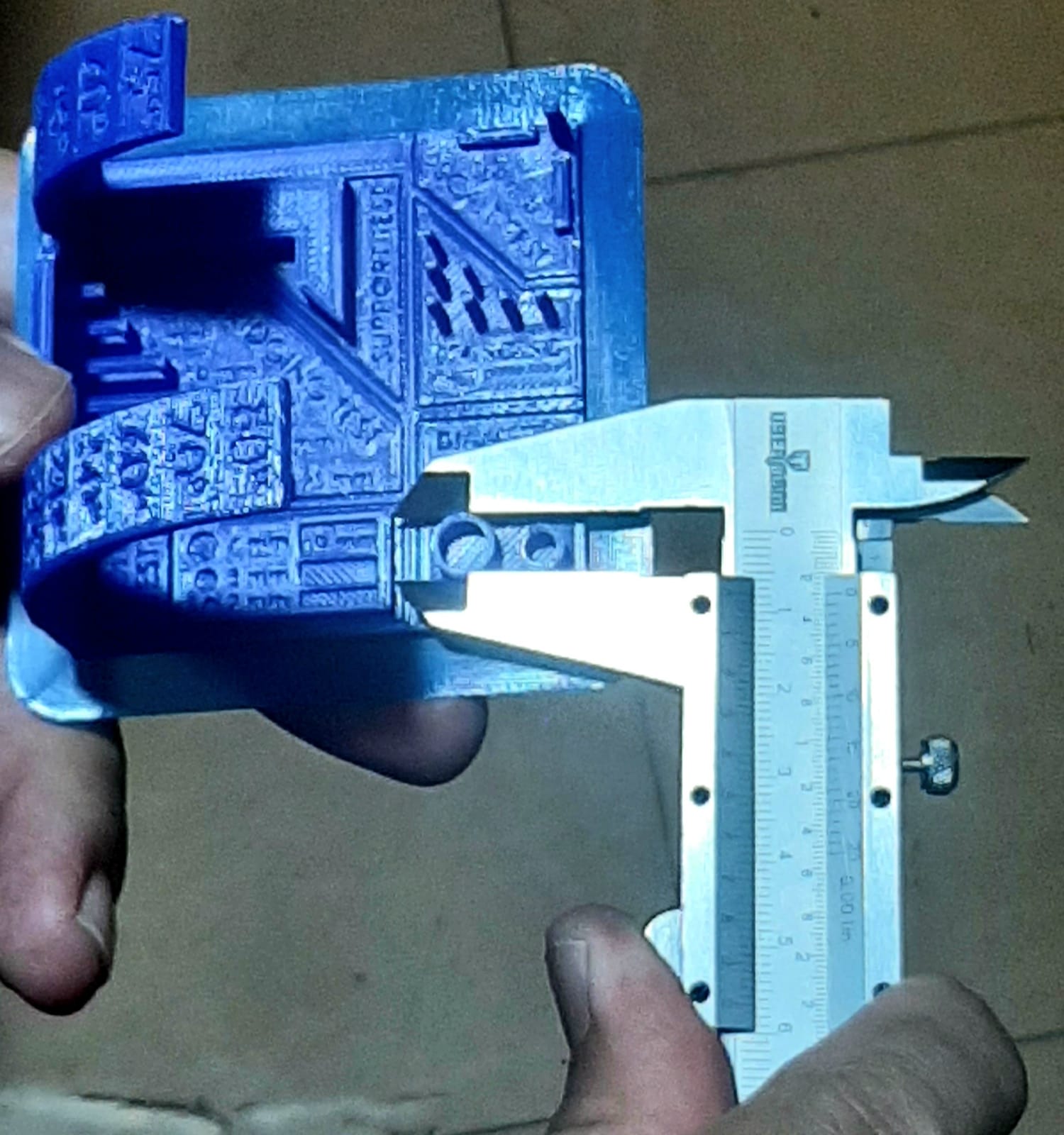
After making measurements on the outer edges, we observed that, for a length of 8 mm, the construction was 7.8 mm, that is, 0.2 mm shorter.
Slicing of the test object 02 in Ultimaker Cura.
Fabrication of the test object 02 in 3D printer.
Test Object 02, although it has complex shapes, no problems were noticed, perhaps the clarity of the embossed numbers could be improved.
At the time of manufacturing we must take into account the adjustment of 0.2 mm both inside and outside the objects.
Individual assignment:¶
Design and 3D print an object (small, few cm3, limited by printer time) that could not be made subtractively¶
Subtractive manufacturing¶
Subtractive manufacturing is a general term that encompasses various controlled machining and material removal processes. These processes begin with solid metal or plastic blocks, bars, or rods that are shaped by removing material from them through cutting, drilling, and grinding processes.
Additive manufacturing¶
Unlike the subtractive process in which material is removed from a larger part, additive manufacturing or 3D printing processes build objects by adding material layer by layer, with each successive layer joining the previous one until the part is complete. .
Design and 3D print of the Object¶
Object design in Fusion 360, this object shows construction difficulty with subtractive manufacturing mainly to remove material under the arches or in the letter holes.
Slice in Ultimaker Cura considering the omission of supports.
Fabrication of the object without supports
Slice in Ultimaker Cura considering supports.
Fabrication of the object with supports
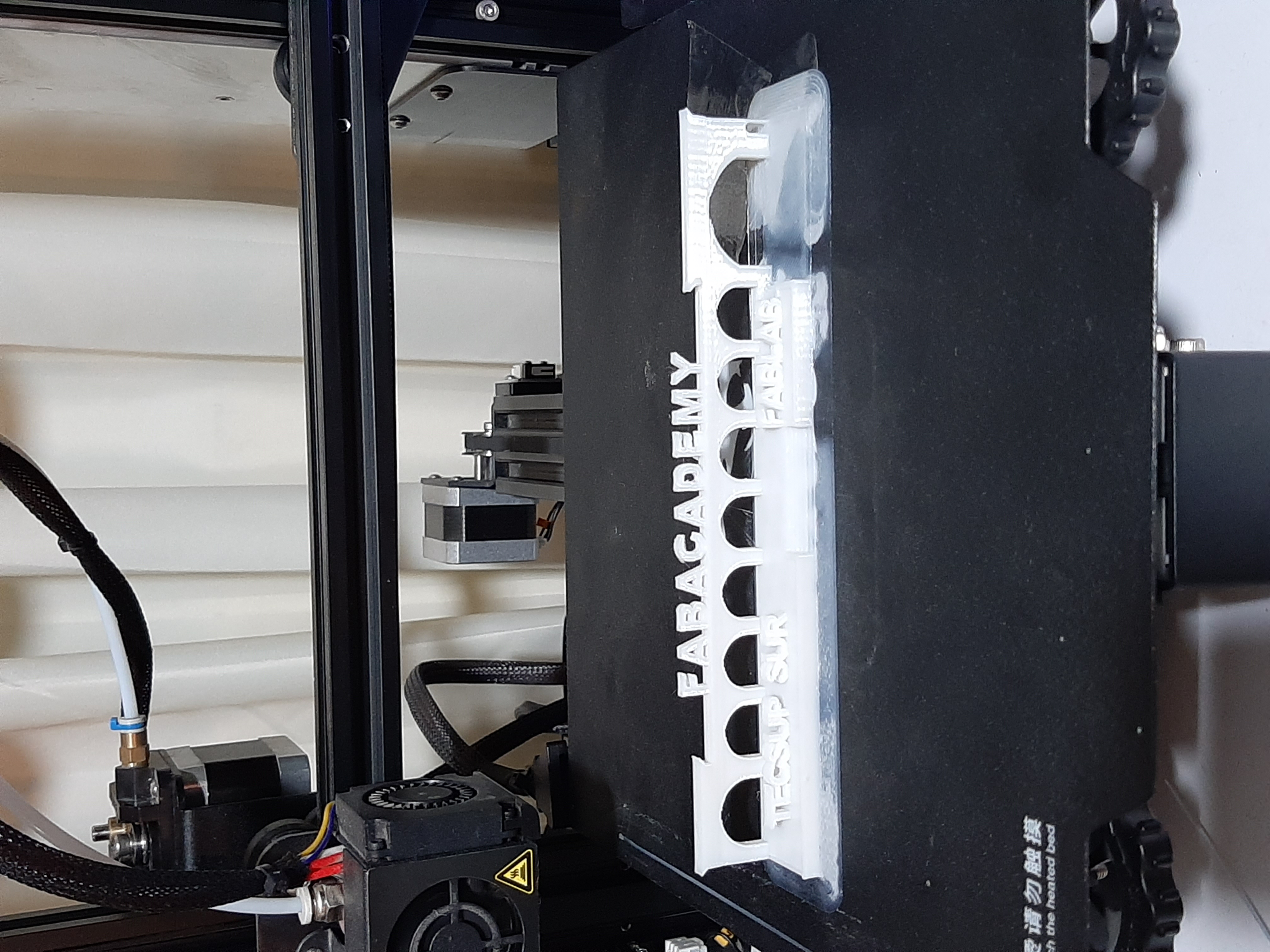


Finished additive manufacturing object.
3D scan an object (and optionally print it)¶
Scanning the object with the scanner.
Capturing the object in the Sense program and editing the unwanted surfaces.
Slicing the scanned object in Ultimaker Cura.
Fabrication of the scanned object in a 3D printer
Removing supports from the object.



My reference magpie versus my magpie scanned and made in 3d printer