Molding & Casting¶
- Review the safety data sheets for each of your molding and casting materials
- Make and compare test casts with each of them
- Design a mold around the stock and tooling that you’ll be using
- Mill it (rough cut + (at least) three-axis finish cut)
- Use it to cast parts
This week I want to relax and make some soap and chocolates ;) So I’m gonna cast a simple model to make myself comfortable with the process of designing a mold, milling it and cast silicone in it.
Some ressources for this week
Concept ideas
Ghost experience¶
I started the week with familiarizing myself with the process of silicone molding with a small object
Safety protocol

As we are using some hazardous products, don’t forget to be safe: use protective glasses when needed, gloves and lab coat.
 If your skin is exposed to a product, clean it immediatly with cold water, without soap. Shower if needed.
If your skin is exposed to a product, clean it immediatly with cold water, without soap. Shower if needed.
 If a product get in your eyes, use an eye-washer, or an upside-down shower head with low water flow.
If a product get in your eyes, use an eye-washer, or an upside-down shower head with low water flow.
Whenever possible, plan in advance what could happen: “My hands might shake – I will cover the table”
- Never let a bottle opened.
- Never manipulate on your own.
- Wear glasses instead of contacts.
- Use a well ventilated area.
Silicone molding (and failing)¶
I first read the instructions on the bottle for the food-safe silicon (read the datasheet), as it was the most interesting to me (I told you I wanted to make some chocolates…). I also noticed some silicon gum in the lab: I took a picture to remember to test it when I get the time.
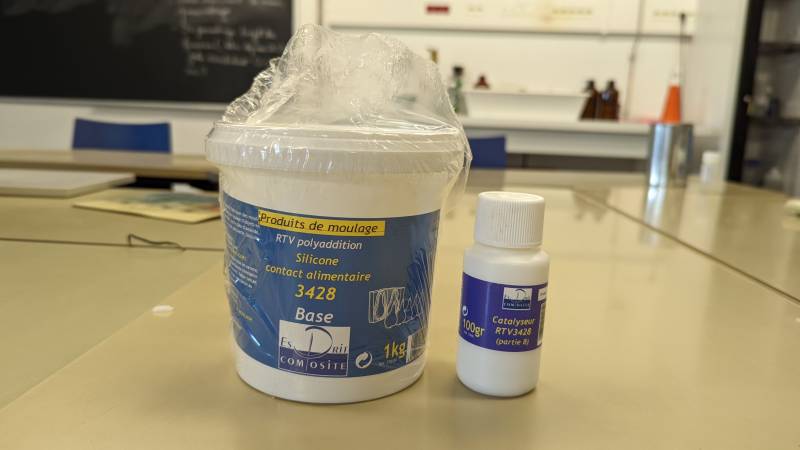

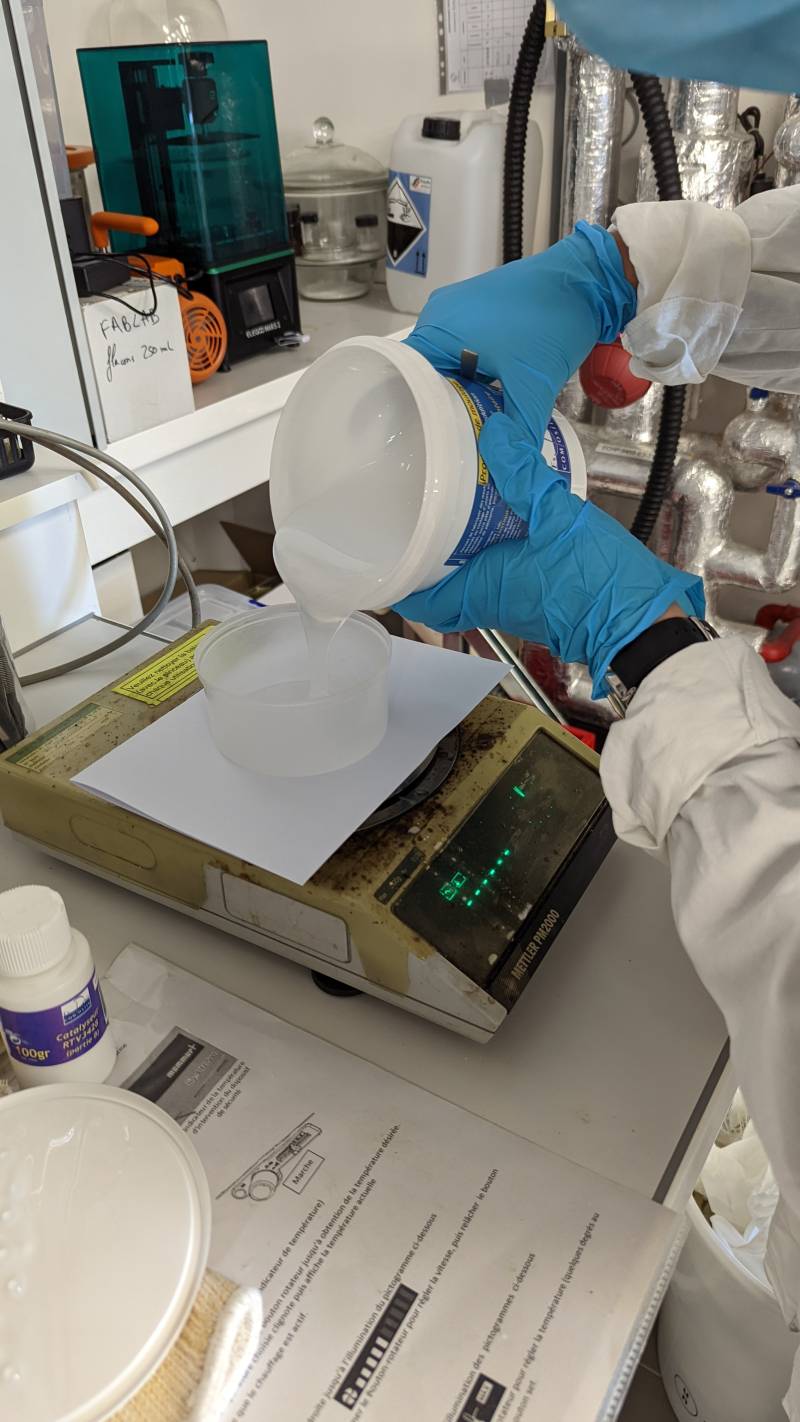
The silicone must be mixed with a catalyzer to harden: 100g of silicon for 10g of catalyzer. I measured directly on the scale (and portected it with a paper to avoid putting product on it). It’s important to not put too much solution on the recipient: 1/3 maximum, because when we will remove the bubbles, the volume will increase.
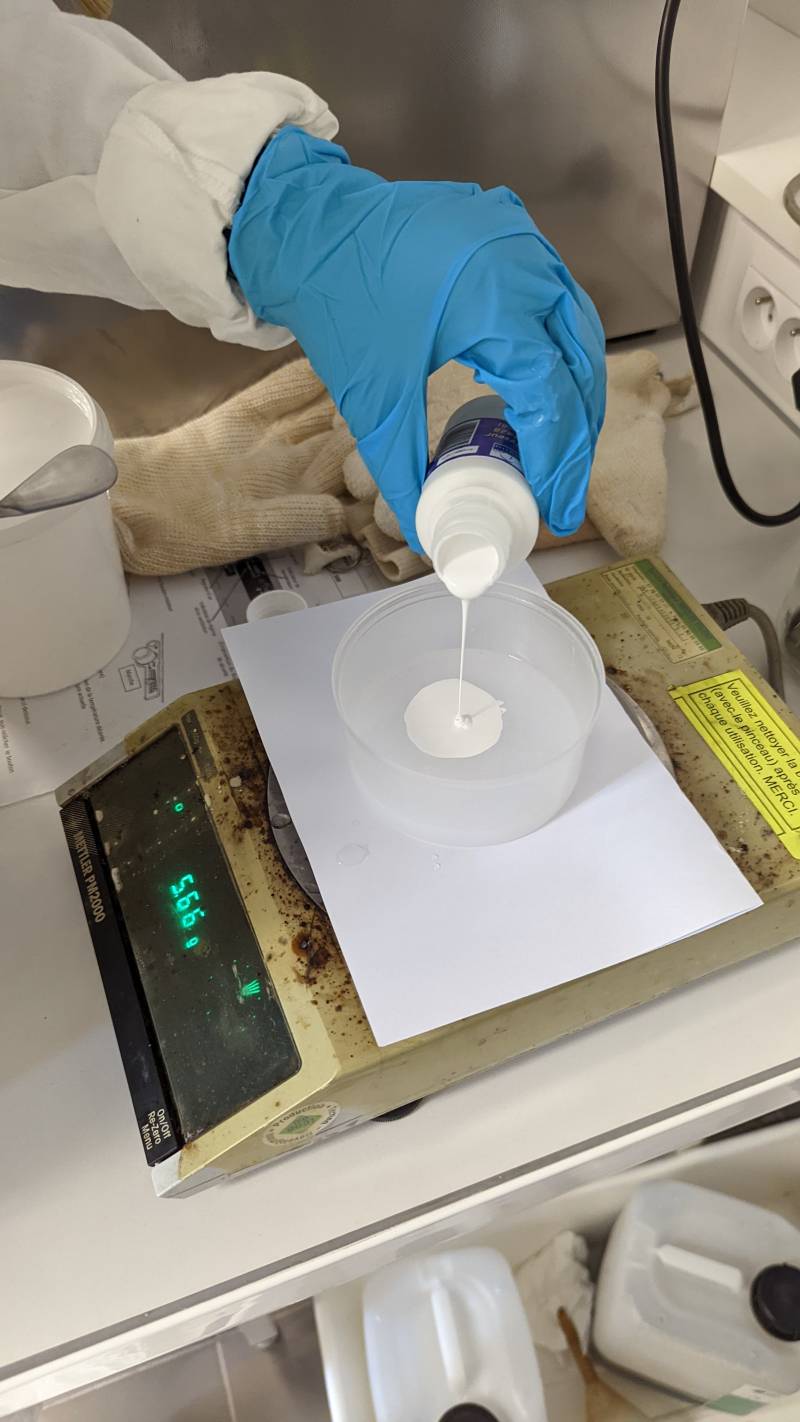
I then mixed the two parts vigorously: Simon, our chemic Fab Manager, told me we were going to get rid of the bubbles afterwards and that we didn’t need to worry about them for now.


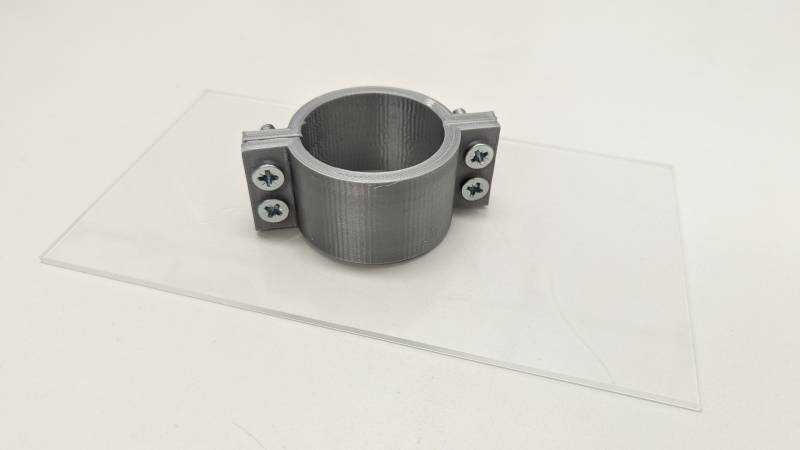
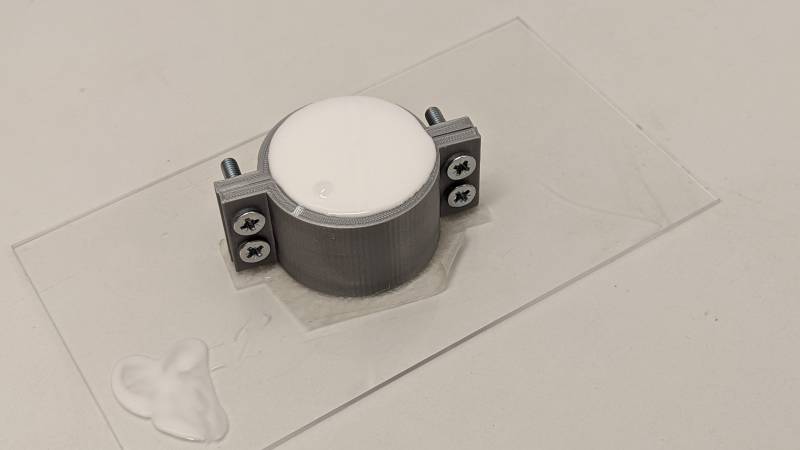
I prepared the object to mold on a plexyglass sheet: I added some double-tape on the 3D printed mold to fix it and put the object to mold in it. I unfortunately forgot to put some tape on the ghost… It had bad consequences later on.

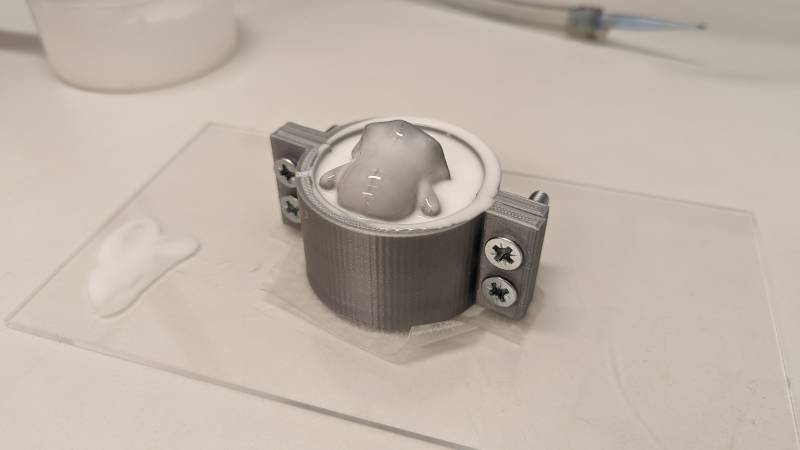
We used a pressure chamber to remove the bubbles: first we removed all the air from the chamber and we waited for the bubbles to come to the surface. You have to wait until the woosh moment of the silicon going up and down in a very short time. After that, you can add some air very gently and get your silicon back. It is now time to pour the liquid into the mold: it is very important to pour gently and always in the same spot.
![]()

When pouring, I noticed that the ghost was moving due to the lack of taping… It was too late to change, and I sadly observed the PLA ghost climbing head down to the surface… I just add to wait to clean everything after that. The ghost being 3D printed, I should have put some tape as a precaution. I will not forget that in the future.
Polyurethane¶
After the ghost fiasco, I was a little desperate: the week was not starting well at all. Thankfully, Simon had some molds he’d done previously and allowed me to use one of them to try casting polyurethane (read the datasheet).
Polyurethane
It’s a more dangerous product than silicone: it’s hazardous for the skin, lungs and eyes.
The proportion are simpler: 50/50 for each part. I mixed the two products on a disposable cupand poured the liquid gently into the silicon mold. The process is done in a dozen of minutes, so you need to be quick when mixing and be careful about the bubbles. Neil said to not mix up to down but more like a height movement.
Fifteen minutes later I removed the ghost from it’s mold and was amazed by the level of details. I really liked the process (except for the danger of this product).


Simon already made some tests with epoxy resin too, so I took a picture of all the ghosts united. I will try epoxy later on this week.

Chocolate¶
On Friday night I was left with my failed silicon mold and as it was food-safe I tried to save it from garbage. I hope chocolate purists won’t be to mad at me for trying this quickly (if you want to make this properly I suggest you read Luc’s documentation as it is far better than my little test).
I used my failed mold and black dessert chocolate. I put some squares in the microwaves with a little water and mix it with a spoon.


You can see on the video that I poured the chocolate on the mold being careful not to forget any part of the ghost.
I then put it in the freezer and waited for a few hours.


I then get the ghost out: it was difficult as I didn’t want to break the chocolate: apart from a slighlty smashed head, the ghost looked good (and delicious)!


It’s great to think I can make a little ghost chocolate, but it’s sad to think I’m only able to make one at a time…

Epoxy + LED¶
Since I watch dioramas videos on YouTube I want to try epoxy resin. This time I thought it would be interesting to use our ghost mold to try to cast an LED in it.
Simon already tried epoxy (read the datasheet) in his lab, so he taught me his most recent technique to remove unwanted bubbles from epoxy. Without adding the catalyzer, we warmed the resin with hot water . You can see on the pictures below that the bain-marie concentrates the bubbles in the middle of the goblet.

After that we added the catalyzer (10g for 100g of epoxy) when it was still warm. Then I poured the resin into the mold and carefully inserted the led. It would have been better to put the led before but I missed some room to pour the epoxy around it.

The following morning I get my ghost back and uploaded a fading code in my custom Arduino to test it. I will probably make a custom installation to have fun with this later 
Design, mill & cast¶
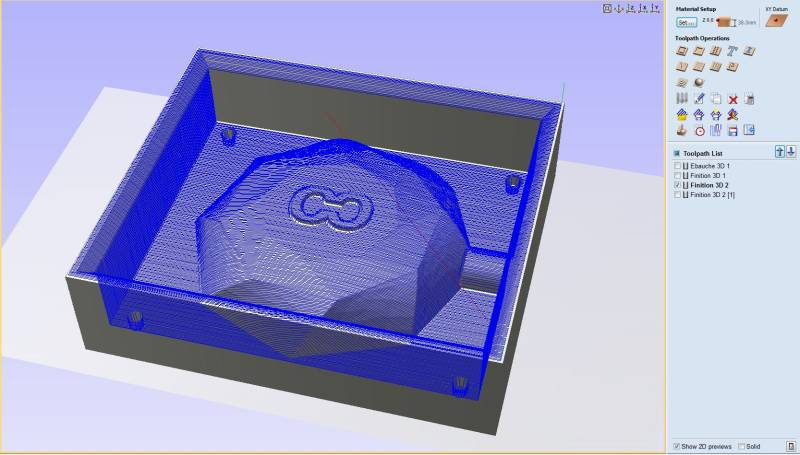
I will use FreeCAD to design the piece and VCarve Pro to prepare the milling process.
Design in FreeCAD¶
I know that I can use an 1mm endmill so I’m know I can put some details on my piece. I decided to make a mold for a soap to recycle my old pieces of soap I can’t use anymore.
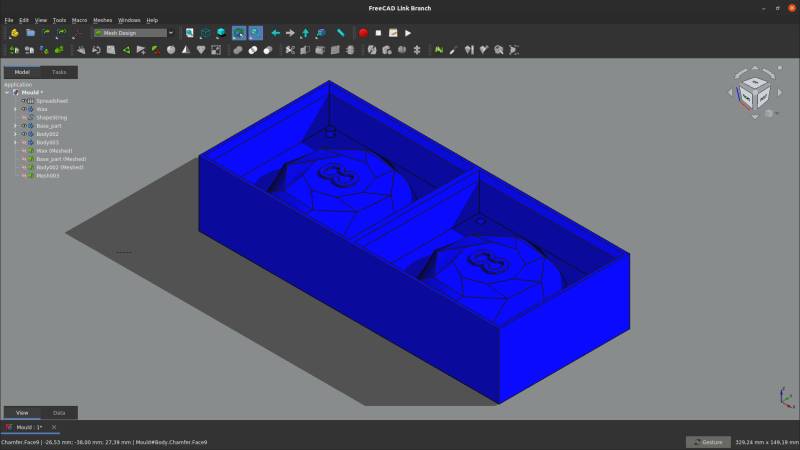
I first designed the wax piece in FreeCAD to have a base to work on.
Unfortunately the referneces we had weren’t the good ones and I realized when returning at the lab on Monday morning that my mold was too big. I had to divide my piece in half with blender to mill it.
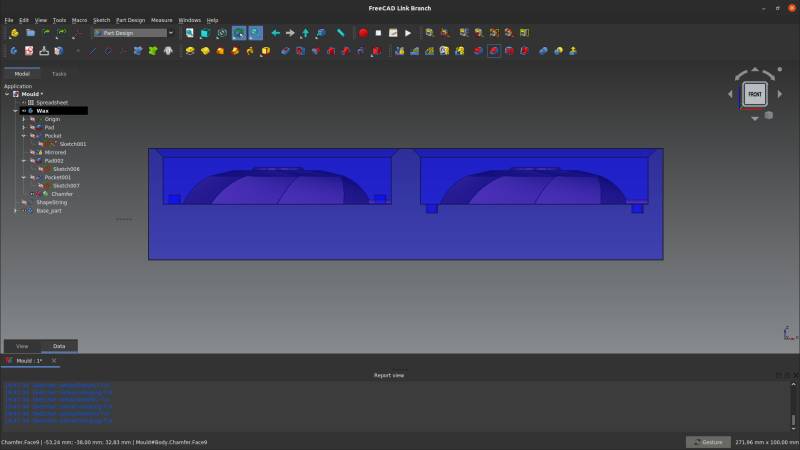
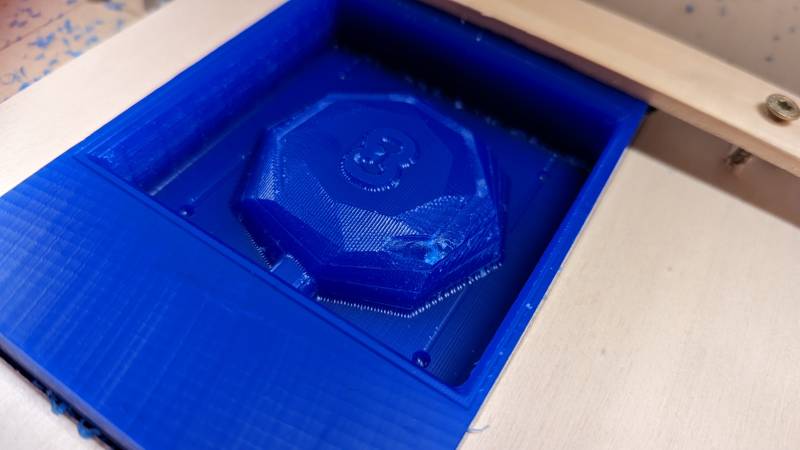
I than designed a soap form with some octogones and loft operations, before adding an half cylinder to be able to pour the liquid later on. (I enlarged it after to make more room just in case.)
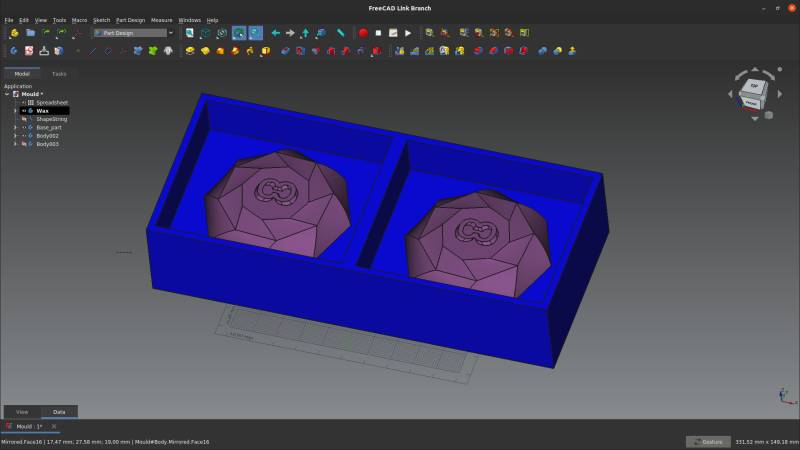
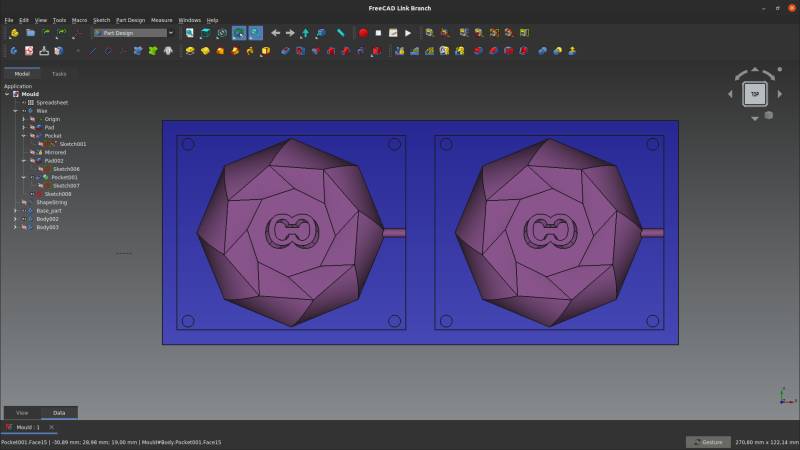
I also added some pins to clip the two pieces together when casted in silicon.
Milling¶
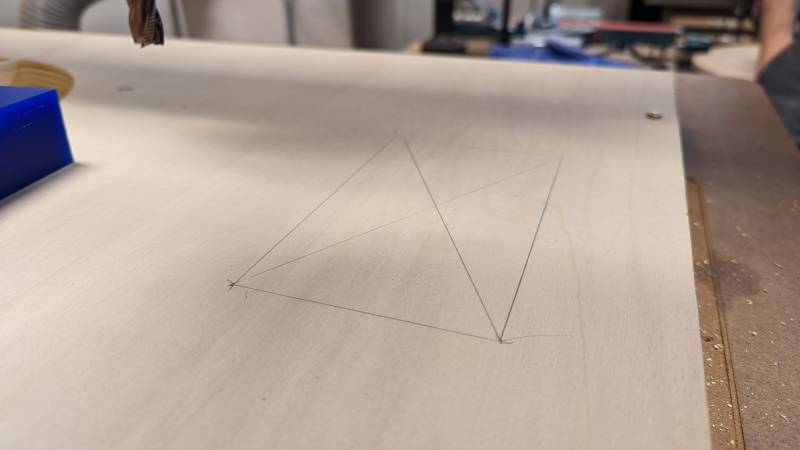
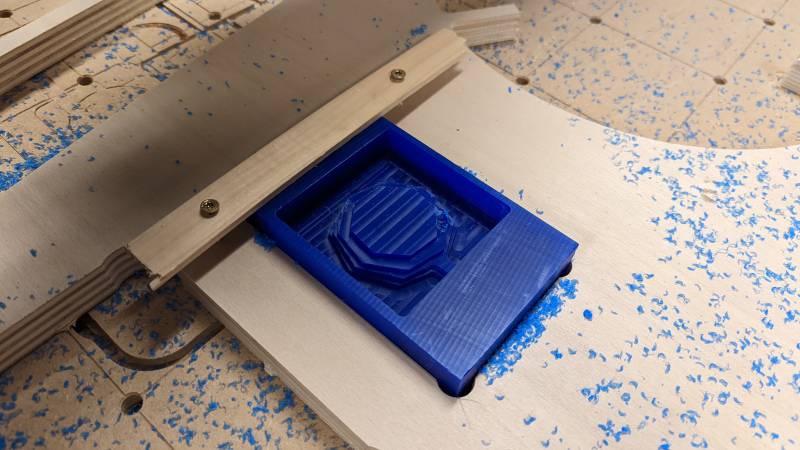
There are a few mandatory steps before milling the wax: you need to fix the wax onto the sacrificial board to be safe during milling. I first measured the wax block (149*88*38) to enter those parameters in VCarve. I put the wax block where I wanted to and traced its limits and its center. The center is needed as I want to keep the same X/Y axis for all jobs.
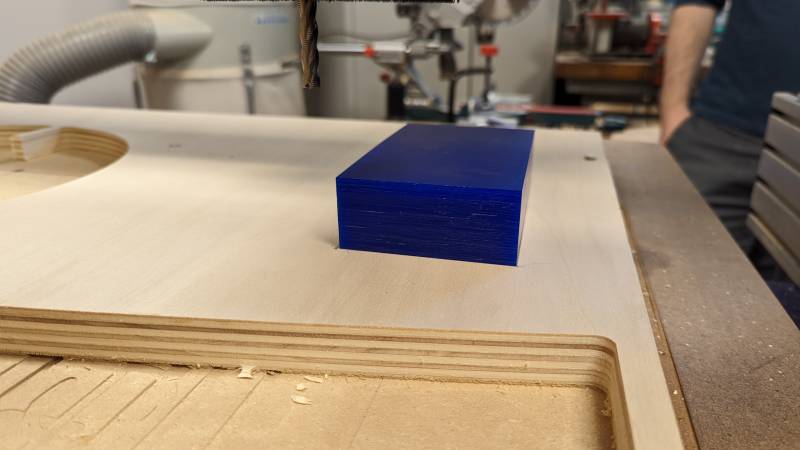
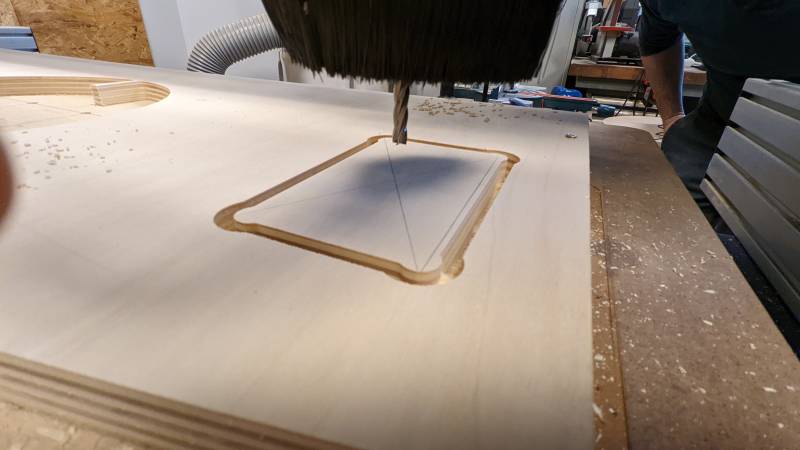
After that I cutted the hole with a 8mm diamand endmill FC1D800 8/20/8. The result was very clean, but I chose my parameters badly: I cut the outside of the wax block instead of the inside. I did it again and fixed the wax block into the hole with double-sided tape.
I prepared a first path in VCarve with the 3D tool to prepare the roughing operation with a 6mm diamand endmill. I also configured the second toolpath for the 3mm endmill at the same time.
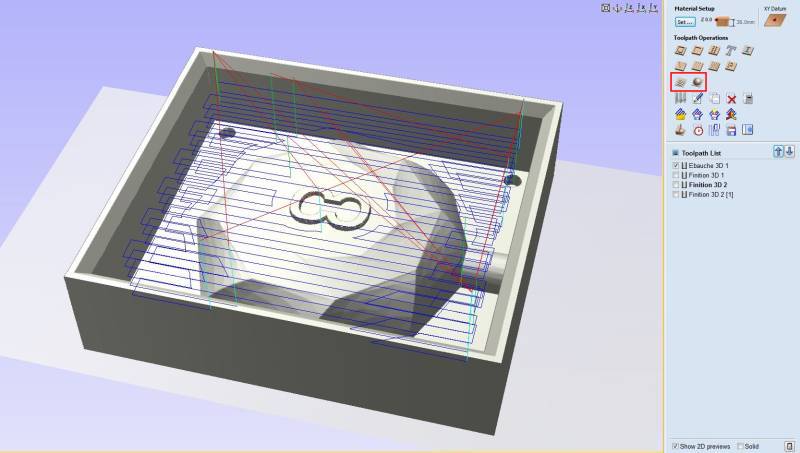
I then launched the first job to rough the model onto the wax with a 6mm diamand endmill. We let 1mm of machininig allowance to have some material to remove during the smoothing. It was a really big mistake, as you can see on the following pictures: the second endmill we used (FCCD632), a 3mm one, got stucked into the wax and broke. We weren’t expecting it at all as the first job entered into the wax like butter. Lesson learned, never be safe with this machine, no matter which material you are using.

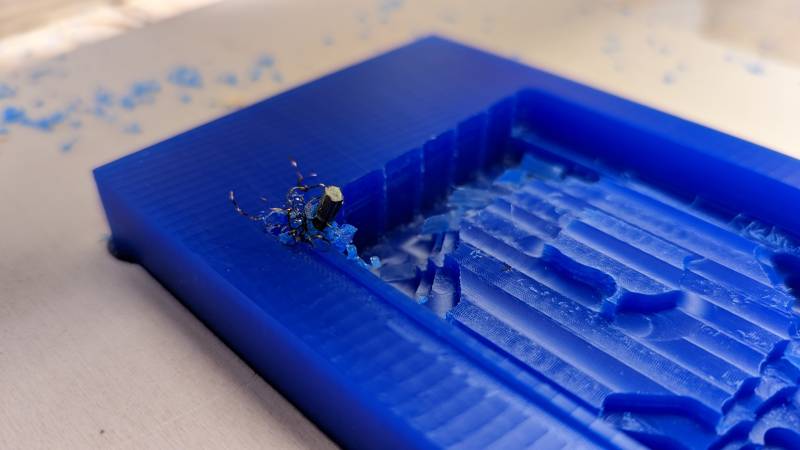
Thankfully I had the stop button in my hand (as always) and I was able to stop the job immediatly. We checked everything and it seemed fine, so we removed the broken endmill and sat down for a while in front of VCarve to understand what happened. We reached the conclusion that 1mm machining allowance was too little, so we redid the first job with 0.3mm.
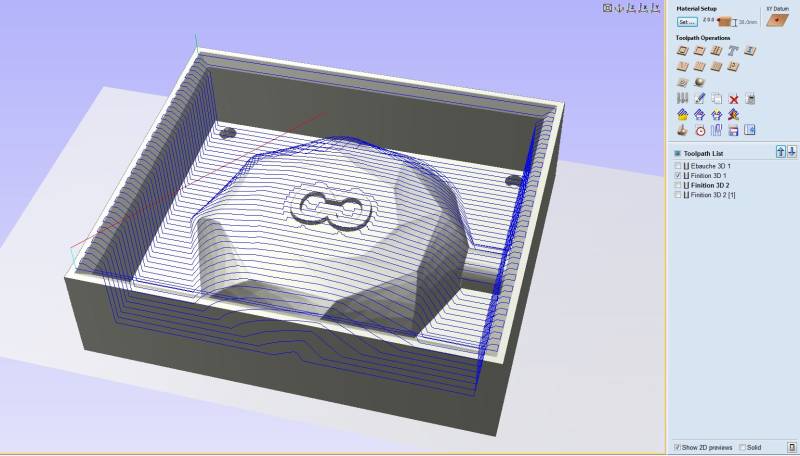
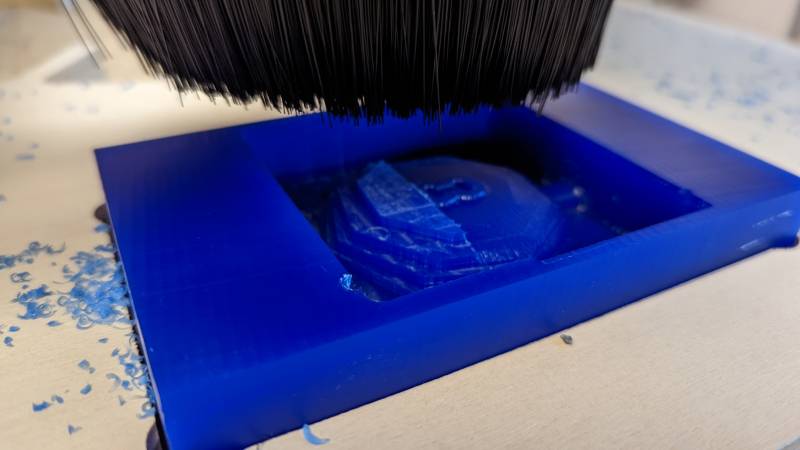
It worked much better and we started the 3 axis job without trouble (but I think I might develop a heart condition working in Fab Labs). We used an 3mm hemispheric endmill to smooth the model.

I couldn’t resist filming the fluid movement of the milling job, enjoy it as well in this short video.
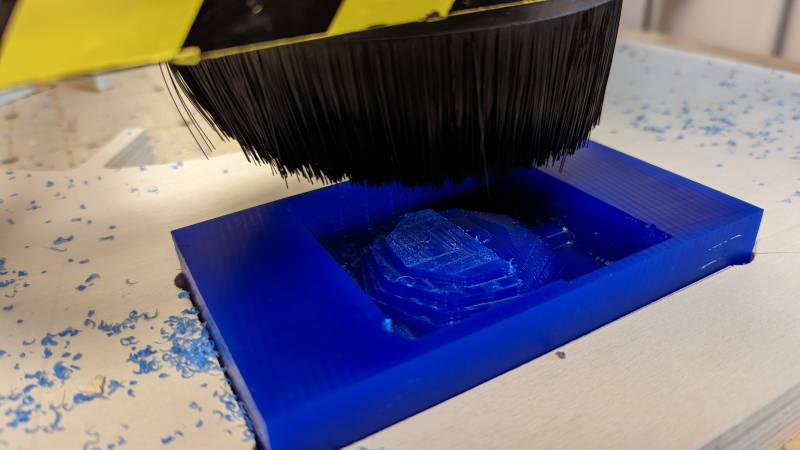
You can see the progress of the milling job on the following pictures. To make it even more precise, we used a 1mm endmill to clean the details on the top of the “soap”.
Danger
We broke a second endmill when zeroing the 1mm one. It wasn’t conductive and when I hit the stop button realizing that, it was already too late and it broke…

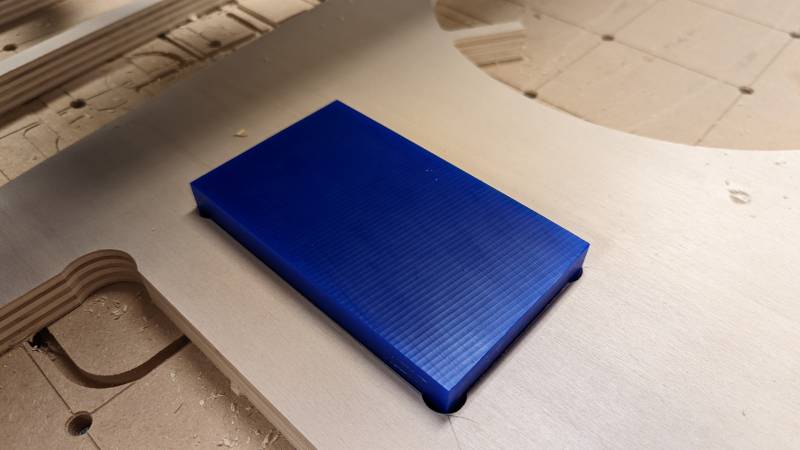
When it was done, we started again with the second wax block. During the first roughing the block started to peel off so I fixed it with a wood cleat. You can see on the right picture below the default stayed on the final result.
Here are the parameters used with the endmills during this very long day of milling.
| Endmill | Offset | |||
|---|---|---|---|---|
| FCCD632 | 80% | 16000 | 35000 | 10000 |
| FC3D30012EVO | 50% | 12000 | 3000 | 1000 |
| FC2DS317XL | 60% | 10000 | 2400 | 1000 |
On the left, the survivors, on the right, those who didn’t make it…


Silicone casting¶
After milling it was finally time to cast silicon in it to make the soap molds.
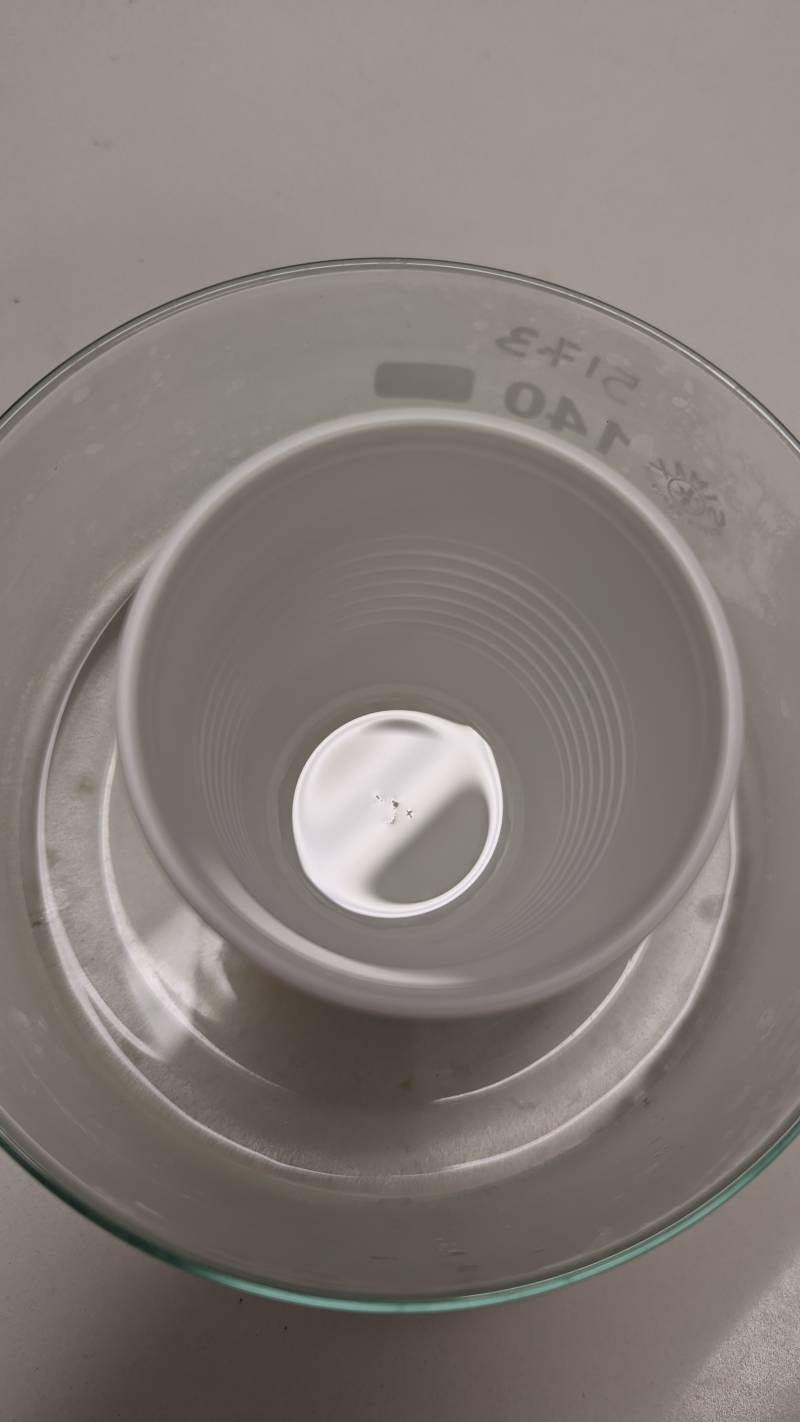
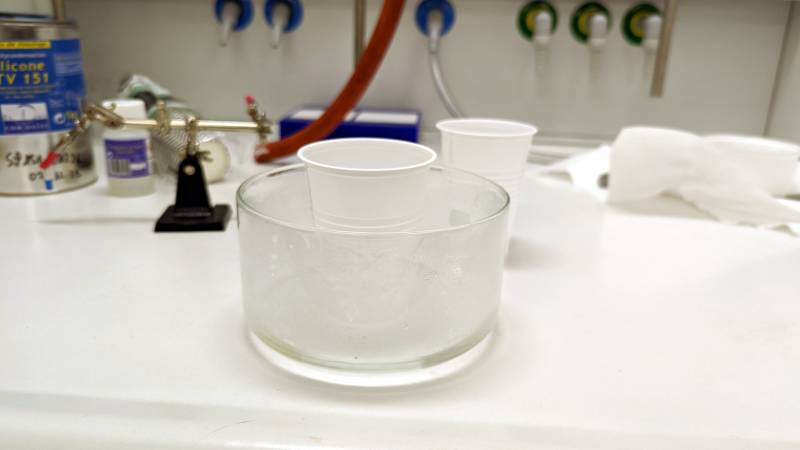
I measured the volume of my mold with water: one mold is 100g, so I need 200g of silicon. As I wanted to be sure I had enough I put 100g of silicon and 10g of catalyzer to be safe.
I already did the mixing at the beginning of the week so it wasn’t new to me, I just had to be extra careful about the size of the recipient I used because of the pressure chamber. I did it in two times to be safe.
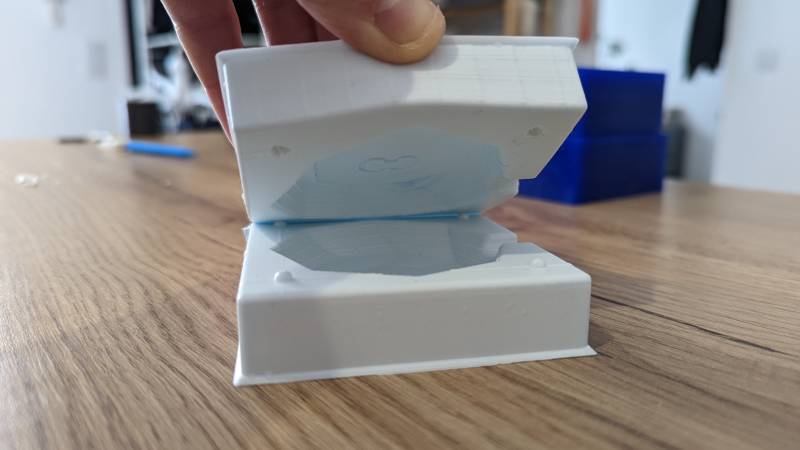
As I used food-safe silicon it only took 16 hours to harden. The result was very precise but kind of took the blue color of the wax. Maybe I should have used talc?


Soap molding¶
I collected all my soap leftovers that I saved for recycling and cutted them in small pieces to ease the melting.


I read online that the trick to melt the soap was to do it slowly on low heat, with a little water on the bottom of the saucepan.


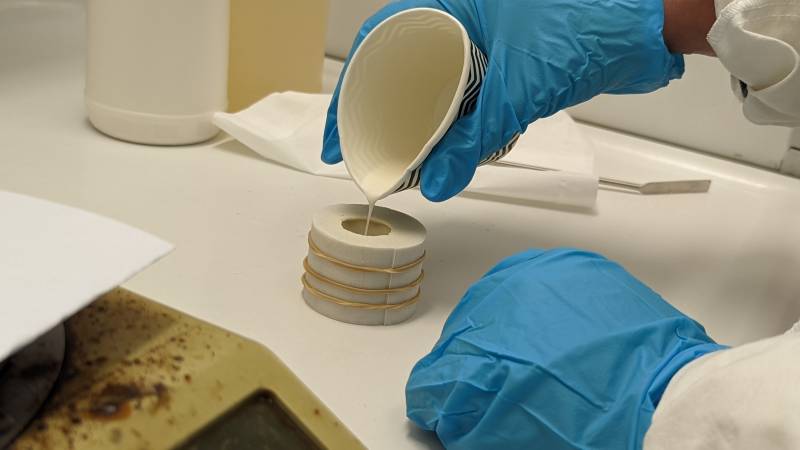
I did it too slowly at first and after an hour it wasn’t melt enough, so I raised the heat a little. It worked better, but I got impatient and added some more water: it made a foam-kind liquid. As I was eager to make my soaps I stopped there and prepared the silicon mold.


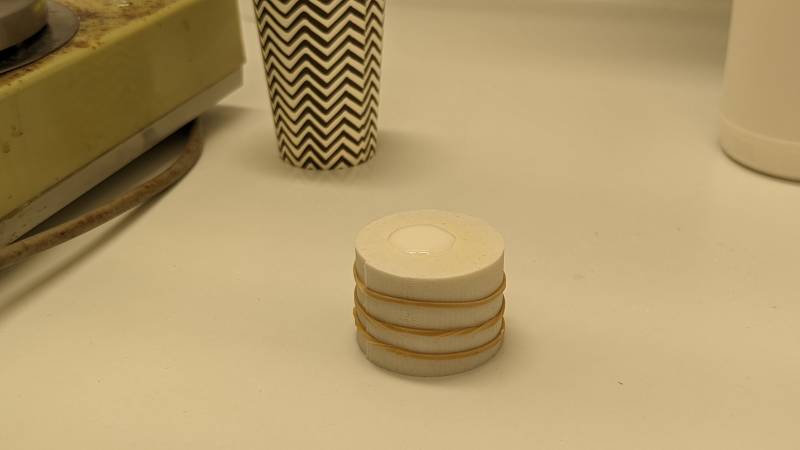
I used tape and clamps I had in my apartment to fix the two parts together and tested the sealing with water.

I made so much soap that I had to use an ice tray to make some little soaps. I didn’t took picture of the soap getting into the mold as I had both my hands taken by the process: it was messy, I had to constantly create a call for air with a pointy stick: my instructor told me the day after that I could have add another hole to make it simpler. I will keep that in mind for my next mold!

A few days later, I demolded the soaps to look at it. I probably did it a little too soon, but I was impatient! I was quite please, except for the missing part in the main soap: next time I will make another cylinder to expulse the bubbles during the casting.

Sorbonne welcomes AgriLab¶
As we visited AgriLab two weeks ago, AgriLab came this time to enjoy our chemic lab.
 From left to right: me, Aurore, Luc, Stephane, Theo and Christian.
From left to right: me, Aurore, Luc, Stephane, Theo and Christian.
About this week¶
I enjoyed the ghost experience a little more than the milling, as I had so much troubles with it. I also think I’m getting tired through the weeks and that I need to take more time and maybe lower a little bit my expectations for each week if I want to make it till the end of the Fab Academy safely. I hurt myself (and the machine) more in one week than every previous weeks combined, so it is not a good sign.
Nevertheless, it was great to learn some new techniques!
I was randomly selected again in global review so I got to present my work (you can watch it at 00:40:15). It enlightened the end of the week and gave me a renewed energy for the next