16. Wildcard week¶
For this week I wanted to create a guitar.
Mainly using acrylic and with a beautiful background (probably using wood). But after some thinking process, we deceided to try the plasma cutter machine!
What is Plasma Cutting?¶

(Source: southweststeelsupplies)
According to twi-global, plasma cutting (plasma arc cutting) is a melting process in which a jet of ionised gas at temperatures above 20,000°C is used to melt and expel material from the cut. During the process, an electric arc is struck between an electrode (cathode) and the workpiece (anode). The electrode is recessed in a water- or air-cooled gas nozzle which constricts the arc causing the narrow, high temperature, high velocity plasma jet to form. Additionally, because the cost of the plasma torch is low compared with the price of the manipulation equipment, it is common to fit several torches to a cutting table.
General rules¶
Safety Precautions¶
Doing my research before using the plasma cutter I found in this website a nice info graphic about the safety precaution of the plasma cutter. I put the link in case the picture below doesn’t show correctly:

The big differences with the laser cut is that: - Oil free leather gloves and spats must be worn. - A welding mask with shade number 11 protective filters must be worn.
More detailed safety precations taken from machinemfg
- The lower part of plasma cutting should be set with a water tank. During the cutting process, the cutting part should be cut under water to avoid the toxicity of smoke to human body.
- Avoid direct visual plasma arc during plasma arc cutting. Wear professional protective glasses and face mask to avoid eye and skin burns caused by arc light.
- A large amount of toxic gas will be produced in the process of plasma arc cutting, which requires ventilation and wear multi-layer filtering dust mask.
- During the plasma arc cutting process, it is necessary to wear towel, gloves, foot sheath and other labor protection appliances to prevent the skin from being burned by sparks.
- The high frequency and electromagnetic radiation generated by the high frequency oscillator in the plasma arc cutting process will cause damage to the body, and some long-term practitioners even have infertility symptoms. Although there is no definite conclusion in the medical field and the industry, it is still necessary to do a good job of protection.
Materials you can cut¶
For this assignment we just cut steel, because plasma cutters use high-velocity ionized gas to create a flame, they can cut any electrically conductive metal. According to Machitech website, a plasma cutter is able to cut the following materials:
- Mild steel
- Stainless steel
- Carbon steel
- Expanded steel
- Aluminum
- Copper
- Brass
- Other ferrous (iron-containing) and non-ferrous materials
Heavy-duty plasma cutters can process metal plates ranging in size from 1 millimeter to 1 inch. Anything larger would require a more powerful plasma cutting machine.
Some things to think about (Like parameters)¶
According to esabna “Plasma is defined in Websters as “collection of charged particles … containing about equal numbers of positive ions and electrons and exhibiting some properties of a gas but differing from a gas in being a good conductor of electricity …”.
1) Cutting current¶
With this in mind and with a more detailed information taken from machinemfg we can say that the most important parameter is the cutting current because:
- When the cutting current increases, the arc energy increases, the cutting ability increases, and the cutting speed increases.
- With the increase of cutting current, the arc diameter increases and the arc becomes thicker, which makes the incision wider.
- If the cutting current is too high, the thermal load of the nozzle will increase, the nozzle will be damaged prematurely, and the cutting quality will naturally decline, even unable to cut normally.
So before cutting, you have to choose the correct cutting current and the corresponding nozzle according to the thickness of the material.
2) Cutting speed¶
The high temperature and high energy of plasma arc determine the cutting speed.
The optimum cutting speed range can be selected according to the equipment instructions or determined by experiments (we did experiments cutting circle shapes), due to the thickness of the material, different materials, melting point, thermal conductivity and surface tension after melting, the cutting speed changes accordingly.
3) Arc voltage¶
It is generally considered that the normal output voltage of the power supply is the cutting voltage.
No load voltage and arc column voltage¶
Plasma cutting power supply, must have enough high no-load voltage, in order to start the arc easily and make the plasma arc stable combustion.
The no-load voltage is generally 120-600v, and the arc column voltage is generally half of the no-load voltage.
4) Working gas and flow¶
The working gas includes cutting gas and auxiliary gas, and arc starting gas is required for some equipment.
The most common gas used in plasma cutters are:
- Argon: Argon hardly reacts with any metal at high temperature, and the argon plasma arc is stable.
- Hydrogen: Hydrogen is usually used as auxiliary gas to mix with other gases.
- Nitrogen: Nitrogen is a common working gas. Under the condition of higher power supply voltage, nitrogen plasma arc has better stability and higher jet energy than argon.
- Oxygen: Oxygen can increase the cutting speed of low carbon steel.
- Air: Yes, Air! I was surprised as well but: The air contains about 78% nitrogen by volume, so it is very imaginative to use air cutting to form slag and nitrogen cutting; the air also contains about 21% oxygen.
5) Nozzle height¶
|The distance is generally 4 ~ 10 mm.|
|–|
|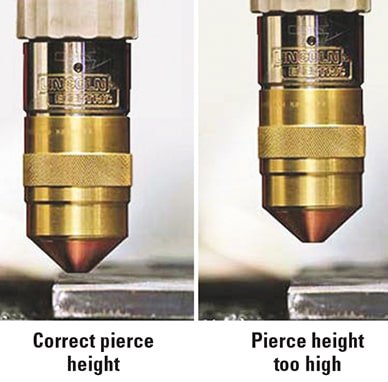 |
(Source: Machinemfg)
|
(Source: Machinemfg)
6) Arc power¶
In order to obtain high-pressure plasma arc cutting arc, cutting nozzles adopt smaller nozzle diameter, longer channel length and enhance cooling effect, which can increase the current passing through the effective section of the nozzle, that is, the power density of the arc increases. The actual effective energy for cutting is smaller than the output power of the power supply, and the loss rate is generally between 25% and 50%
We have the parameters.... What about the equipment?¶
There are more things to consider if you are going to use a plasma cutter, not only the parameters. The equipment is mainly composed of gas supply device, water device, power supply and cutting gun.
The water-cooled gun also needs cooling circulating water device.
(1) Air supply unit¶
The main equipment of air supply device for air plasma arc cutting is an air compressor larger than 1.5KW, and the required gas pressure is 0.3-0.6mpa.
(2) Power supply¶
Plasma cutting adopts DC power supply with steep drop or constant current characteristics. The no-load voltage of common cutting power supply is 350-400v.
(3) Cutting gun¶
The specific form of the cutting gun depends on the current level of the cutting gun. Generally, the air-cooled structure is adopted for the cutting gun below 60A, while the water-cooling structure is used for the cutting gun above 60A.
The electrode in the cutting gun can be pure tungsten, thorium tungsten, bell tungsten rod, or inlaid electrode.
How to do it?¶
I wanted to cut this ukelele design that I did in the plasma cutter, which the cutting process took around 1 minute and 30 seconds.
For this we tested some pieces first and we used the program called CS-LAB, which allowed us to control all the settings and parameters of the machine.
The machine was self-made by an engineer.
First I needed to know how the parts of a guitar are called.
Well, as I was continuing with the design of my guitar, the time was running out. So my instructor told me to make it smaller.
| So, as I realised, it was better to change the guitar into an ukelele. |
|---|
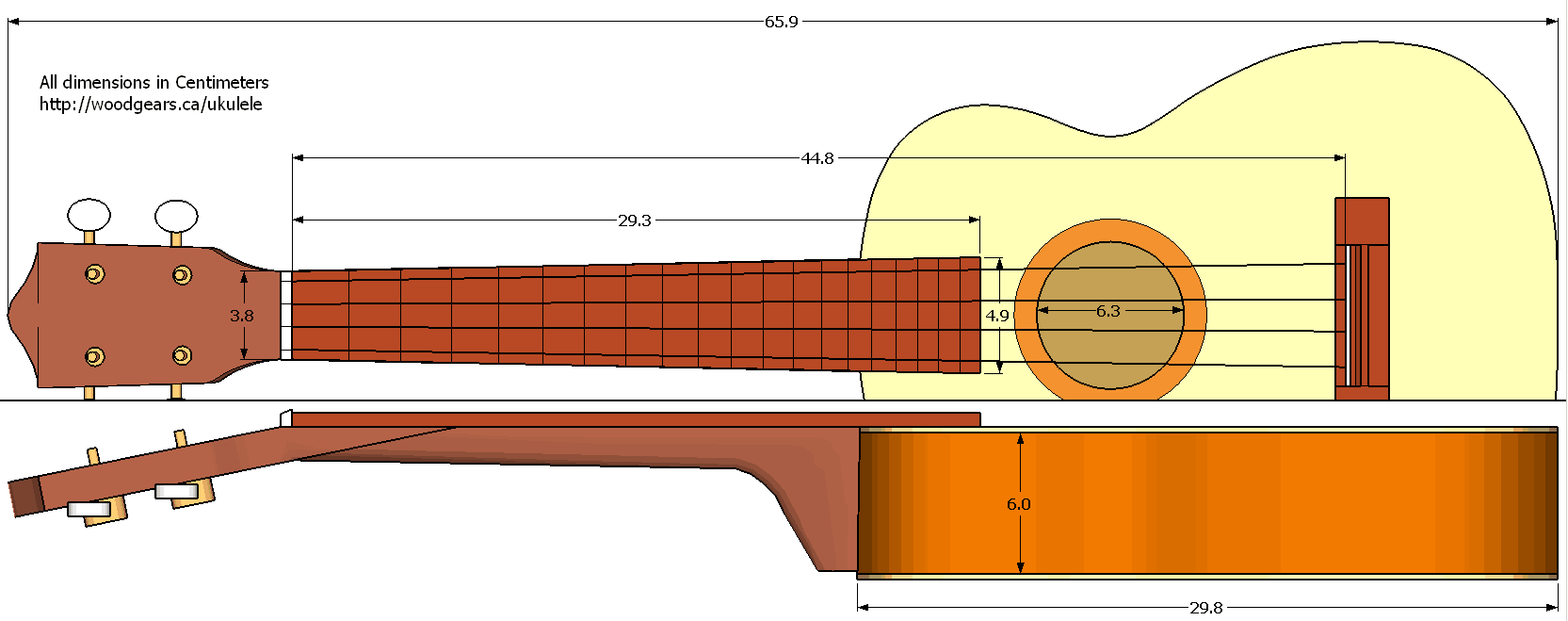 |
| (Source: woodgears.ca) |
After this, I began with the design.
Designing the guitar¶
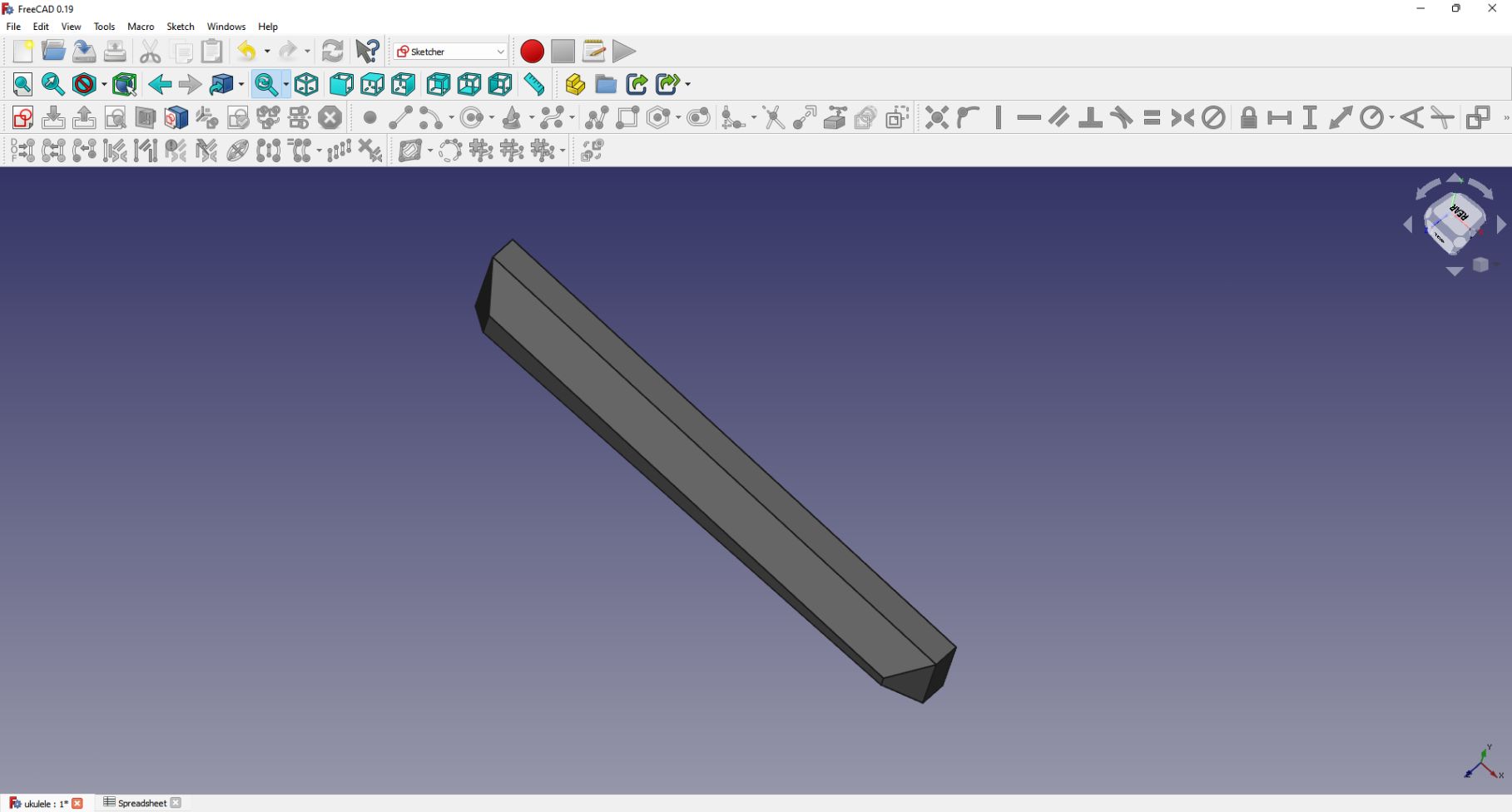
For the design I used the dimensions of my guitar and for the software I used FreeCAD.
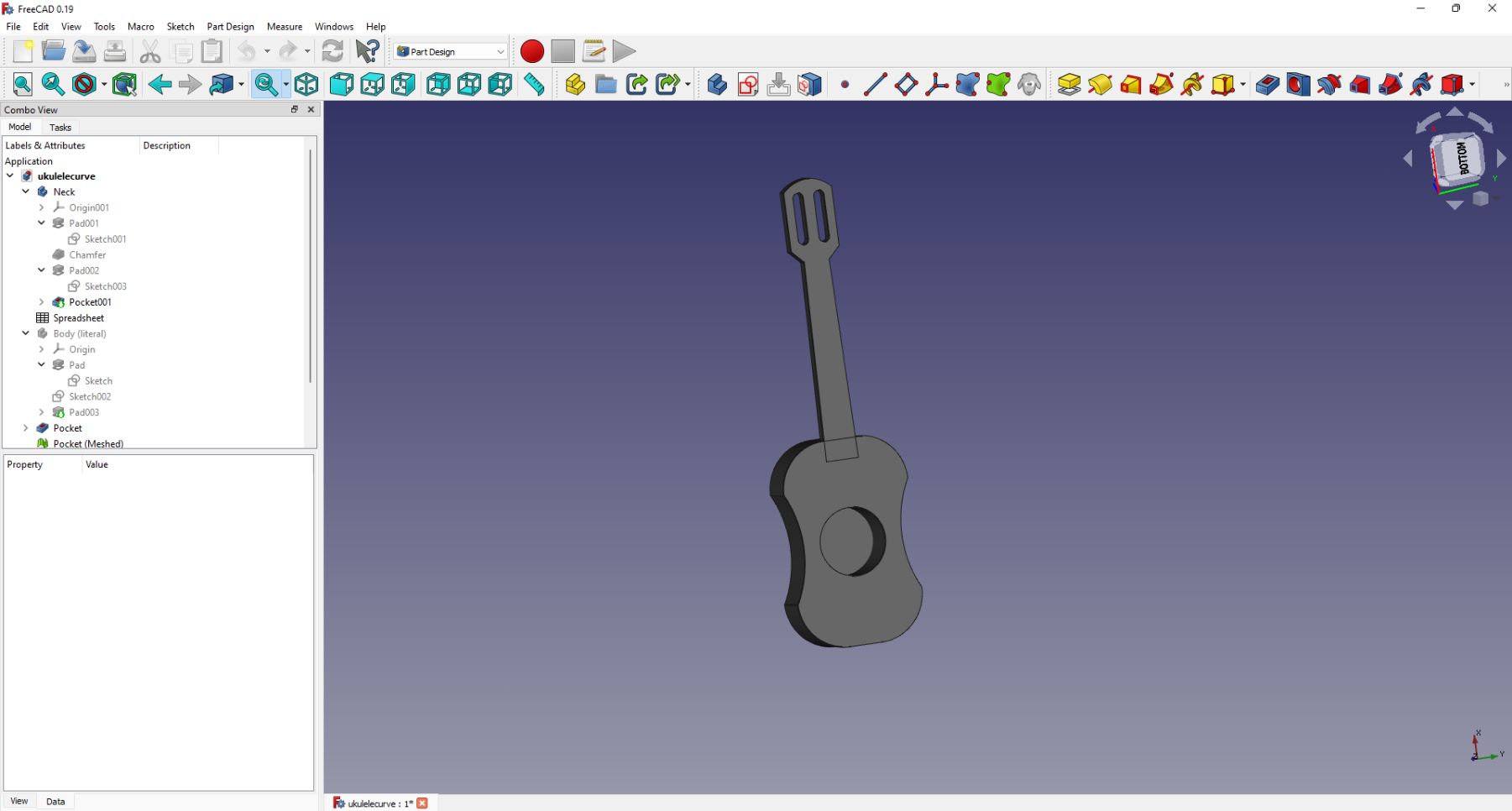
I started creating a simple guitar base shape, using the “center and end points”.
After this, I selected tangent for every curve that I had. For this I pressed the letter “T”
It was very simple but at the same time, time consuming to make the base of the guitar, because sometimes, the arcs of the curves got messy.
So for the body, I surrender and I did a straight line that covered mostly of the body with the round shapes in the corners.
| As the ukelele is a small instrument, this shouldn’t be a problem. |
|---|
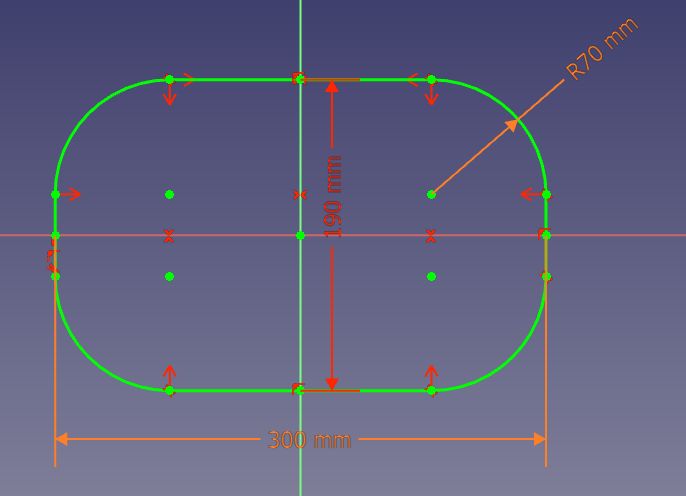 |
 |
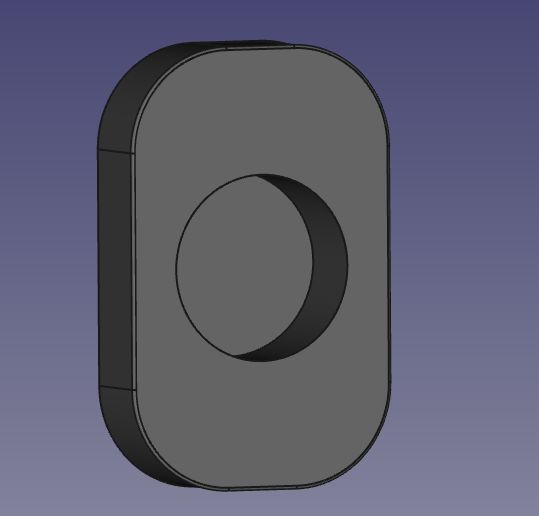 |
And as well I used the tool called “Fillet” to curve a bit the corners.
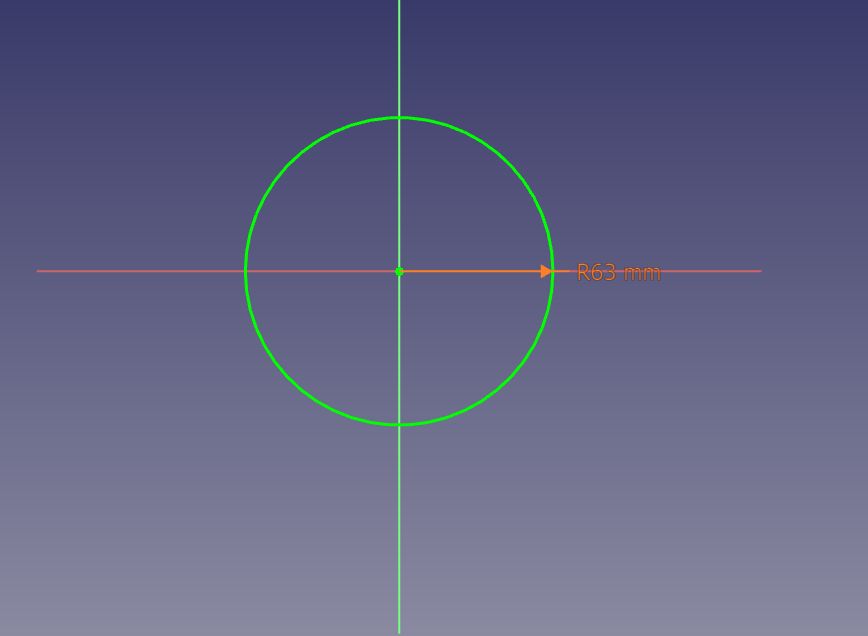
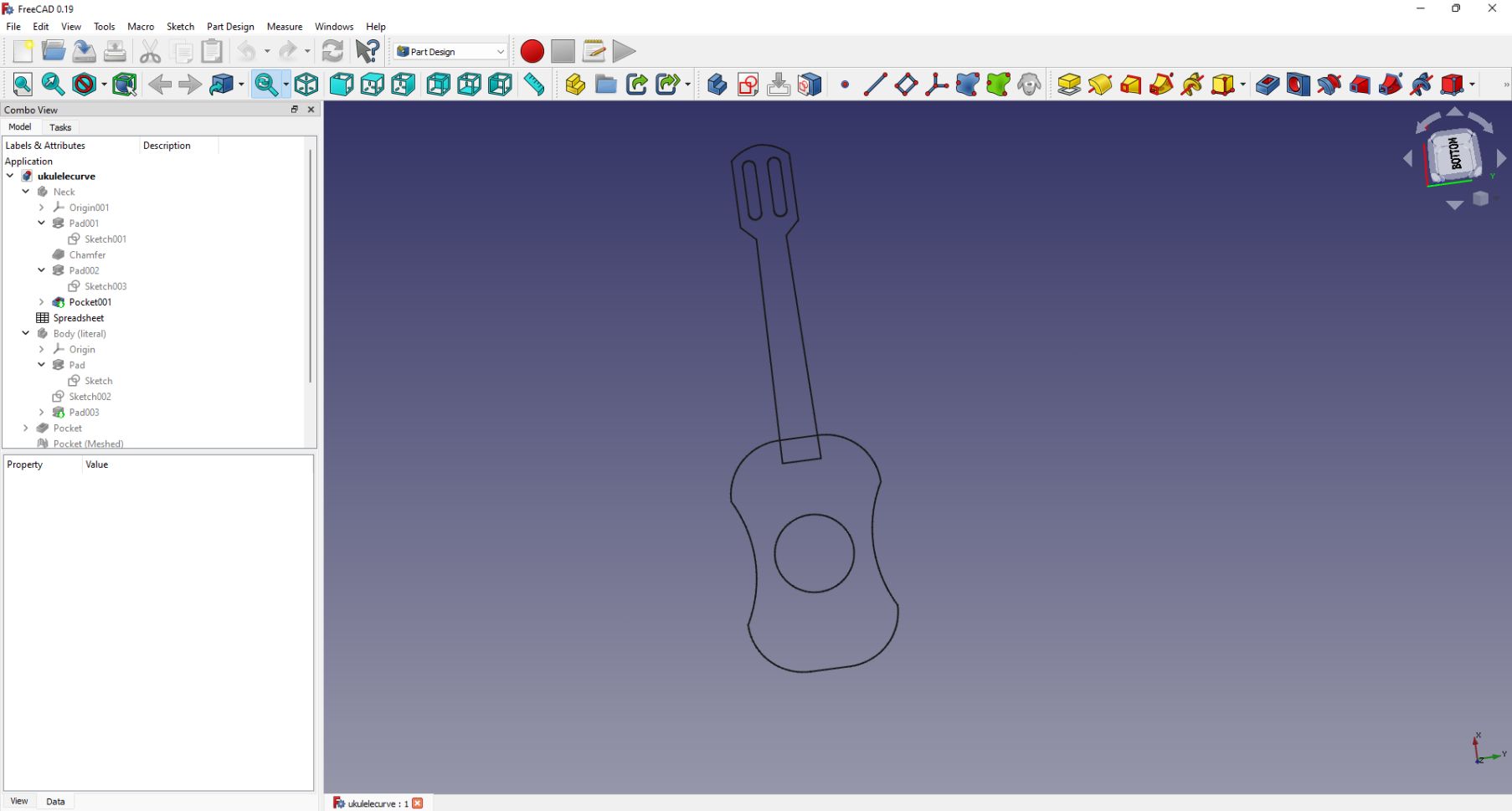
|Once the body was “finished” I started to create the neck.|
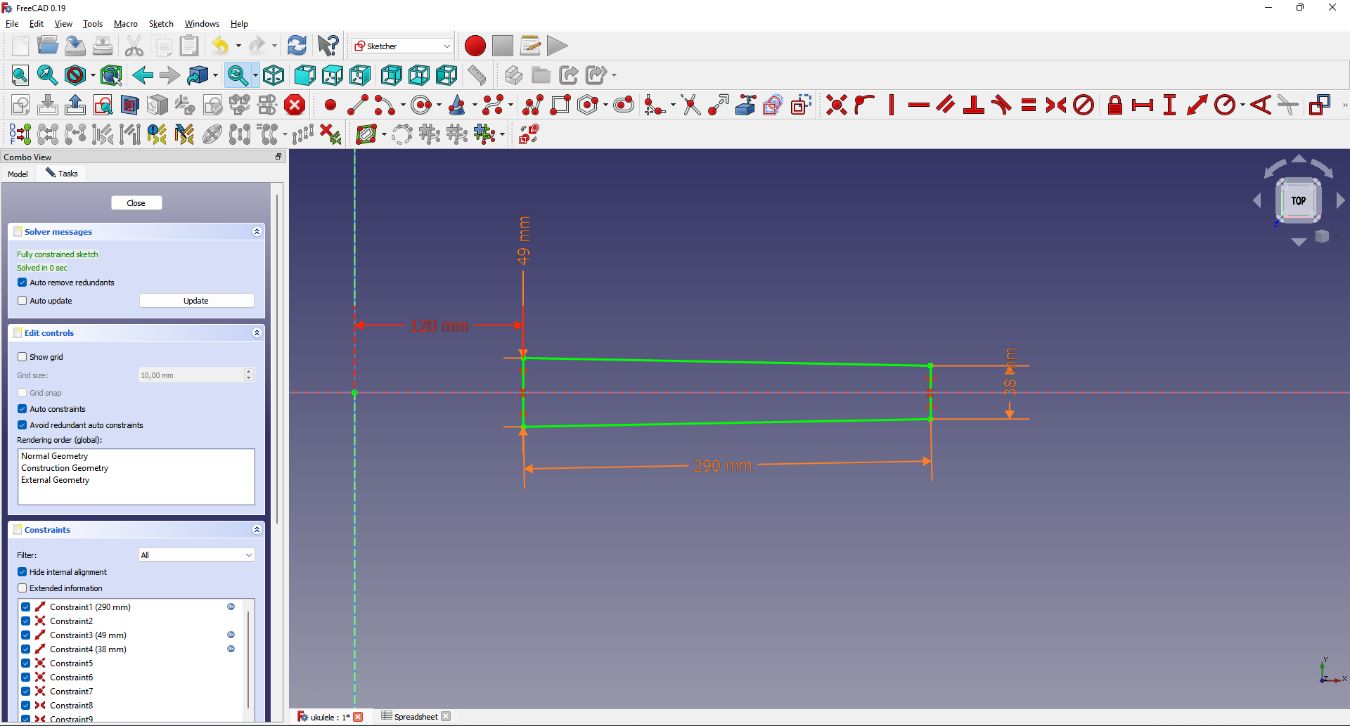 |
|
For this I just used a rectangle that its width increases while it gets closer to the body.
| Then I “Pad” it. |
|---|
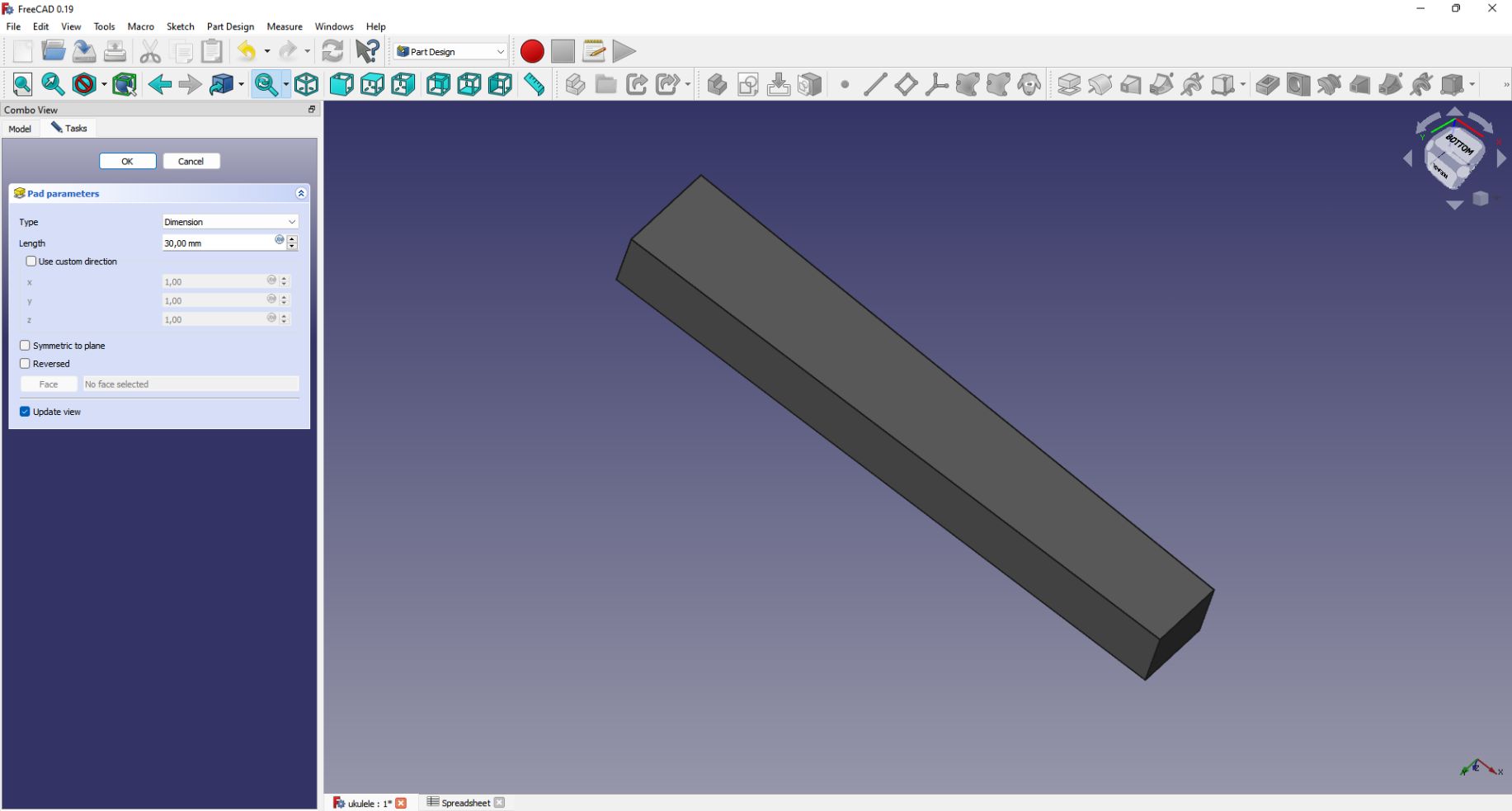 |
| After this, I used the tool called “Chamfer” so it would look like this: |
|---|
 |
Note about the size
I took the real dimensions of a guitar, but it was certainly too big. I just needed something small that can fit in the palm. So this ukulele that I cut is 0.86 times smaller than the real one.
| Then I had to create the head of it. I used it “calling” the other sketch with the tool “Create an edge linked to an external geometry (X)” for having a guide. |
|---|
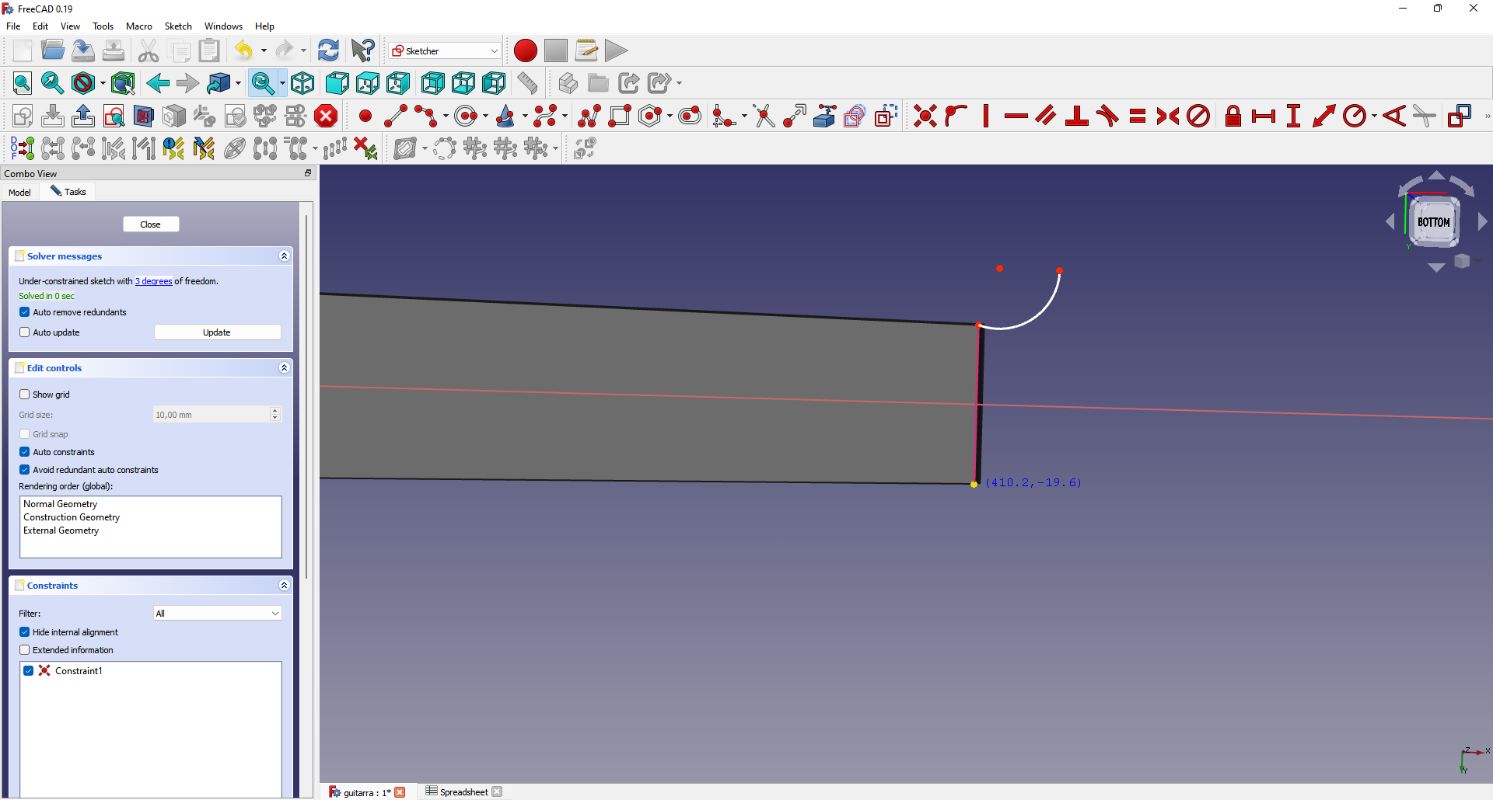 |
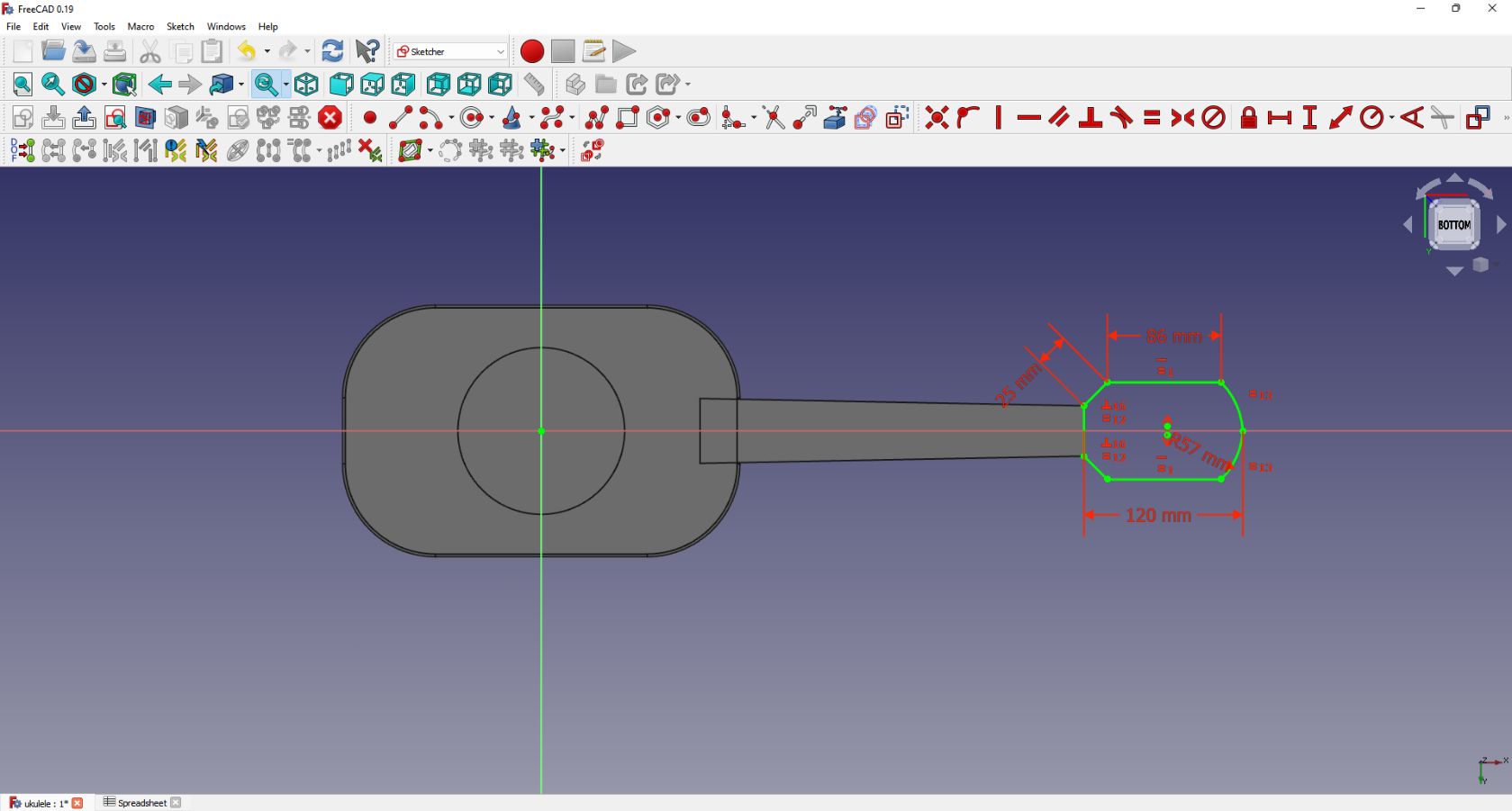 |
It was hard for me to create the curve of the guitar but I finally did it.
| The reason was because I couldn’t make the arcs constrained. |
|---|
 |
Cutting with Plasma¶
It can be too much for an ukelele, but this is going to be the cover of my final project.
| I just need the .svg file for the case. |
|---|
 |
| The Plasma Machine was astonished! I’d never seen something like this |
|---|
 |
| And this is the “control panel” |
 |
| And here is the “Key Control” in the software |
 |
Software
The software that we used is simCNC from cs-lab.
You can find in this Link
We exported the file as g-code |
|---|
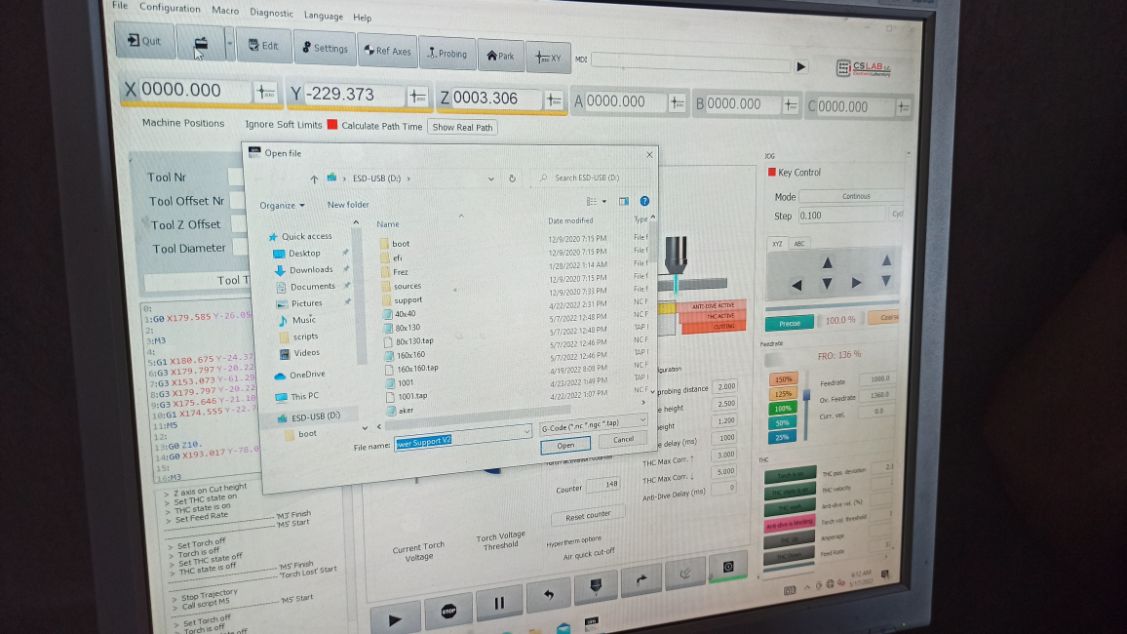 |
We first, cut some test designs to see if the properties on the computer were good:
 |
|---|
| Here the plasma is cutting the tests |
Note about the test
The tests showed that there is an exisiting problem with the cuts, it’s called “Nozzle wear”, and I will explain it and the solution in the bar of “Problems:”
After the tests, I started cutting my guitar:
 |
|---|
 |
Problems:¶
The main problem that I faced, was one with the “Nozzle wear”. Due to this the cuts that the machine did, were not accurate and I had a deviation in the edges:


These circles figures are just test designs that I milled it.
Inside of this Website of Espiritautomation, I found very good information about the “PLASMA CUTTING CONSUMABLES: WHAT, WHY, AND HOW LONG DO THEY LAST?”, as well as a 3 tips of prolonging the life of plasma cutter consumables:
3 TIPS TO PROLONG THE LIFE OF PLASMA CUTTER CONSUMABLES
1. Cutting parameters: Cutting too quickly, too slowly or at the wrong distance from your workpiece will wear your parts more quickly.
-
Correct installation: Installing your components carefully and correctly is essential if they are to function properly. This includes making sure the tolerances of the consumables match the amperage you’ll be using, as well as correct assembly.
-
Monitoring: Keeping track of how your components are wearing will enable to you prevent one worn component prematurely degrading others. You’ll need to change your nozzle and electrode more frequently than your other parts, and leaving them too long will put added strain on the whole system, as well as reduce your cut quality.
How did I solve this?¶
Well, as the material that I was working with is practically a type of metal, it was very hard to sand it. So I had to use a special tool called “(angle grinder)” to cut some edges:
And this is my final result:
| A smooth and clean metal ukelele |
|---|
 |
{kind=link}