10. Molding and casting¶
assignments for this week
- Individual: design a mold around the stock and tooling that you’ll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts.
- group assignment: review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them.

Summary
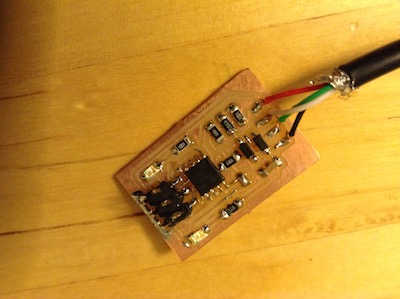
In this week I decided to cover the FabISP programmer proposed and soldered in the former week. The idea is to use this technic in the final project, since I need to protect the electronics from the water hazardous.
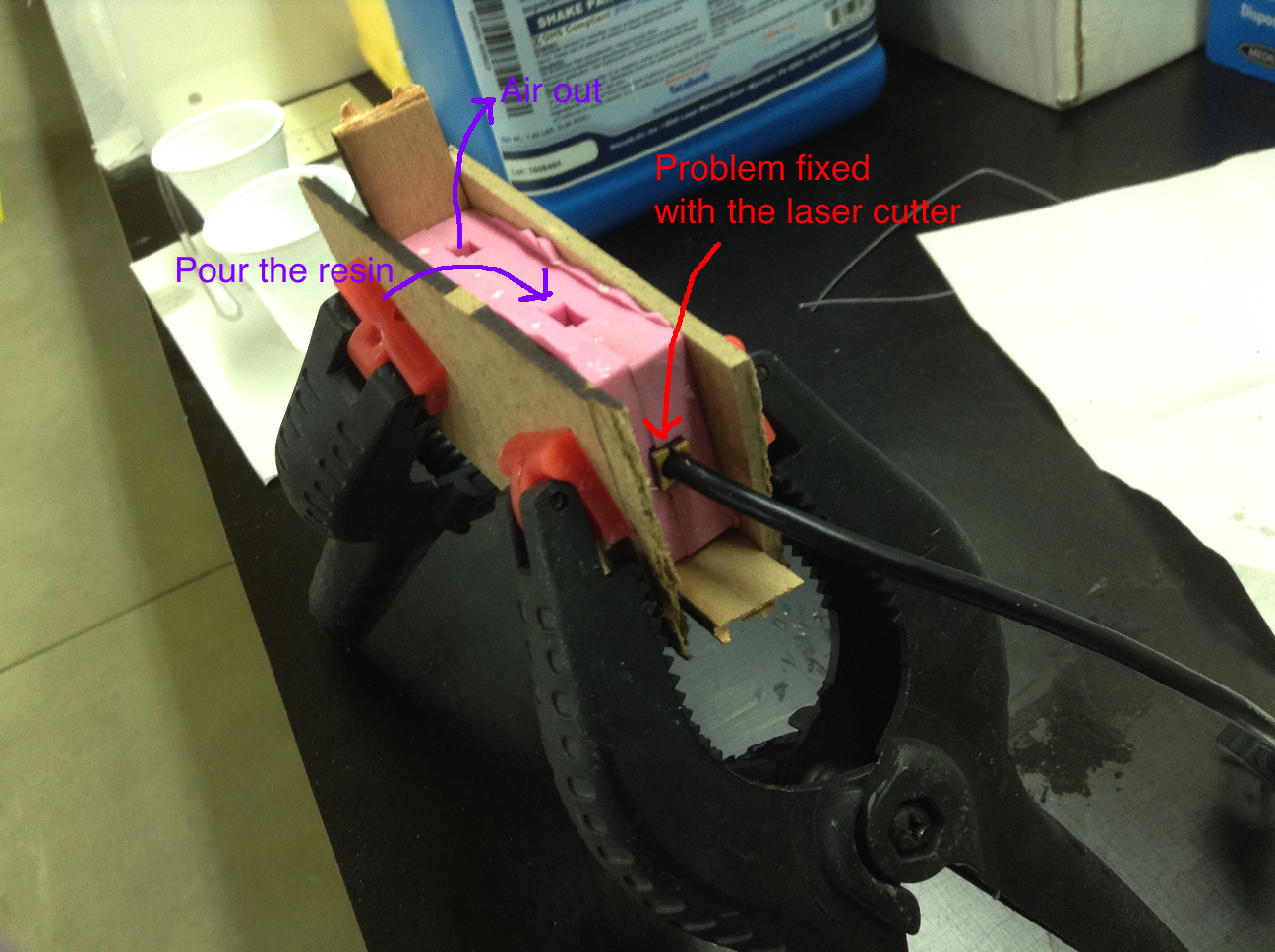
So, the result showed in the picture above is satisfactory but there are same notes: - The mold sould be rounded where the ISP cable came out; - When pouring the resin there need to be caution in order for the resin to not came out by both holes, the out air and the hoke where I poured the resin; - The mold should be thicker, because it doesn’t cover the electronics completely; - The way I enclose the mold is not satisfactory because there same leaks.
For the group assignments we did discuss the safety and procedures for each material we have in the laboratory. Test them and use them in same playing situations in order to see the diferences. Same of them we will repeat them in the upcoming weeks.
Todo
- group assignment: safety sheets
- Make and compare tests casts
- Test the programmer in water
Work done¶
I started to overview the work of Bas Withagen because I’m interested in protect the electronics from sea water and I hope to understand how to do it with this week 10 knowledge. So, I’m going to cover this pcb.
I analysed other projects already done at the FCT Fab Lab to understand the concepts behind this technique. I did several calculus:
Planning¶
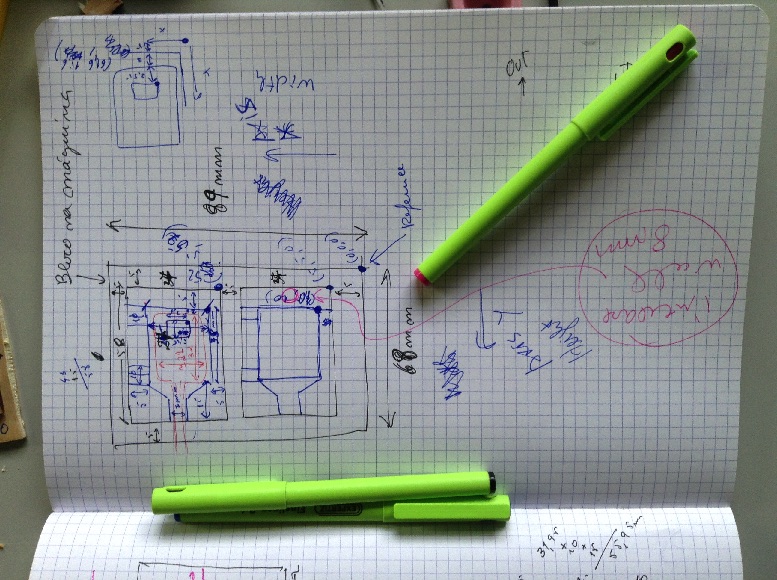
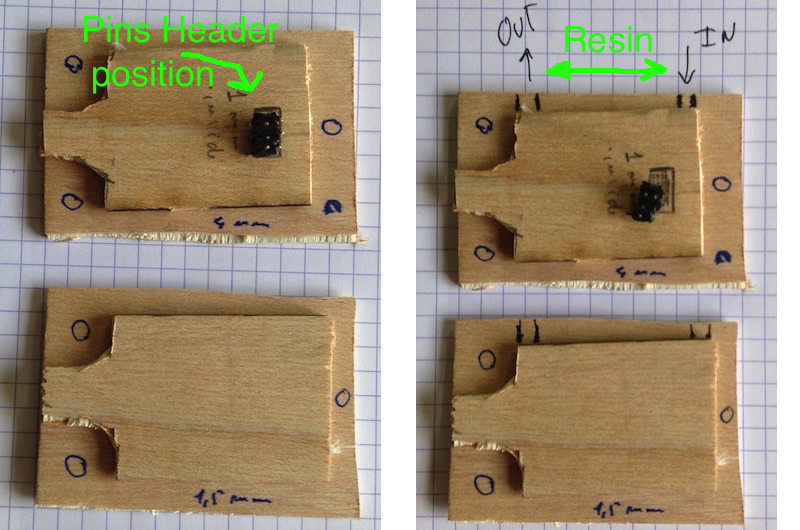
Then, I decide to make same analog simulation in order to understand the object I intended to do. Using this analog workflow help me a lot in the design making:
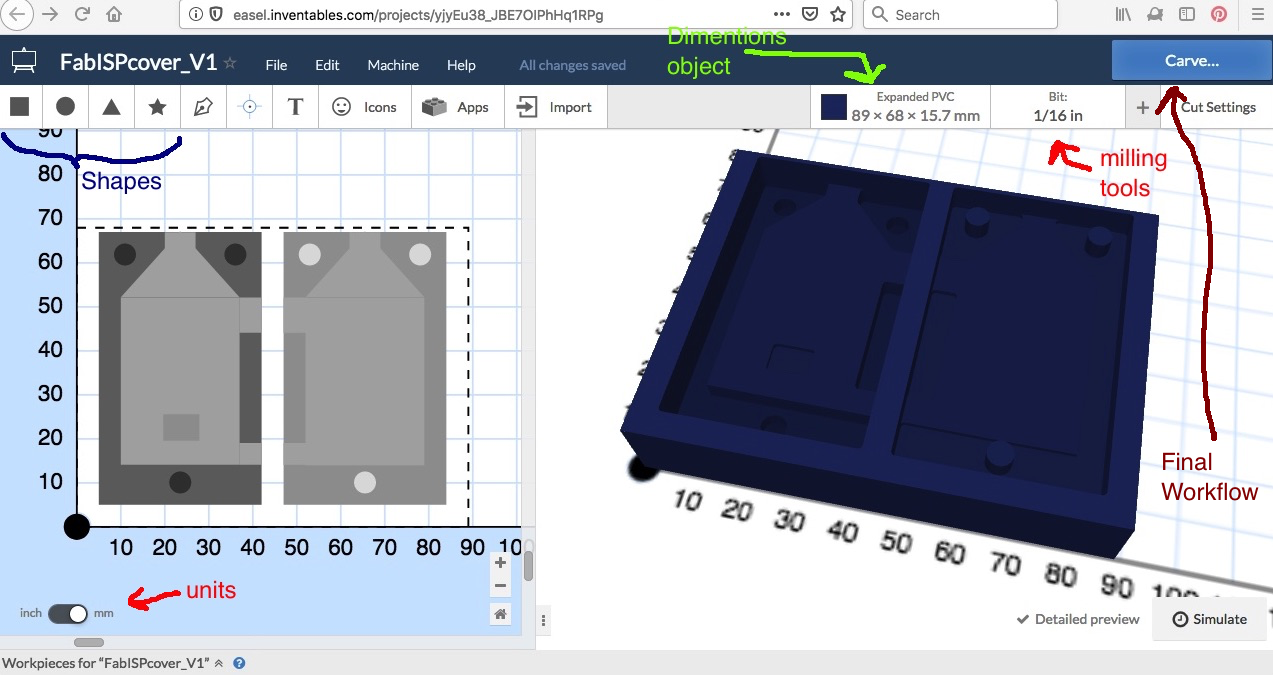
After getting feedback from Filipe, I redesign several times and them, after having the final “ok”, I turned to the X carve online cam in order to do the milling model. The menu is very easy as well as the workflow to prepare the machine for the milling.
Design¶
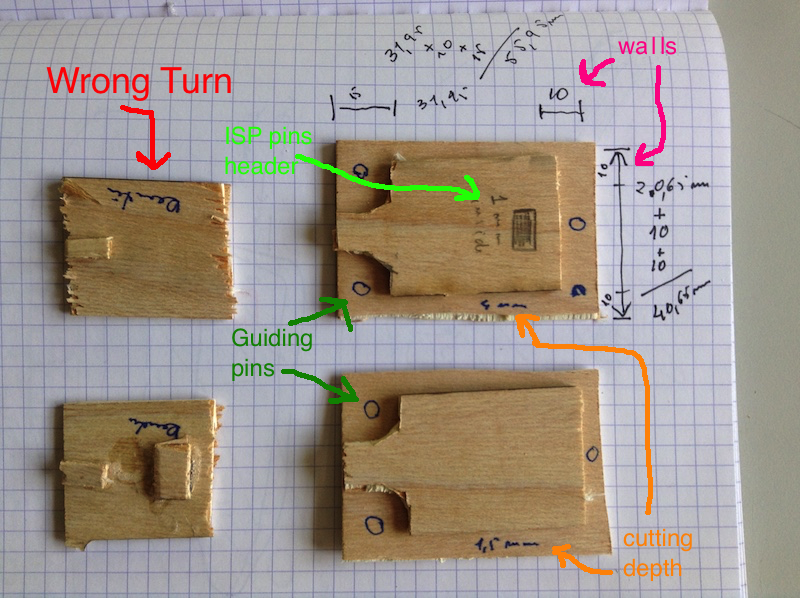
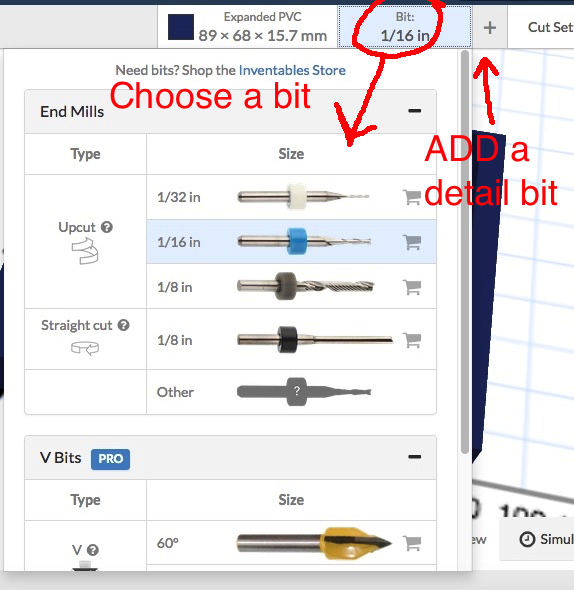
I planned the working very carefully before starting the design as showed up. There four parts that I considered inportant: shapes, units, bits, object dimensions and carve.
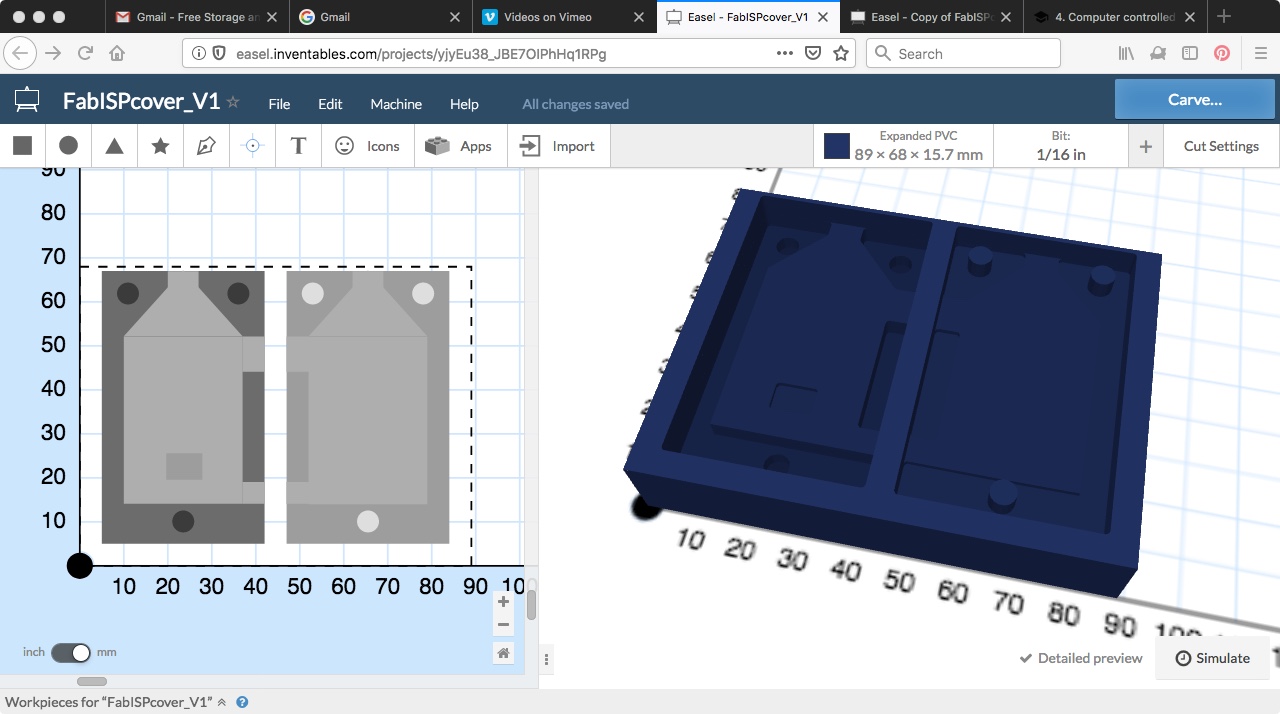
After hard work I manage to get this design that looks pretty good.
You can add another bit to cut in detail. First you do a draft and then the detail.
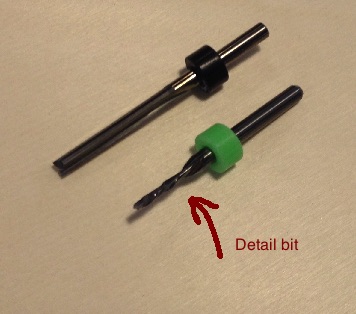
This can free up so much time of the machine work. You can choose it here:
The files can be seen at inventables, here
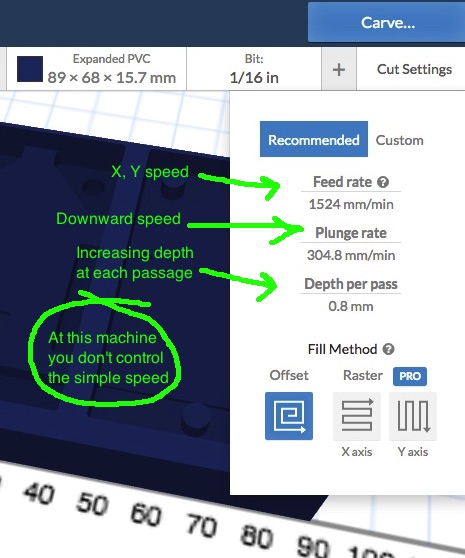
Carving¶
You can choose several settings at this point. Don’t rush your machine. Do it with time.
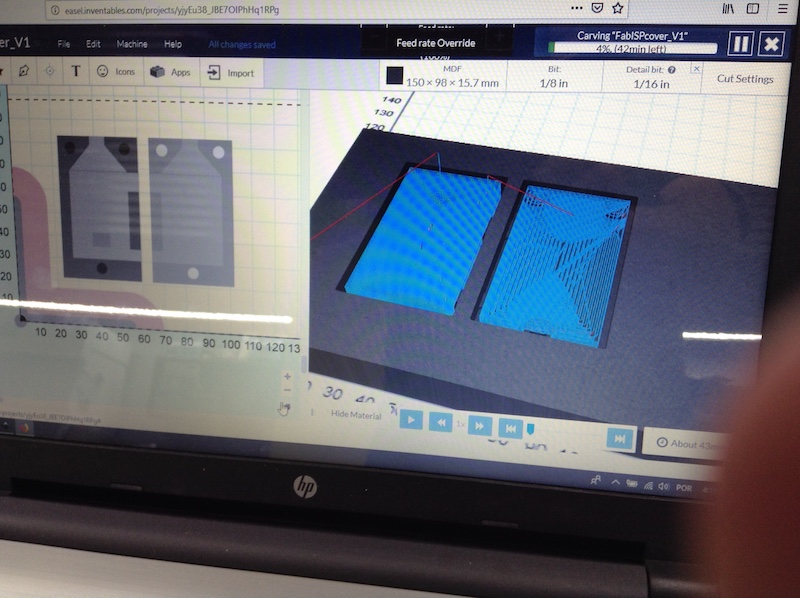
With this software you can do a simulation and analyse the paths with the Gcode lines.
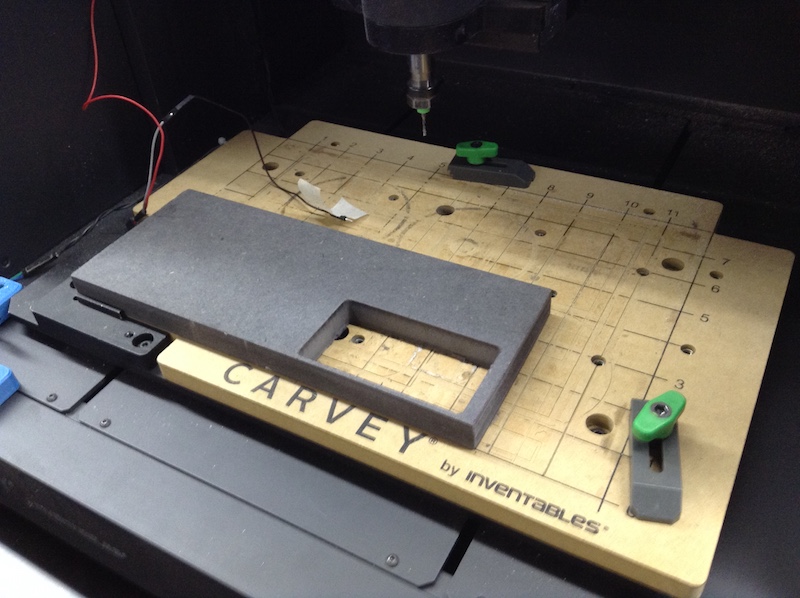
After this, I prepared the machine
After pushing the Carve menu button, there is a very easy workflow that help a lot to check just before starting the job.
During carving, I stopped it several times to clean the plate and check if everything was ok.

In the menu you can see the process.
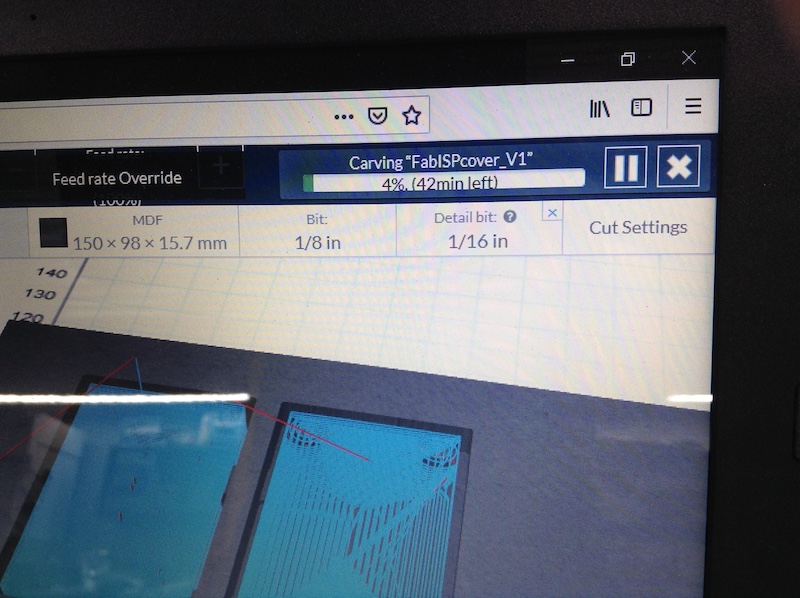
The carving result, humbsup:. We also use varnish (verniz) because tomorow we will pour in the silicone:

Tomorow I will pour the silicone.
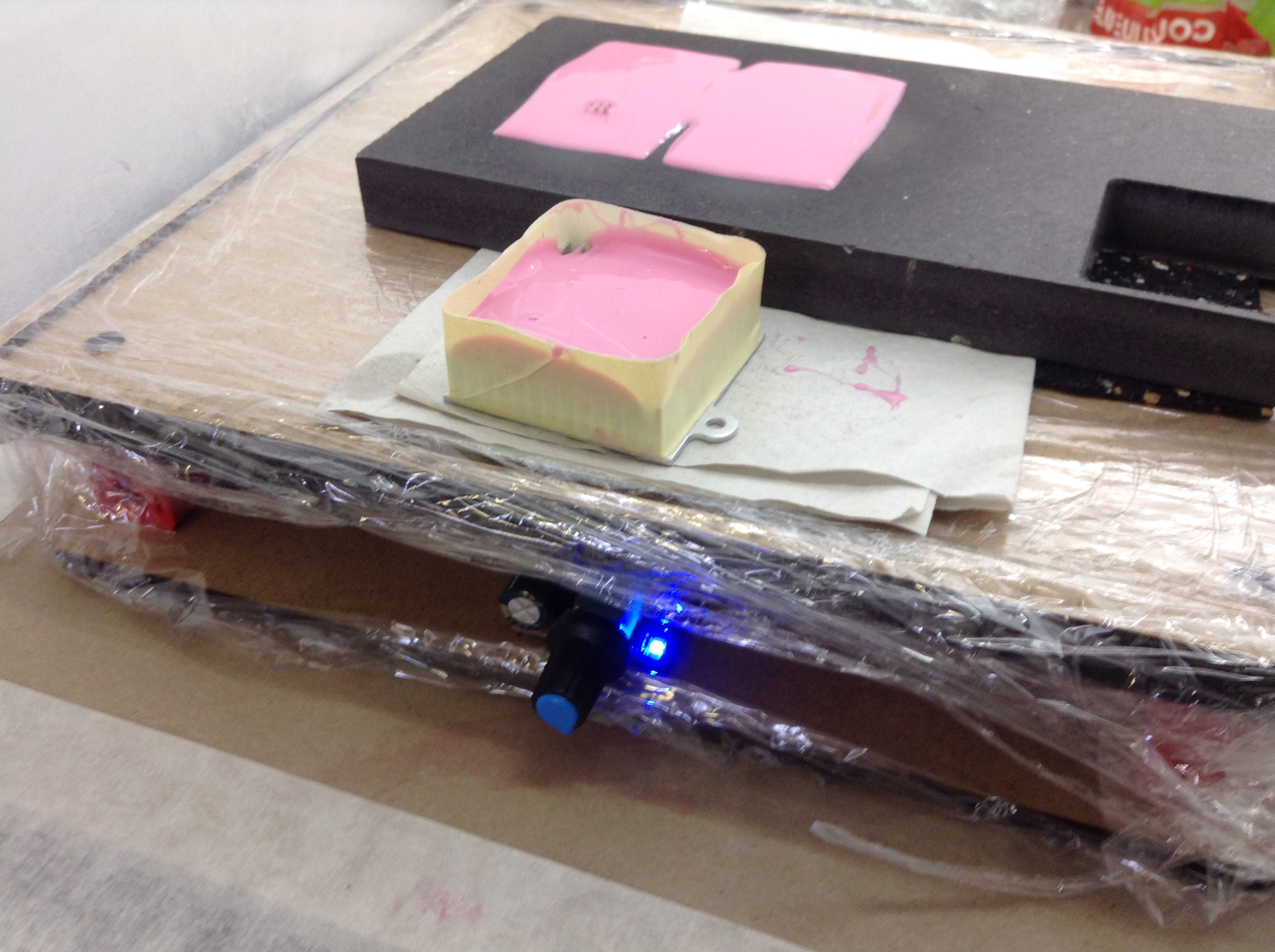
I mix the two components (see chemicals) in a 100:10 proportion, stir the mixture and put it in a vacuum campanula in order to remove as much air as possible, to avoid bubbles:

The result was this one:
At this moment its drying after beeing shaked with the vibration plate machine made by Filipe. Tomorow I will start the resin process and see the result. So, after removing it, I found that we could use more mold release agent.
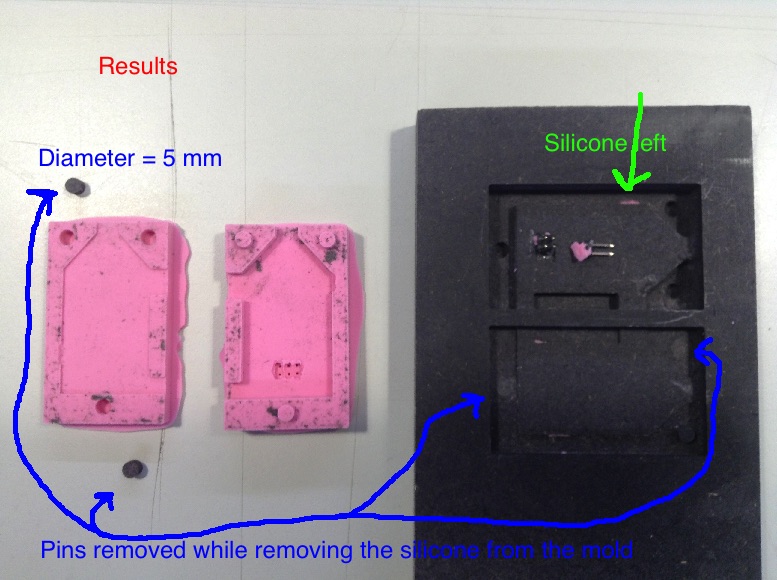
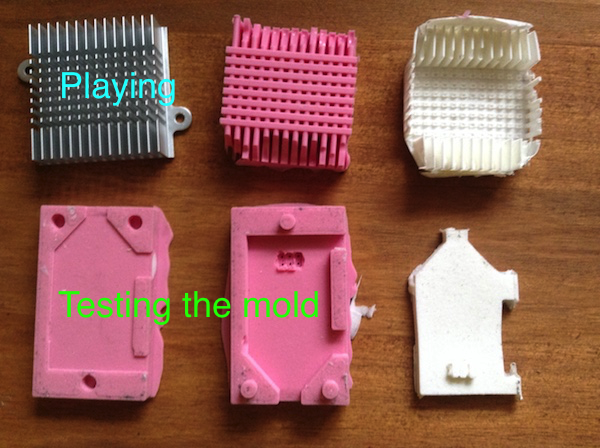
Next step: resin on it! I begin to test the mold withou the FabISP to get a feeling of the process. I also play with the rest and poured it above an aluminium dissipator as the pictures show.

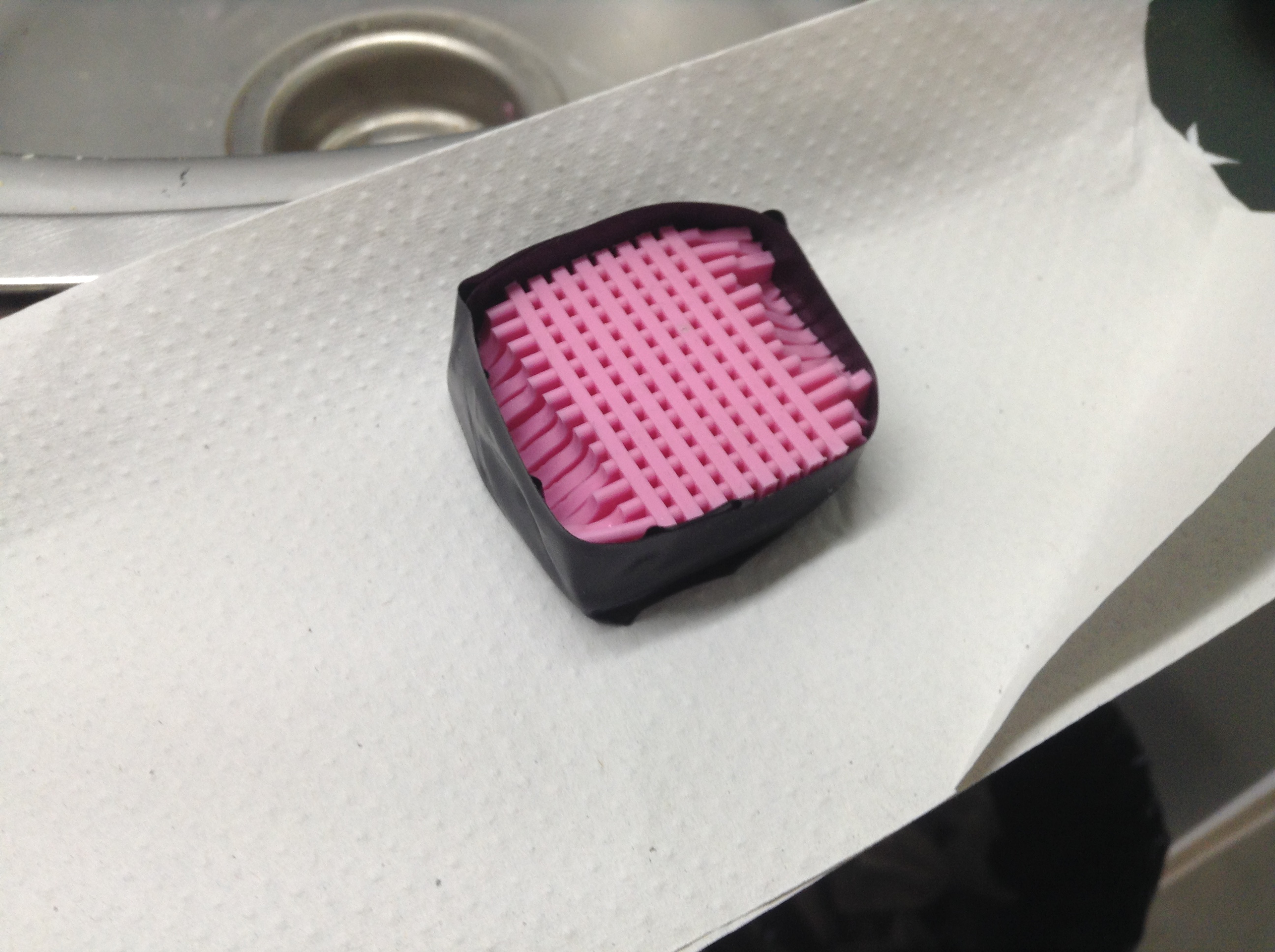
I wait for about two hours, which is much more then enough, getting thes results. Has you can see, there is a big hole, as we suspected because the air wouldn’t came out, but the quality of the resins and the silicone can show all the details of the object. When I pour the resin I need to see if it doens’t get out to much because of the shape of the mold: afterwards it will be dificult to cut the in and out forms.
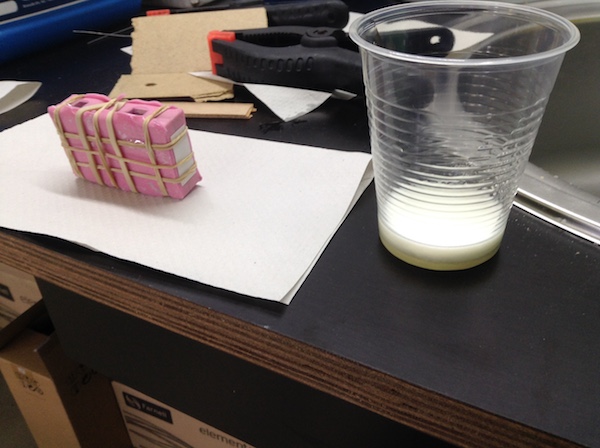
I noticed sommething else, the place where the wire of the FabISP will came out should be rounded for the resin to not came out. But since I didn’t have more time, I just improvise and make a vector drawing to seal the wire hole, as this picture show.
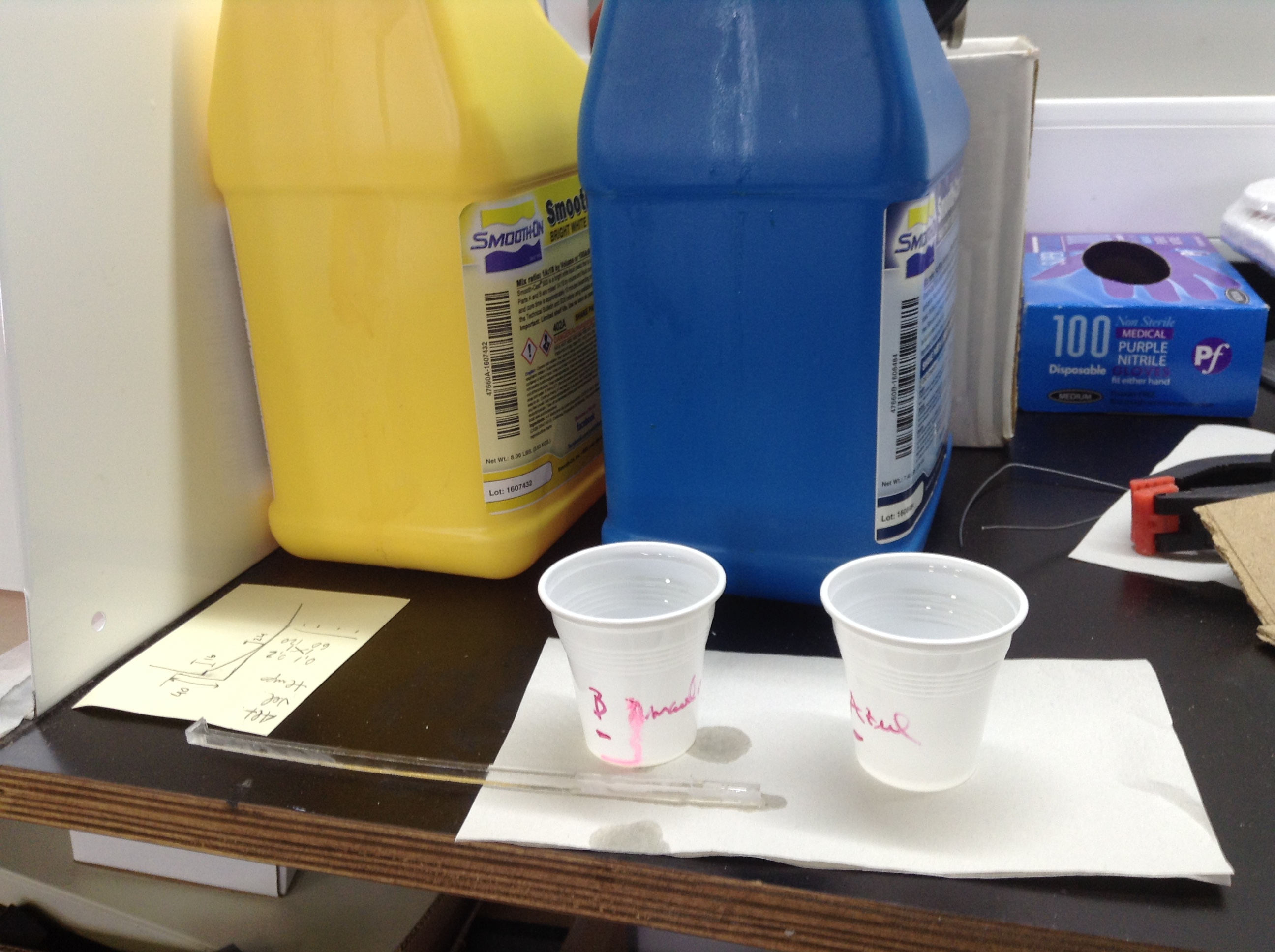
Before this, I had to mixture A and B in the same volume porpotion, mix well and pour gently inside the mold.
Safety¶
Before using the chemicals we discuss in detail the safety procedure.
Danger
Security first
- Ventilation
- Use gloves and eye protection
- Avoid vapors inhalation
- Avoid contact with eyes and skin. If it happens, flux with water. For the skin use soap and water to remove. For the inhalation take the person out. If the respiratory persist, take medical care.
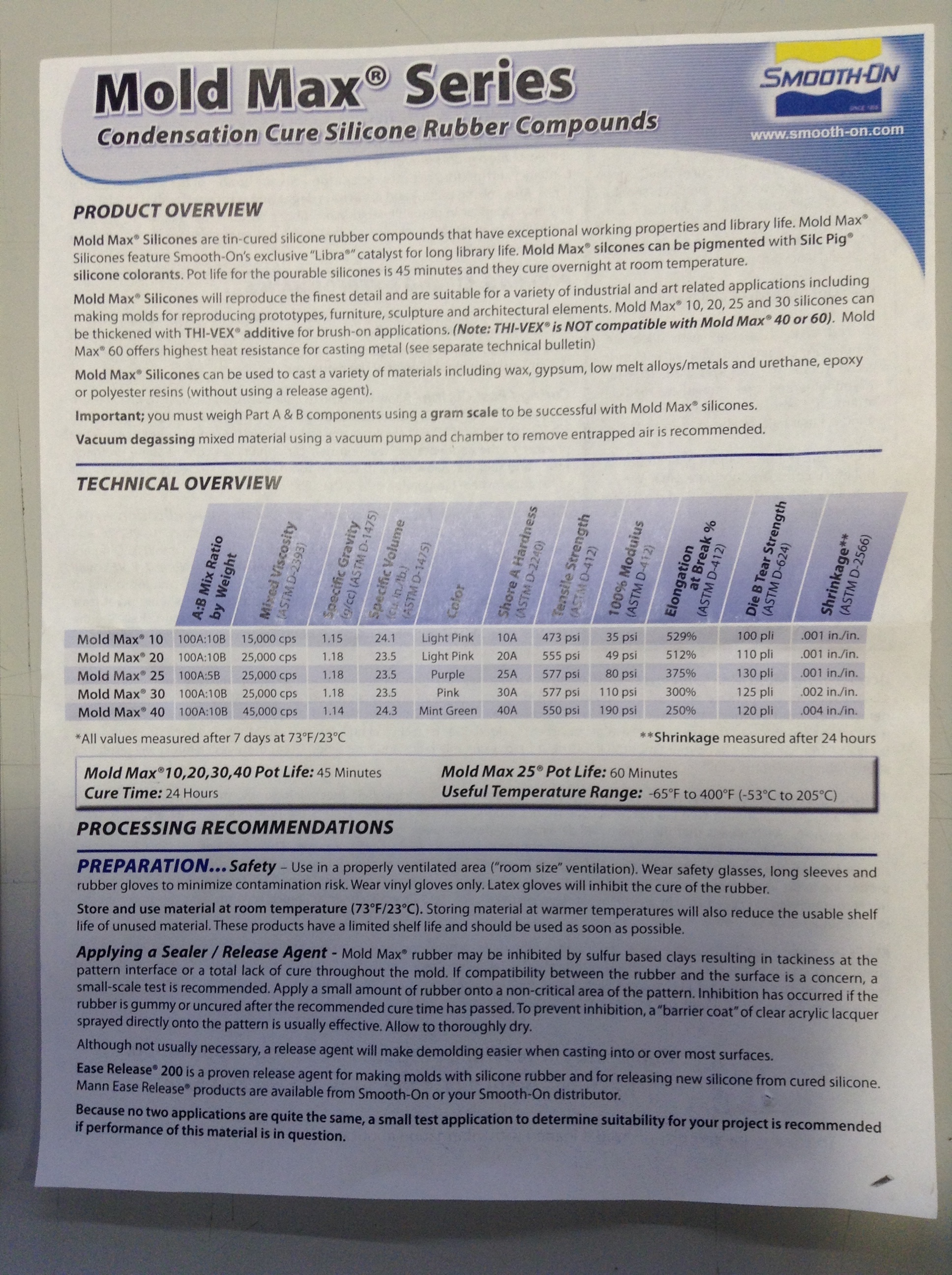
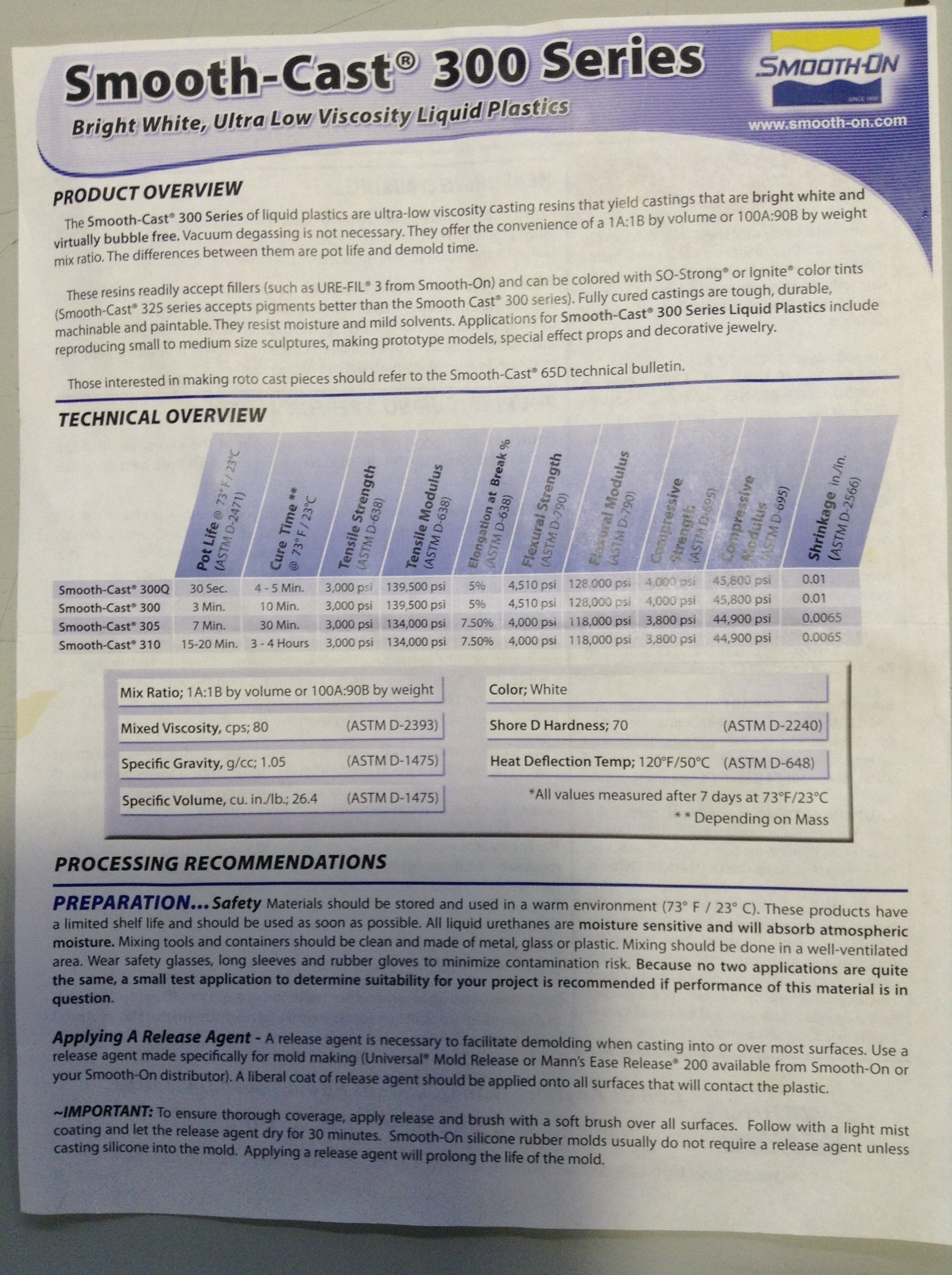
Chemicals¶
After reading the datasheet about the silicone, liquid plastics and reviewing the procedure we did same discussion about each step with Filipe. We choose of smooth-on Mold Max 30: proportion 100A (Mold Max 30) to 10B (Smooth cast 300 series).

Materials¶
Vacuum campanula and pump. Glooves.