8.Computer controlled machining¶
construction site router - corpus¶
In order to work towards my final project, I would like to test the corpus parametrically reduced with OSB.
I am also interested in what surcharge I have to give in order to make the connections tight or tight, but also to be able to loosen them again.
design¶
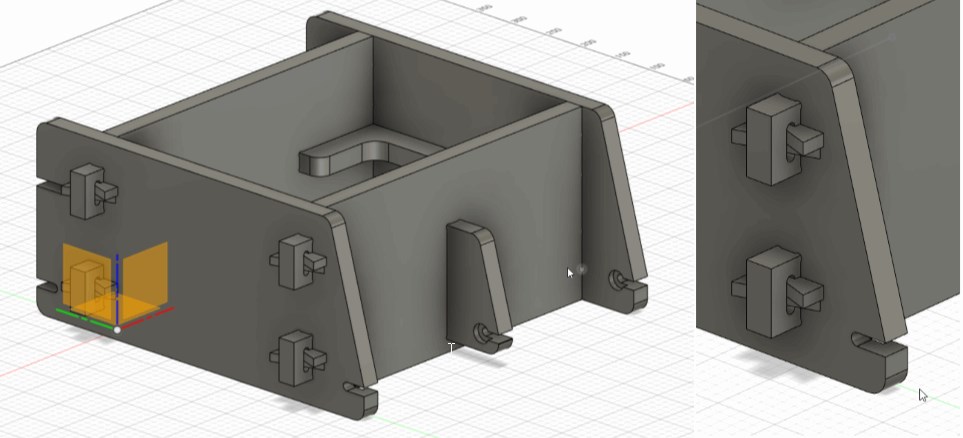
I created the body parametrically in fusion 360 so that I can later adapt it to my machine.
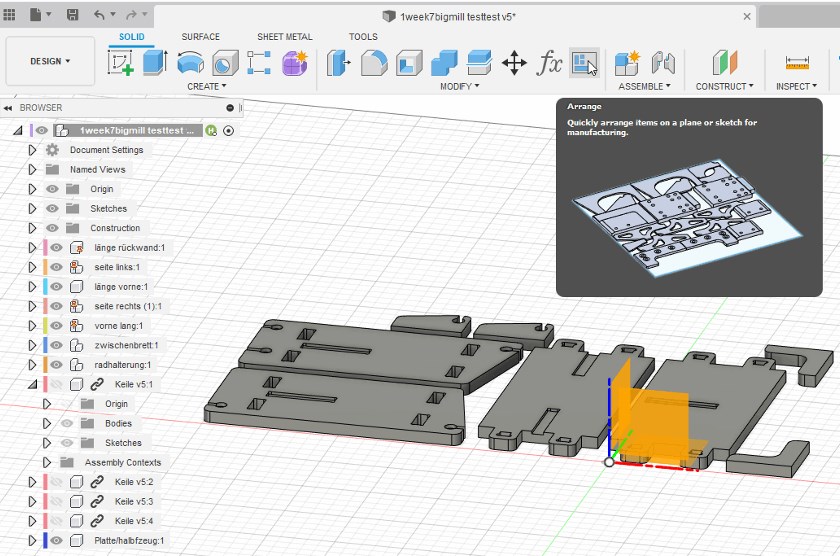
Based on the finished drawing, I now use the nesting plugin, which can be installed in fusion 360.
manufacture-settings¶
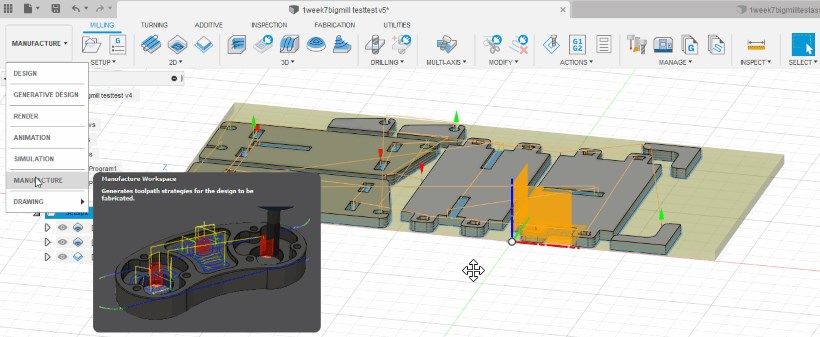
Now I’m switching from design to manufacture modus.

I choose a 6mm flat end mill, one flute, upcut. I would like to use it to do all 3 jobs without changing tools (pocket1, pocket2, and contur).
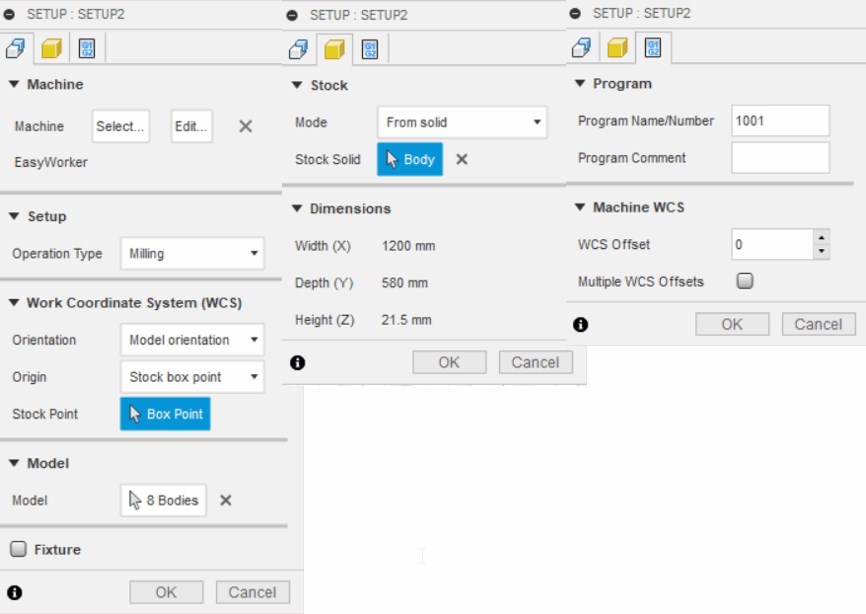
In the first tab, I choose the machine I want to use for milling, define the box point and specify the depth to which the milling should be carried out.
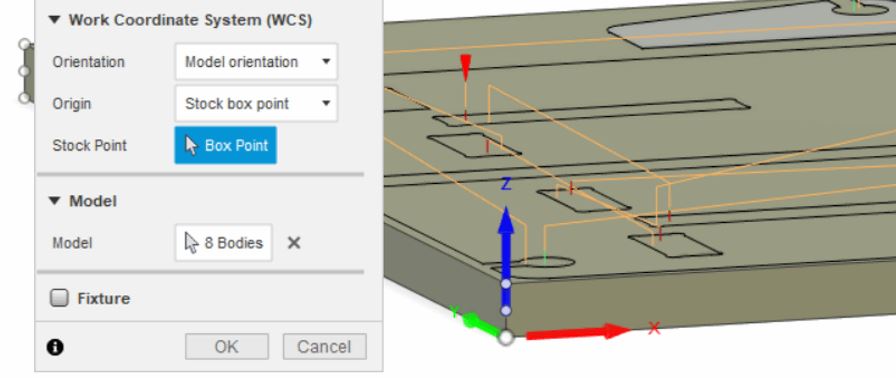
In the second setup tab I select the body from which the cut should be made.
In the third one I press OK.
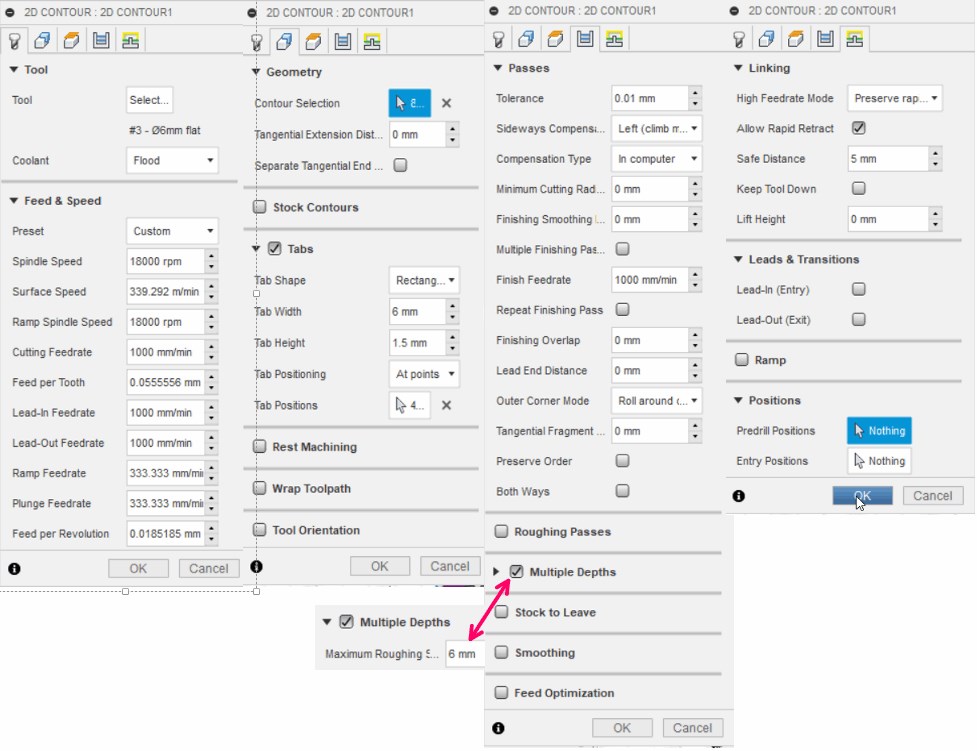
On this picture I create the contour with which everything is cut out as an example. In the first tab I define my tool and increase the spindle speed.
In the 2nd tab I selected the contours and defined the tabs that keep the workpiece in the correct position. I didn’t need to fix the plate mechanically because it is held in place by a vacuum that can be switched on.
Since I don’t change anything in the 3, tab, I go directly to the 4.
Here, under MULTIPLE DEPTHS, I set how deep the cutter dips or how often it has to mill the contour until the material is separated.
Last but not least, I switch off LEAD IN and LEAD OUT and press OK.
g-code¶
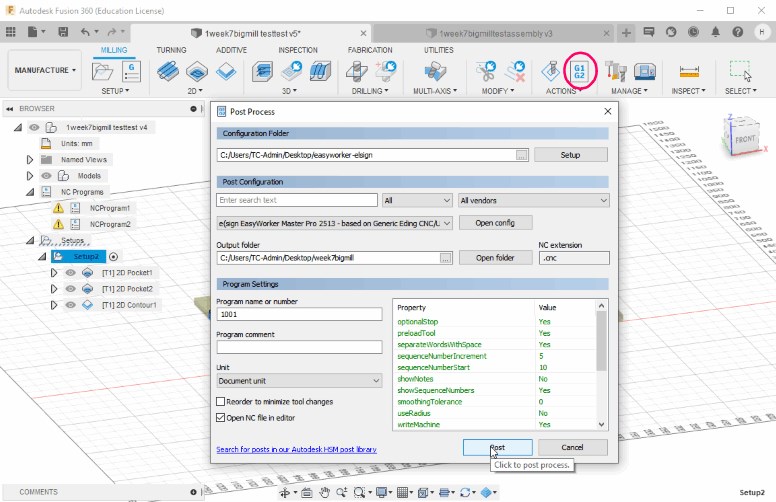
Then I can create the gcode.
machine settings¶
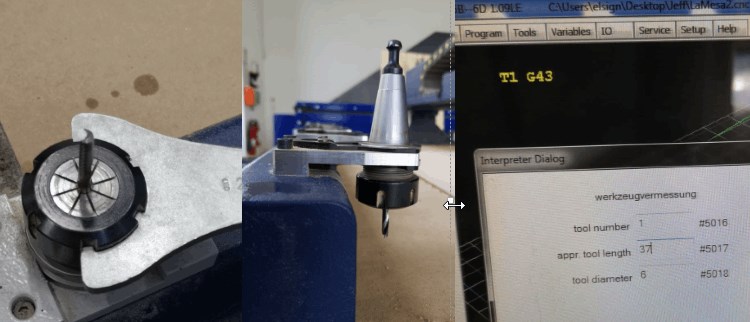
Now I change the milling cutter, select the tool head and specify the tool diameter and length. The machine then makes a fine adjustment.
I create the tool number directly in the first tab, where I specify the contour. since the machine is a tool changer, I have to pay attention to it.
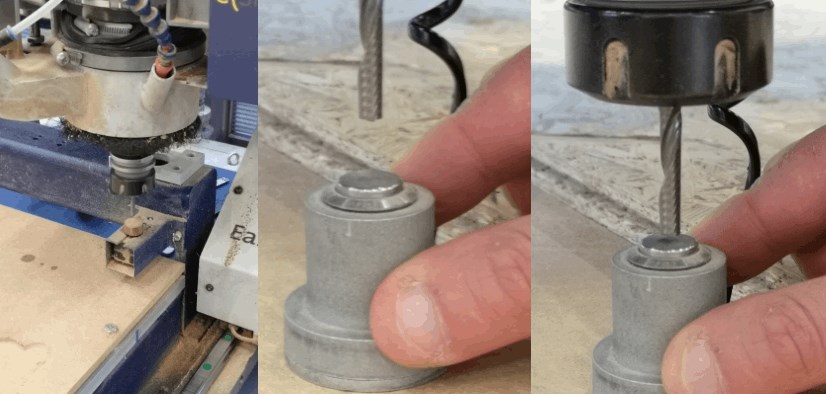
The machine has completed the fine adjustment, the maximum milling depth is set. To do this, I place the button on the sacrificial plate and move the tool onto it until the light pressure passes the setting on.

After I have determined the start position, I shut down the dust extraction, make sure that the vacuum table is switched on in the right places, to optimally suck the workpiece so that it does not move during the milling process.

turn on the suction.
start the job¶


Now I start the order.

manual post-processing¶

For further processing I remove the plate from the machine and loosen the parts at the connection points. No tools are required for the OSB.


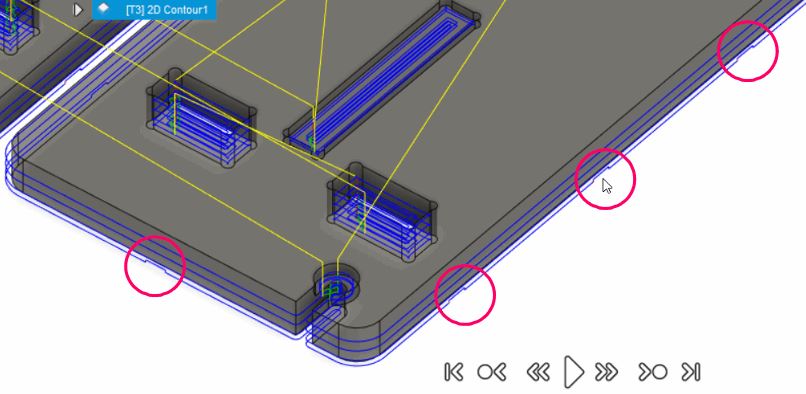
In order not to have to rework the corners, I drew t-bones in fusion 360. Otherwise, the press fits will not fit together exactly at the corners. this saves a lot of work. Unfortunately, I forgot to equip some corners in a press fit friendly way. I then had to rework these manually.
assembly¶
Since I have already tested press fit joints, I knew that I had to add some air. In this case it is 0.2 mm the next time, however, they should be tight but also easy to loosen. For this reason I will try 0.30 or 0.35.




Now I connect the parts as they belong together. For my feelings, I could have given a little more air so that things can come together more easily. The next time I try, I will plan for 0.4 mm of air instead of 0.2 mm.
functional test¶
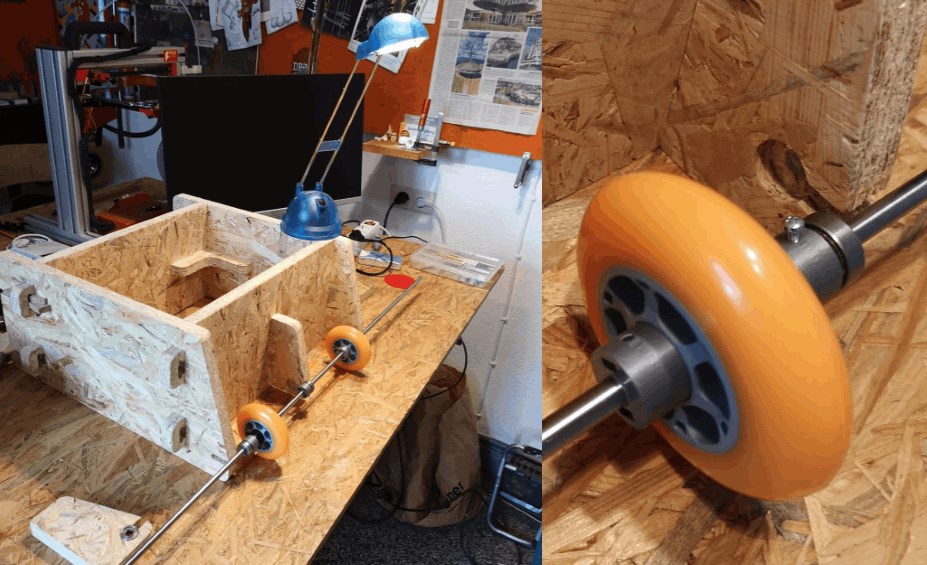


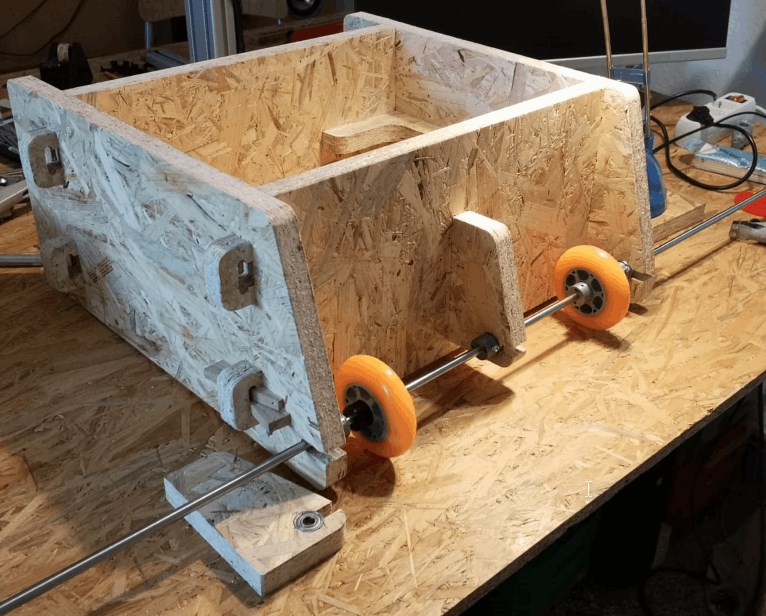
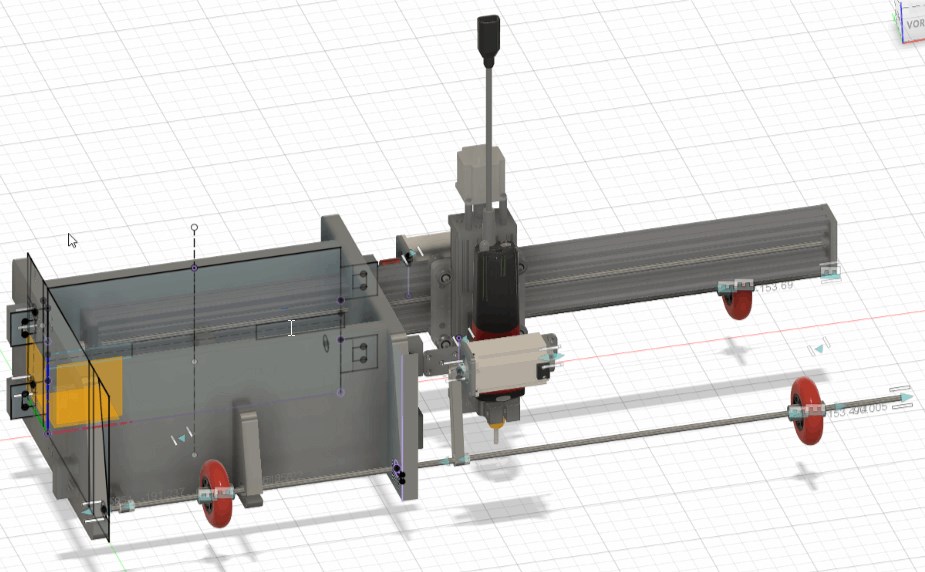
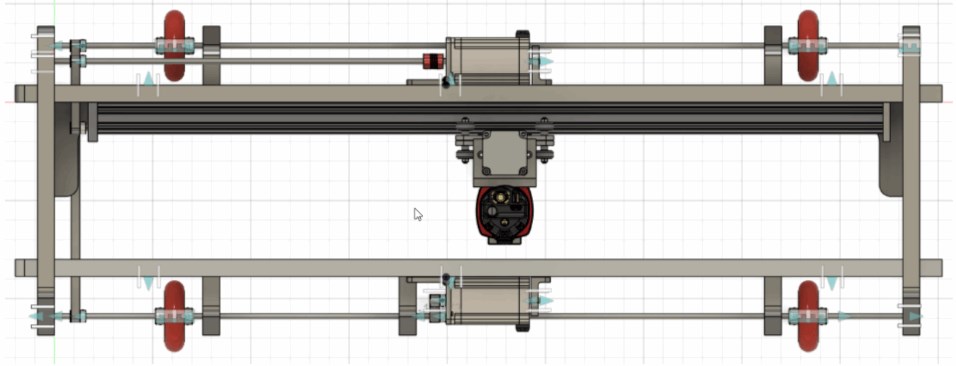
Next I put in the X axis.
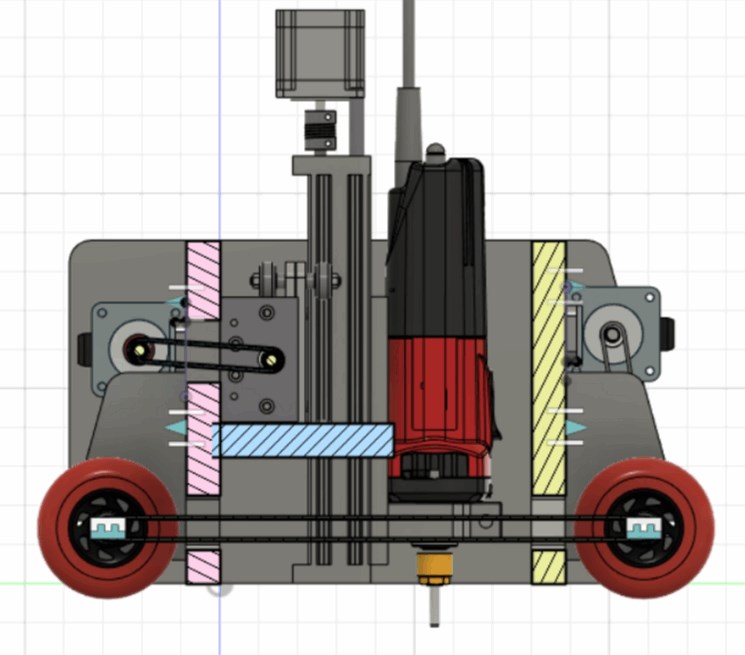
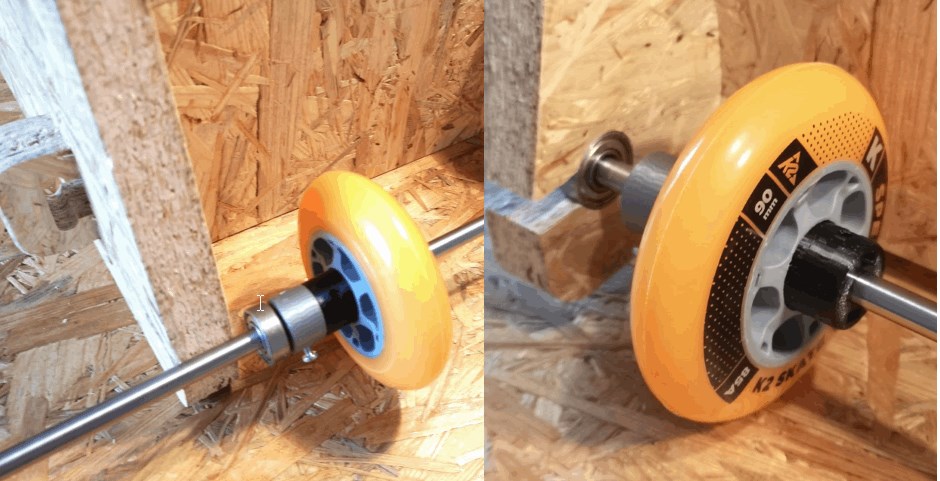
Here I notice that the ball bearings also need more air so that I can change the axles later.
I think 0.4mm will work.
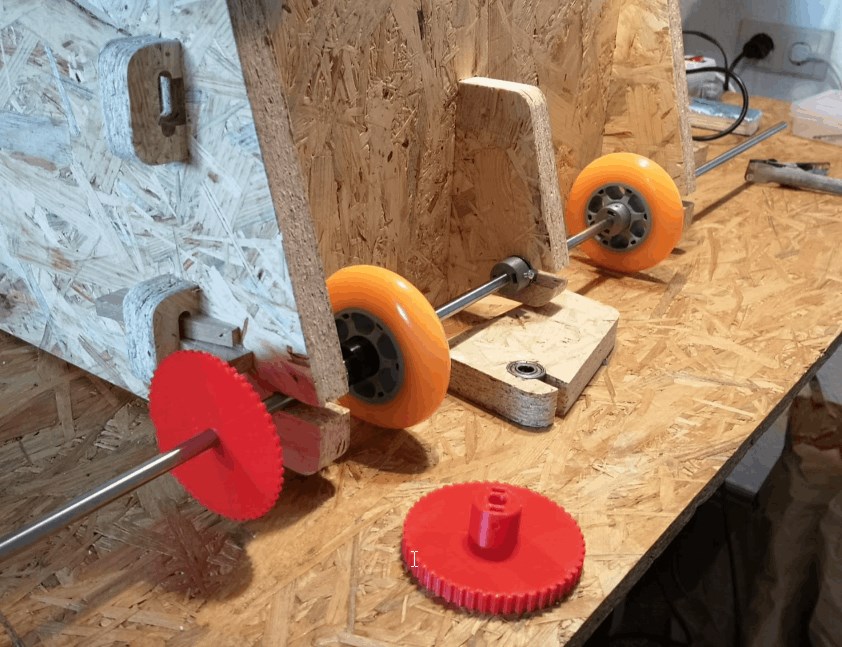
Since it is very easy to change the axis, it is also easy to change the drive.
But you can also have two different systems on one axis and, if necessary, switch to a rail system with a rack, for example.
This could be placed on a plate or screwed. The machine would still only be put on.
design in process¶
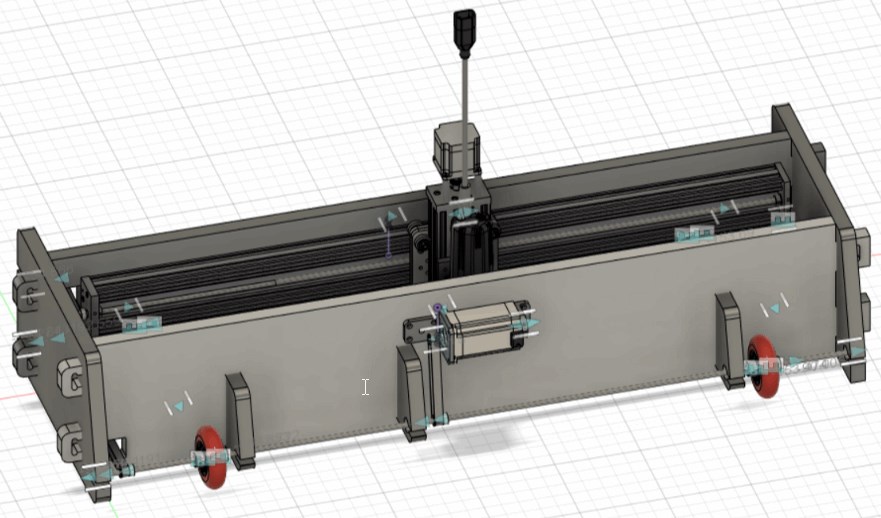
Design in process
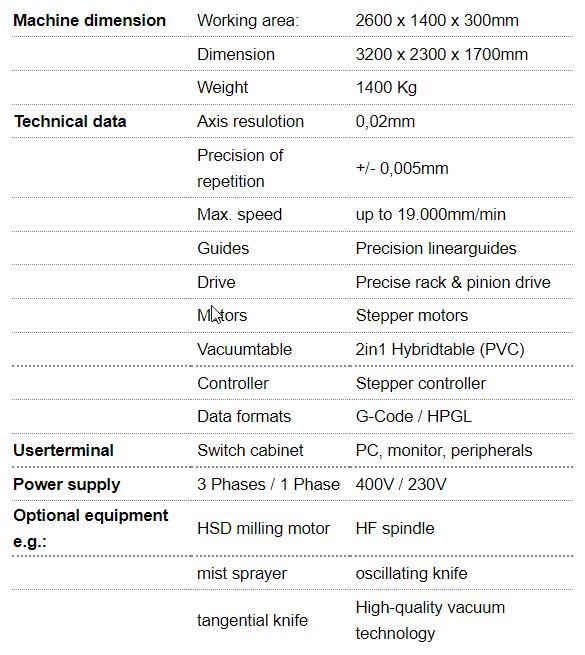
the machine¶

file¶
useful videos¶

Dieses Werk ist lizenziert unter einer Creative Commons Namensnennung - Nicht-kommerziell - Weitergabe unter gleichen Bedingungen 4.0 International Lizenz.
group assignment¶
testing the runout¶
With this dial gauge we will measure the runout.
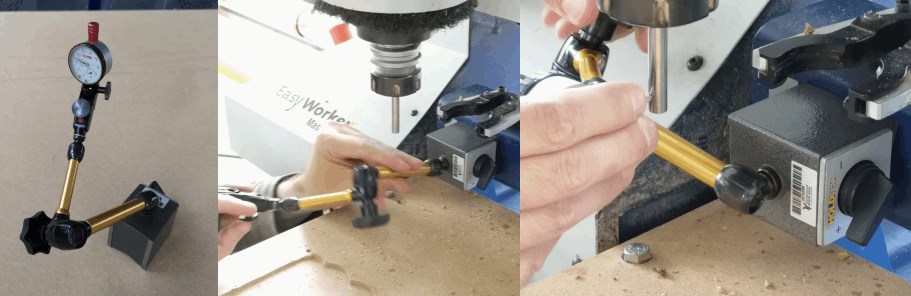

To do this, we attach the measuring device in such a way that it rests on a pin at a distance of 30 mm from the collet.
If we now turn the collet, the runout becomes visible.
In this case it is about 8 hundredths millimeter.
speeds, feeds, .....¶
With a 4mm upcut milling cutter with a flute and 5000rpm we drove at 1600 mm/min in MDF.
useful links¶
- dogbones-upcut-downcut…-fellesverkstedet
- dogbone plugin-Fusion 360
- CNC-file-preparation…-fellesverkstedet
- Fräsparameter-sorotec