

















Mechanical design
We (Luis and me) decided to build a filament extruder in order to recycle plastic as material for 3D-printers.
Some inspiration comes from the Lyman filament extruder.
By now, we have all the major parts and are busy finishing the design and the electrical components.
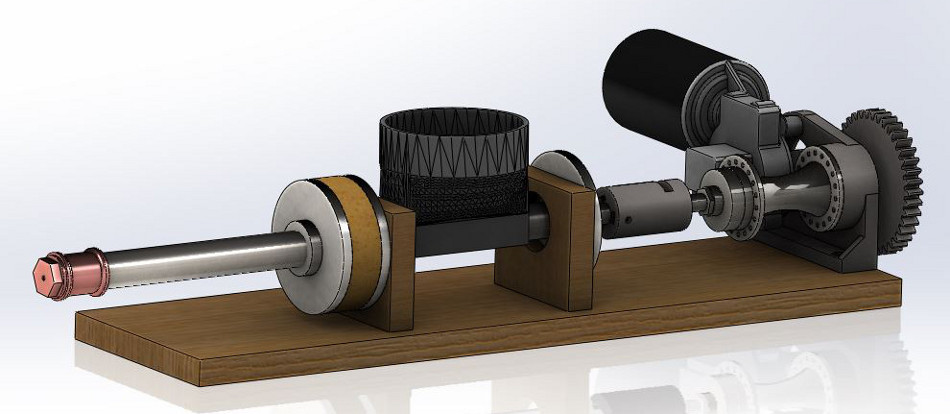
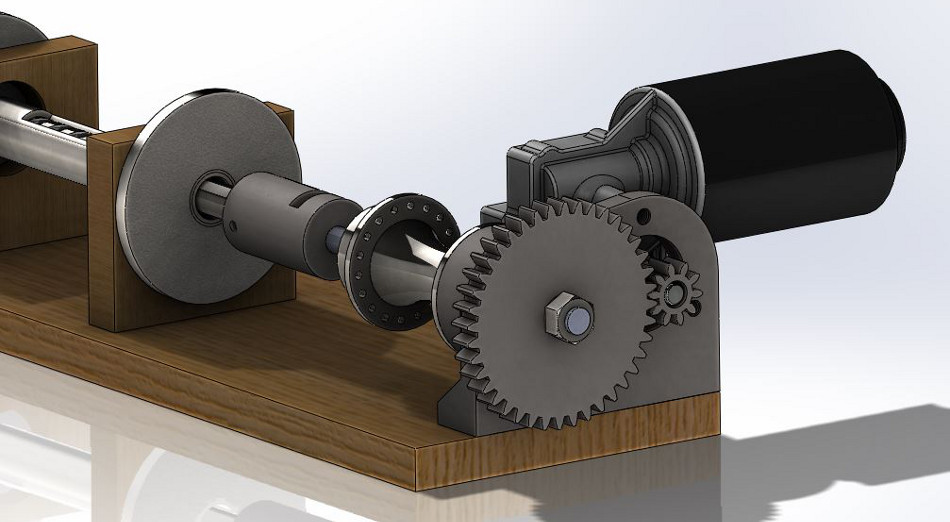
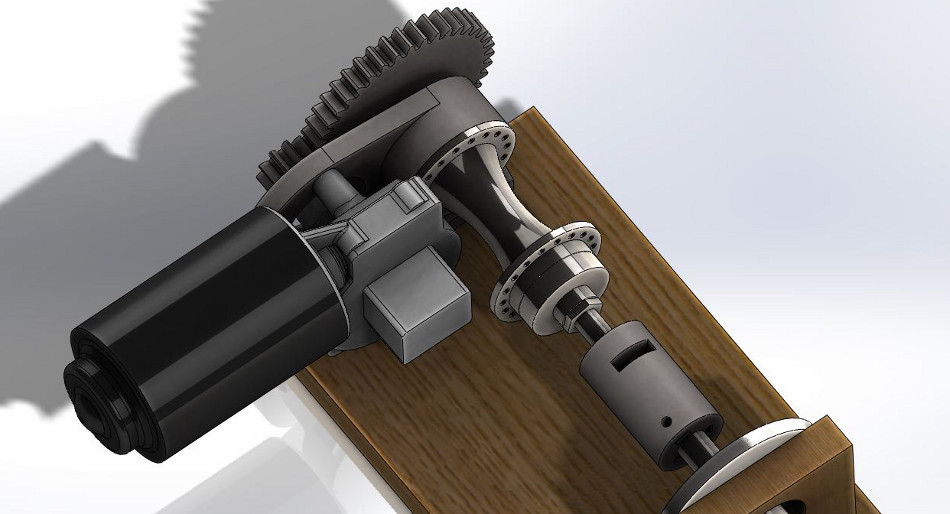
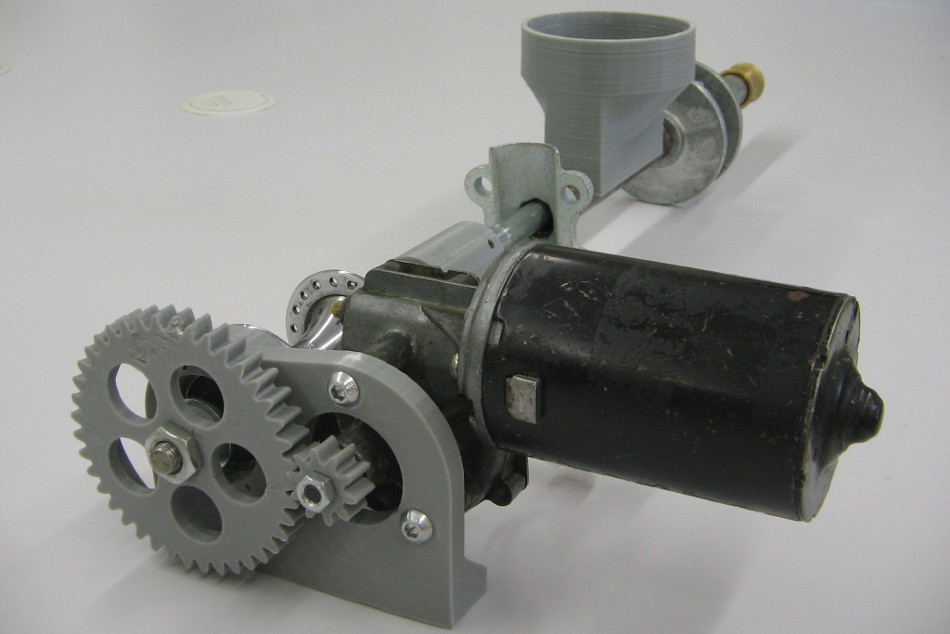
The design was made in Solidworks and looks like this (if you enable ambient occlusion in the render setting):
The base and supports for the machine were milled out of 16mm MDF which is more of a temporary solution. But since we had a lot of leftovers in the lab it was the cheapest way to make a quick prototype (spiral development :-). I pre-drilled the holes on both sides to 6mm which is almost the diameter of the screws (7mm) in order to avoid splitting of the pieces.
With some extra ribs and wood glue this might even be solid enough for the final version.
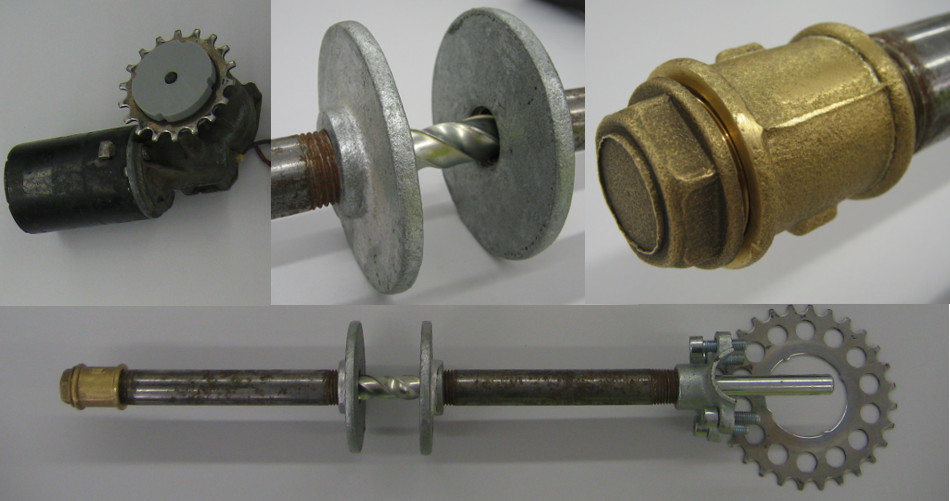
I made another solution for the gear. This way it is easier to replicate because it doesn’t need a bike chain.
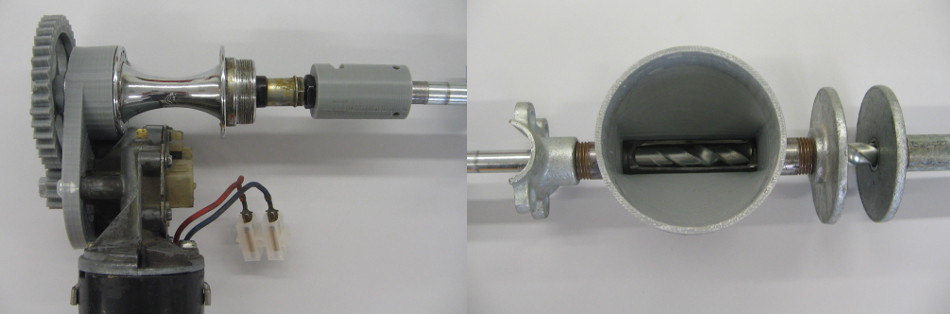
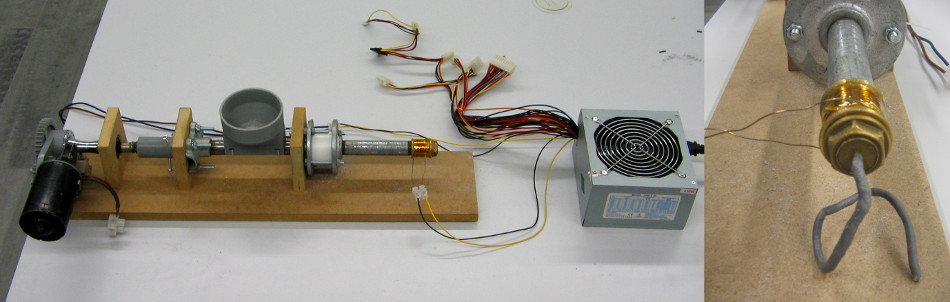
For keeping the cyclist-spirit alive I decided to use a bicycle hub between the motor and the drill (it is also the cheapest axial+radial bearing that I could find. Should also be great as a spindle for milling machines or small lathes!)
As coupler between the bike-hub and the drill I made a 3D-printed piece that is probably slightly over-dimensioned. It is attached to the hub-screw with an inner and outer counter-locked nut and to the drill with 3 radial screws that have a nut inside the plastic.
The hopper is from the Lyman-files (I don’t like it so much because there is no proper way of attaching it to the tube). I melted through some holes with a heated jigsaw blade and attached it with some cable-ties.
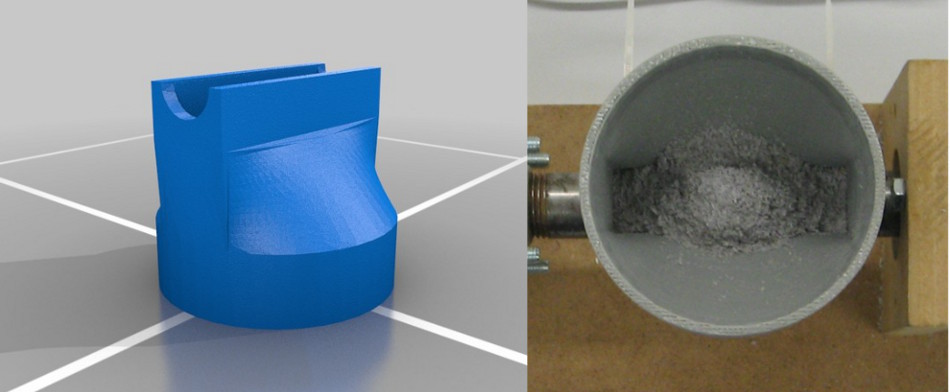
As raw material we are trying to use some ground up ABS instead of pellets. Right now I’m simply using a coarse rasp to break up some misprinted pieces.
In the future I will try to use something like this to produce the plastic-powder:

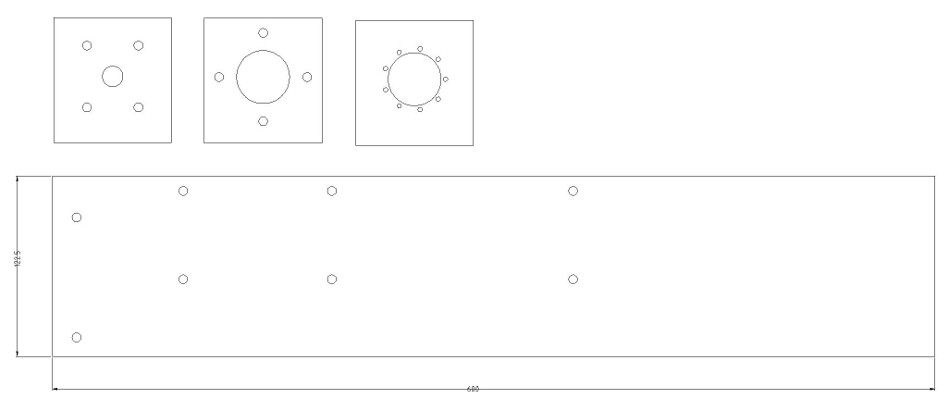
As an insulator we’re using a piece of PTFE/Teflon. Since the Drill has a diameter of 15mm in this region, I milled a hole in which the drill fits with minimal tolerance.
Since we don’t have a proper vice I had to make some very improvised construction for the mill that worked very well.
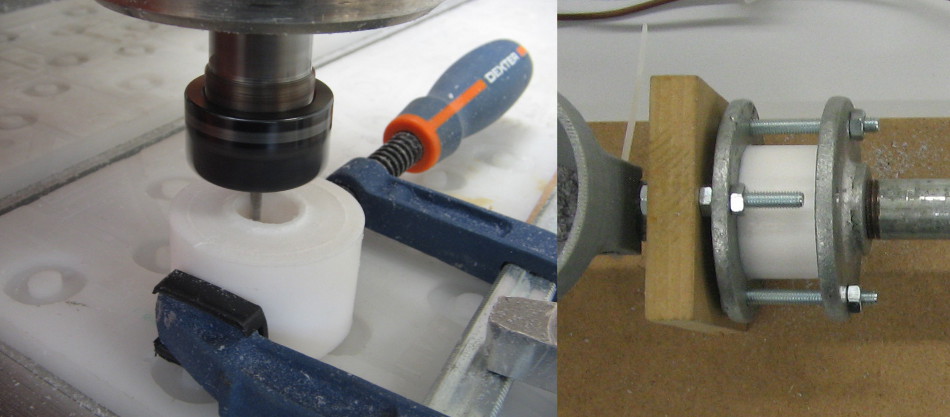
The tight fit turned out to be a mistake. The machine gut stuck running cold just pushing the plastic through the tube. I found out that there was no problem transporting the plastic through the tubes, but as soon as I assembled the Teflon it jammed up. Pushing the plastic piece against the tube, I found out that there was a lot of pressure building up due to the reduced diameter (the tubes have an inner diameter of about 16mm without counting the welding joint). I managed to center the Teflon on the mill again and increased the diameter by a millimeter. This seems to resolve the problem!
The hotend was made from a 1” brass-pipe-fitting. I ground it round and made an insulating layer with Kapton-tape. The heating element is an about half meter long piece of NiChrome-wire. I cut it to length for having a resistance of about 2 Ohms. 1.2 Ohm would be the minimum that the power supply would survive and since the resistance probably gets lower at higher temperatures I gave it some safety margin.

The first extrusion was already a few centimeters long before the drill got stuck. Right now the weakest part is the chuck of the drill which is easy to improve. It is nice though to have something turn loose before other things break. The hole in the nozzle is very short (~1mm). Like this the material expands a lot directly after the hole. A longer hole will improve this.
Whats missing next is a proper control of temperature and speed, to be continued in machine design