11. Molding and Casting¶
Group Work¶
For this week’s group assignment, I helped by reading the data sheets of each silicone we used to complete the assignment. Through reading the data sheets, I learned about the pot life and cure time of different resin along with the ratio and how long it takes before the reaction occurs. Group site found here
Assignment¶
The task needed to be completed for this week’s assigment was to design a mold around the stock and tooling that you’ll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts
Fusion design¶
For this week’s assignment I began by brainstorming ideas for what I would like to create out of a mold. I decided I wanted to cast a BMW emblem, the logo of the car I drive. I began by creating a fusion file. I started with a square with an offset square that would become the outer shell of the mold. Then I began creating the roundel of the logo within the squares size parameters. I created a circle with an offset circle for the outer rim then divided the 4 quadrants within for the logo. I filleted the edges to give it the smooth finish that the emblem features in real life. I also divided the quadrants with a line so that I could possibly use the blue silicon that my lab has and get at least the inner colors the correct scheme they are on the real emblem. Once I had this file completed I would begin creating the toolpaths either in Fusion or Aspire.
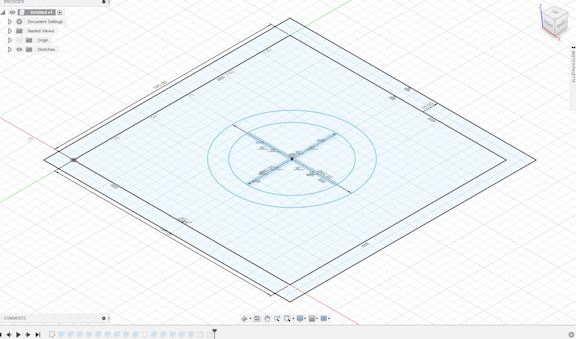
Above is an image of the fusion file I created before I extruded each part and added finishing touches to it. This features each circle that will create the circle as well as the pocket extruded downwards that I will pour the resin into before it is extruded. I created many of these parts with the use of the offset command within fusion.
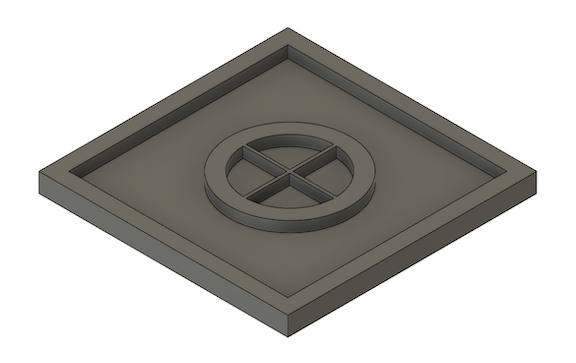
This image above shows the sketch from above right after I extruded it. I had not yet added my fillets to it or appearances to make the file resemble the actual logo but have done it in the final image. I am going to then create toolpaths for the mold and then mill and cast it.
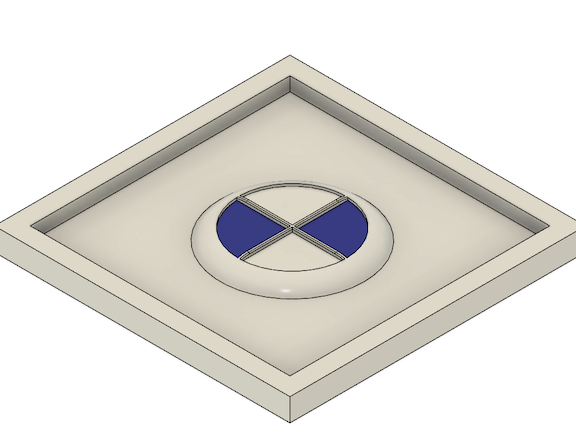
Above is an image of the fusion file I created. The outer square represents the parameters of the resin that will keep it in the container to mold the logo. I also added a filet to smooth things out. This will be cut out on the CNC machine once I complete the toolpaths for the bit I will use. I will use both a milling bit and a finishing bit. For the material I will either use HDPE or a special casting wax that was recommended to us. I have added an appearance to the fusion file to what It should look like after completing casting
3D Models¶
Milling¶
To prepare to mill my CNC I first had to convert my 3D fusion file to a 2D file so that way I could extrude the component in Aspire. I exported the fusion file as a .dxf. Once this was completed I would be able to create a roughing and finishing tool path for my mold. I will have to follow the same procedure as machining week where I create a pocket cut for the mold as well so the resin can be poured inside. I also will have to input data such as the size and thickness of my material before I can generate my toolpaths.
Material¶
The material I decided I would use for this week’s molding and casting assignment is Machinable wax as it is far easier to use and configure and results in a cleaner final product then HDPE. Machinable wax is an extremely hard wax that is used for milling into adn is a choice for high resolution detail. Since it is harder and has a higher melting temperature than most other waxes, machinable wax can be machined, cut, or shaped using standard metalworking or woodworking equipment. High quality surface detail and dimensional accuracy are possible. The benefits of this wax include that it is environmentally friendly and the shavings produce no harmful dust or hazardous odors. The material is self-lubricating and easy on tooling. The benefits of the wax include The shavings and unused pieces of material can be re-melted and formed back into usable material. This can reduce the cost of using machinable wax over other materials such as the plastic.

Above is a photo of the block of machinable wax that I will be using for the creation of my mold In order to mill this correctly I will have to configure it on our lab’s CNC machine and set the toolpaths correctly for the thickness of material and for the correct bits The size of the piece I will be using is 2.965 inches wide by 2.965 inches long with a thickness of .48 inches.
Aspire¶
In order to begin creating my mold in aspire, I first had to export the 2D file as a .dxf from fusion 360. A little bug that I solved was that Aspire did not like working with .dxf and instead I simply converted that file to a .svg which worked much better. Once in aspire I set the material job size and thickness. This allowed me to scale my mold up and down depending on the specific piece of machinable wax I was using. Below you can find an image of the document job settings. Once I had the job size correct I imported my file. I then used the scale feature and scaled it to the size of the material I was using to mill my mold. To prepare for toolpaths I needed to create a 3D extruded component out of my 2D sketch that I imported. To start this process I first had to go to the menu under model, then create components. I would then be able to create and extrude components that I would mill to build my mold. I learned that in order to extrude certain parts I needed to close the vectors. Then, similar to creating toolpaths, I needed to create a new component each time I extruded a feature. I ran into a problem extruding where the width of the lines in fusion created problems in the aspire extruding. In order to fix this I had a minor setback and recreated my entire file by drawing it out in Aspire. Then I was able to extrude each component. I started by extruding the entire mold up .335 so that resin could be poured. I then extruded the divider lines that would create the logo’s quadrants. The next piece I had to extrude was a wall around the mold to prevent the casting materials from leaking out. The last step was to add a smooth filit to make the design look as it had in fusion. Once I have all of these parts finished, I will begin creating the roughing pass and finishing pass using toolpaths for the bits specific to our labs CNC. After the mold is milled I will cast to complete this week’s assignment.
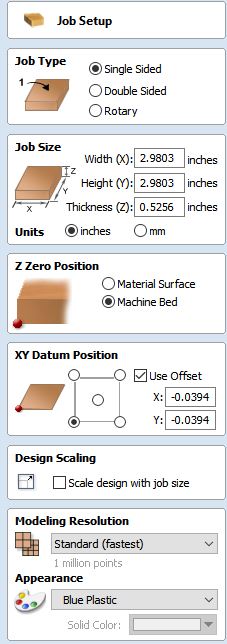
Above is an image of the job menu within Aspire. I have set the correct sizes for the material I am using and later I also added an appearance to the material so that it appeared like the purple wax when I view the 3D model of my extruded mold. It is important that I have the thickness correct as this controls how far the toolpaths are able to mill and could lead to a failed mold or a broken bit.
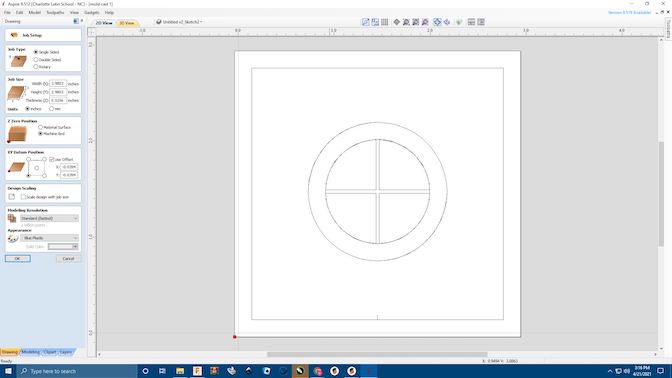
This image above shows my 2D file of the mold I am going to create in Aspire. I use the 2D version to select the components to extrude and view in the 3D tab. As you can see by the photo I have scaled the file correctly to fill the entire material so that I will have the same dimensions as in the fusion File I created. When I had to redraw the file I fixed the errors and traced the old file in Aspire keeping the same dimensions.
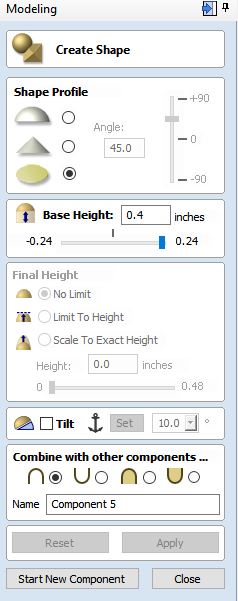
The image above is the menu that I used to extrude different parts of my 2D file to create a 3D version of my mold. In order to extrude different parts of my design different distances, I had to create a new component after each thing I extruded. I also had to set the distance I wanted each thing extruded. An important note is that I cannot extrude certain figures of my design and had to make revisions as I went. Lastly after all the extrusions were done, I filited the logo to give it the same sleek look I gave it in fusion. I did this with the rounded profile option in the menu above.
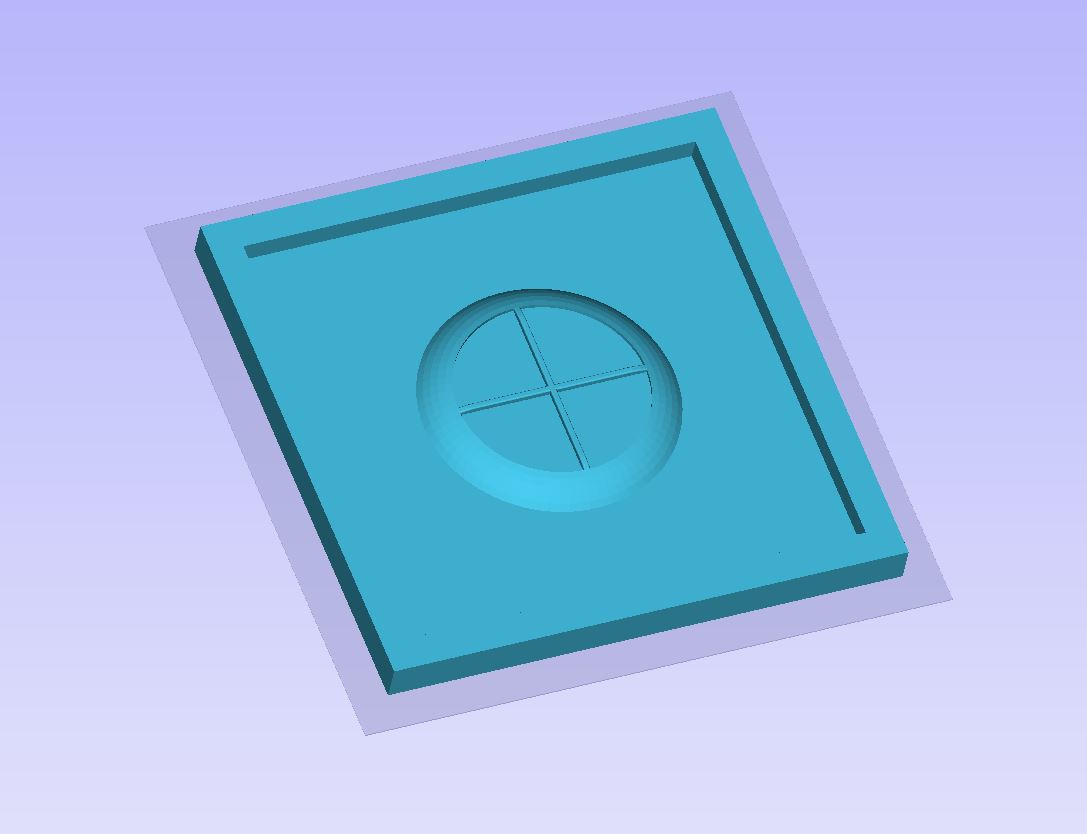
After repeated errors trying to properly extrude the 2D file within Aspire, I discovered a way to import my 3D fusion file as a component into Aspire. I followed the steps of importing 3D bodies as components. This left me with the 3D file exactly as it had been within fusion and on top of that had all my fillets. All I had to do afterwards was set the scaling correctly for the material I was going to use and then generate the toolpaths. Below is the 3D component in Aspire.
Toolpaths¶
To begin creating the toolpaths for my mold that I would cast the BMW logo out of I first had to have a final 3D file that resembled what I would create. I then used the toolpaths menu and selected one roughing pass. This pass generated a rough toolpath to mill away large portions of material using a double fluted ¼ bit. Afterwards, I generated a finishing pass which used a much smaller 1/8th ball nose bit to remove very small amounts of wax and create the smooth fillet that would become my BMW logo. I would save both these toolpaths in order to mill my final mold on the shop bot in my lab.
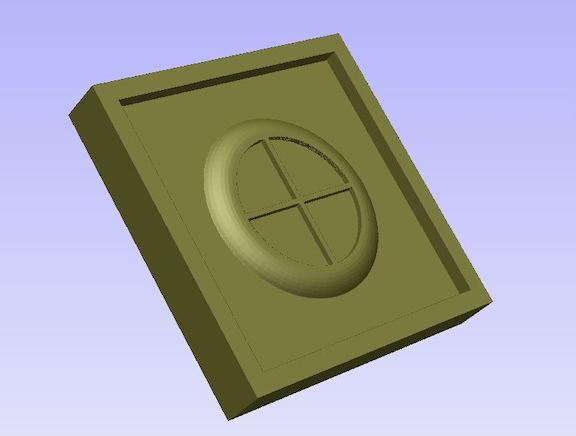
Above is the final 3D render of the extruded mold that I had created. I had encountered numerous errors having switched between extruding a file in aspire, creating a file in aspire, and finally importing a 3D file into Aspire which ultimately worked. From here I created the toolpaths.
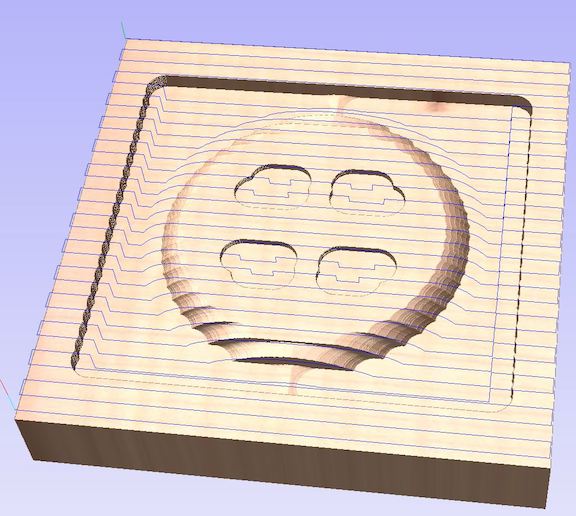
Above is the 3D generation following the toolpath I created using the 1/4th bit. This is considered a roughing pass because it removes a lot of material without preserving any detail from the fusion file. Due to the large size of the bit, you can tell as indicated by the lines that only a couple passes need to be made. Afterwards I will switch bits to the 1/8th and mill the finishing pass.
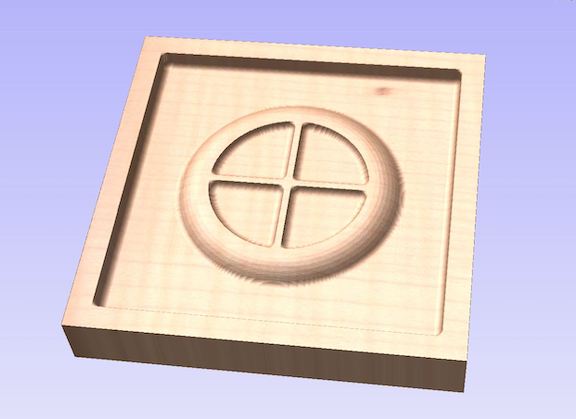
Above is the 3D generated render of the finishing pass and roughing pass combined. The finishing pass made many more passes and used the rounded tip of the bit to create the rounded sides of the BMW logo. After this is milled I will pour in the soft silicon to create the first mold. I had to save each toolpath to my google drive in order to be able to open them to mill on the CNC machine.
CNC¶
To begin the process of milling the machinable wax on the CNC machine I had to follow the workflow provided to me by my lab instructors. I first downloaded my files onto the computer that controlled the CNC machine. Afterwards I had to warm up the spindle of the CNC machine. This is a 15 minute process that warms up the spindle. I accessed this program through a menu in the Shopbot software.
Above is the menu that displayed when running the spindle warm up. After the spindle machine was warmed up I used the command C3 to test the proximity switches in the back of the CNC machine which then homed the machine to its origin. Afterowds, I worked through various trial and error, jogging both the X and Y axis through commands J(X/Y) to find the position that would become my home position on the CNC. This is where I wanted the mill file to begin in the corner of my material. After I had the new origin set I used the command C2 to jog the Z axis. For this step I had to insert the first bit I would be using, the 1/4th roughing bit and test material thickness by touching a conductive plate. After these steps were completed I was ready to place the material and begin the milling initialization and begin.

Due to the size of the material I was using, I was unable to fasten the wax to the bed of the CNC via screws Instead I used nitto tape. Before I did this, I first researched if it was possible. I gathered from my research that so long as the material was not top heavy and I wiped down the bed surface then it should work. I used a cloth wet with alcohol and wiped the bed down before placing the taped down wax to the bed.

Above is an image of the machinable wax placed on the CNC bed. I had cleaned the bed with the alcohol and was about to zero the tool to the corner of the material where I wanted the mold CNC file to begin.
Above is a video of the toolpaths being rendered in how they will be milled on the CNC. The first pass is done by the roughing bit and removes a lot of material while the second pass is completed by the finishing bit leaving behind the smooth finished product.

Above is an image of both tool bits that I used. On the left is the much larger 1/4th roughing bit that has 2 flutes as it is removing a lot more material that needs to be filtered out. On the right however is the 1/8th rounded finishing bit. Although it is not evident in the picture, the tip of this bit is actually rounded allowing it to create much nicer finishes. I would have to swap the bits after each file. The process of swapping the bits is identical to the bantam tools mills where I had to loosen the collar of the mill.
Above are two videos detailing the process of the machine milling both the roughing and finishing passes. As you can see the roughing pass was very quick and removed a lot of material while the finishing pass did not move very much material at all but defined the curvature of my mold.

Above is the final product of my mold after removing it from the CNC and vacuuming the excess material off of it. Although it was not perfectly aligned this was expected because I had to eyeball it. I am very pleased with the results and they should work as intended while molding and casting.
Below is the workflow that I followed for setting up and milling using our labs CNC machine
Casting¶
Soft Cast¶
In order to begin casting this material I first had to decide whether I wanted a soft or a hard final product. This had to be done before milling my material because since the machinable wax was a hard product and I wanted a hard product I had to first make a soft cast using dragon skin silicone. I would then pour more material into the new cast I created that would become the final product. I started this process by reading the datasheet for the first silicone I had to use, the dragon skin. I learned through reading the data sheet that I needed to mix equal parts of A and B in order to have the material function correctly in my mold. I also learned about the pot life and cure time. The pot life is how long I can leave the two mixed before it goes bad which is 10 minutes. The cure time once teh silicone was poured into my cast was 75 minutes but I decided to leave it overnight. Before pouring the resin, I first sprayed my mold with mold release so that I could remove the soft mold I was creating. After I sprayed the mold, I then mixed equal parts of A and B for 5 minutes and poured making sure I removed air bubbles that could potentially mess up my mold. Afterwards I left the mold to cure so that I could pour the hard silicone material.
Cast Mixtures¶

Above is an image of the two containers of part A and B of the silicon I needed to mix to create the soft mold I would pour the hard silicon in later for my final product. I needed to combine equal parts of these two materials, mix them, then pour over top of my mold.

Above is an image of the mold release I sprayed over my mold so I could easily remove the silicone mold I created without damaging the wax mold I created on the CNC. I made one brief pass over the mold while spraying the release over top.

After diving out equal parts of both A and B into plastic cups, I combined them and began mixing before I poured it over my mold. I mixed for about 3 minutes carefully to not mix two hard and create many air bubbles. Afterwards I poured it on top of my mold.
The last step of making the soft silicon mold before I made the final mold was pouring. I used the cup I mixed the two parts of silicone in to pour over top of my mold. After I was sure I had enough to coat the entire mold then shimmied it around to level it out and remove air bubbles. Then I let it sit level to cure for the recommended cure time of 75 minutes before casting with the hard silicon material.

Above is an image of the final soft cast after I removed it from the wax mold. It came out very nicely due to the mold release and no damage was done to the wax. After I removed it I began mixing together the other materials to make the final cast for this week’s assignment.
Hard Cast¶
Once I had created the soft silicone mold out of the dragon skin material I had to create the final hard cast of the BMW logo. In order to do that I needed to use a new hard silicon called smooth cast 300. The smooth cast 300 is a silicone that hardens unlike the dragon skin and it will begin reacting almost instantly after combining part A and B. Before I began casting with this material I read the datasheet just to see if anything changed since using the dragon skin. Unlike the previous silicones, the smooth cast 300 had a pot life of 3 minutes before it hardens and becomes unusable and has a cure time of 10 minutes. Another feature of this silicone unlike the previous is that upon combining part A and B, the mixture heats up to upwards of 130 degrees. As stated on the datasheet, I combined equal parts A and B, then mixed for about 1 minute then poured. Once I poured I sifted the mold around a bit to remove air bubbles.

Above is an image of both containers of Part A and B of the smooth cast 300. Before pouring, I measured out equal parts of each into 2 cups then poured one into the other and mixed for about 1 minute. Afterwards I poured the material.
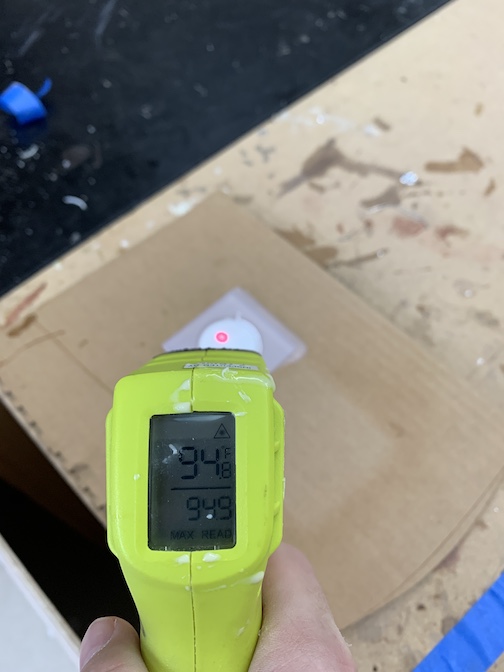
Reading the data sheet about this casting material I learned it was exothermic and would produce heat as it solidified. I measured the heat of the material as it cast. Not only was the reaction indicated by the heat but as it solidified, the originally clear silicone turned white. After about 10 minutes the cast had hardened and I popped it right out. As you can see by this photo the heat gun indicates the silicone reached temperatures greater than 100 degrees.

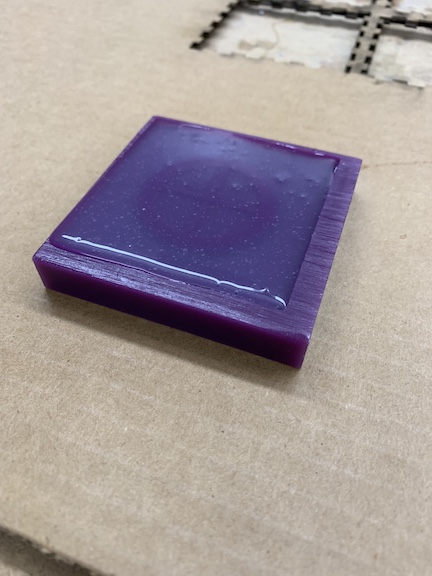
Above is an image of the final solid hard cast of the BMW logo. After about 10 minutes the smooth cast 300 had hardened into the white solid mold. I wanted to take this a step further by pouring more hard silicone that I dyed blue into the pockets to recreate the actual colors of the BMW logo. I repeated the same process of the hard wax except mixed in a specific blue dye and poured it into the correct 2 quadrants in the emblem.
Final Product¶
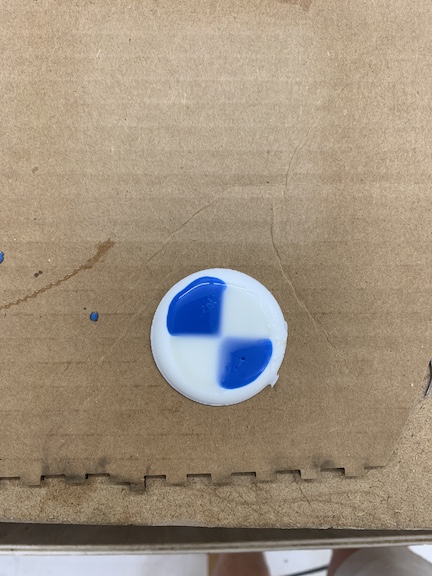
Above is the final product for this week’s assignment. I first created a mold using a file I created and milled on the CNC machine. Then I casted a soft mold out of dragon skin silicone that I would use to cast my final BMW logo out of. Finally I added the correct colors to the 2 quadrants using a specific dye. Now the emblem is complete using the parts I created.
Summary¶
In conclusion to this week I learned a lot. Although I did not encounter any errors for the first time ever, I learned a lot. I had some difficulties importing my file into aspire and through some research figured I could just import a .stl file. Another cool thing I learned was how to design files to where it’s almost inverted to where it’s going to create an imprint of something I want. Overall I had a fun time completing this week’s task.
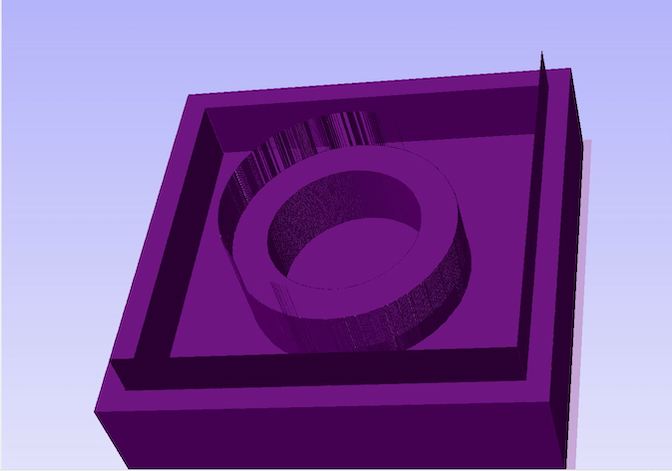
Failures¶
An error I encountered this week was when I imported my fusion file into aspire and extruded it, for some reason there was a gap between the circles resulting in stray material that was in between the gap appearing when I attempted to extrude. Both the photos below depict this error both on the 2D and 3D side. I resolved this error by tracing the fusion file within aspire and redrawing it in Aspire. Afterwards I was able to quickly extrude with no problems regarding a gap.