8. Computer-Controlled Machining¶
Group assignment:¶
This week the group was all Oulu Fab Academy students together.
Eino showed us the CAM operations needed to prepare NC-file for cutting.
The test piece model was modeled in Fusion 360.
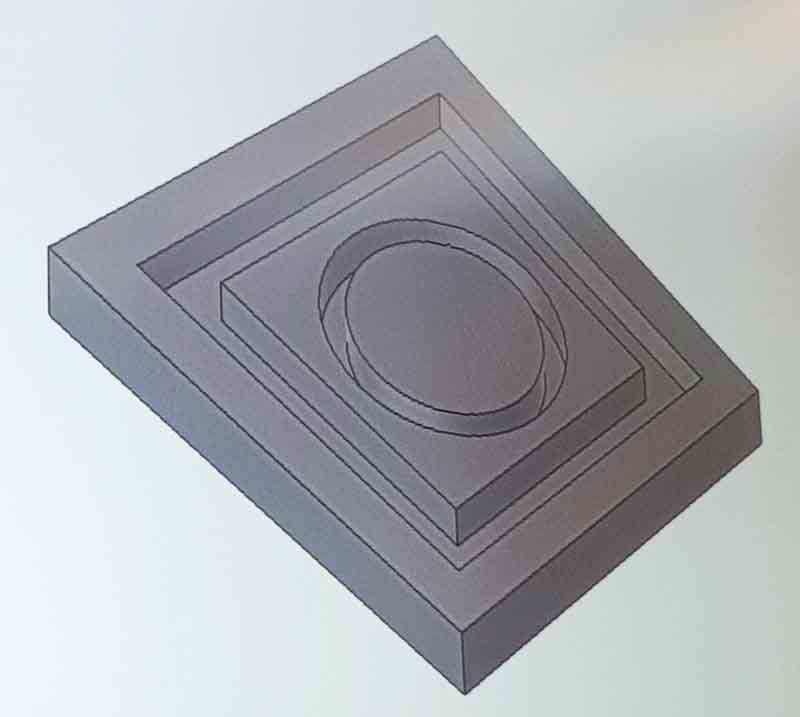
This geometry was chosen because it tests assignment parts well.
-
Alignment: Axis calibration in X and Y direction. The square should be square after milling and the circle should be a circle
-
Runout. The width of the toolpath should be the modeled toolpath width also the sides of the cut groove should be straight. No dovetailing or V-shaped line.
-
The piece will be cut from the same material as the individual pieces will be cut. If the cut is good from this test, these speeds and feeds are used in the individual pieces.
The use pf the CAM and the desing progress is shown more precise in the individual work section.
Eino also show us the machine used in whole.
We went through following processes:
- Starting (powering on)
- Software
- Resetting axels
- Moving spindle (X, Y, Z), Computer & Hand wheel
- Changing tool
- Setting and fastening of Stock piece
- Setting origo (X, Y, Z), Z with mobile calibrator and manually
- Loading nc code
- Simulating
- Machining test model

The NC file design file was opened on the computer. The flat milling bit of size 8 mm was connected to the machine, the feed rate was set to 80% of the maximum 6000 mm/min to 4800 mm/min. Spindle speed was 80% of the maximum 15000 rpm-12000 rpm. The board for cutting was fixed on the table with screws. The setting of the Z origin was tested both manually and automatic to learn the process. XY position was set to zero avoiding screw region.
The zeroing of the machine and the black securing progress is shown more precise in the individual work section.
After that, the piece was milled.
After the milling, the piece was carefully measured.
Group work measurements.¶
The measurements placings.
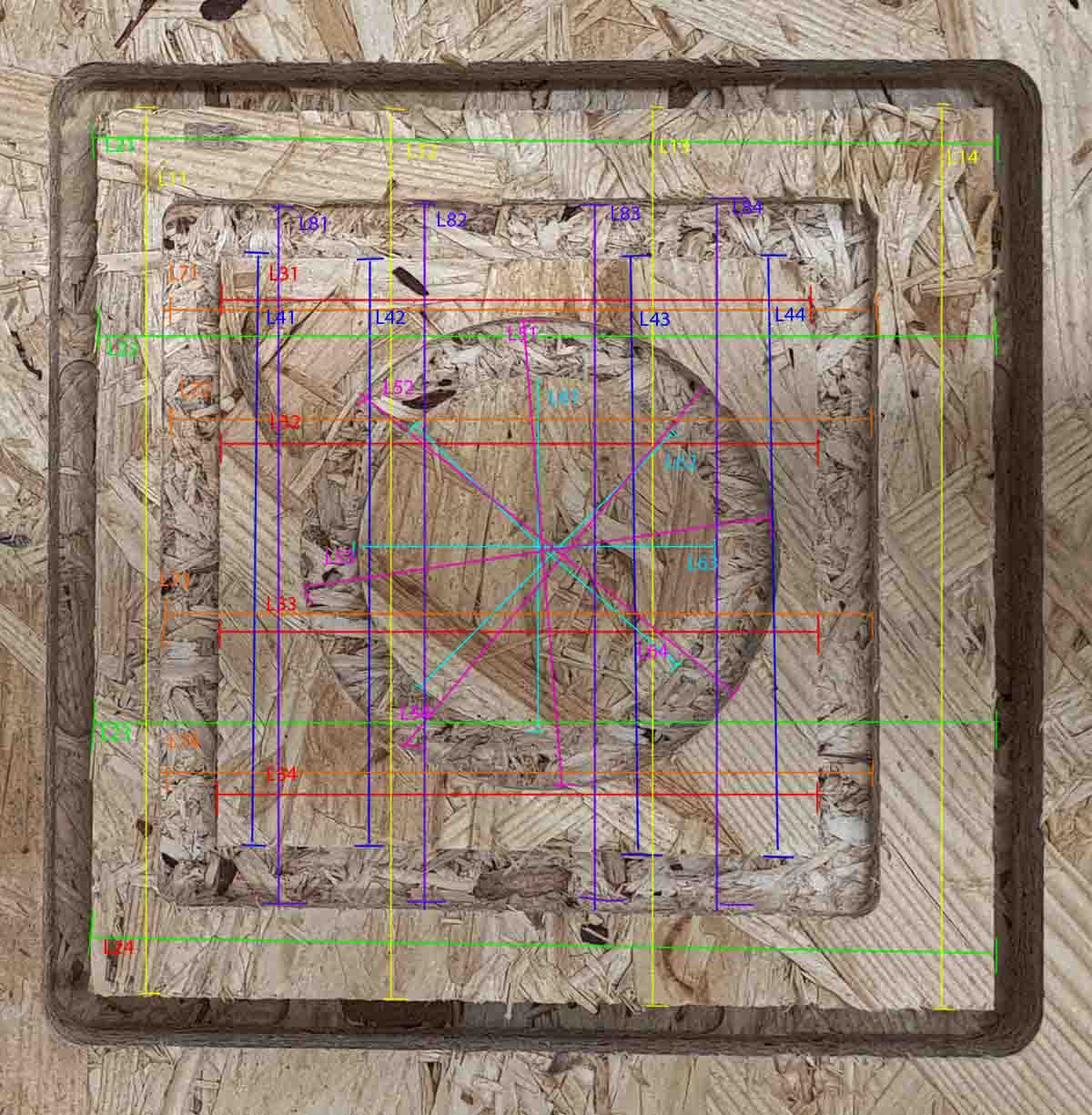 :Palaces for the measurements. :Palaces for the measurements.
|
 :Example of the outer diameter measurement. :Example of the outer diameter measurement.
|
 Example of the inner diameter measurement. Example of the inner diameter measurement.
|
|
 Example of the inner diameter measurement. Example of the inner diameter measurement.
|
 Example of the outer diameter measurement. Example of the outer diameter measurement.
|
| 1Outer square Y-axis(mm) | Outer square X-axis(mm) | Inner square out(mm) | Inner square in(mm) | Circle out(mm) | Circle in(mm) | Thickness of the work piece(mm) | Inner square engraved thickness(mm) | Circle engraved thickness(mm) |
|---|---|---|---|---|---|---|---|---|
| 150.11 | 150.00 | 120.08 | 100.41 | 80.11 | 59.88 | 17.280 | 12.282 | 12.292 |
| 149.93 | 150.10 | 120.05 | 99.99 | 80.15 | 59.92 | 17.551 | 12.686 | 12.262 |
| 150.45 | 150.01 | 120.13 | 99.86 | 80.09 | 59.85 | 17.547 | 12.646 | 12.452 |
| 150.10 | 150.01 | 120.31 | 100.3 | 79.70 | 59.76 | 17.561 | 12.453 | 12.421 |
| Average 150.14 | Average 150.00 | Average 120.14 | Average 100.00 | Average 80.01 | Average 59.85 | Average 17.48 | Average 12.51 | Average. 12.35 |
| Average width X-axis:20.21 | Average widthY-axis:20,145 | 4Circle width: 20.16 | 5 | Average milling depth: 4.97 | Average milling dept 5.13 |
We measured the average milling length for 2 squares is 20.14 mm while the average milling length for the 2 circles is 20.16 mm. Both values are close and error is minimal in comparison with the 3D design file.
The runout or the inaccuracy of the rotating tool exactly in line with the main axis is very small on our machine. The milling pit eccentricity is minuscule.
We also documented the engraved area from the square, and circular engrave thickness measured before and after milling using digital screw gauge. See the results and difference in thickness from the square area and the circular area from the below table.
| Part | From | Pcs |
|---|---|---|
| Thickness of the wood(mm) | Inner square enraved thicness(mm) | Inner circle encraved thickness(mm) |
| 17.280 | 12.282 | 12.292 |
| 17.551 | 12.686 | 12.262 |
| 17.547 | 12.646 | 12.452 |
| 17.561 | 12.453 | 13.421 |
| Average 17.48 | Average 12.51 | Average 12.35 |
| Difference 4,97 | Difference 5.13 |
Individual project - My mom always said the floor is not for storing clothes. So here goes: A clothes rack tree.¶
Designing of the Rack - A Forest in my room.¶
The sketch was first drawn with my Wacom Pro Paper using some pictures of a tree as an inspiration. The sketch was imported to inventor and the freehand line was drawn using the picture as guide accordingly.
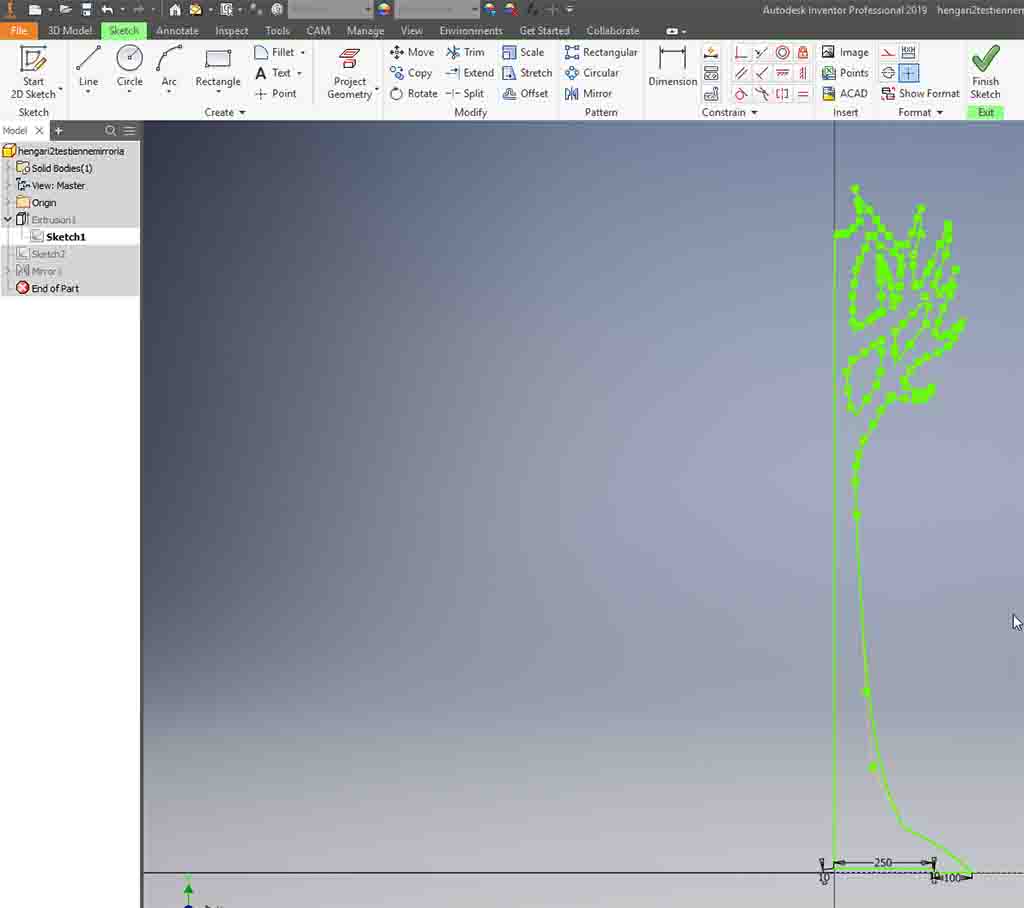
The freehand line was then mirrored around x-axis to get a 2-fold symmetric figure.
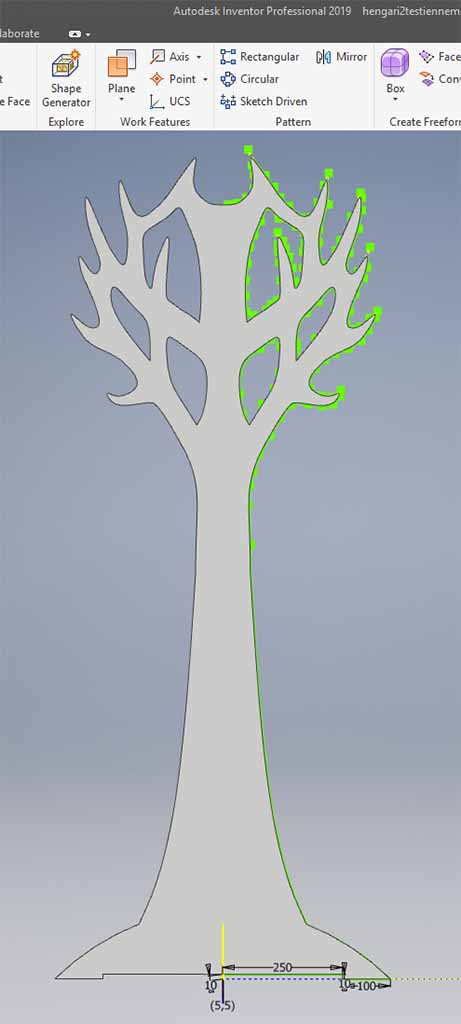
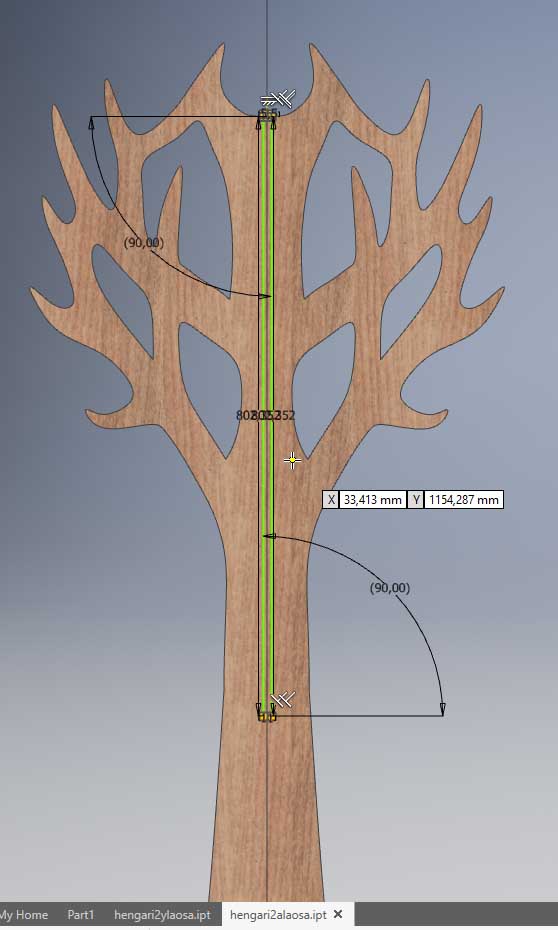
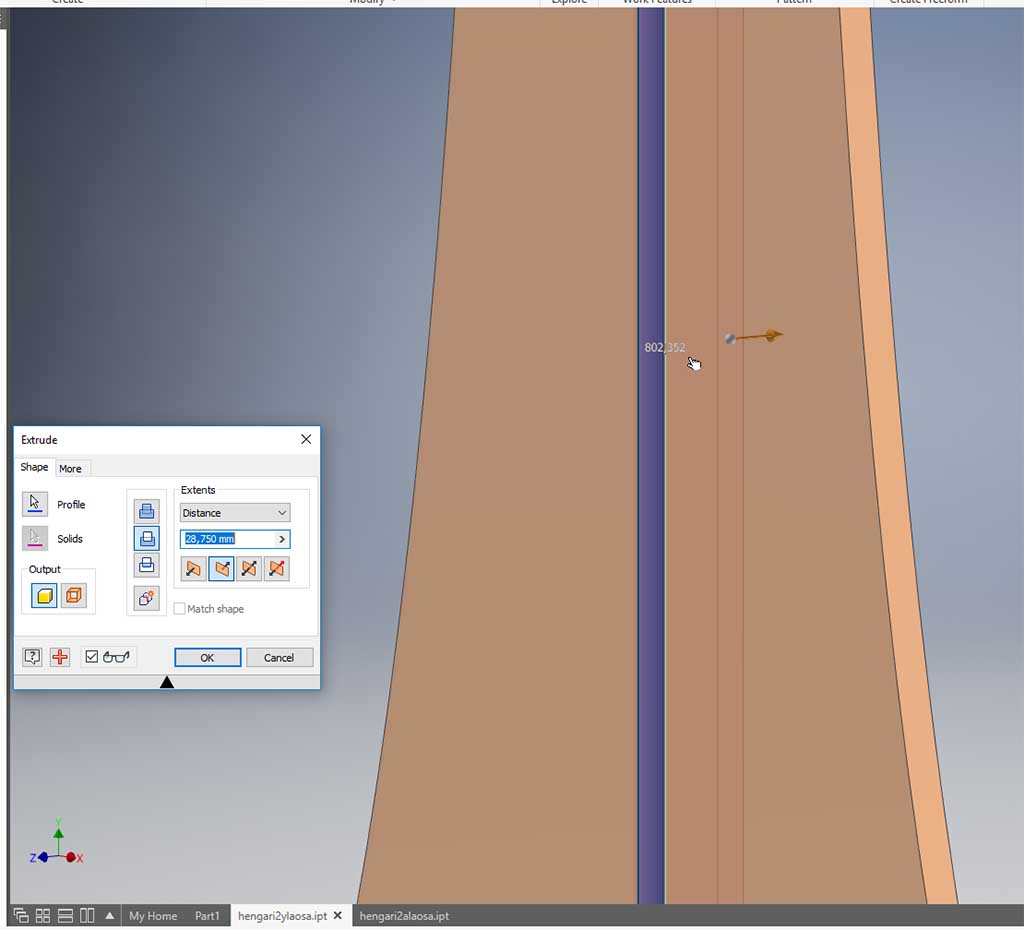
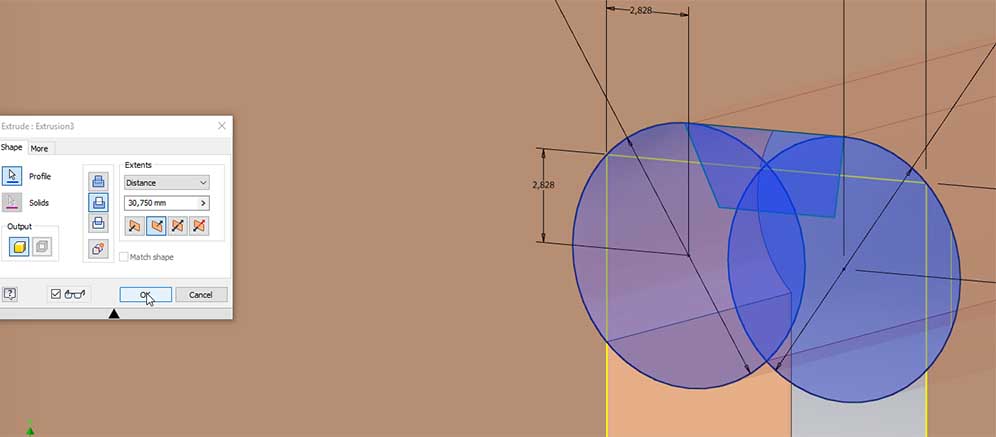
The rack is designed to be slotted from up and down of the two pieces that the pieces can stand up in a 90-degree angle. The file was then saved and the save file was then duplicated into two. The upper part and the lower part. Into the parts was a slot sketch and cut extruded. The slot cut is ((totHeight/2)x11mm) to provide enough space for the final assembly.
 <
<
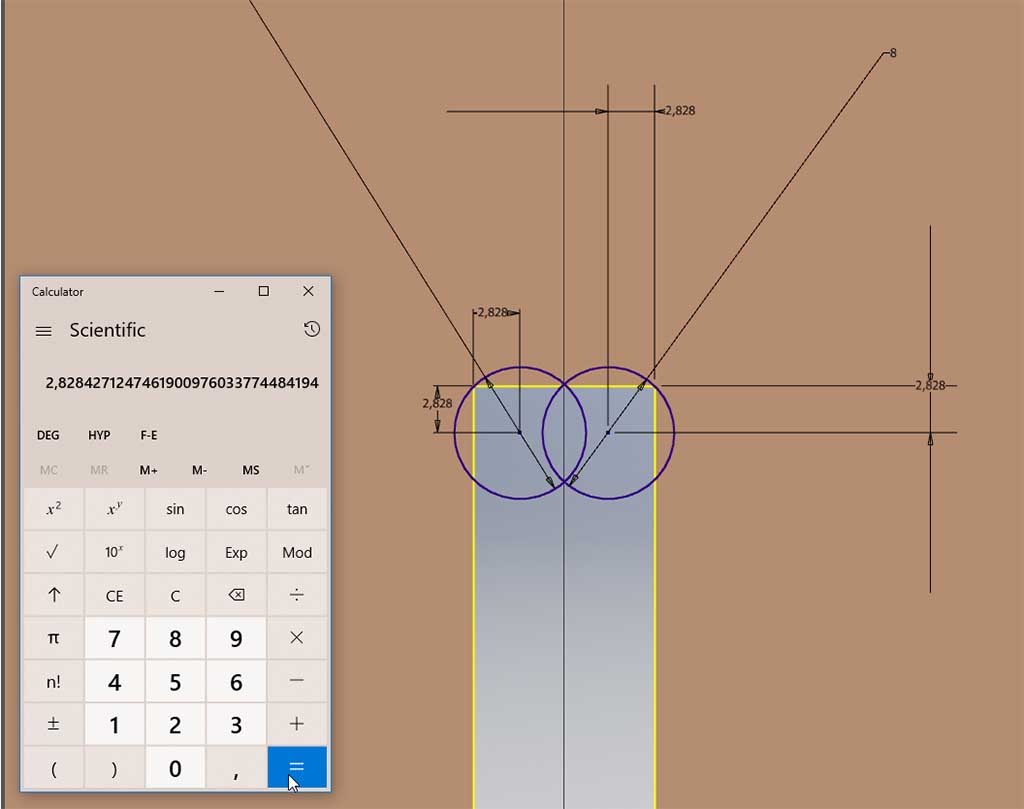
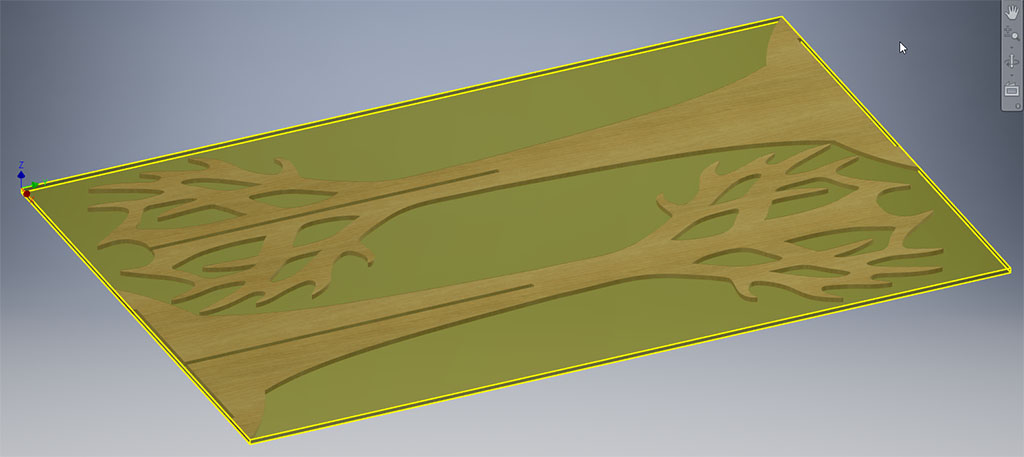
The final geometry of the relieve.
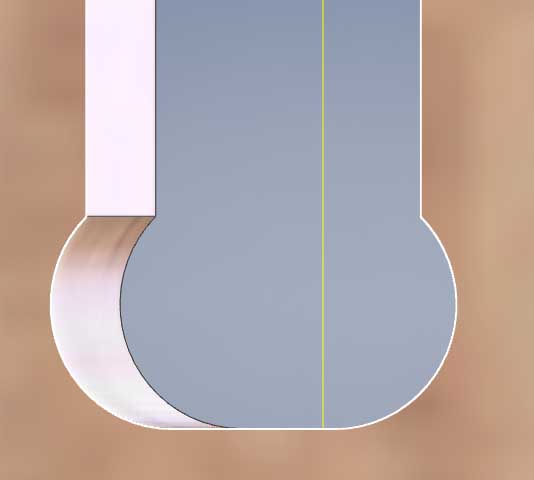
Then the two pieces was opened in new assembly and positioned accordingly. Setting view mode to “shaded with hidden edges.” the fittinh of the modelled slot can be werified to be good.


The toolpath in Inventor CAM¶
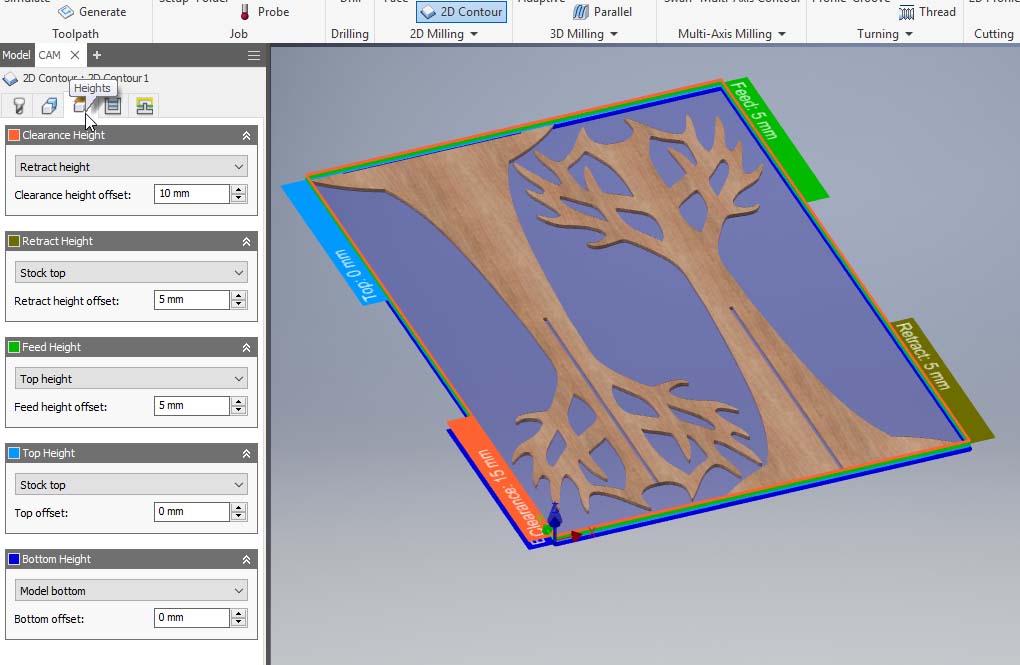
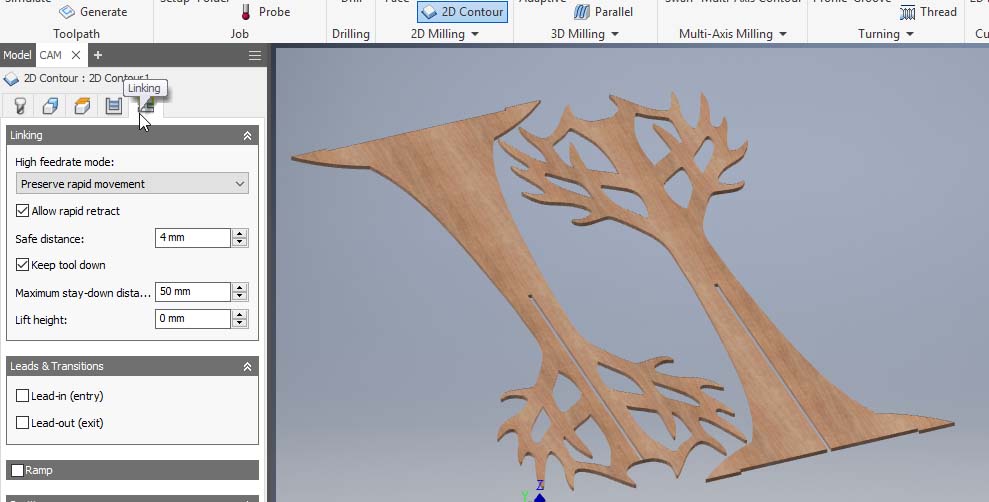
Both of the pieces were put on an assembly and positioned by using the alignment tool. The Inventor HMS CAM was used to open the assembly. The Oulu Fabacademy official instructions were followed during the setup. First, in the setup, the work coordinate system was adjusted to the instructions demands. Z being up and Y and X axis being alongside the build volume.
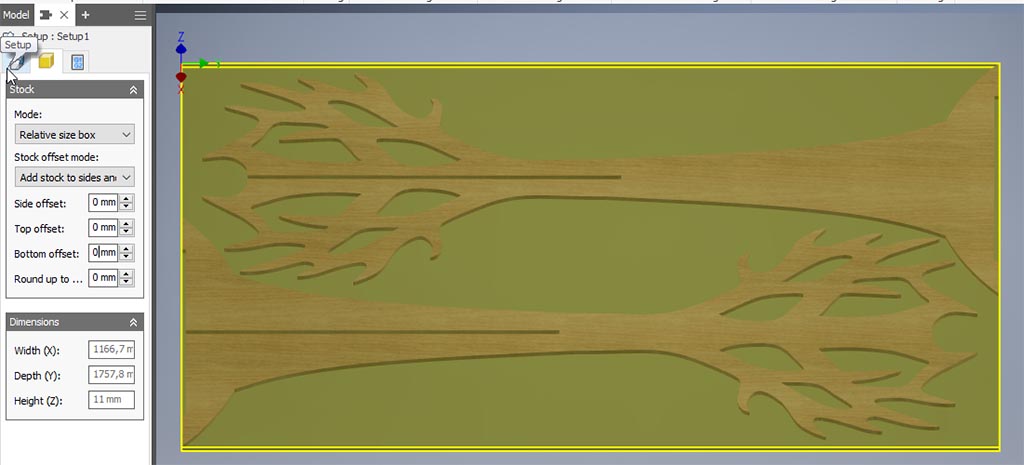
In Stock tab the offset was put to 0mm in all directions. And the total dimensions was observed to be 1168.7x1759.8x11mm that comfortably fits to the prosessing blank to be used.
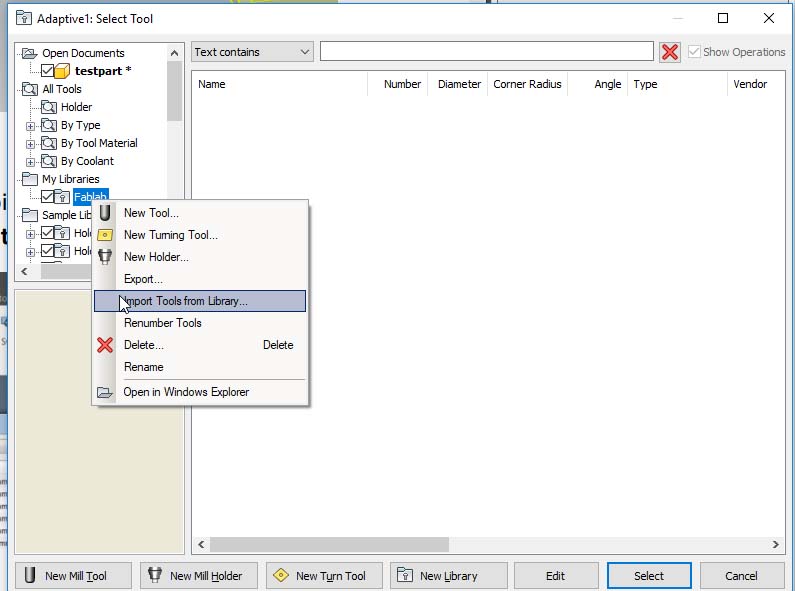
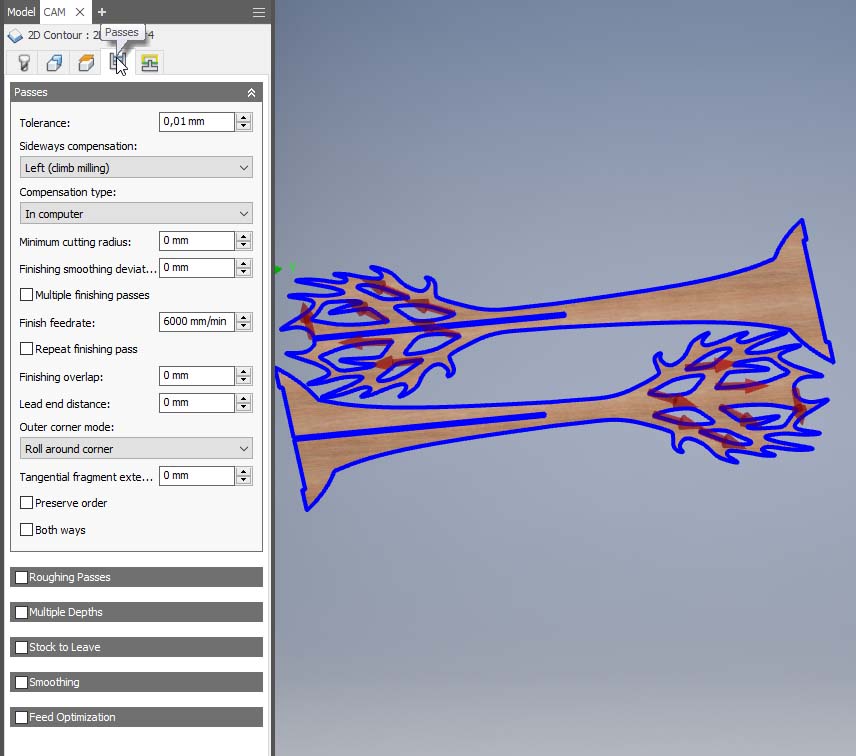
Because this design does not include any surface features, only a clear cut is needed around the perimeter. So the 2D contour button is pressed. In the first tab the used tool needs to be selected. The tool library is downloaded from the Oulu Fablab wiki page and imported to the Inventor
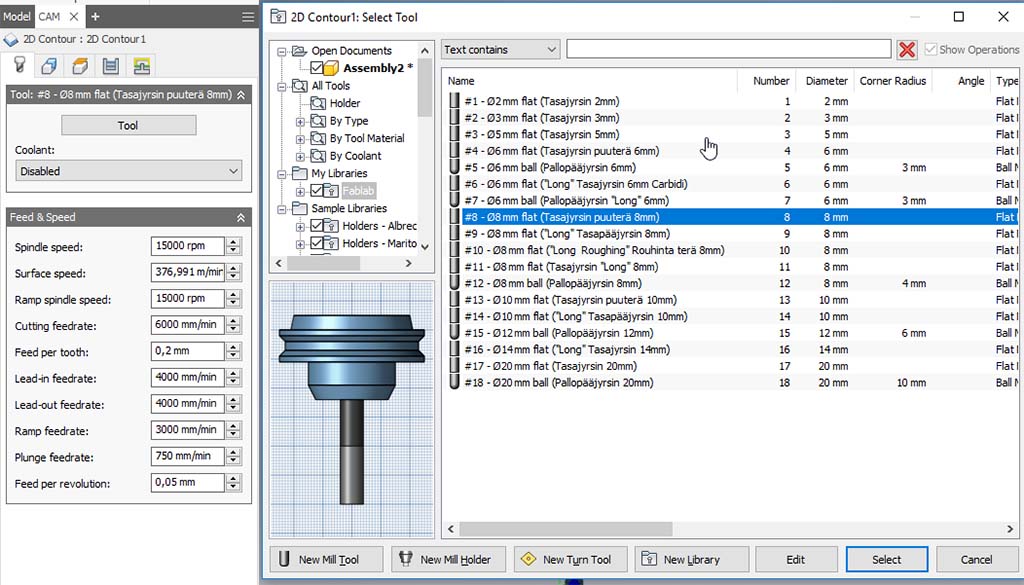
From the Fablab tool library the right tool is selected. 8mm flat top 2 flute wood mill.
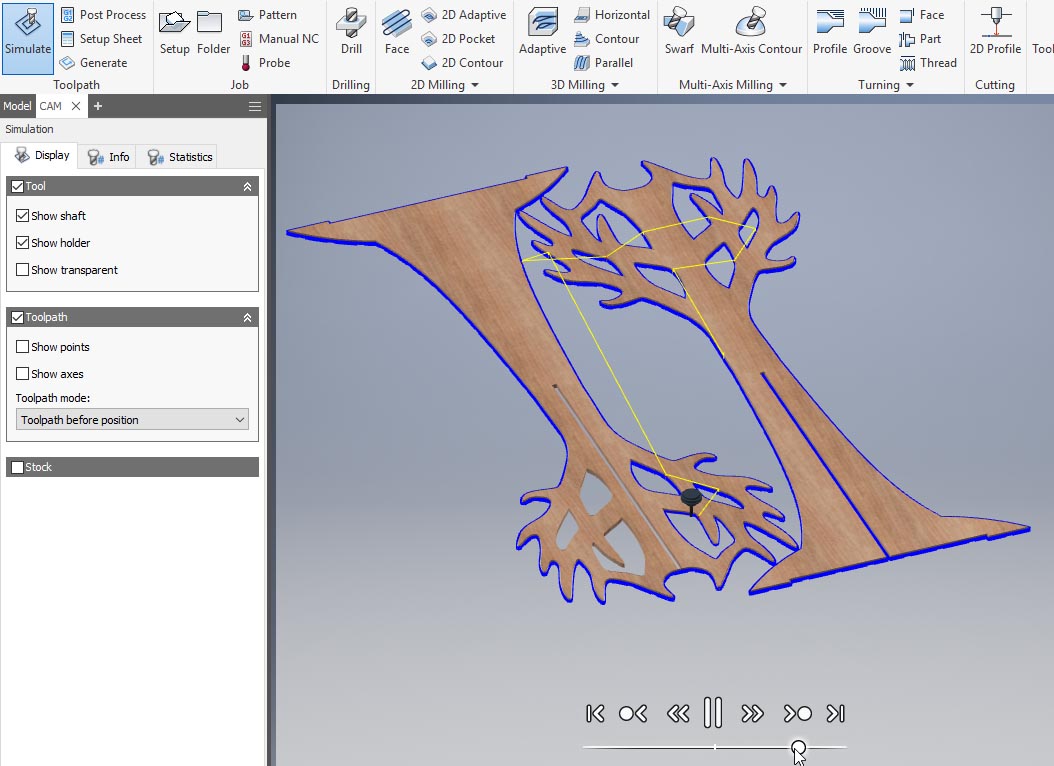
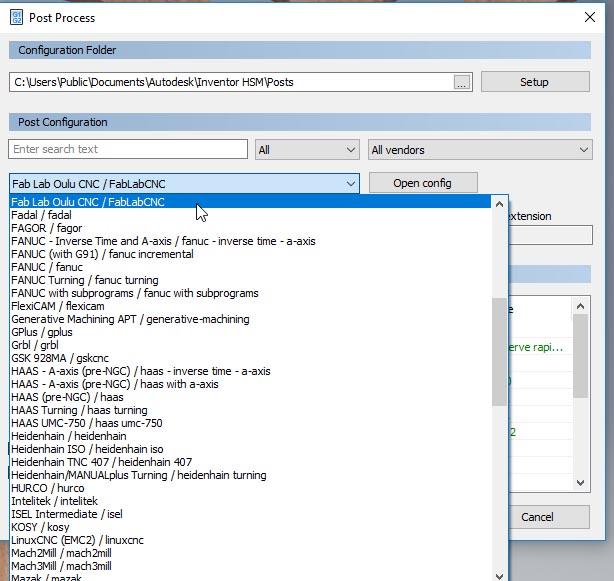
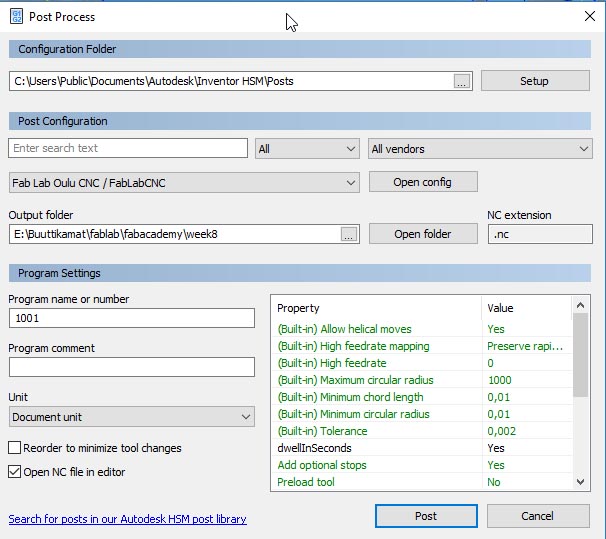
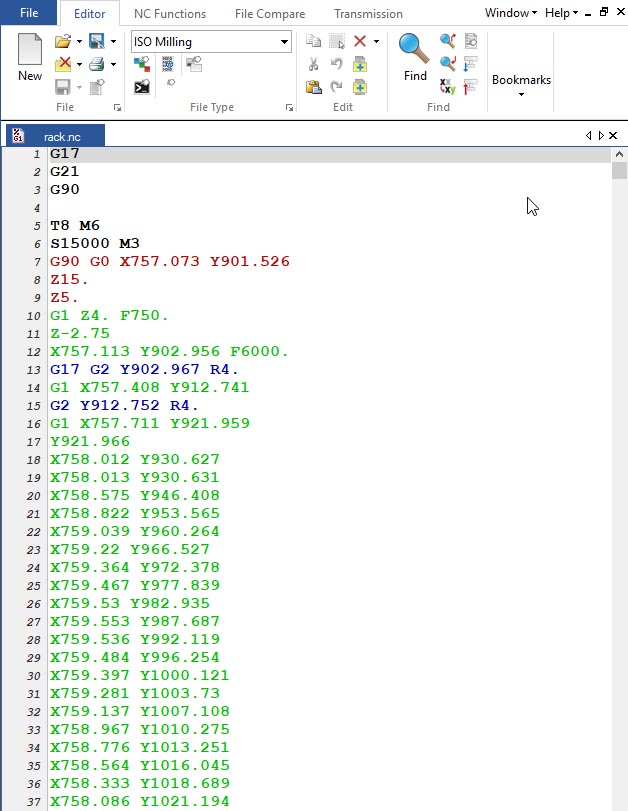
The generated toolpaths are then exported to a file that the used milling machine can understand. This is done by post processing tool.
The Machining.¶
The Ø 8 mm flat milling bit was already installed so I just made sure that everything is ok. First, the workpiece was secured to the machine by using wood screws. As the design is fairly wide the placement of the screws are measured not to interfere the cutting.

Then the milling machine was tuned on first by enabling the main power. And then pushing the power button.


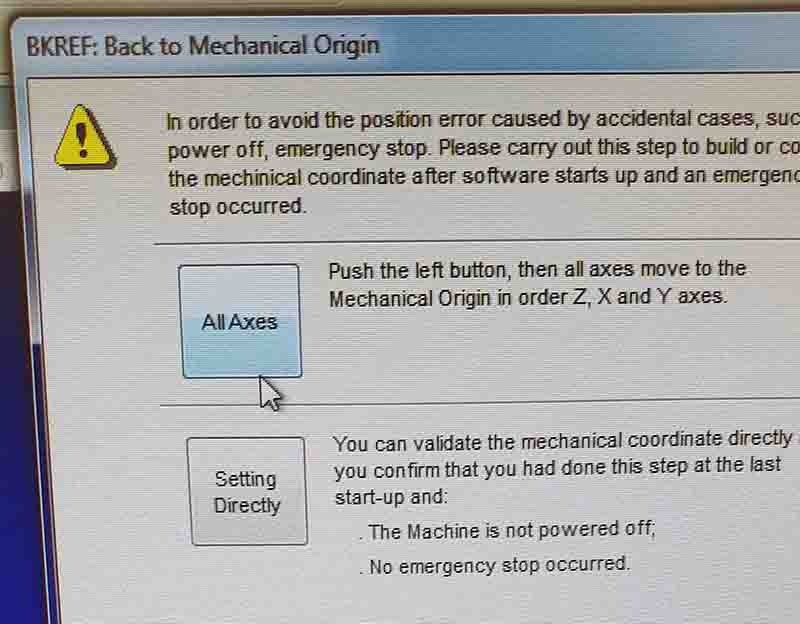
The start origins of the machine are set to the machine mechanical origin for all axis. This zeroes the machine for the starting point setup.
Then the starting point of the work has to be set.
The head of the machine can be controlled manually with the manual controlling wheel.

The X and Y axis were set by moving the milling pit with the controlling wheel to the desired starting point of the workpiece and making sure to avoid the mounting screws.
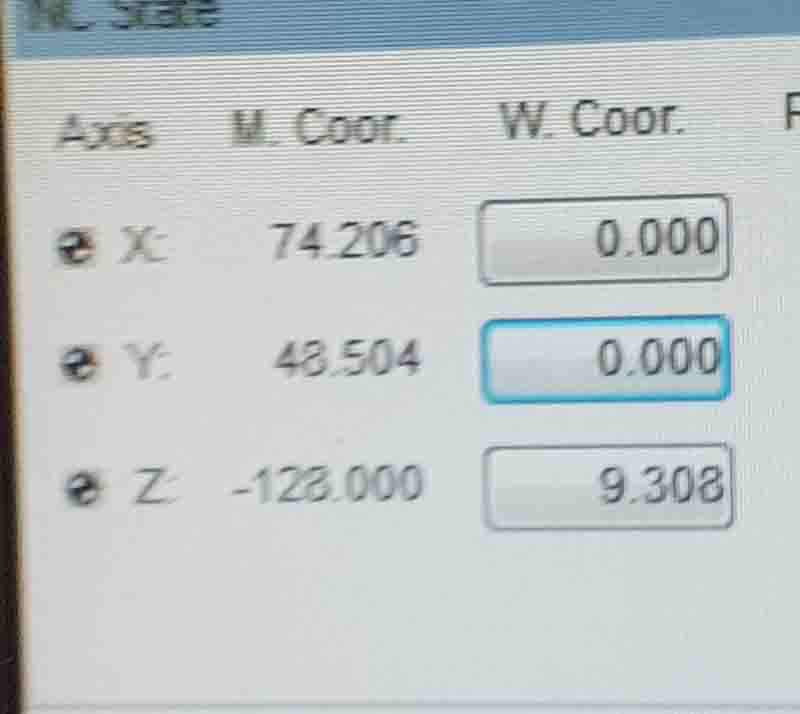
When in good position the X and Y coordination is set to 0. The machine keeps count for the machine absolute coordinates and the workpiece coordinates. After confirmation, the Z axis is next to be calibrated.
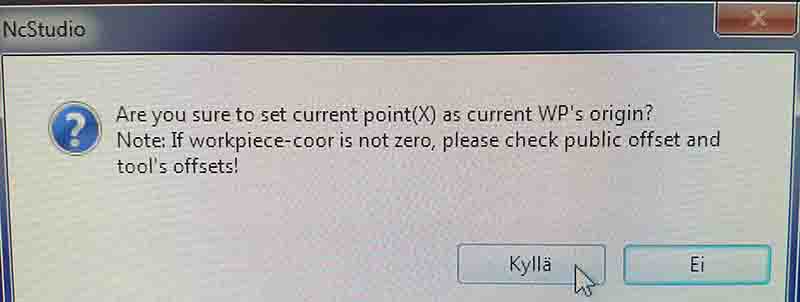
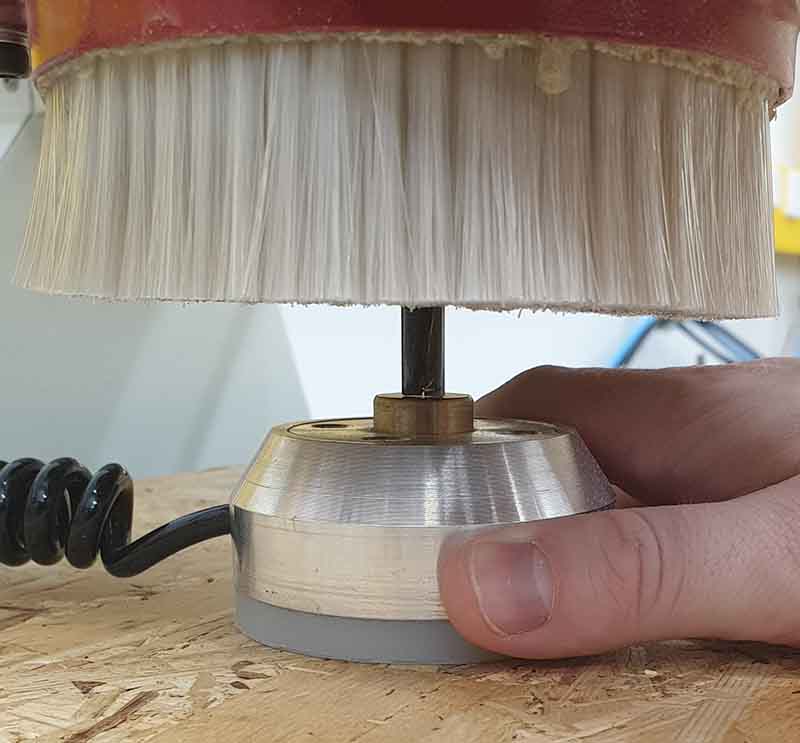
The Z axis was then set by using the mobile calibrator. The milling head is moved on the top of the calibrator.

Mobile calibration is started by CTRL + F7.
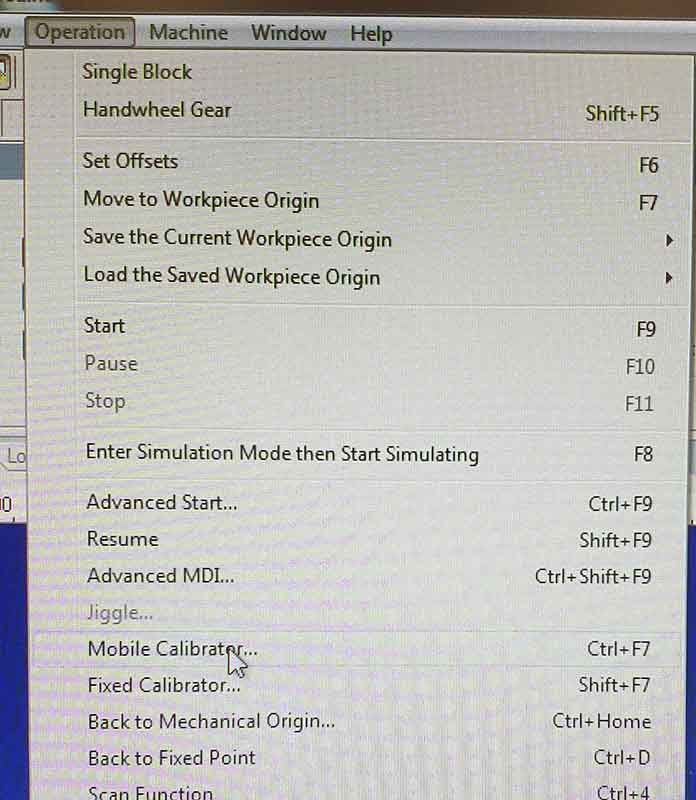
Then the Y axis is calibrated as the tool gently touches the calibrator.
Previous movements recorded are cleared on the screen (right click -> clear).
The tool paths were loaded to the computer from file (File -> Open and load) and the simulation is tested to see how the router would cut the components.
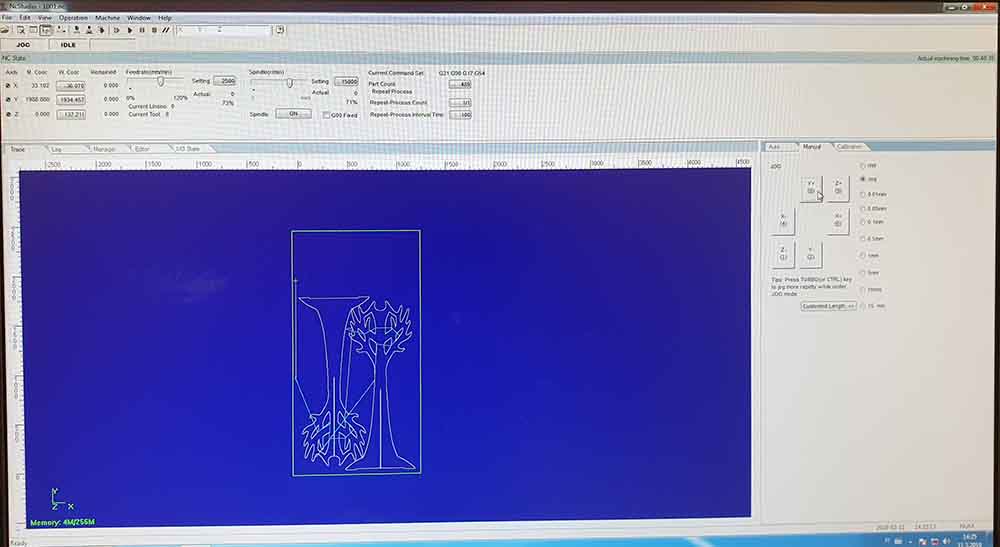
From the simulation, the screw places and the workpiece size are estimated and checked.
The dust collector was also started. The dust collector is located right on top of the milling bit. Cleaning all the dust coming from the milling.
The used feeds and speeds are as follows:
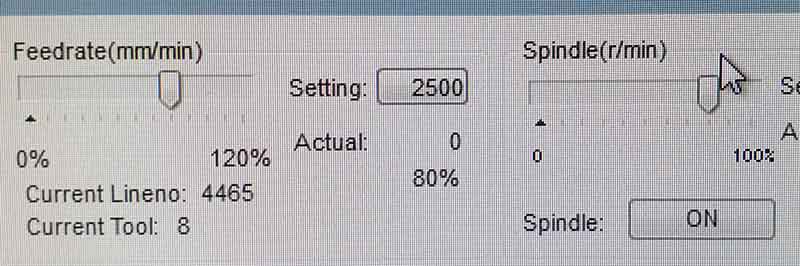
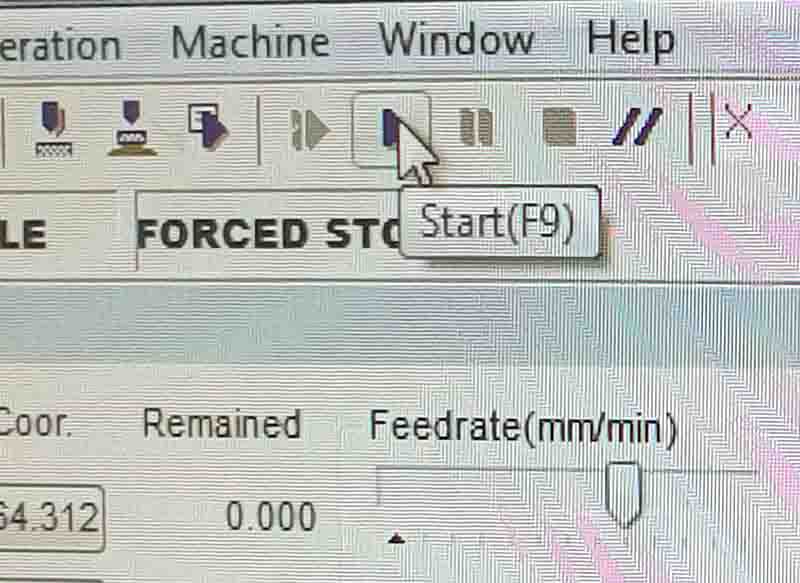
The milling was then started by pushing the start button.
The milling took about 40 minutes and produced a nice cut pattern.

The tolerances and margins were just as calculated. Maximum material use and plenty of margins.

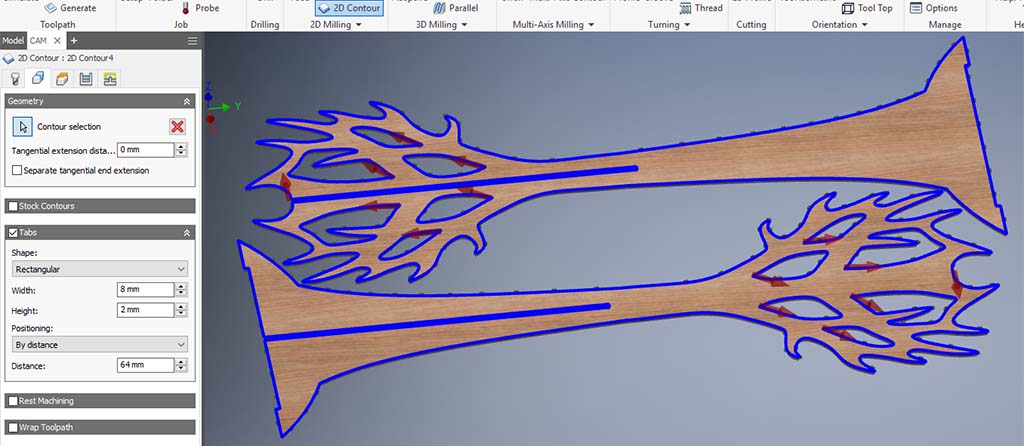
Material lost was minimized by placement of the pieces The milling bit width was 8mm and the distance of the parts was set to 16 mm.

The tabs were cut off using a paper cutter knife


The tabs left some burr on the edge. This was removed by using a file.

After deburring and some surface sanding the two pieces were assembled and the rack stands up for the first time.
After cutting¶
After cutting, do the opposite than in the start:
- Turn off the Vacuum Pumps and Dust Collector.
- Turn the Power OFF and
- Switch the Main Switch 0-OFF.
- Remove the material and clean the area.
Finished model¶
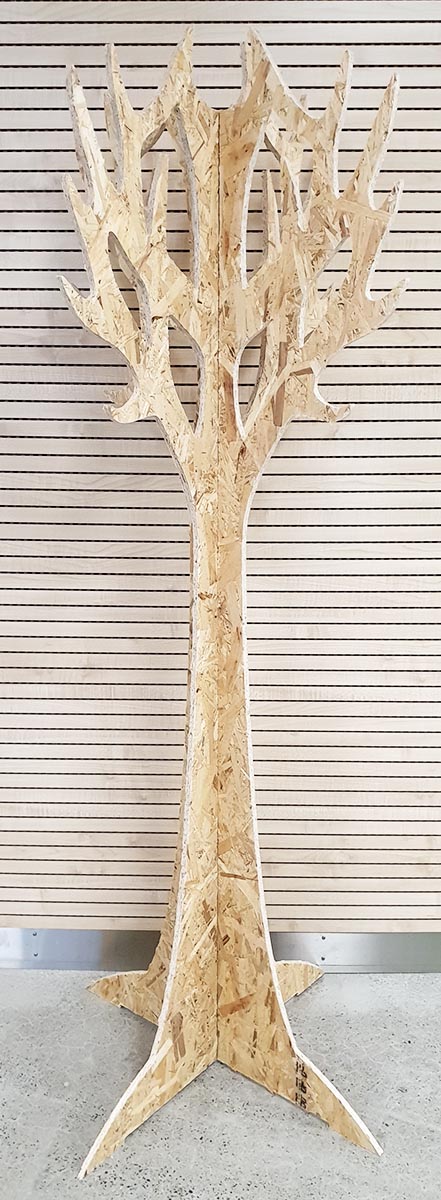

Works perfectly.
Files¶
All my work files can be found on my Gitlab repository