4. Computer controlled cutting¶
Laser cutter¶
Setup and Test¶
Make lasercutter test part(s), varying cutting settings and slot dimensions.
HARDWARE¶
Setup
- Tool: Laser Cutter CO2
- Class: 3R (for this class, lasers are considered safe when handled carefully. There is only a small hazard potential for accidental exposure. For visible-light lasers, Class 3R lasers’ output power is between 1 and 4.99 milliwatts.
- Model: Epilog Helix 24” x 18” (609.6mm x 457.2mm) 45W
- Materials: Plywood 4mm; Cardboard 6mm

Once we have switch ON our lasercutter system (Epilog Laser, Air Assist, Filter System), we have make some operation to set User origin and Focus 2" lens on the piece of cardboard. I’ve resumed the steps on the following Gif.

- Switch ON the laser
- Switch ON the pointer
- Unlock X/Y motor axes
- helping you with the pointer, move the X/Y axes to set the user origin, in the upper left corner of the piece to cut, then SET with Origin Button
- turn ON the Focus Mode and helping yourself with the spacer tool, move the Z axis through the UP and DOWN buttons, until the spacer touches the surface of the piece to be cut
SOFTWARE¶
EPILOG DASHBOARD VS VISICUT
We usually use “Epilog Dashboard” driver to manage and send a job to the our Epilog mini 24”.
 The driver can set parameters like power, speed and frequency per color or for the whole job, but only lines thinner than a dpi-dependent threshold are recognized to be cut. Everything else will be dithered by the selected algo- Parameters for certain materials can be saved to a file rithm (Standard, Brighten, LowRes, Floyd Steinberg, Jarvis and Stucki) and added to the engraving part. The settings can also be saved to a file, which allows the creation of a database for often used materials. The driver also supports a 3D-engraving mode, where the grey value of every pixel is translated into laser power, allowing different engraving depths and 3D effects.
The driver can set parameters like power, speed and frequency per color or for the whole job, but only lines thinner than a dpi-dependent threshold are recognized to be cut. Everything else will be dithered by the selected algo- Parameters for certain materials can be saved to a file rithm (Standard, Brighten, LowRes, Floyd Steinberg, Jarvis and Stucki) and added to the engraving part. The settings can also be saved to a file, which allows the creation of a database for often used materials. The driver also supports a 3D-engraving mode, where the grey value of every pixel is translated into laser power, allowing different engraving depths and 3D effects.
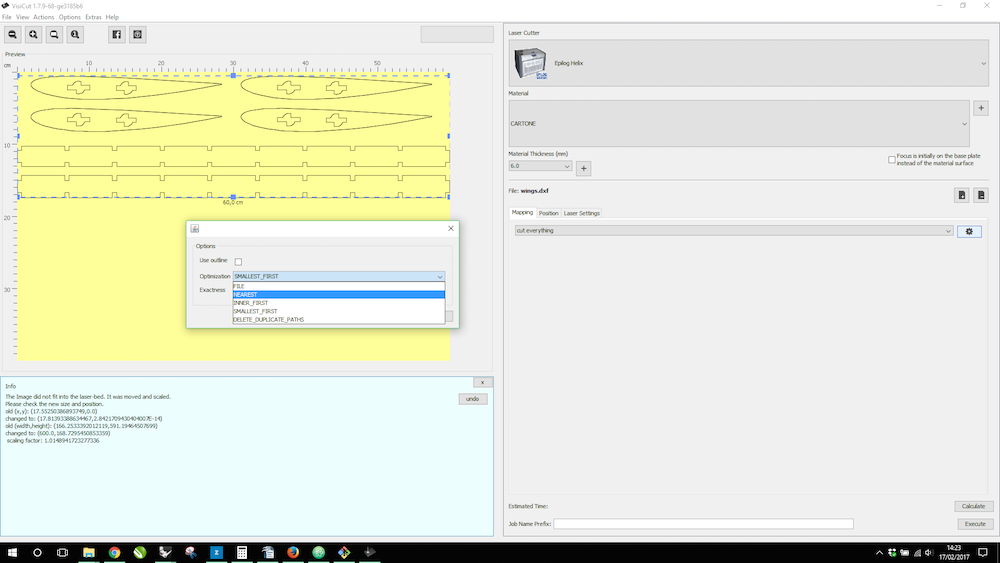 Another software that we use without installing Epilog drivers is VisiCut. It permits us to manage data and parameters trought a usefull interface that can show the vector and bitmap imported files on the stage, representing the working area of the our Epilog Laser. Using VisiCut you can use any line thikness for the vector curves and then assign to the line the right operation Mapping you want, such as Cut everything, Mark and/or Engrave.
Once you have calculate a Job, you can send it trought by WiFi Network; when the Lasercutter recive the code, it show you a Job text message:
Another software that we use without installing Epilog drivers is VisiCut. It permits us to manage data and parameters trought a usefull interface that can show the vector and bitmap imported files on the stage, representing the working area of the our Epilog Laser. Using VisiCut you can use any line thikness for the vector curves and then assign to the line the right operation Mapping you want, such as Cut everything, Mark and/or Engrave.
Once you have calculate a Job, you can send it trought by WiFi Network; when the Lasercutter recive the code, it show you a Job text message:
Advice
Job was sent as ‘$jobname’
Please:
-
Close the lid
-
Turn on the Ventilation and Air Assist
-
And press ‘Start’ on the Lasercutter $name
I think essential to use a nesting software to optimize the waste material. Nesting software is very expensive, but there is some Opensource alternative.
I always optimize the material I use, and when I don’t make this manually I use Deepnest.io
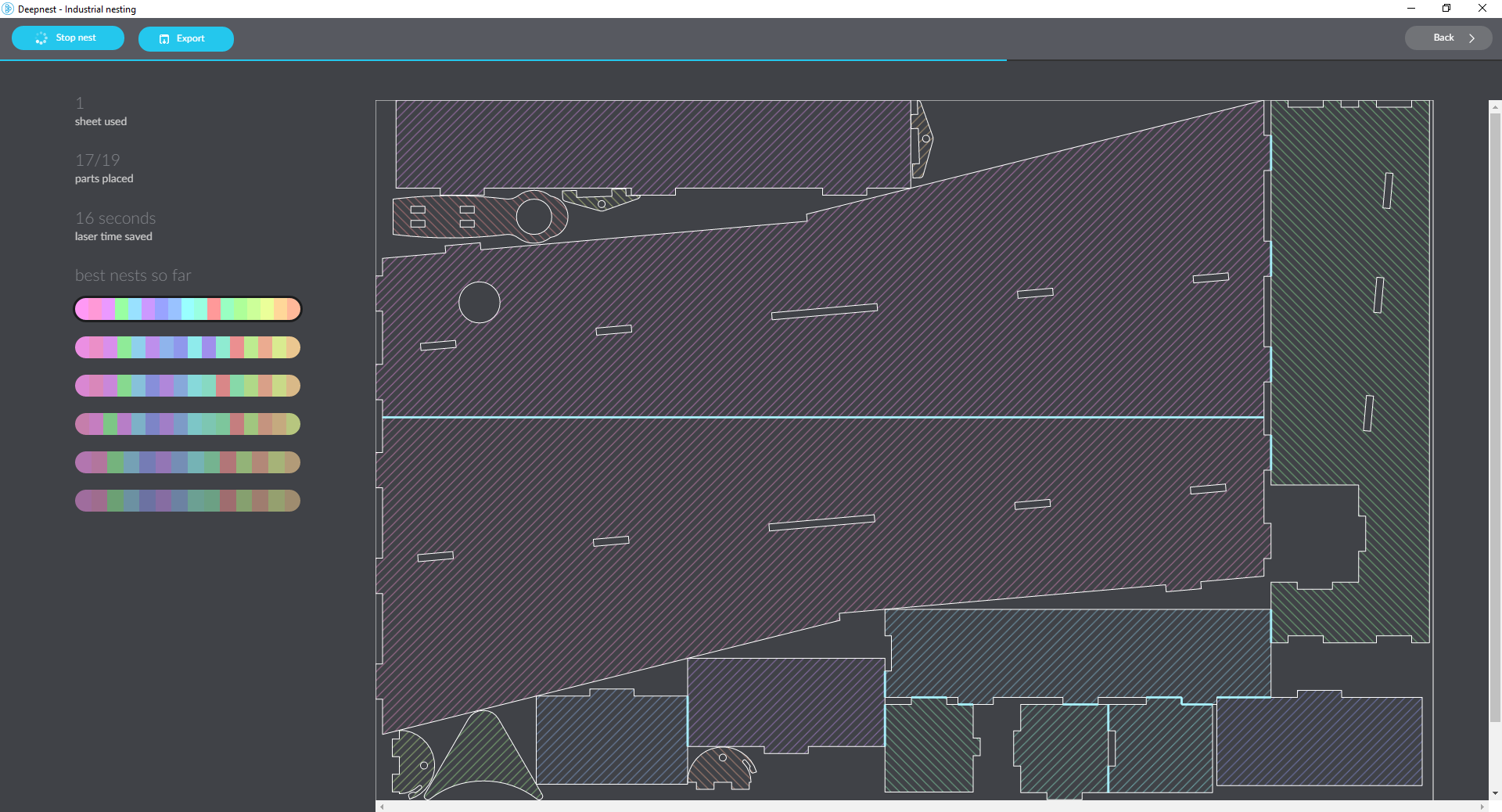
Simply as say Hello
- Import .SVG or .DXF file of the single or spare parts you want nesting. The software recognize the single closed area and divide the shapes in a list.
- Edit quantity for each pice in the list (if you want duplicate more than 1).
- Draw a rectangular shape and flag it as sheet
- Start Nesting (during this operation the software delete automatically double lines and optimize the shapes on the sheet or sheets; you can Export the best result anytime)
Power/Speed/Freq.¶
At First we did several tests, starting from the standard values suggested by the epilog manual to cut matboard (no thickness specified), setting the following parameters:
Suggested Parameters from Epilog Helix Manual Guide
- Power: 40%
- Speed: 30%
- Frequency: 500Hz
As I saw we did more tests from this starting point…
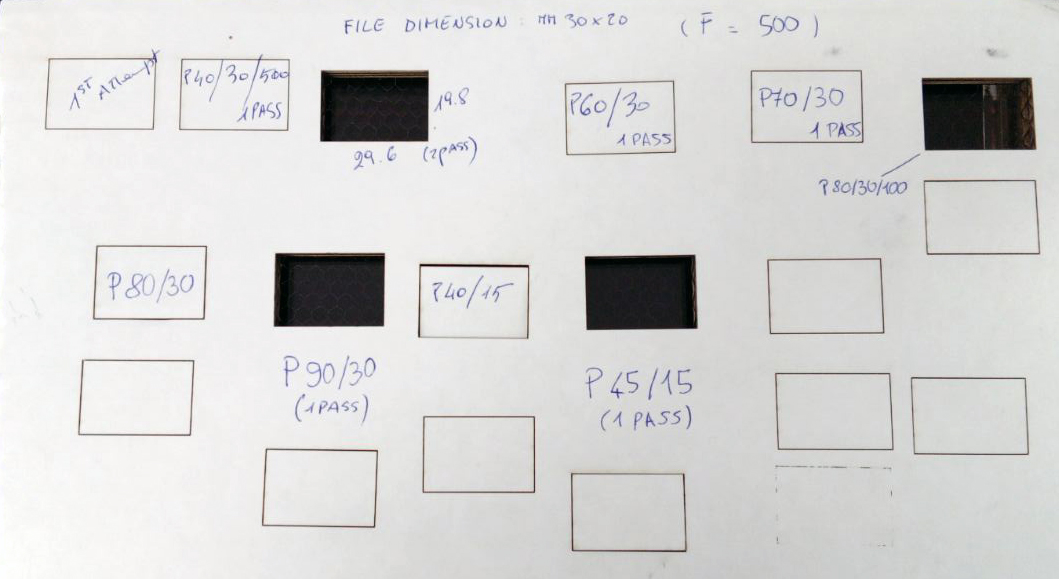
so we have compared the values with each other, considering both the cutting precision measured by the dimensions of the final piece, and the possible steps to make the cut:
| Power (%) | Speed (%) | Frequency (Hz) | Pass | Cut | Final Dimensions (mm) |
|---|---|---|---|---|---|
| 40 | 30 | 500 | 1 | NO | none |
| 40 | 30 | 500 | 2 | YES | 29.6 X 19.8 |
| 60 | 30 | 500 | 1 | NO | none |
| 70 | 30 | 500 | 1 | NO | none |
| 80 | 30 | 500 | 1 | NO | none |
| 80 | 30 | 100 | 1 | YES | 29.7 X 19.8 |
| 90 | 30 | 500 | 1 | YES | 29.6 X 19.7 |
| 45 | 15 | 500 | 1 | YES | 29.8 X 19.8 |
Finding “kerf”¶
Kerf is determined by material properties and thickness, the focal length of the lens and the gas used while cutting.
4mm Plywood¶
First of all I’ve designed a simple test in order to find a kerf. As in the follow picture we have drawn 9 rectangular pieces (10mm each) for 10 vertical cuts. This for make an average on the long distance.
Tip
Remember to delete all the double lines from the sketch.
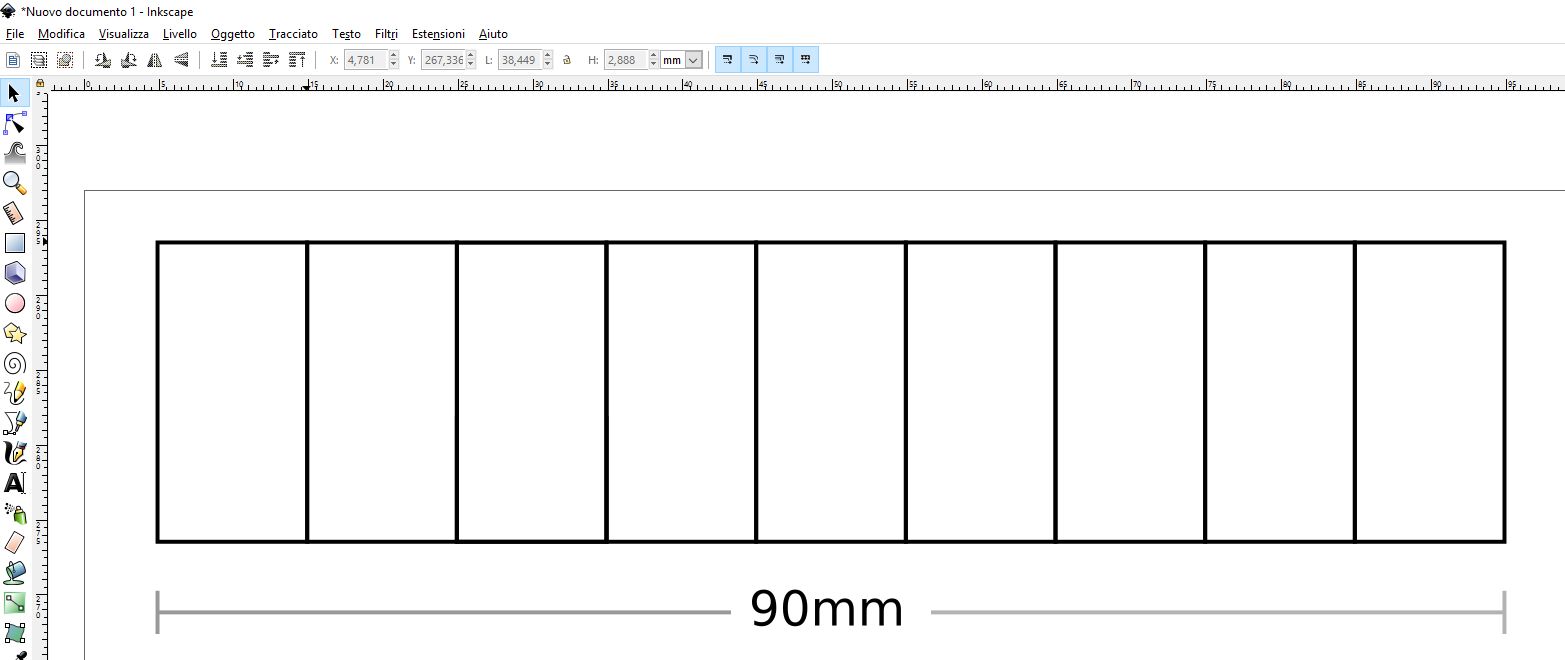
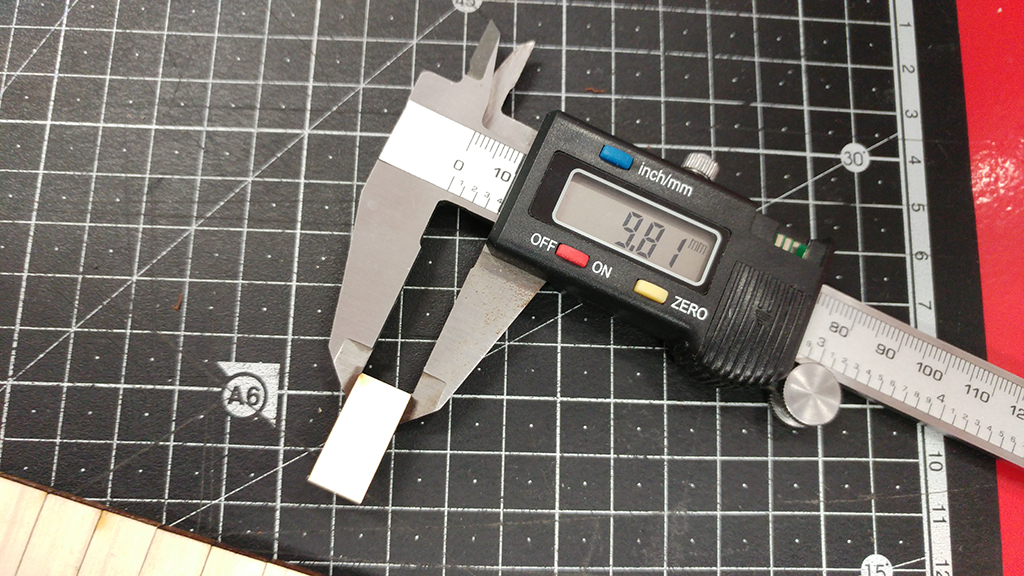
After cutting the 9 rectangles, pushed together at one end of the “frame”, the resulting gap at the other end is the sum of the kerfs.
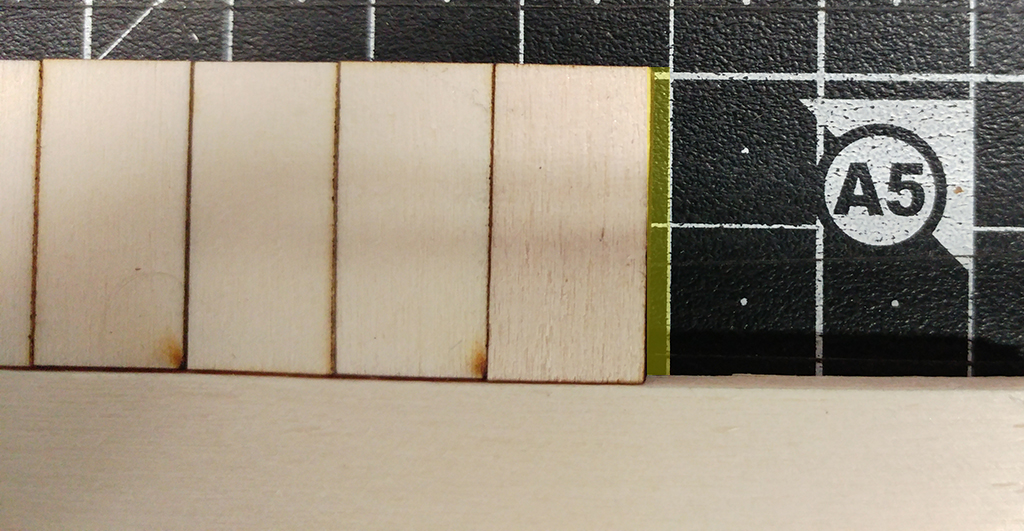
Dividing this gap by ten gives the average kerf for that material and material thickness.

In the our case we’ve obtained a 0.1mm kerf for plywood with 4mm thickness.
6mm Cardboard¶
We did the previous test looking for the kerf for 6mm cardboard, this time creating 5 small rectangles and dividing the delta for 6 lines …

finally we have cardboard kerf in: 0.217 mm
Make a parametric Joint¶
Rhino + Grasshopper¶
I’ve parametrized a simple joint with GH, including a variable with real kerf to adjust the path for the lasercut.



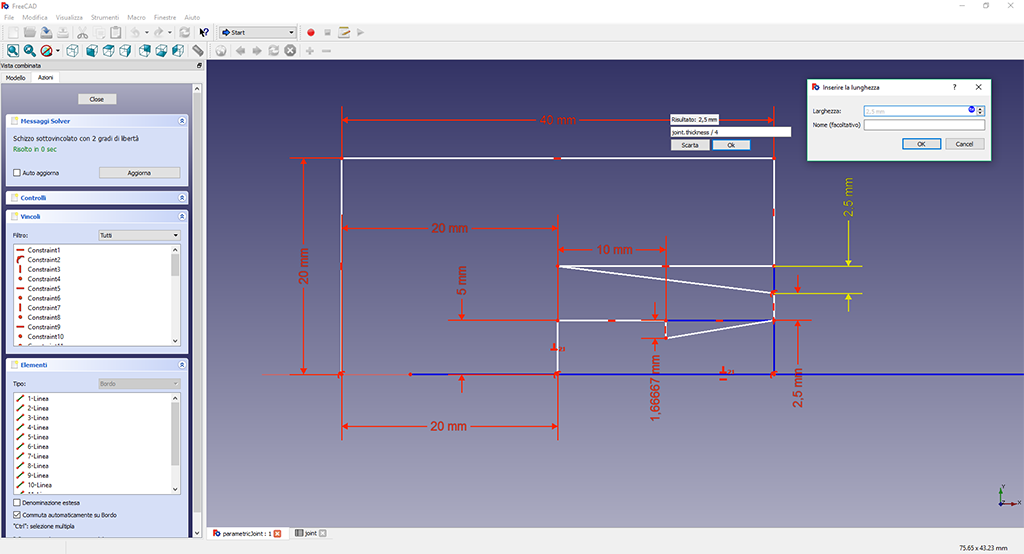
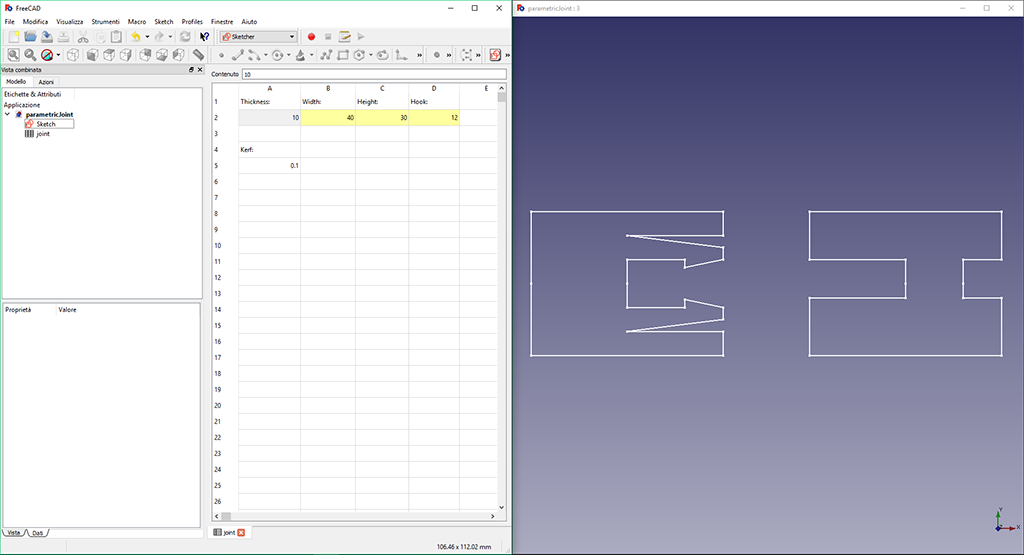
FreeCAD¶
I made a Snapfit Joint with FreeCAD using constraints in the sketch and I used a parameter related to the thickness of the material and another to calculate the offset, regarding the Kerf, to design the joints. The thickness parameter is connected through a spreadsheet and the syntax to recall the data is really simple ever (you can see Week3 Documentation for this).
#molecular Parametric Pressfit Design¶


Note
- I started by creating a rectangular slot with the base equal to the thickness of the material, reasoning from the joint towards the external shape of the module;
- I gave the slot thickness by scaling it with a variable factor, which I then set equal to 3 times each side; in this way the joints will never create collisions with each other, and at the same time I managed to find the center of my polar array;
- I then created a polar array of the slot and the shank, using the maximum point on the Y axis as the center of rotation, creating an array of 3 pieces, obviously equiangled at 120 ° from each other;

- using the Boolean operations on the regions obtained, first union and then difference, I obtained the final form;
- I introduced another variable parameter, the Kerf. so I created an Offset of the generated curves equal to Kerf/2.
- Made a manual Nesting on Rhino;

- Printed it trought by CorelDraw.


Vinyl cutter¶
I decide to use a thermoadhesive vinyl on a leather piece.
I’ve used Rhino + Grasshopper using the Image Sampler component to obtain halftones edge and translate it in curves from a JPG image.

Important for Cut Thermoadhesive Vinyl
In CutStudio remember to Mirror the Objects on the canvas

On the our ROLAND GS-24 … I’ve set the Force of pen on 160gf and I’ve decrease Speed @ 5cm/s I’ve charge the media inside machine and get from machine the real dimensions.
After plot it, was really long the process to peel off the vinyl parts that were not needed.

In the following steps, I took a piece of synthetic leather and using an iron (unfortunately we do not have a heat press), I transferred the vinyl to the leather.


Wire cutter¶
Work in Progress … Stay tuned!!!