{kind=link}
{kind=link}
{kind=link}
(Note: The milling machine will mill and cut around the white areas, so the white areas are what will be left after milling and cutting; invert colours accordingly)
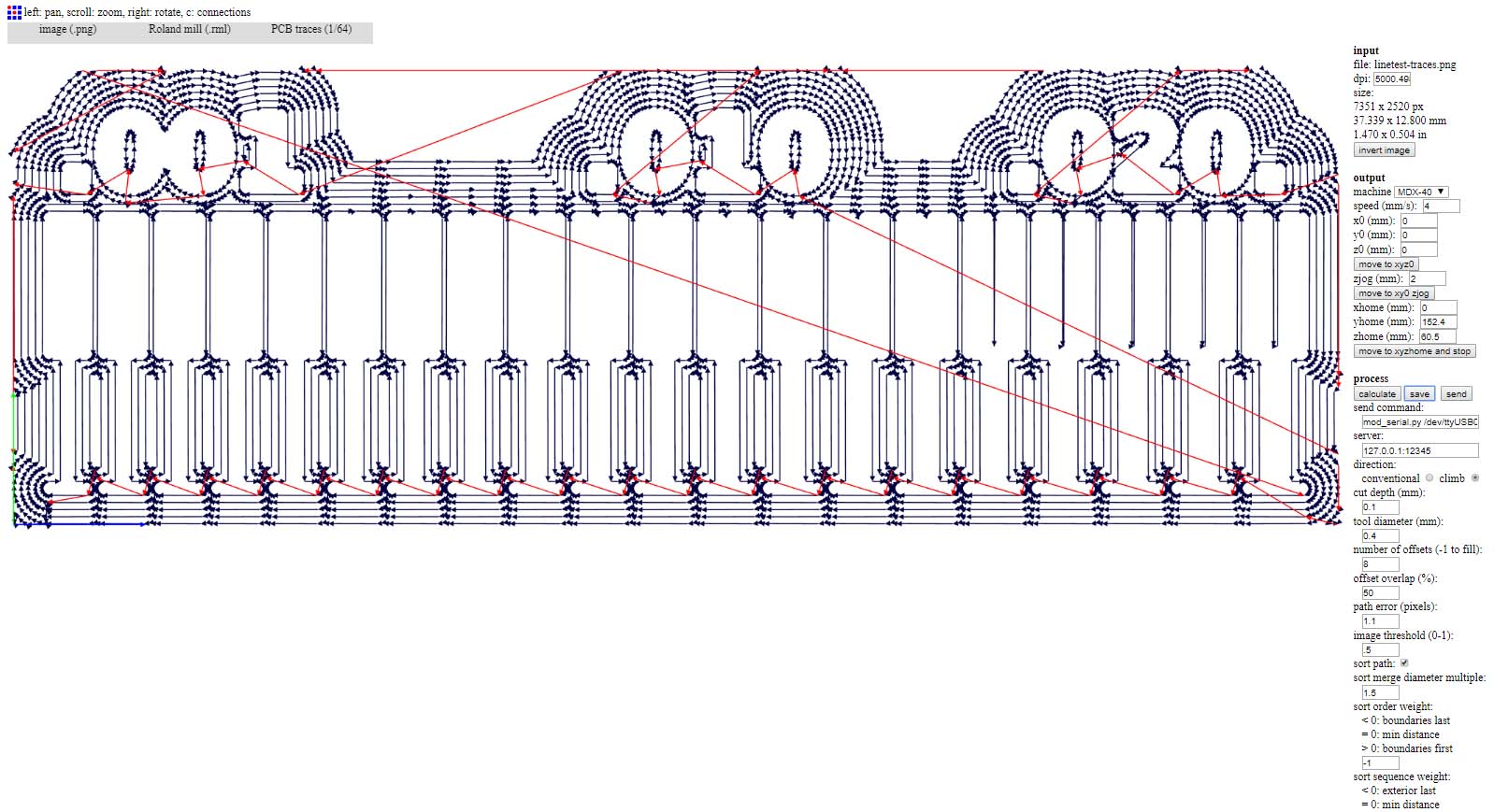
The fist test wasn't good, the cuts were not clean because the cut was too deep and and we were using the 0.15mm thread. the z-axis leveling a bit. We should be using a 0.4mm tool (1/64inch) rather than 0.15mm.
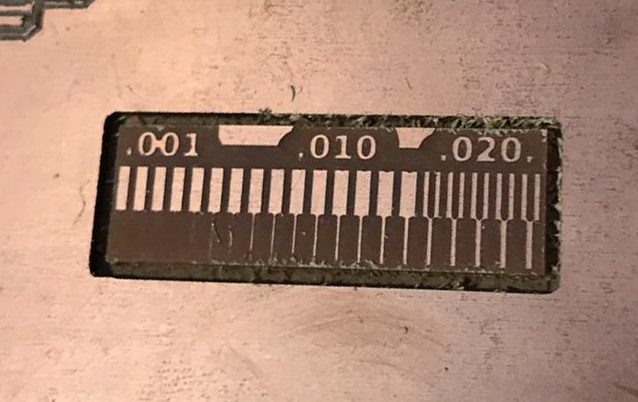
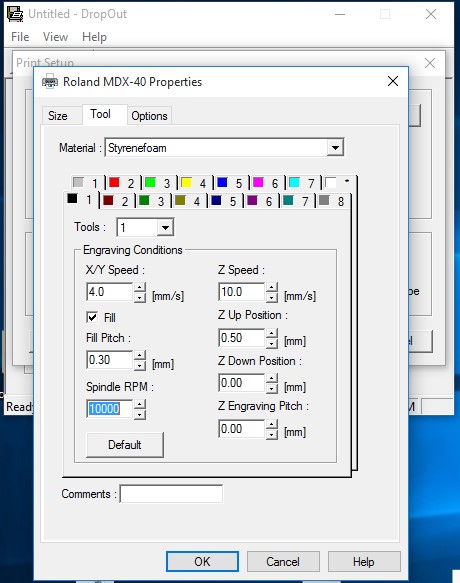
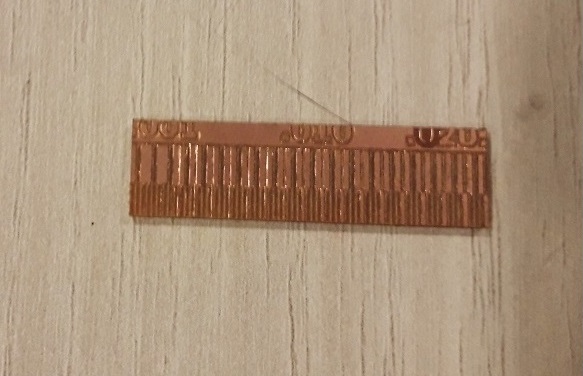
Several tests failed with the 0.15mm. We then used a 0.4mm trhead and found the right calibration z-axis, lowering the milling head till it touches the board (beeping the multemerer) and then raising it a notch (2 pushes up). RPM was at 4500. With these settings the result was clean
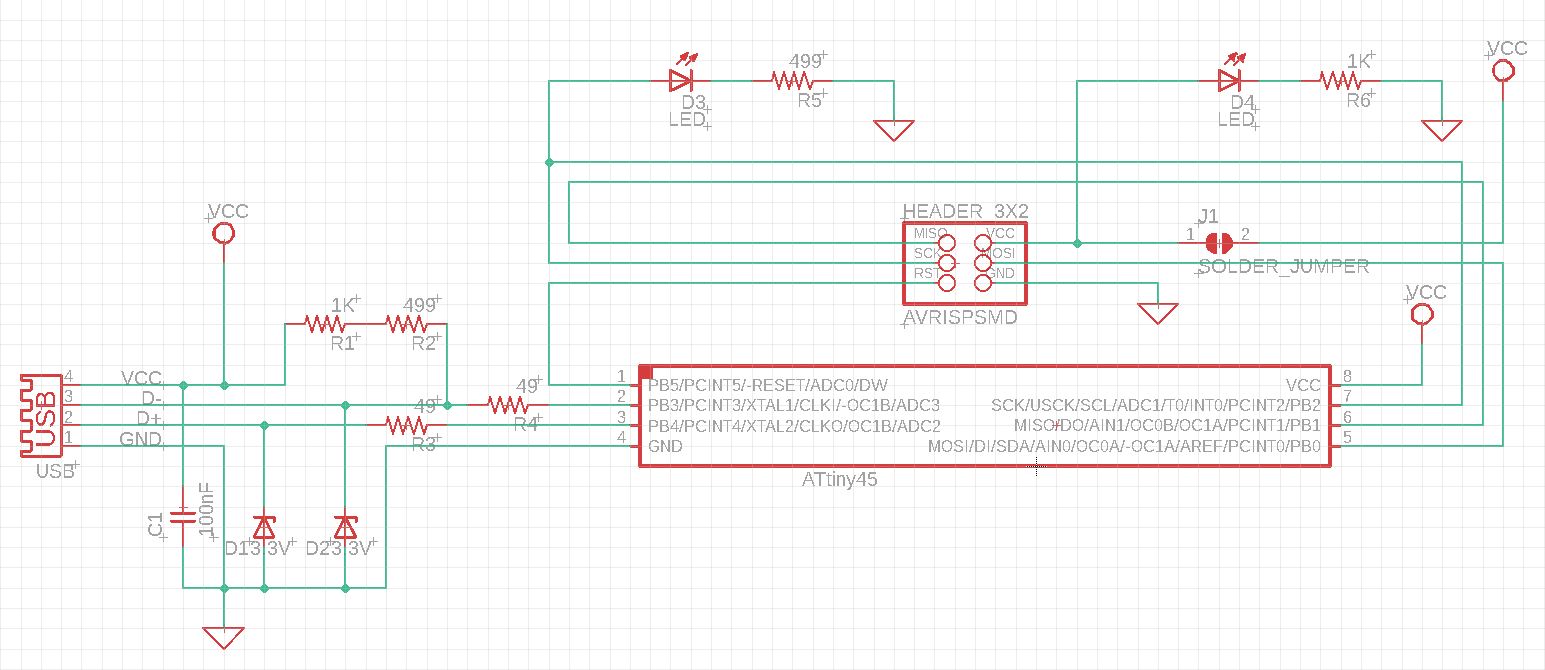
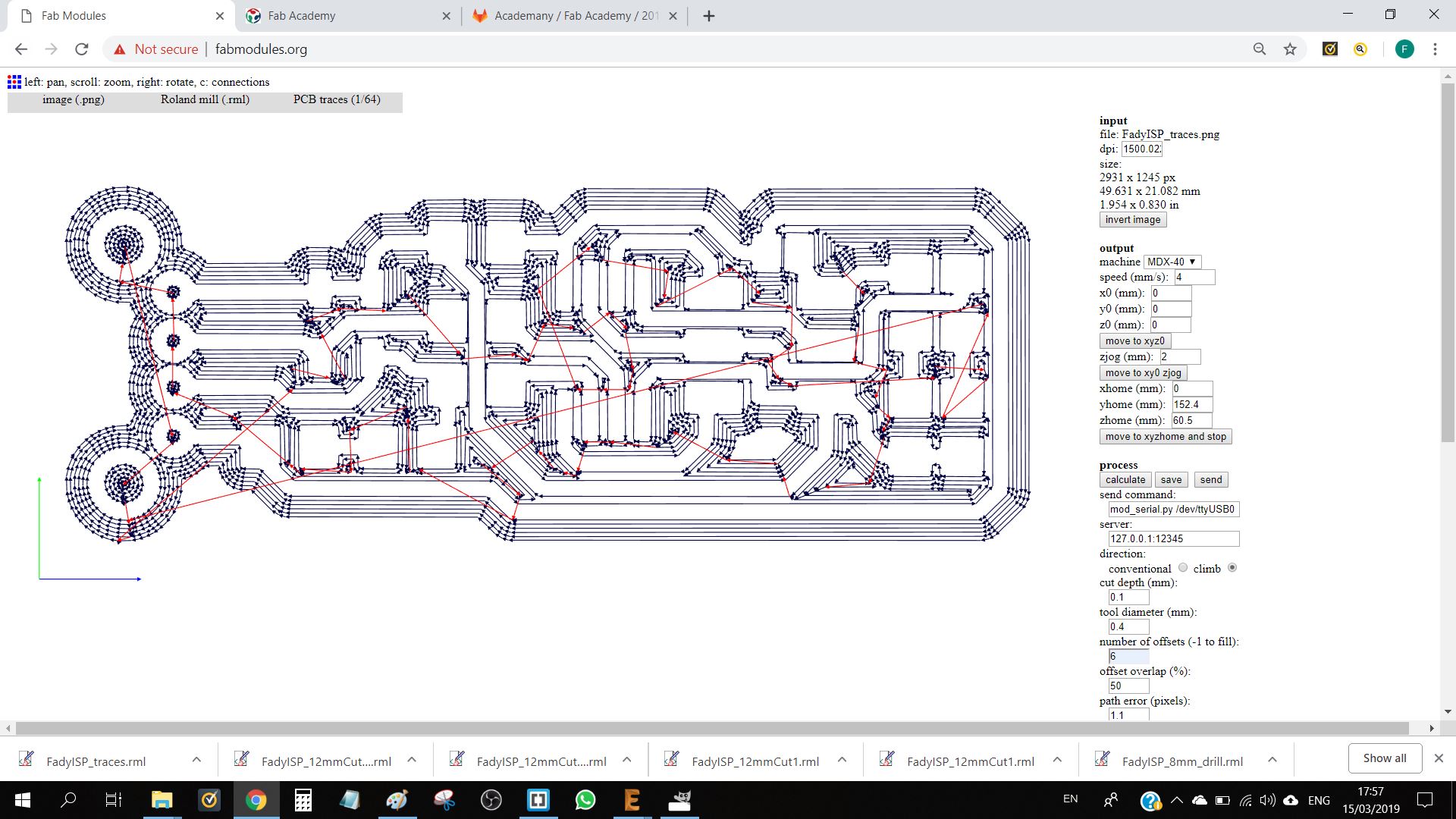
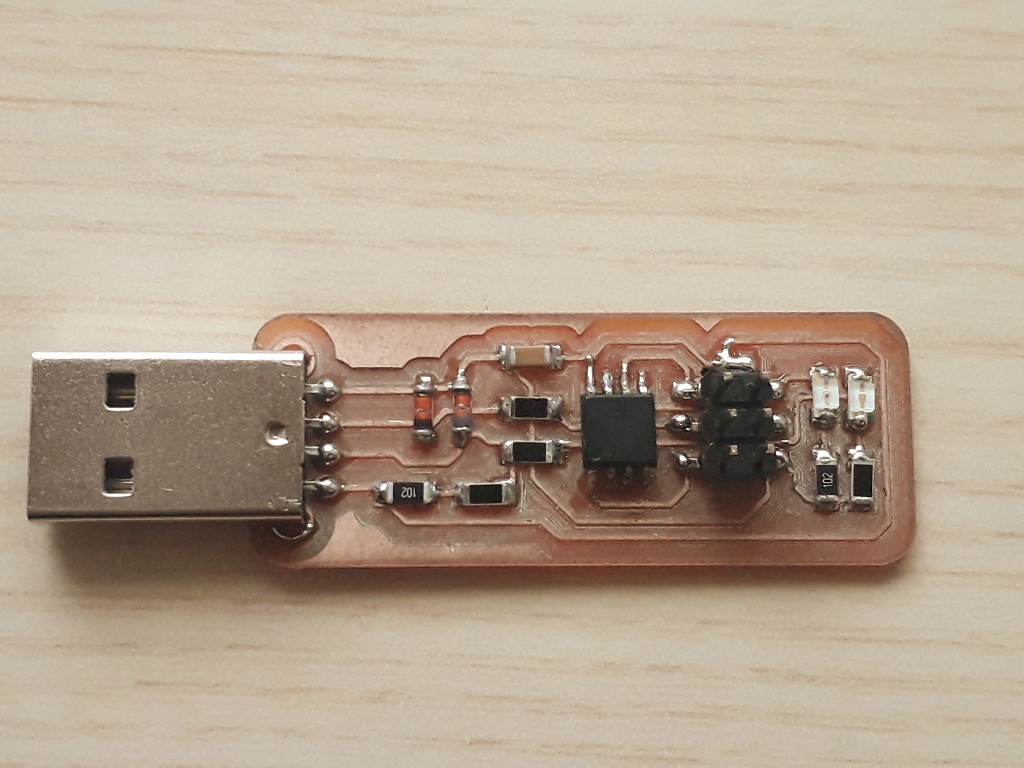
The ISP (In-System Programming) board is a programmer that will enable us to program microcontrollers already assembled in circuit rather than programming them prior to assembly. Our SIP board uses an Attiny85 AVR microcontroller manufactured by Atmel. I drew the diagram and the pcb on eagle. The design is an edited version of Brian's
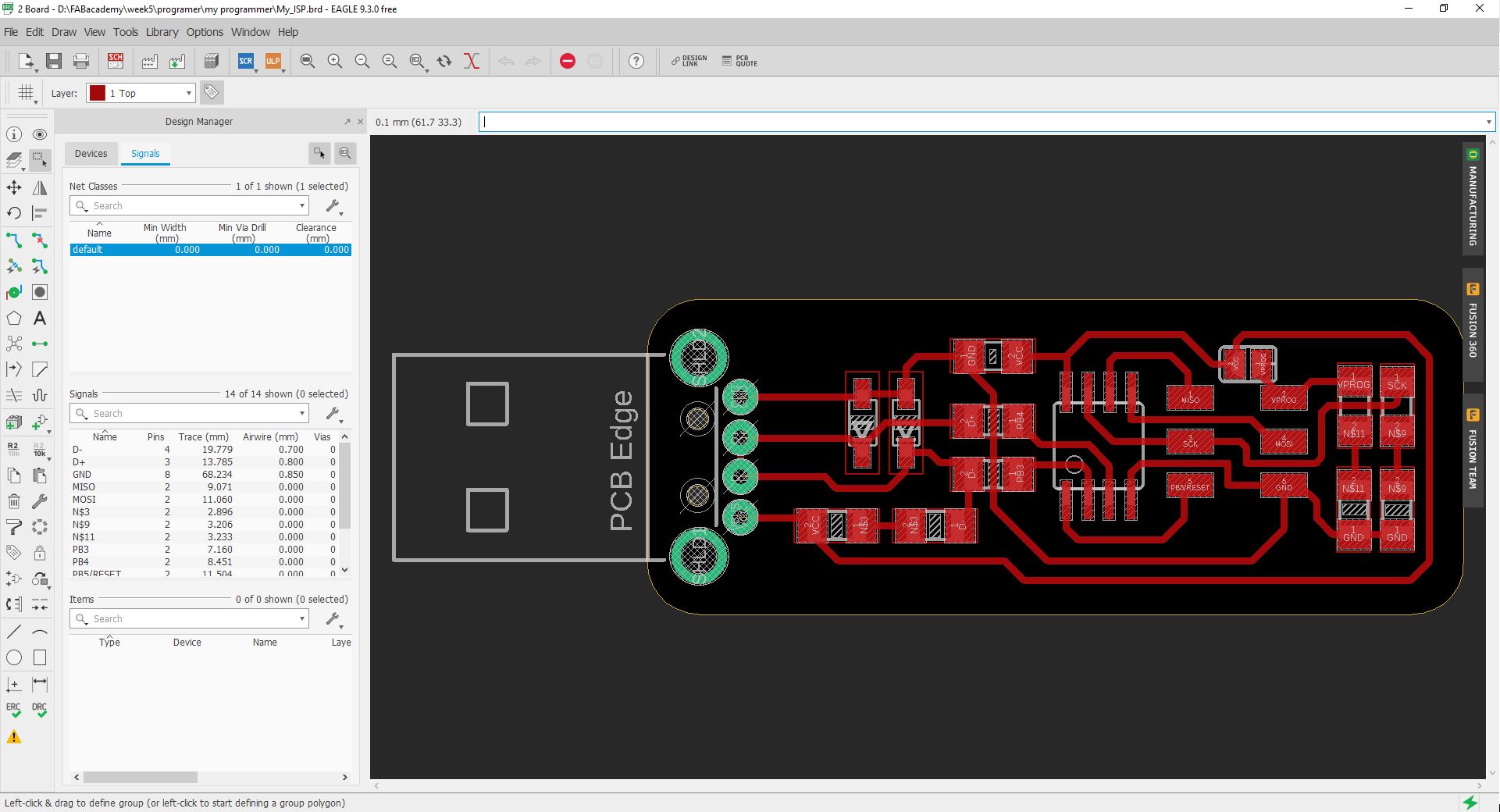
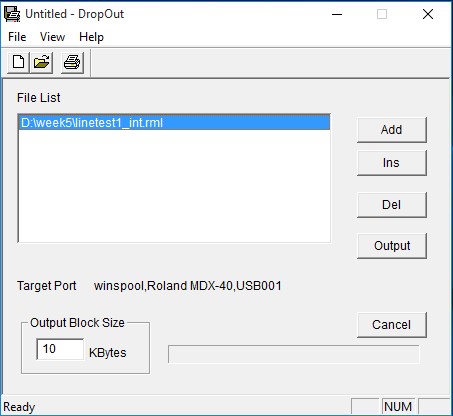
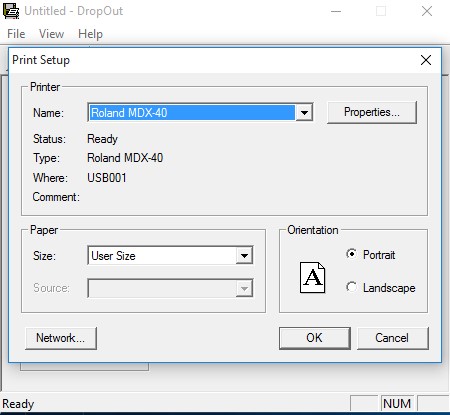
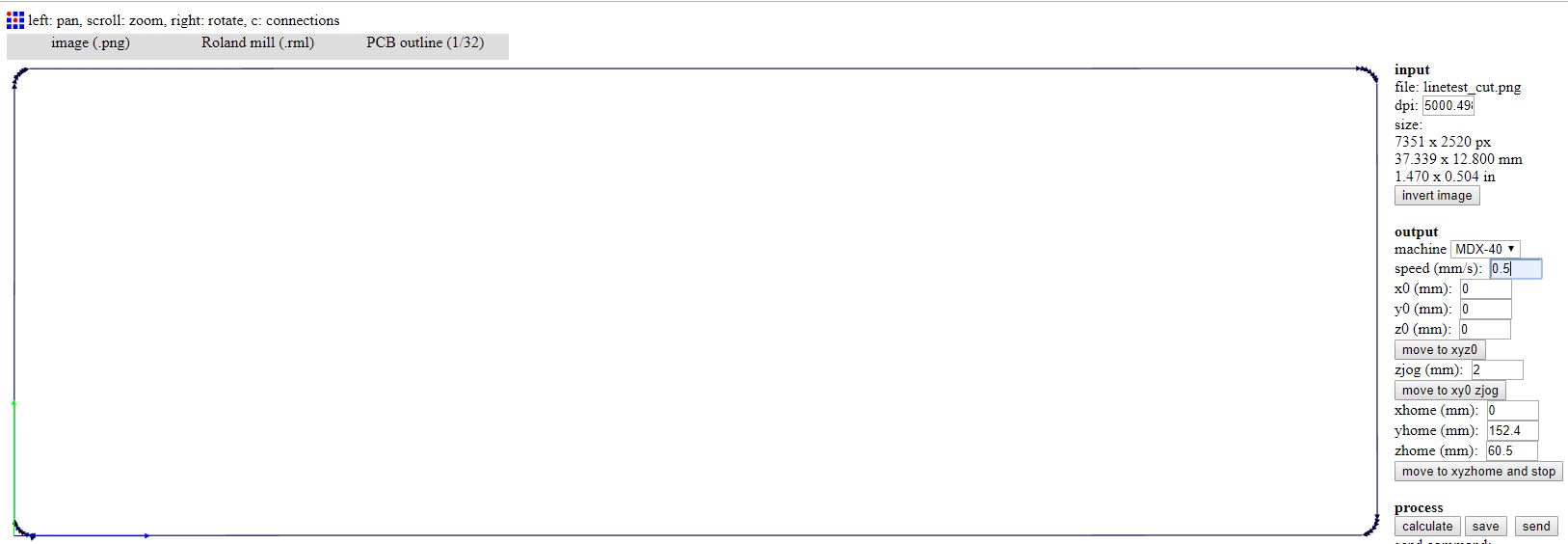
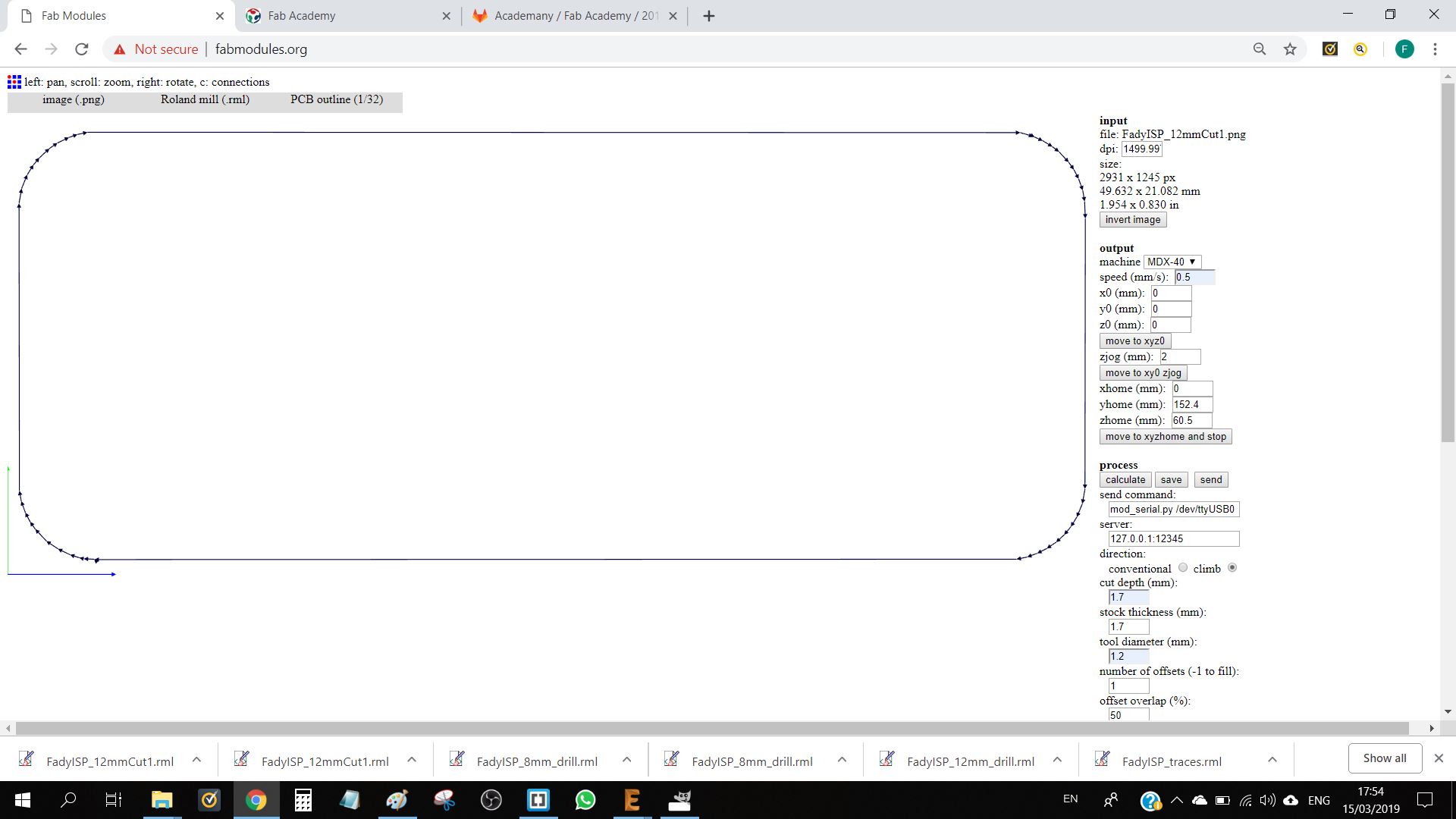
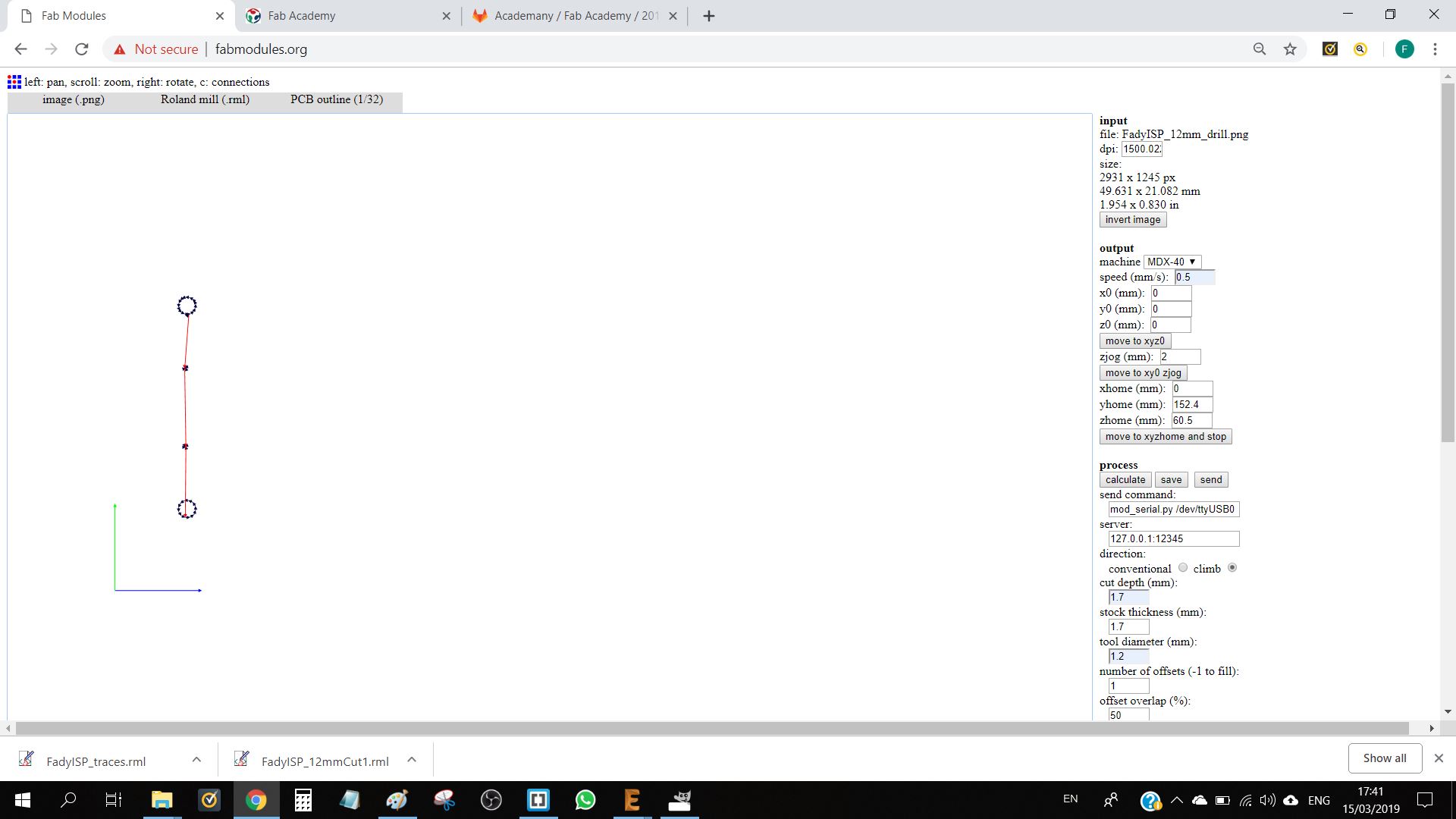
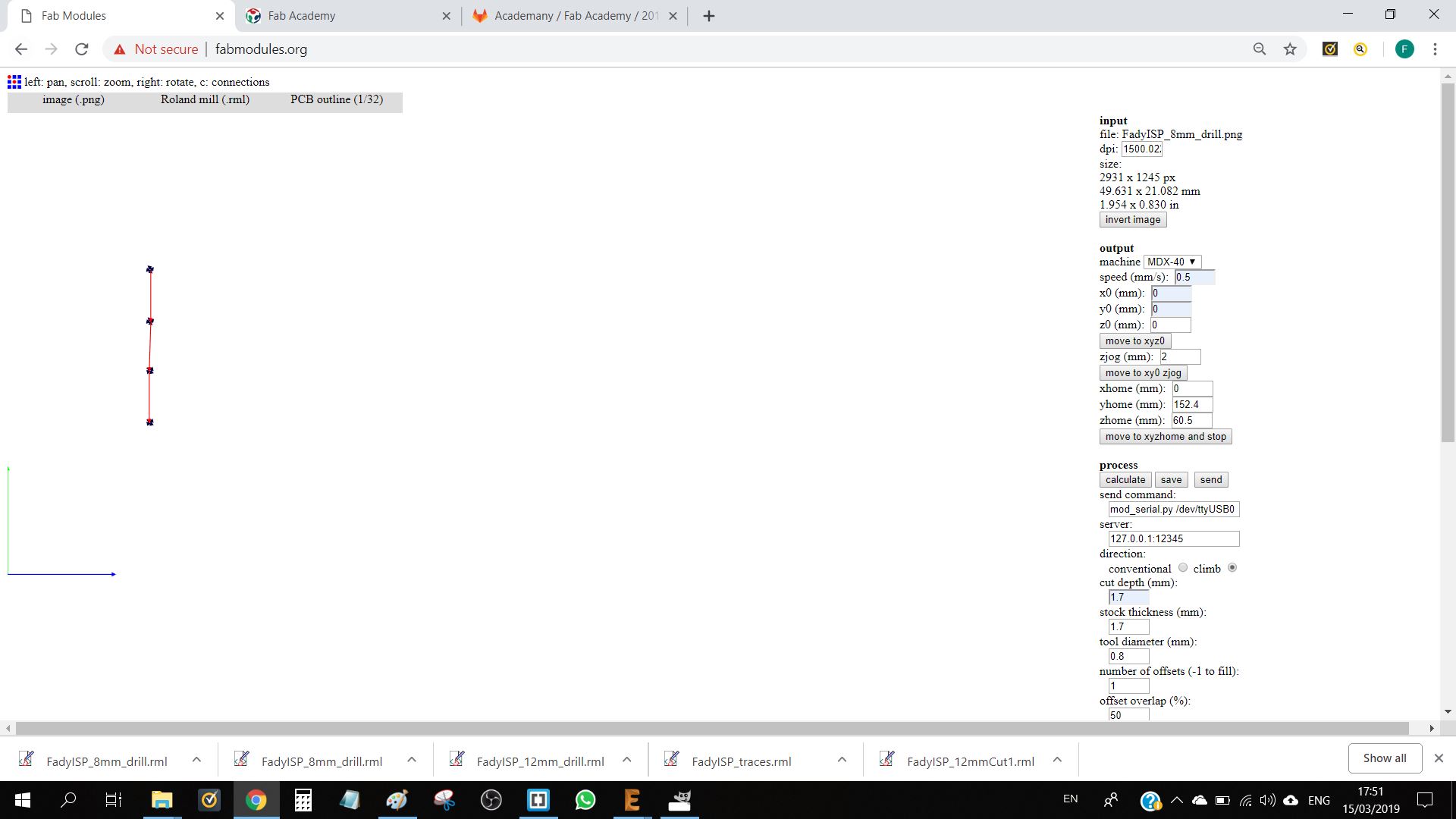
The milling and cutting process is the same as the one described above for the test board, with the addition of two gcodes for drilling with an 0.8mm and a 1.2mm thread.



The component used for this board are:
After soldering all the components, solder the jumper J1 before programming the ISP.

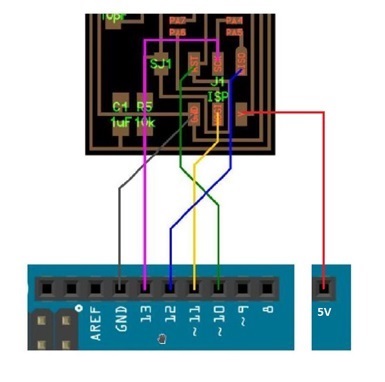
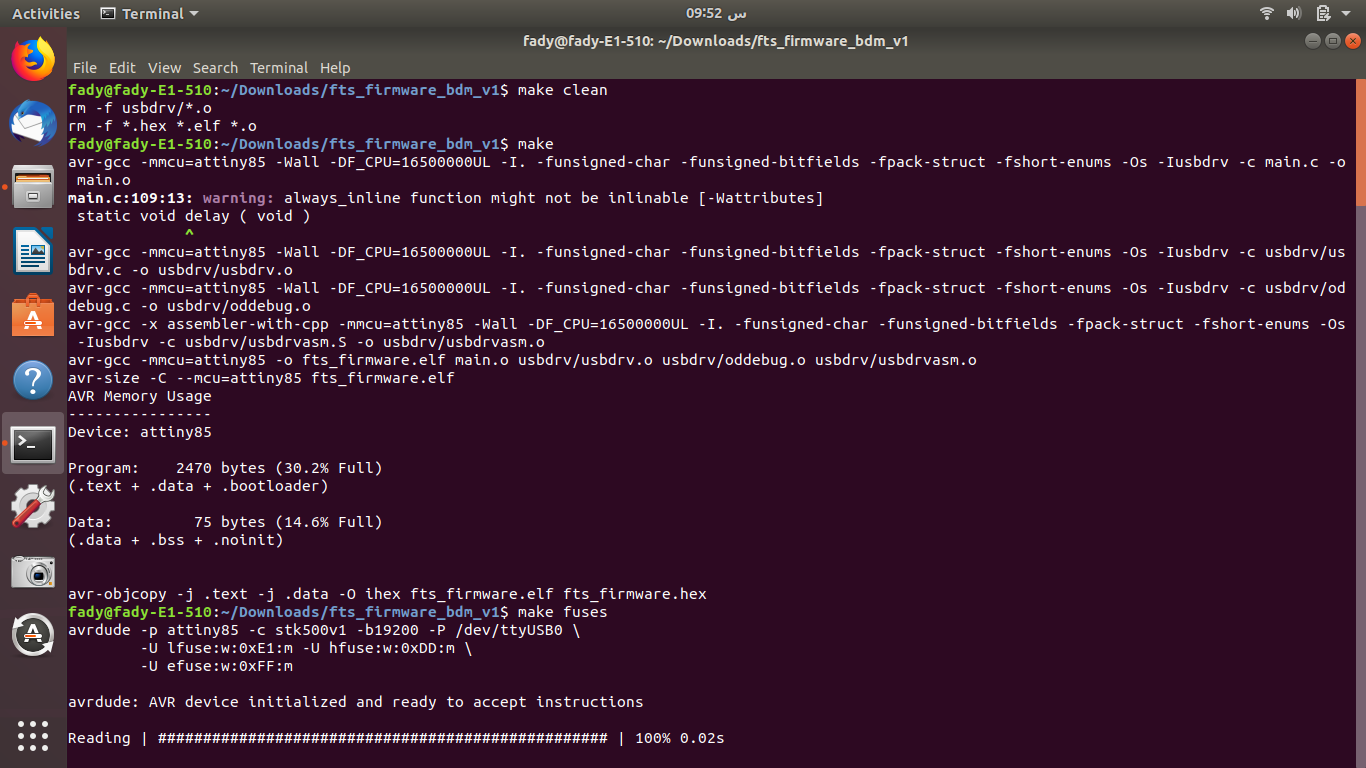
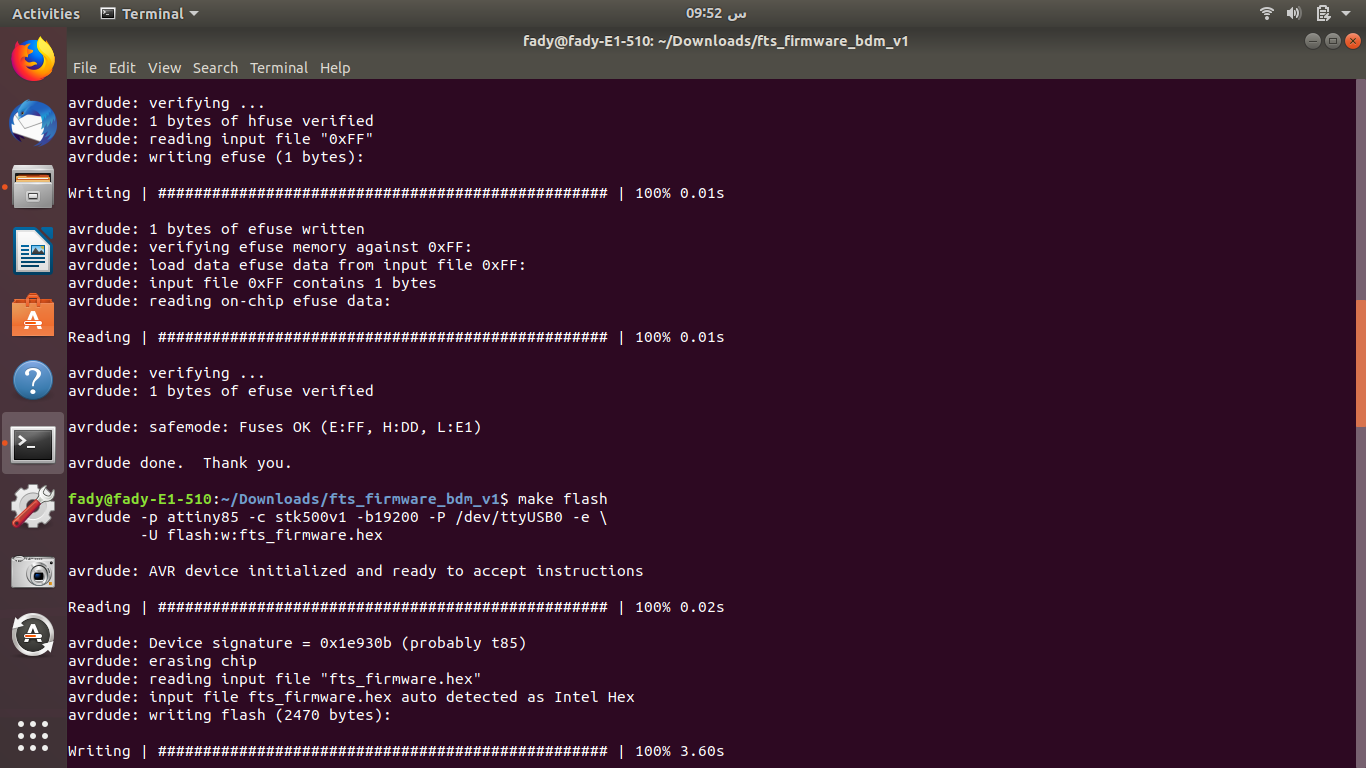
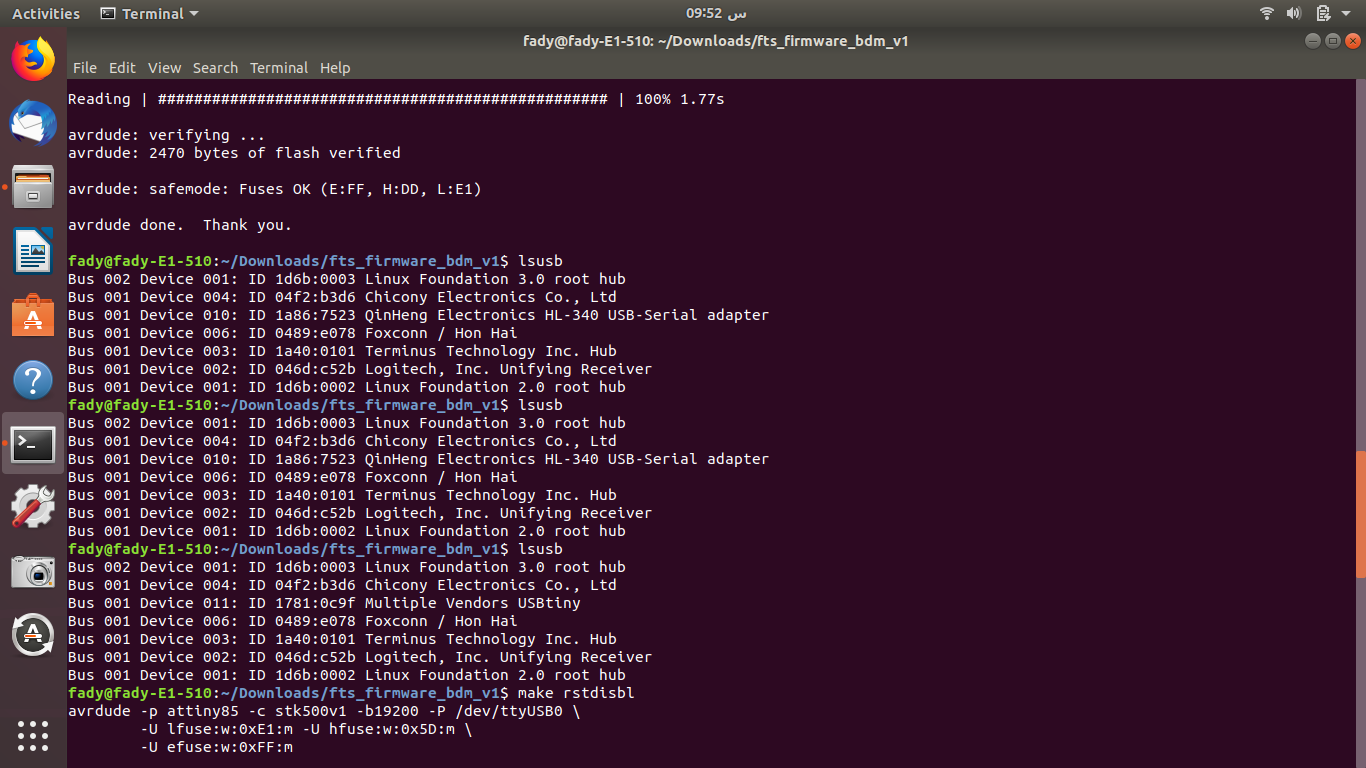
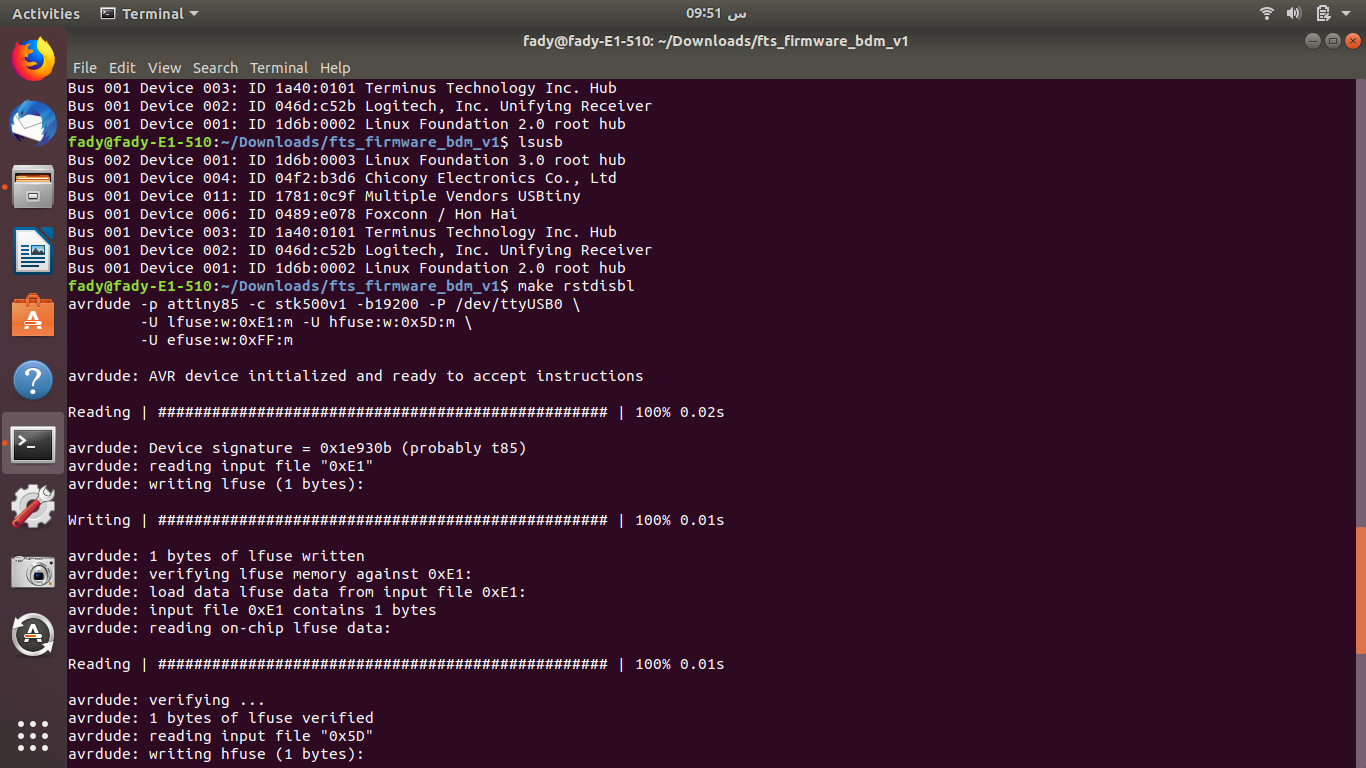
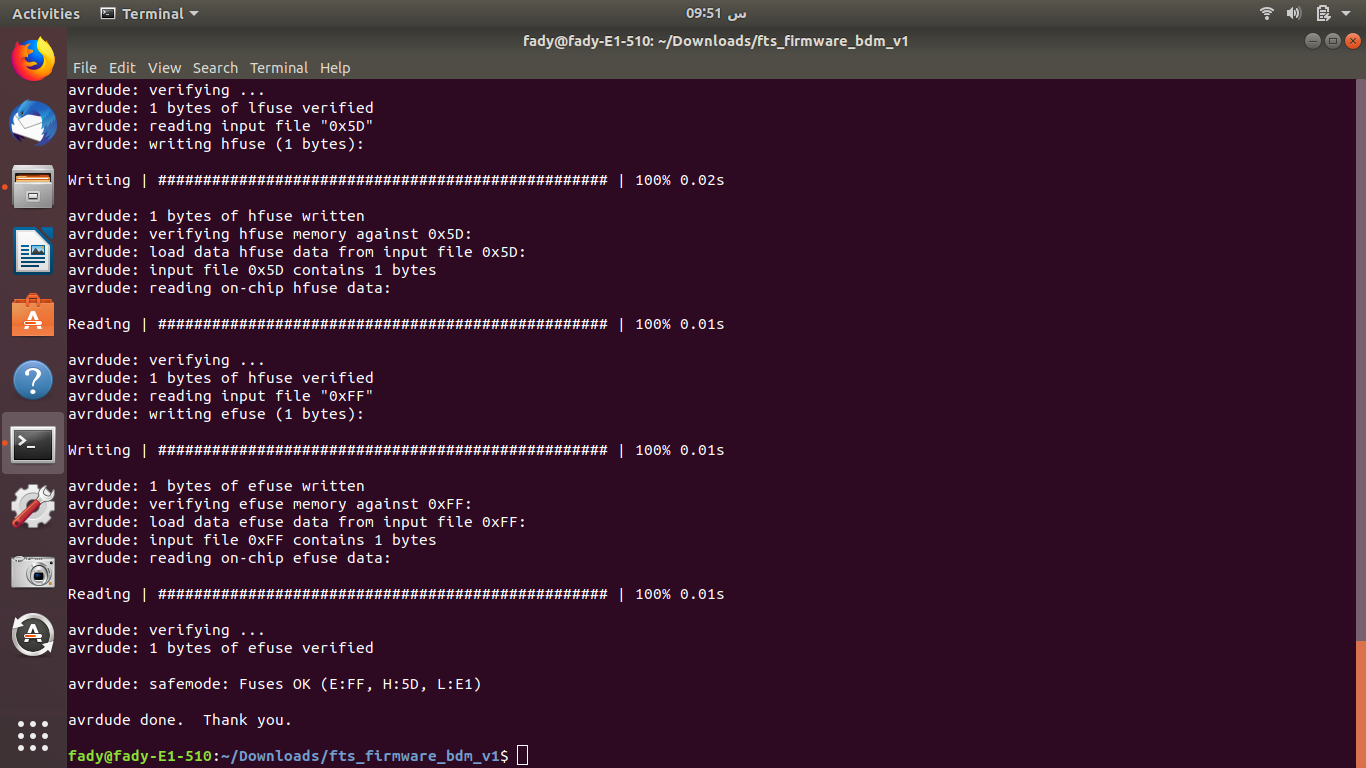
The steps for programming the ISP are:
make rstdisbl