13. Molding and Casting¶
Hi! This week is divided in to the following:
- Group work on reading the Data Sheet of the Silicone and resin
- Designing the 3D file
- Milling the Wax mother mold
- Casting silicone to make the mold
- Pouring Epoxy Resin into the silicone mold
Group work on reading the Data Sheet¶
Please find the group work on Himanshi Jain’s webpage.
Datasheet PDF: SILASTIC™ RTV-3483 Mold-Making Base
Designing the 3D file:¶
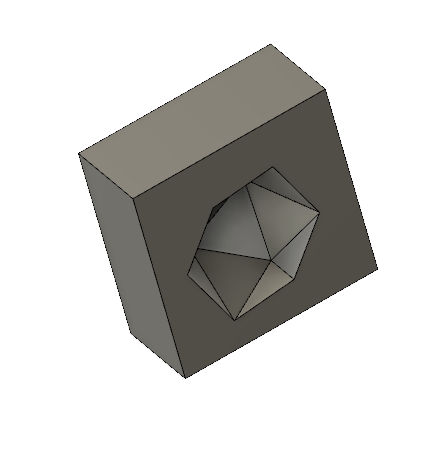
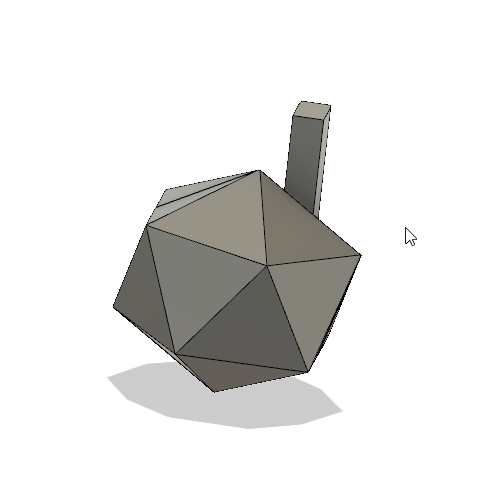
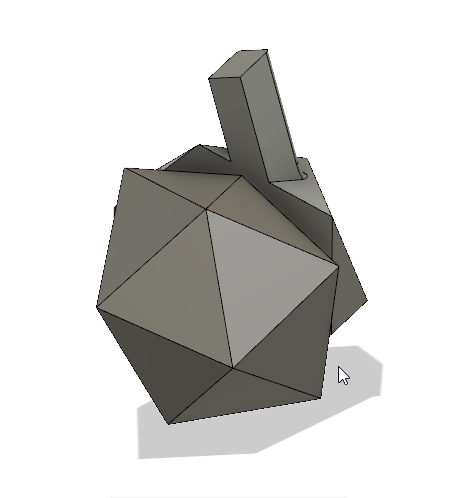
For this week’s assignment, I wanted to make a dice- specifically a 20-sided dice used to play Dungeons and Dragons and other similar TTRPGs (commonly known as a D20)
So I began working on fusion to the shape of the 20-sided geometry. A 20 sided polygon is usually called an ‘Icasohedron’. I made use of this tutorial to make the dice:
Design an Icosahedron the Easy Way in Fusion 360 with 3D Sketch
My CAD:

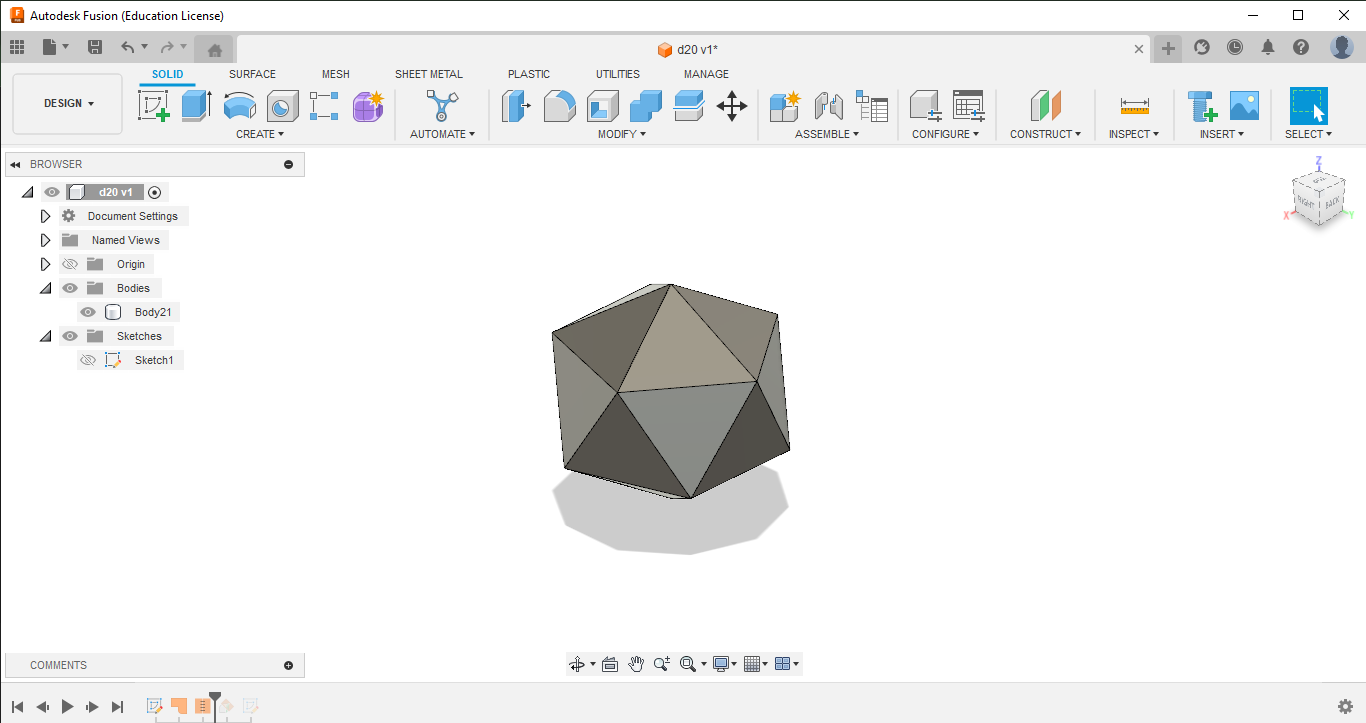
This was the first time I used the 3D sketch option on Fusion though I have been using Fusion for almost three years!
A 3D sketch in Fusion 360 is a way to draw shapes and lines directly in three-dimensional space, instead of being limited to a flat 2D plane. Unlike regular sketches that are drawn on a flat surface, 3D sketches lets you draw in all directions (X, Y, and Z). You can create more complex shapes and designs because it is super handy for creating paths for sweeps or lofts.
You can activate the 3D Sketch tool in Fusion 360 by checking the box which says “3D Sketch” in the right-hand panel that shows up once you enter Sketch mode. Next, once it is active, you can select the plane you wish to draw on and then continue. You can change the plan at any step.
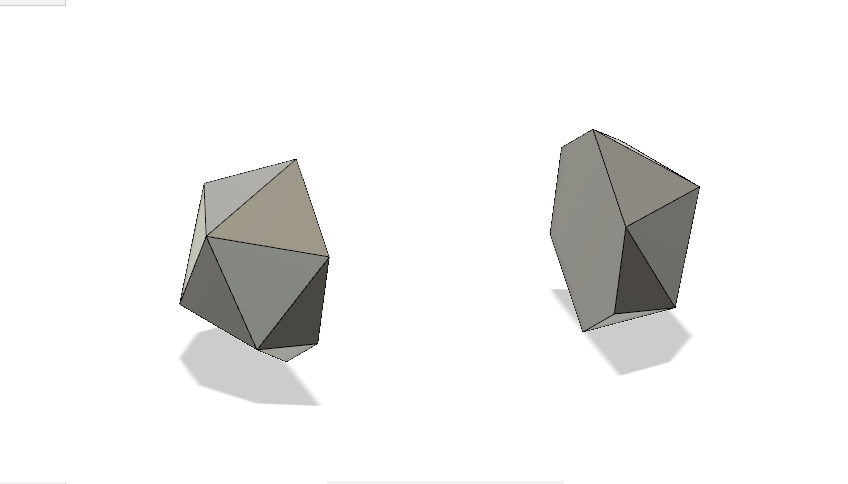
Post this, I split the body into half along a central intersecting plane. This way I could make a two-part mold.
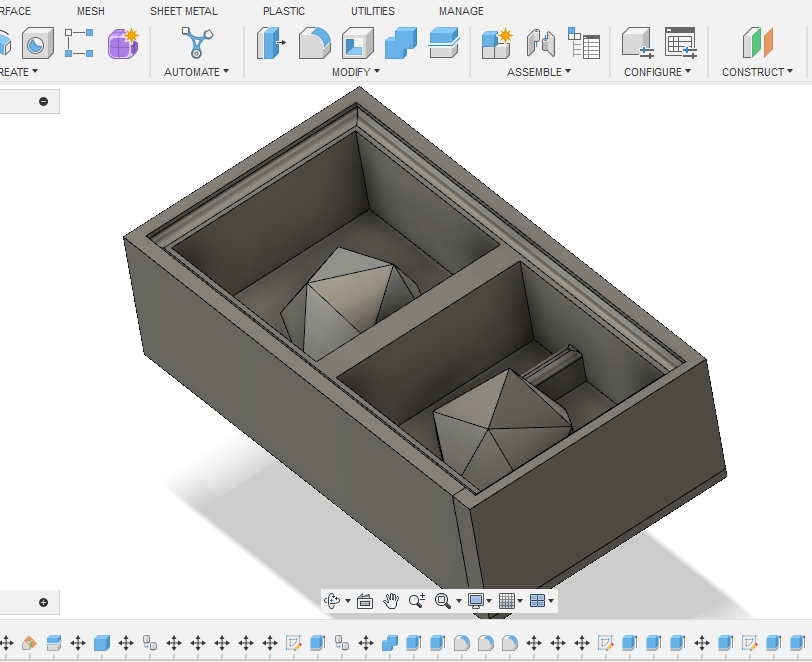
I made the mold body refering to Adrians documentation, where he mentions giving a bevel at the top edge so that the silicone can be released easily. I also gave a solid tube like area for pouring the resin in the final mold. This solid tube would reflect in the silicone mold as an empty space and will allow me to inject resin into it.
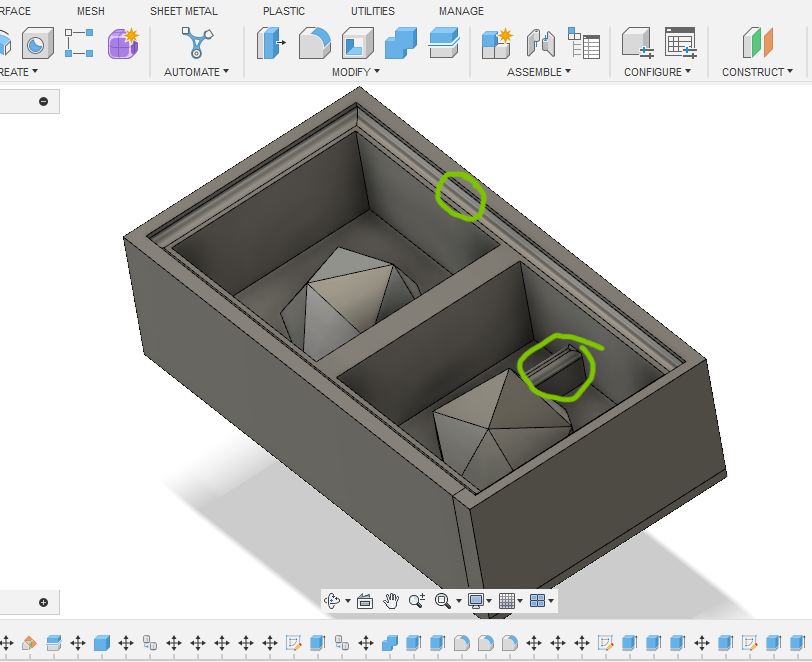
Hightlighting the bevel edge and the tube.
To make the above mold on CAD, you first make a cuboid. Then, you make two smaller cubes and place them such that they intersect with the main bigger cuboid. Using the boolean operation, you cut through the main cuboid (the smaller cuboids act as tools). Then, you split the dice along the central axis and rotate the bodies and place them on the base of the cuboid mold you have just created. You can add the bevel by simply extruding a smaller rectangle and then giving it a fillet.
This is how the silicone mold should turn up.

Milling the Wax Mother Mold¶
Next up, I saved the body as an STL and took it to the SRM-20 machine. Here, we use the SRP Player software to send the STL file to the machine.

We used the same machine we had used for our PCB milling- the Roland monoFab SRM-20. For Wax milling (3D milling). To attach the Wax block to the machine bed, we used double sided tape.
SRP player¶
We used the SRP Player software to create toolpath along with VPanel to control the machine.
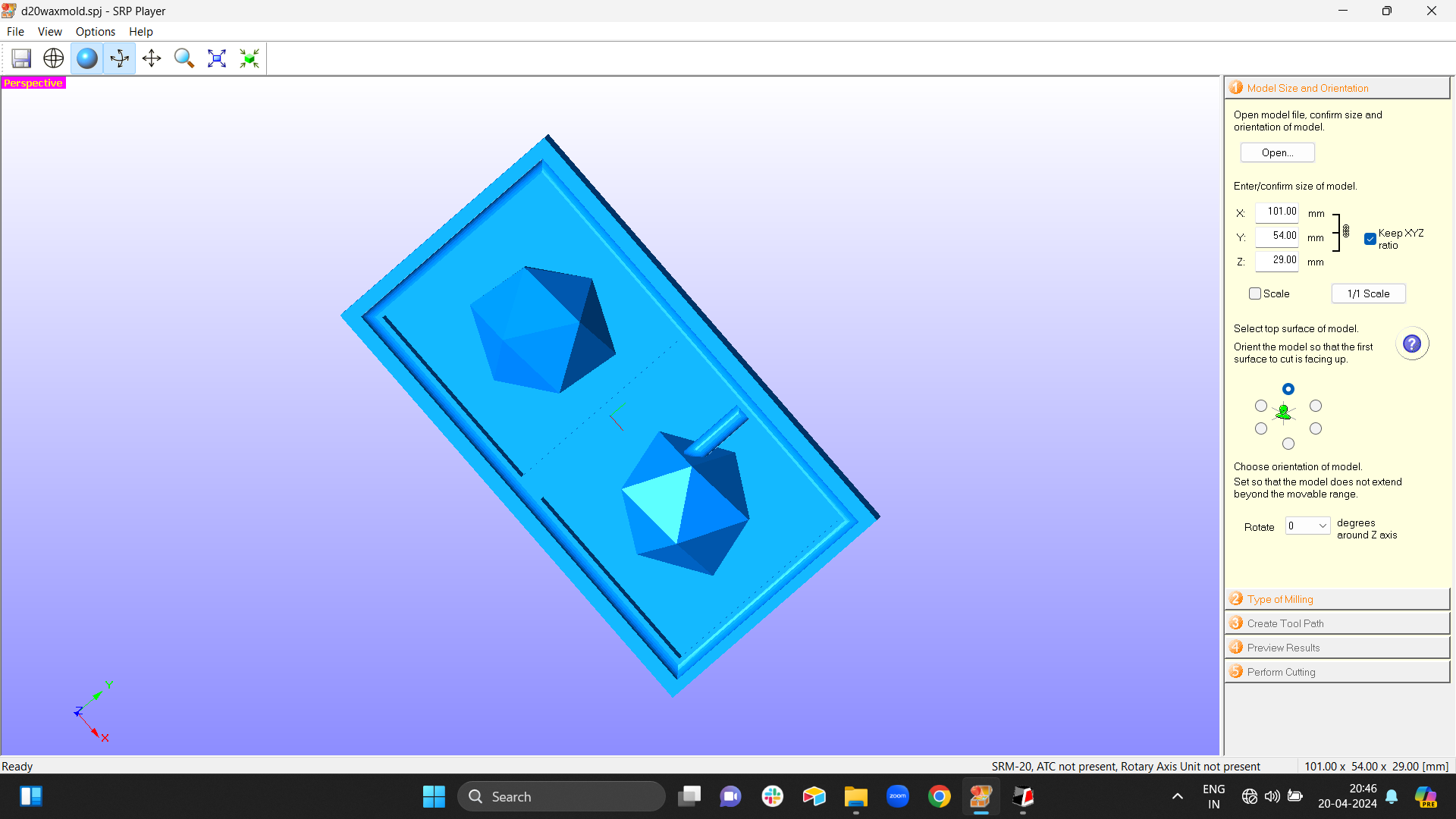
1. Model and Size Orientation:
First set orientation and scale of your STL file. Use the tools on the top left to assign the XYZ axes correctly to your model:
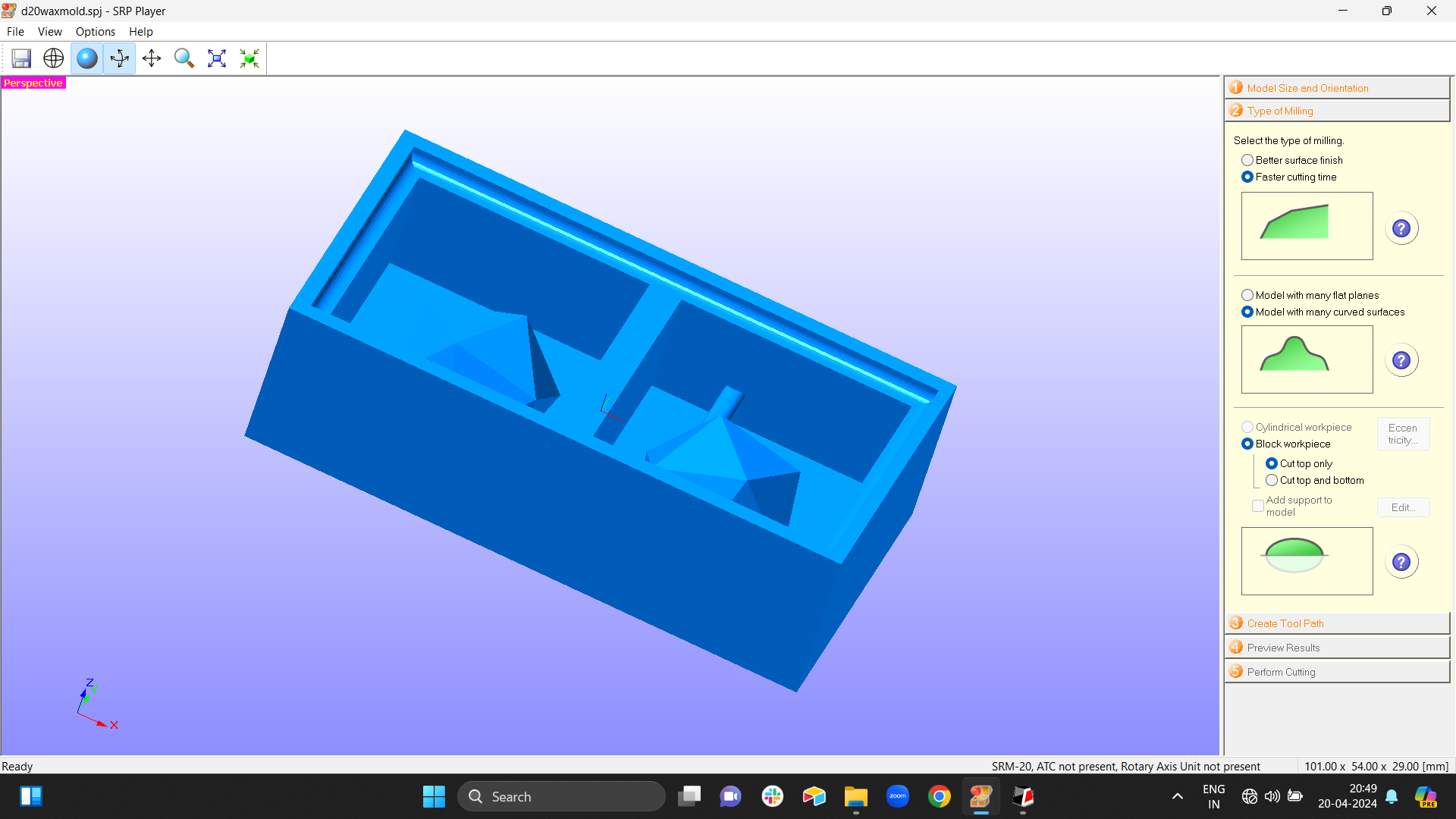
2. Type of Milling:
Next, select the milling type- Faster cutting (Roughing) or Better Finishing (Smoothing). You can choose to do roughing first and then smoothing.
You can also select whether your model has curved surfaces or flat surafces.
Next, select Block workpiece as the Wax block is being milled, and select Top only as we are milling only on one side.
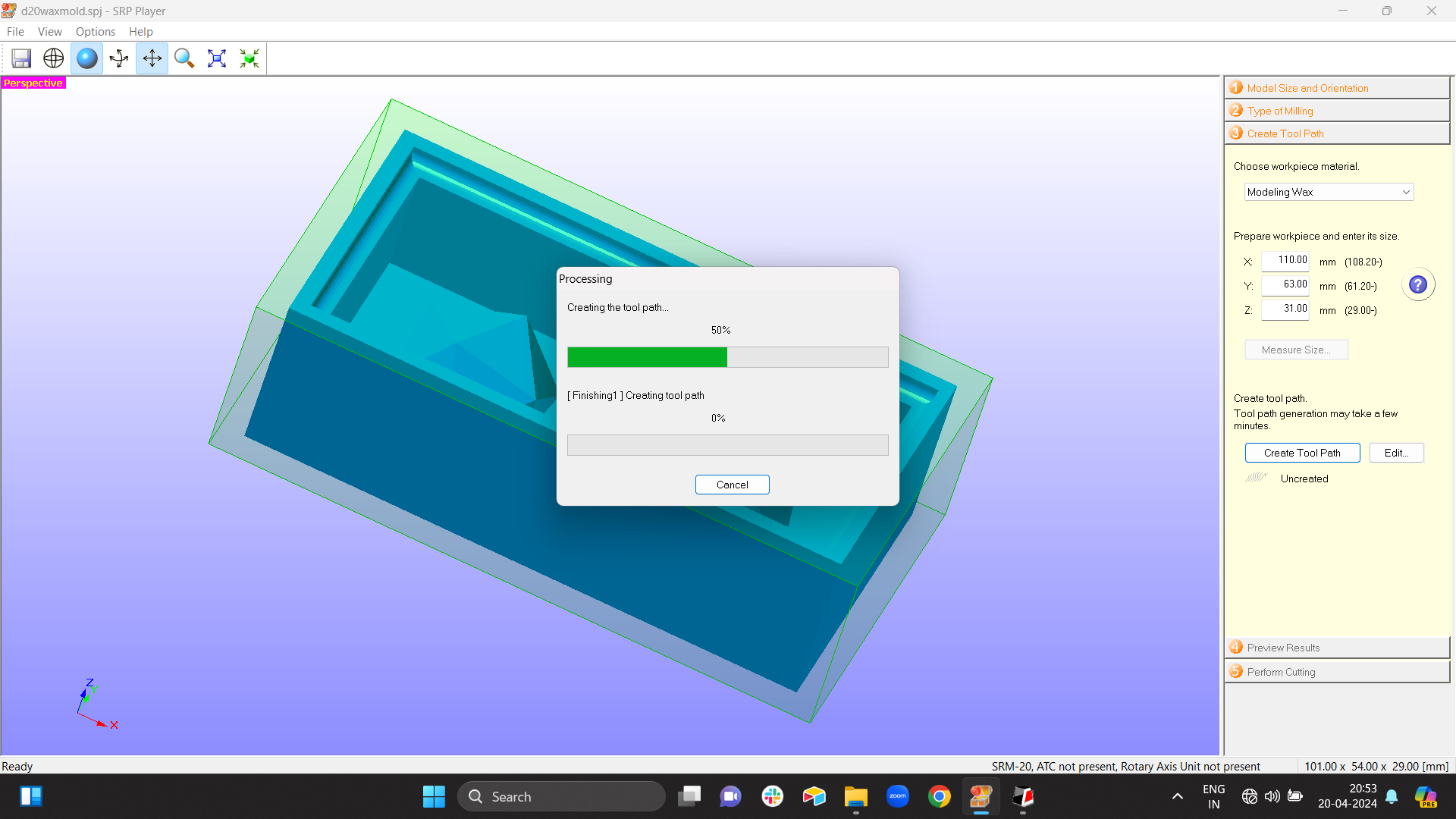
3. Create Toolpath:
Choose material as Modeling Wax. And give the dimensions of your STL file in the measurements section.
You can edit your tool settings by clicking “Edit”. Once done, hit “Create Toolpath”
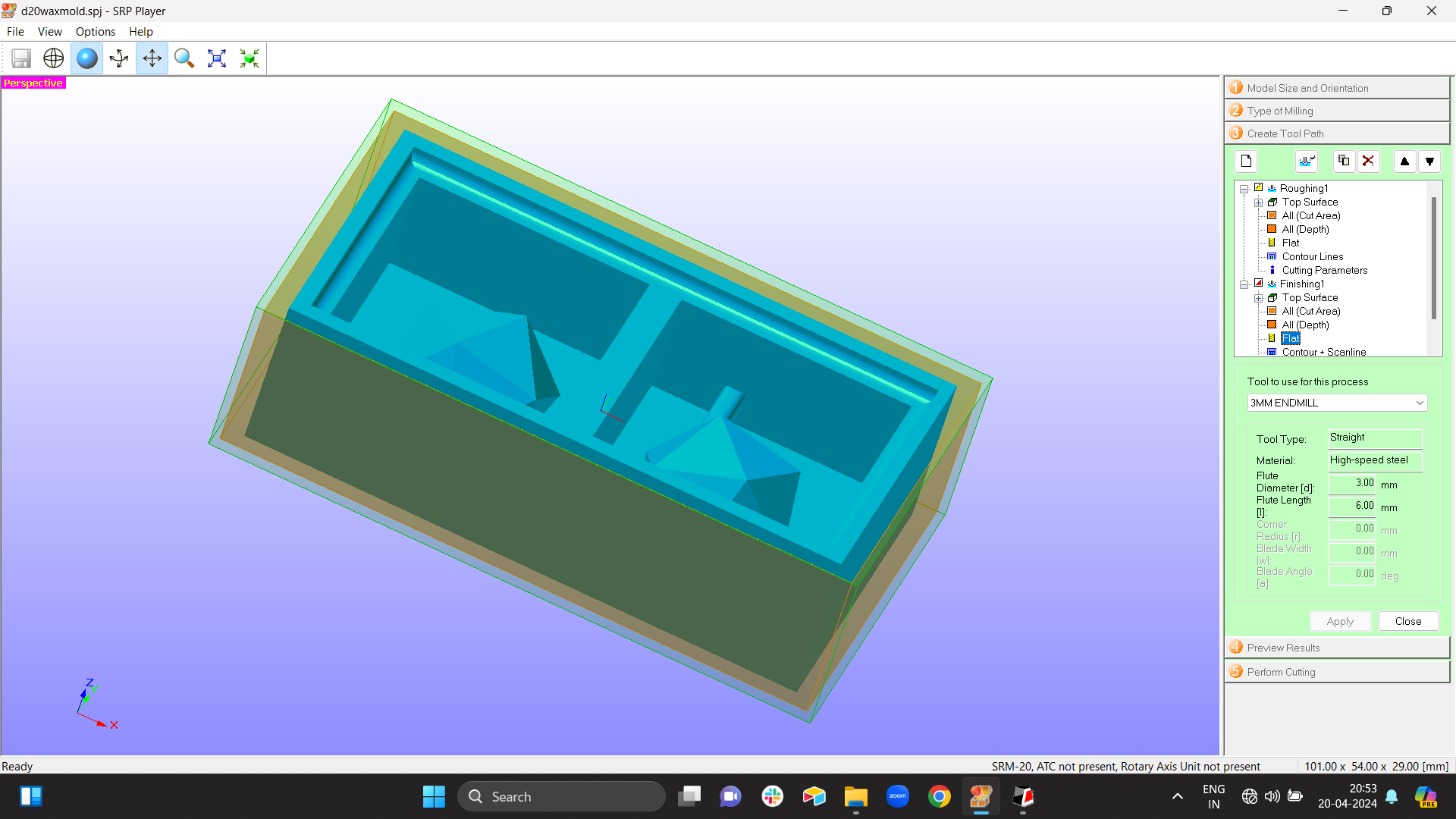
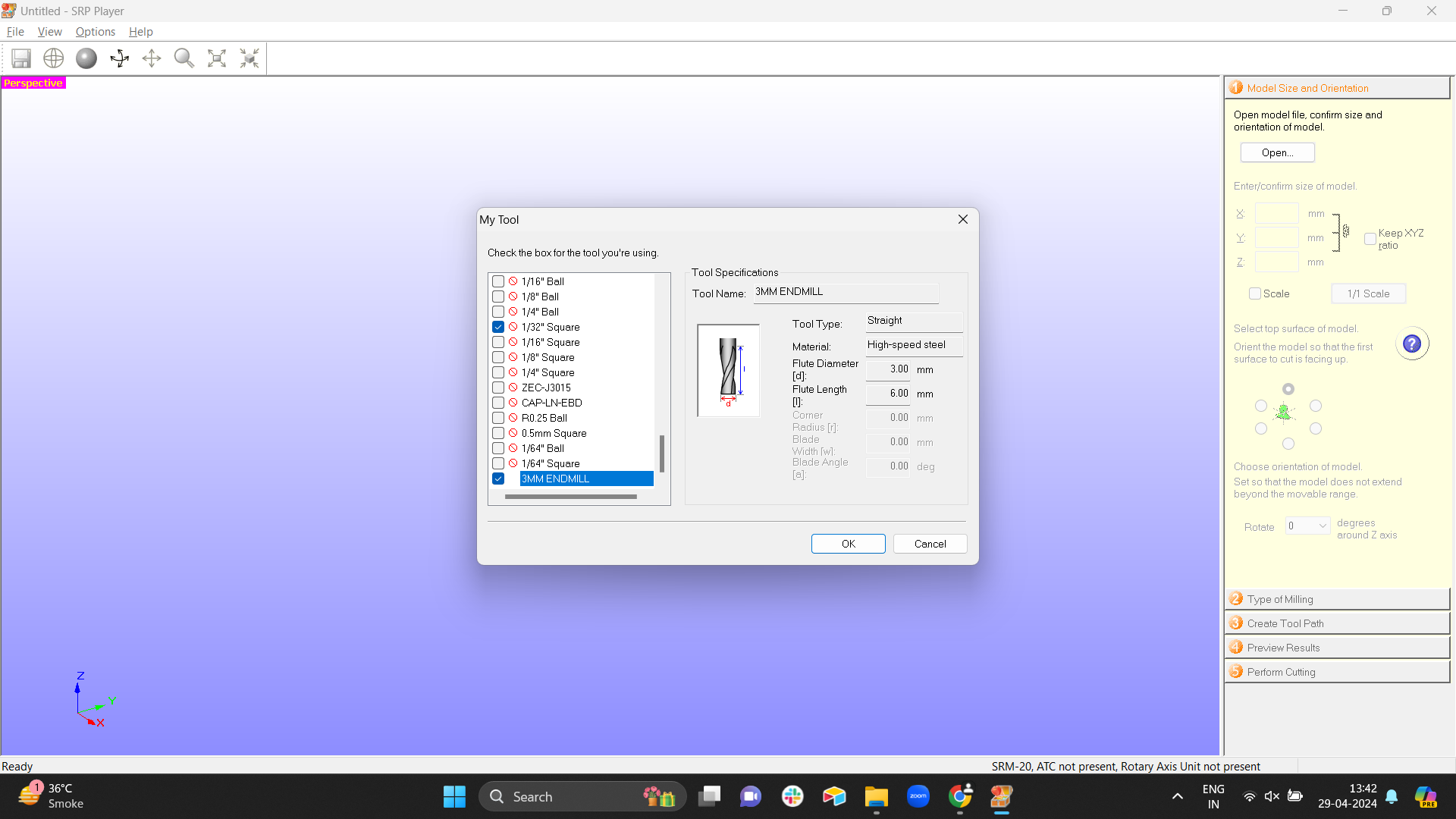
When you Edit the toolpath, you get the following options.
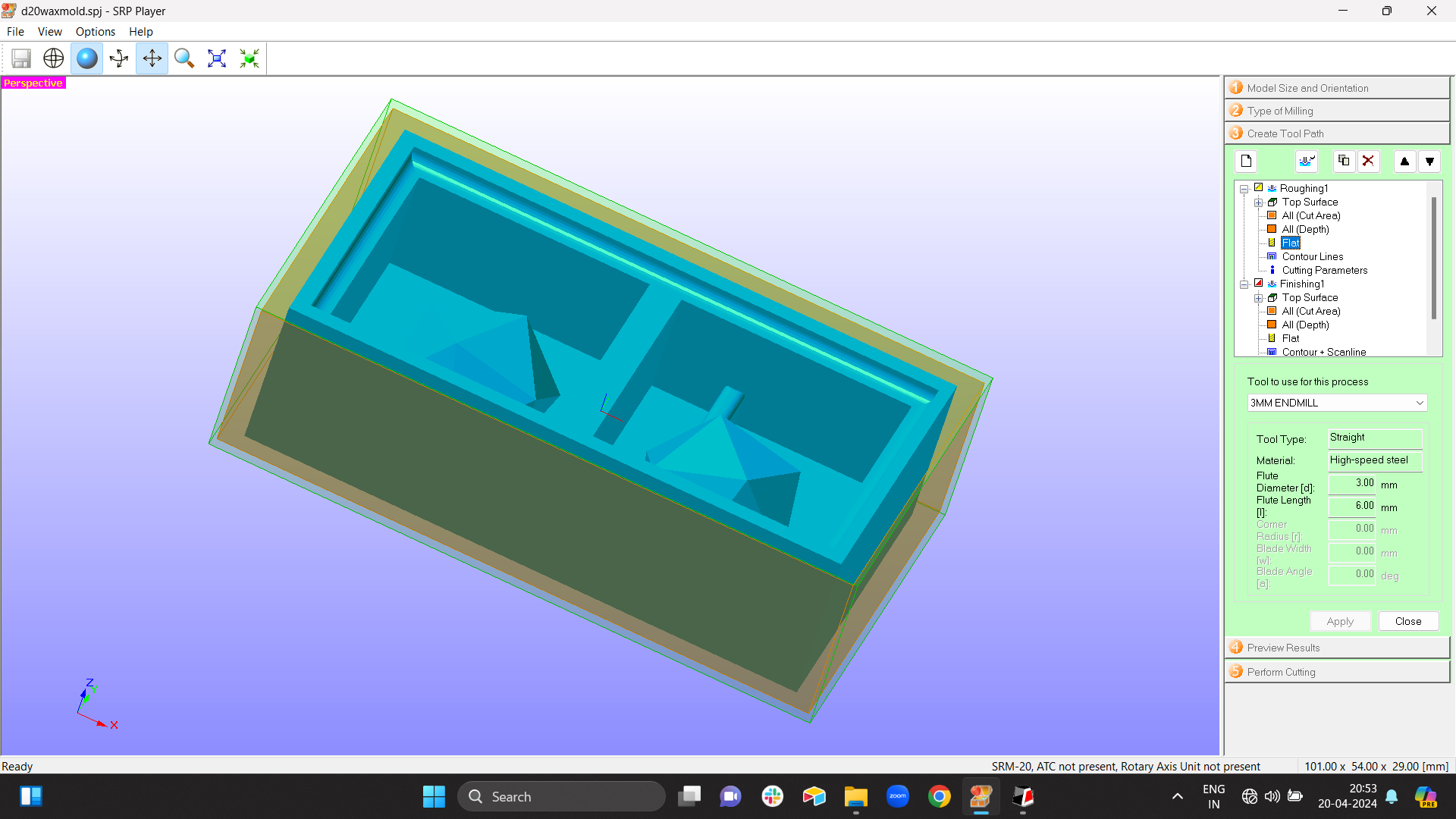
Under Roughing, make no changes. Let the tool be a 3mm flat endmill.
Under Finishing, change the flat tool by clicking on it. Then click on the dropdown and select the Ball tool. Since we did not have a ball tool with us in our lab, we went ahead with the flat endmill itself.
4. Preview toolpath:
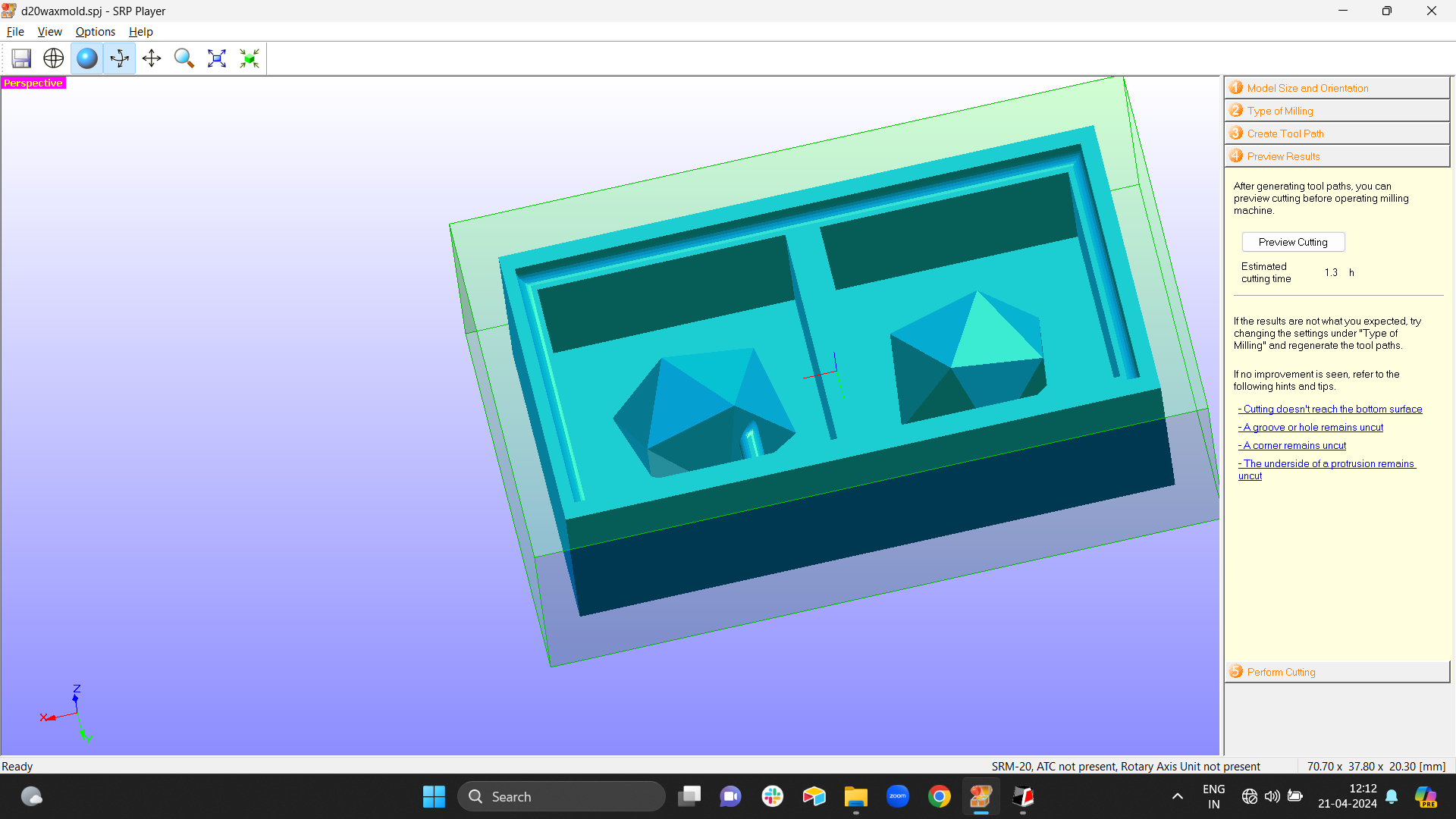
You can choose to preview the toolpath with this option.
5. Perfom Cutting:
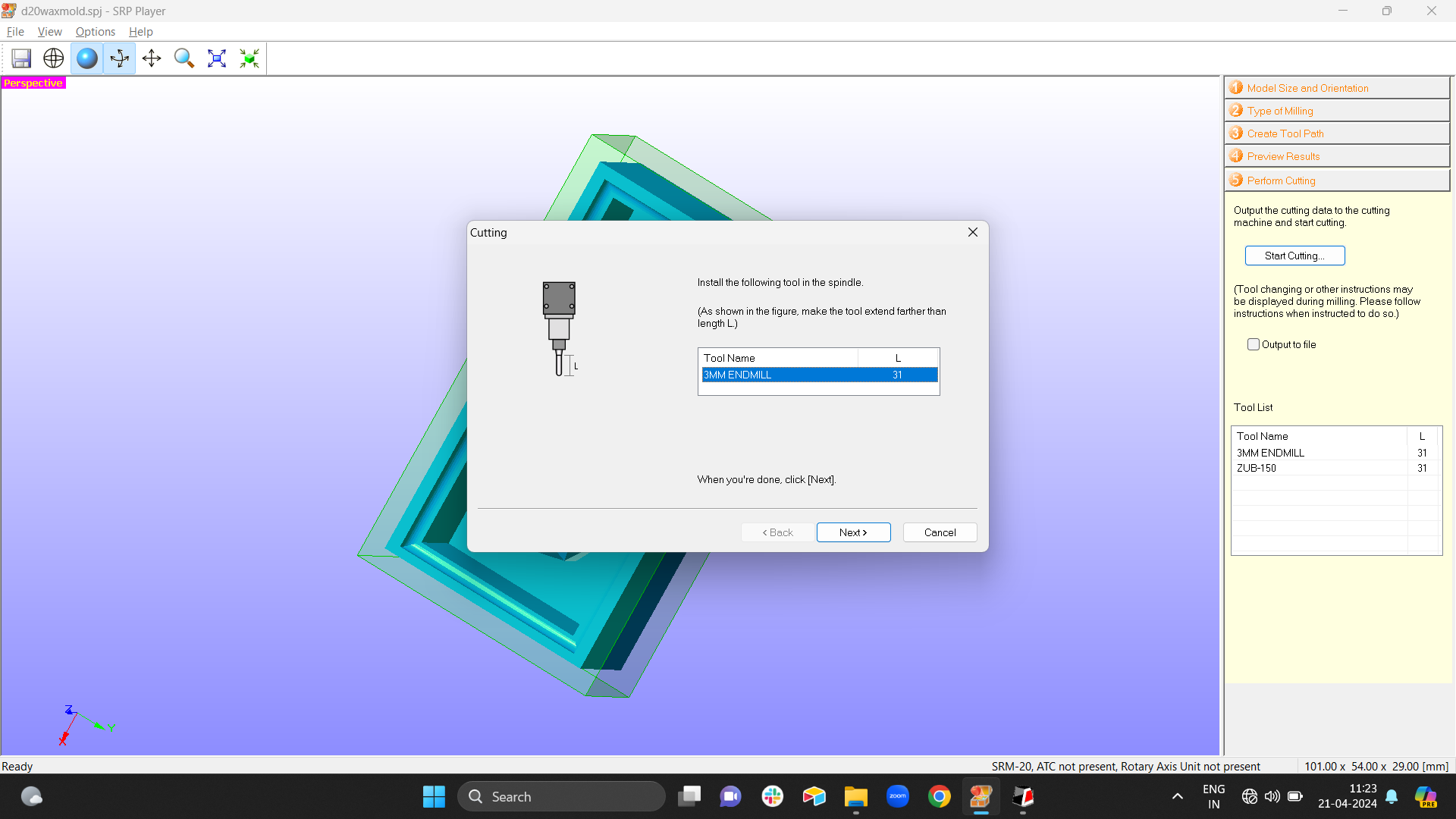
Once the toolpath is created, click on Start cutting.
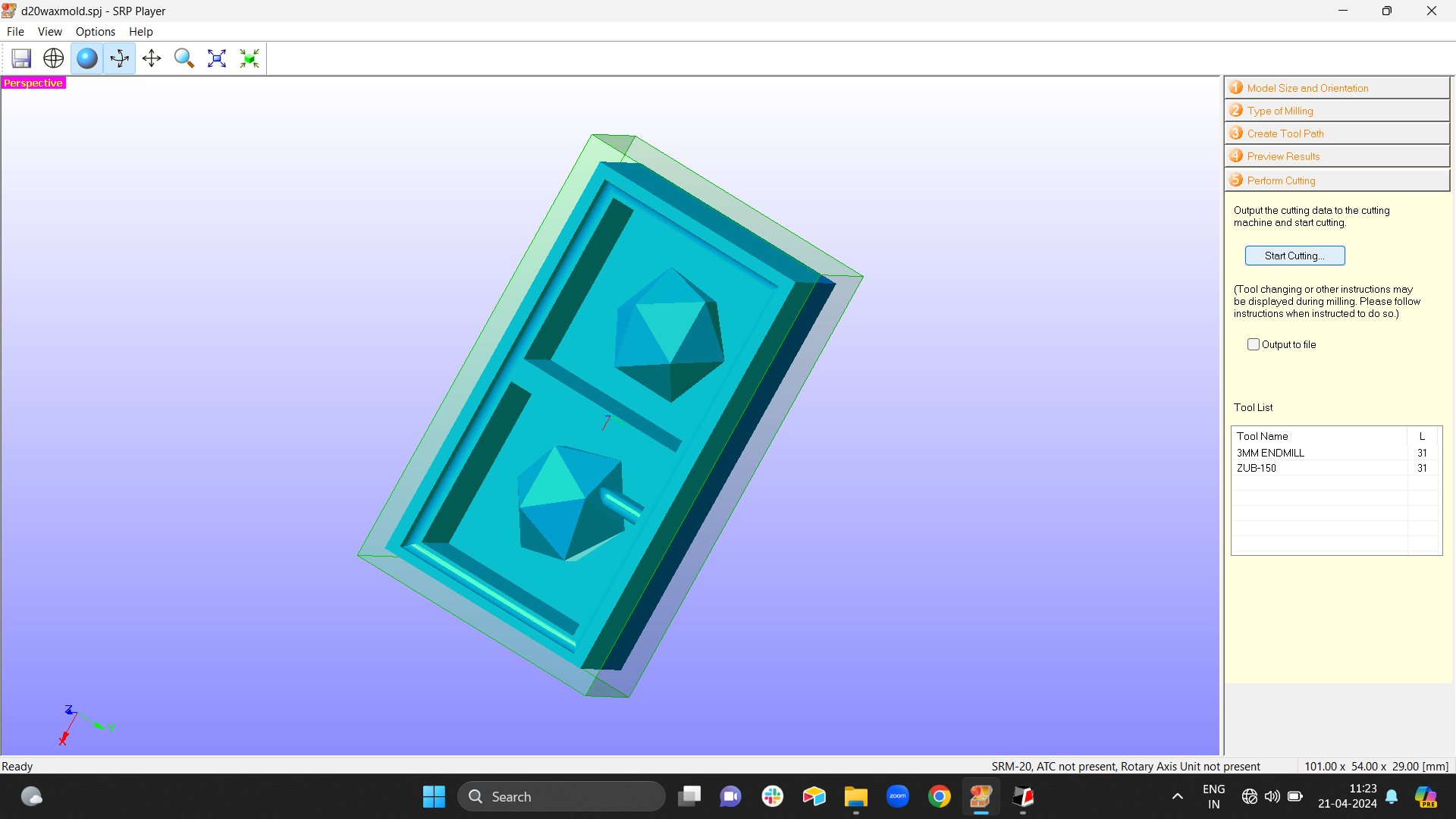
A dialogue box will pop-up asking you to ready the tool on the gantry.
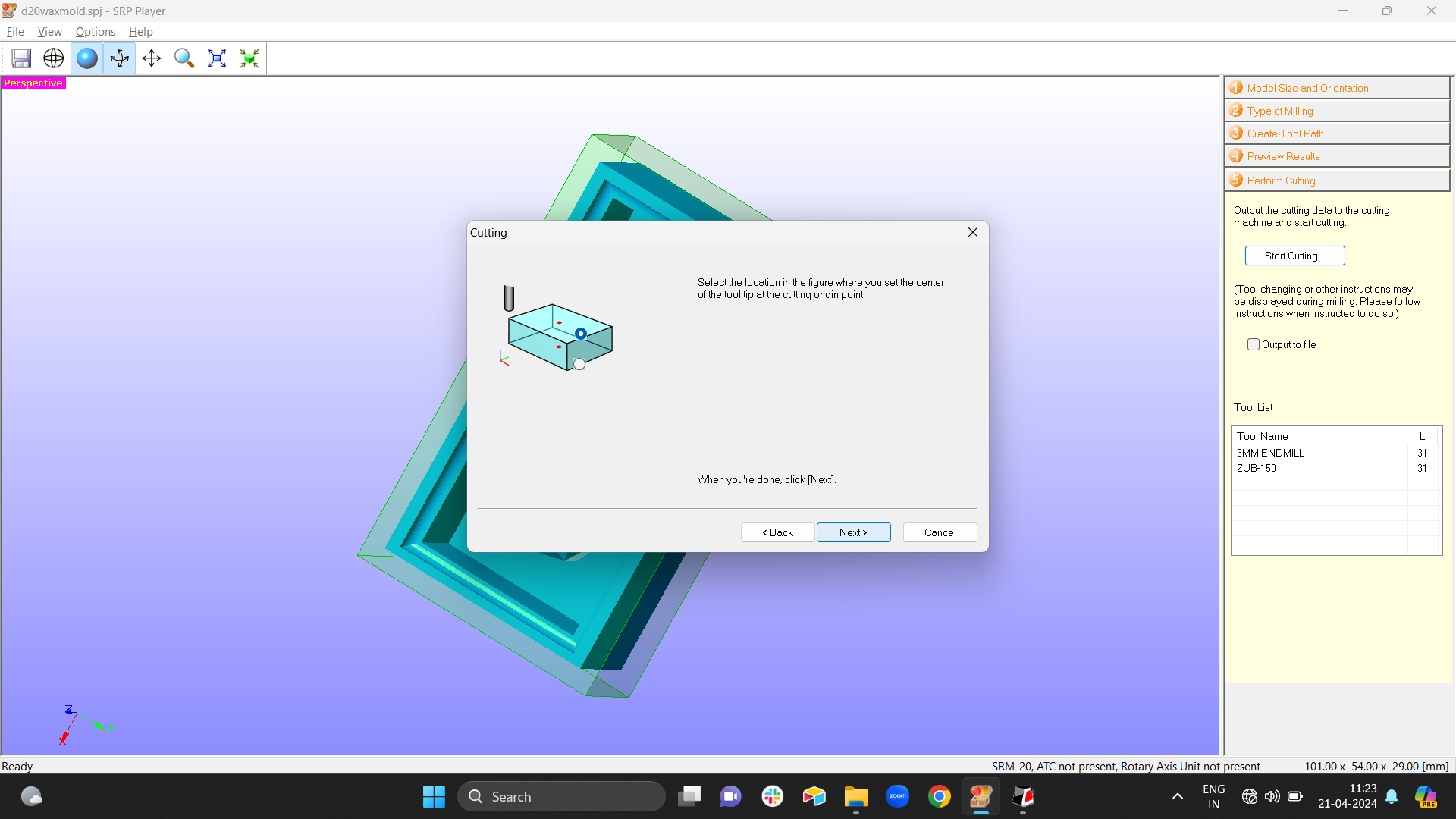
Then, it will ask you to set the XY Origin as the center of your file. You can set the XY origin using the Vpanel software.
Quick tip: What you can do here is get the measurements of your body from your CAD software itself (I used Fusion 360). Then, on your wax block, use a pointed object such as a pen or a steel scale and very lightly mark the borders of your body. Connect the corners of your body’s border to get the center of your body. This way it will be easy to mark the center of the body as the XY origin of the machine.
Z origin is done similarly to any other milling machine- set the Z-axis origin to surface of the wax block, at the point where the toolbit meets the wax.
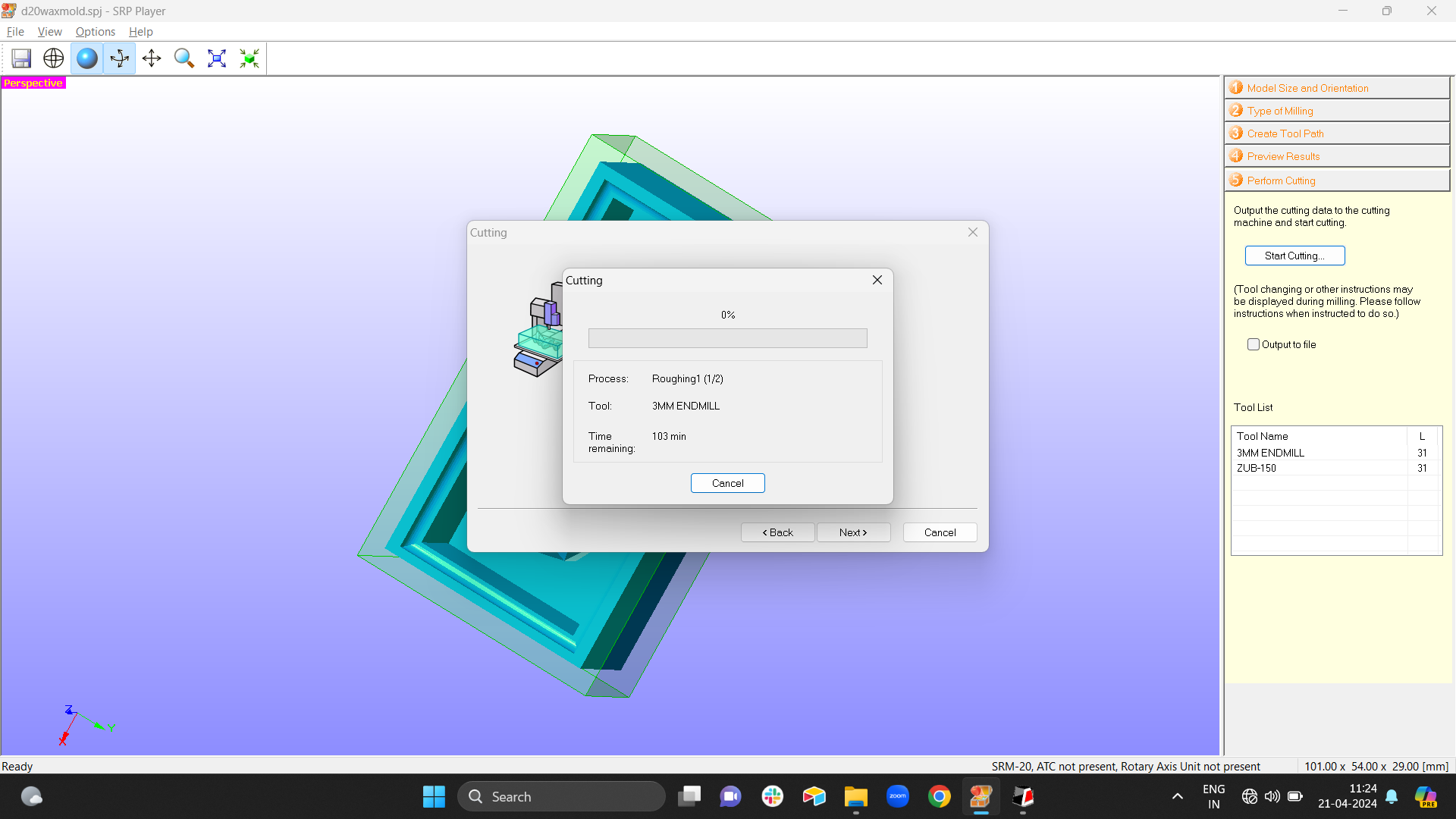
Next, start cutting!

It shows you the time remaining:
6. Adding/Removing Tools from your Library:
Go to the “Options” menu on top and select “My Tools”. You can also Add/Remove Tools and/or Materials under the same Options.
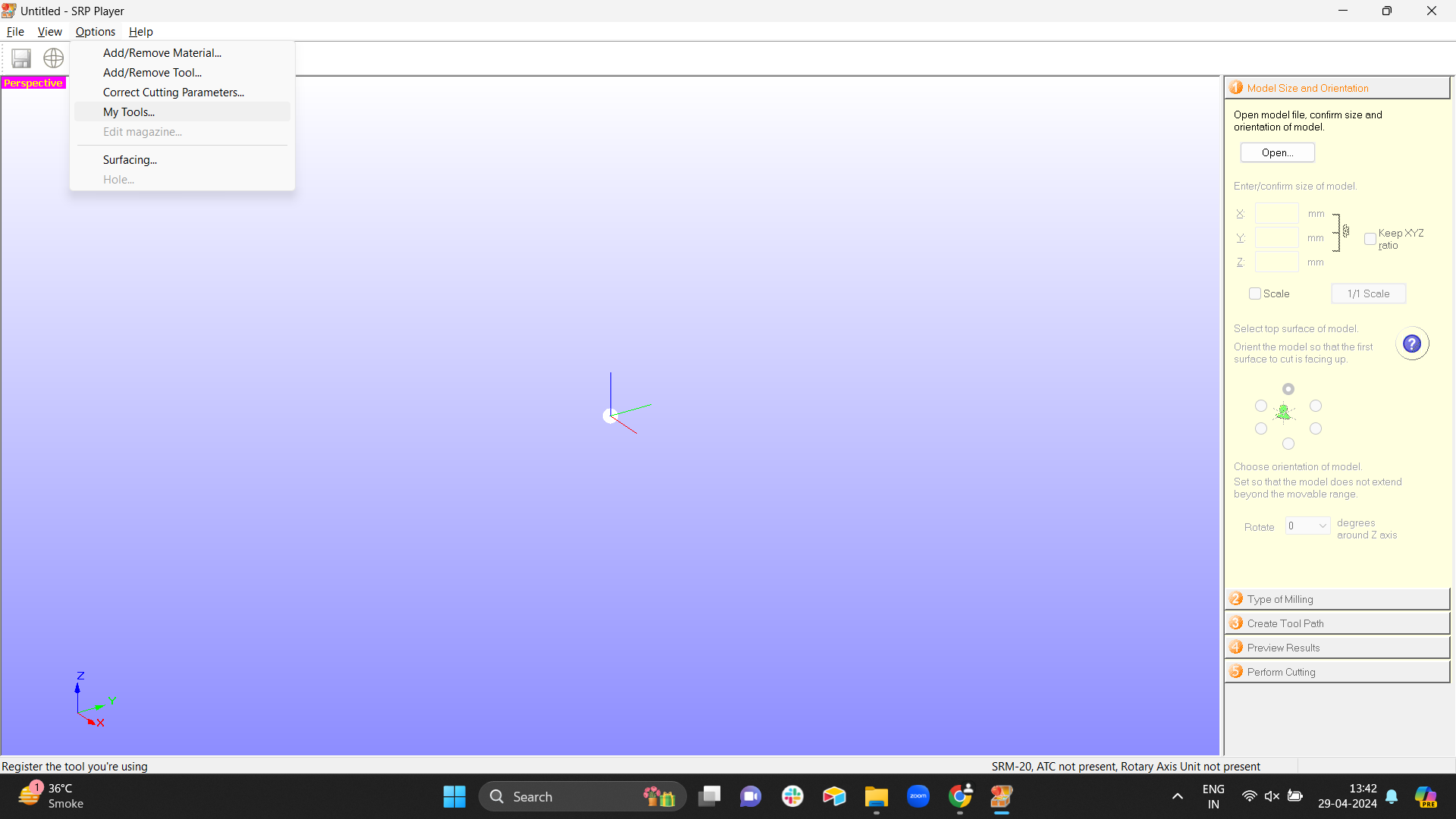
This dialogue box should open up.
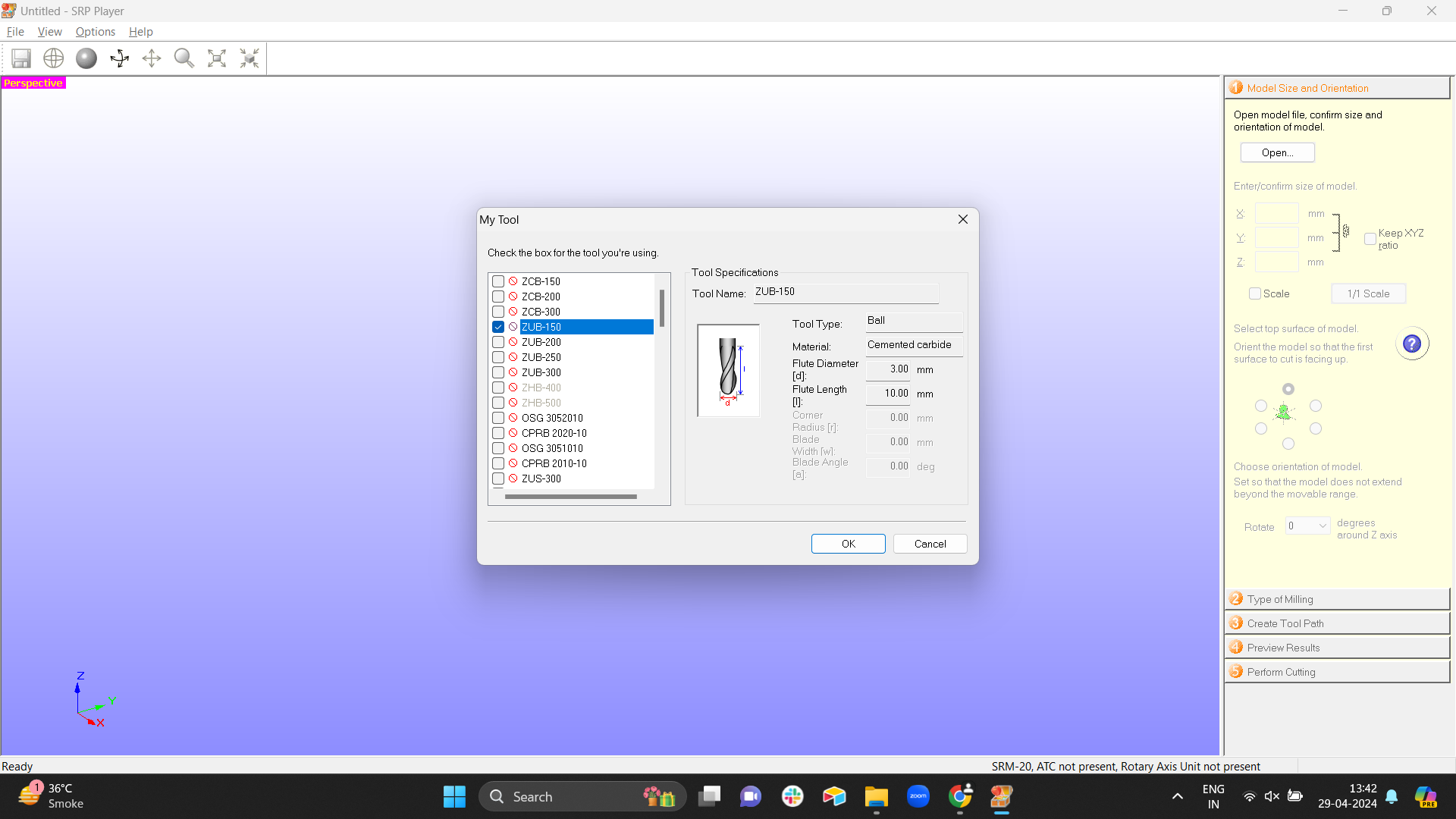
Here you can simply select the tools that you have with you and will be using to do the milling.
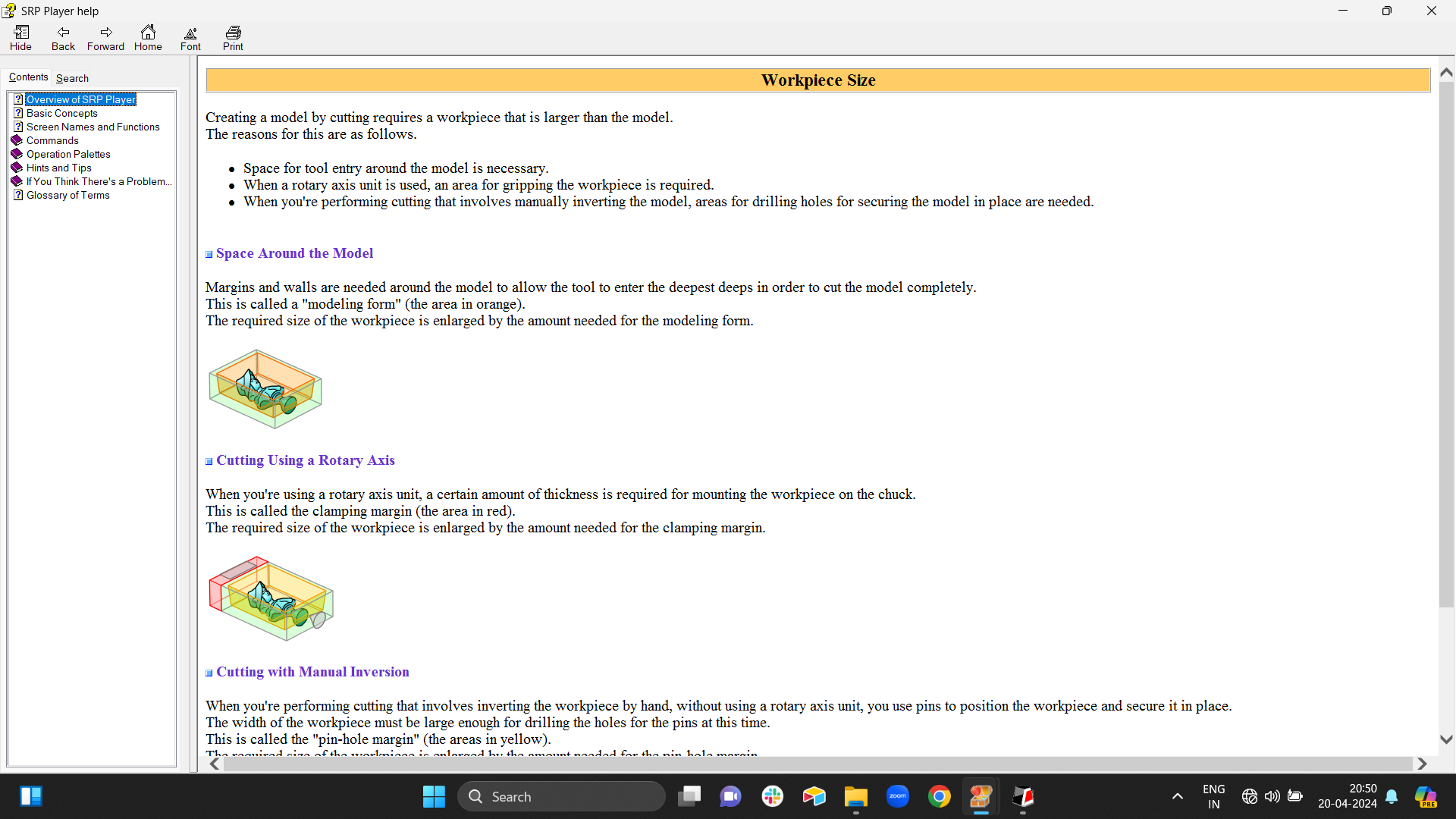
7. Help option:
If you need Help at any point, you can click on the Help option and a guide will show up to help you in using the machine effectively!
We used the default values for all parameters such as the Feedrate, Spinning Speed, Cutting depth etc.
Wax milling errors¶
Error Message:
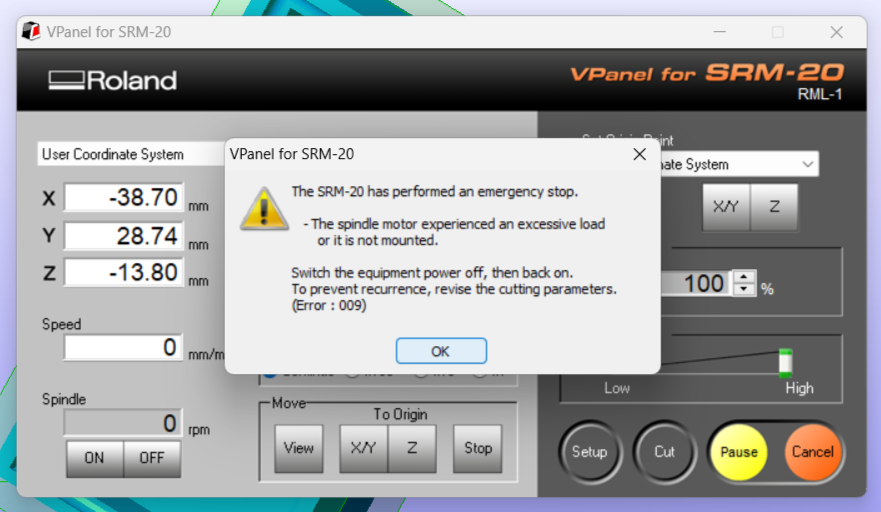
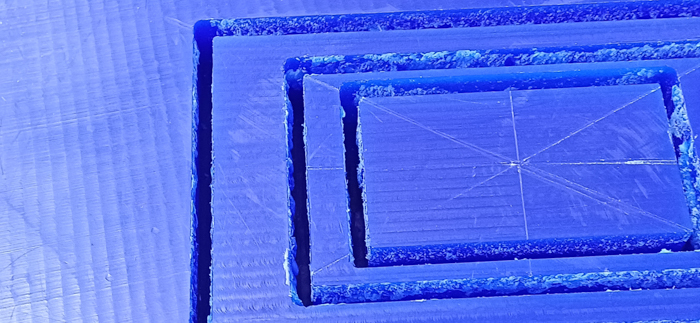
What was happening is that when the machine was milling out a border around my STL, it would scrape the wax away. As the depth of the border increased with each pass, the wax shavings would accumulumate and almost solidify in the crevices leading to a lot of pressure on the tool. This would force the machine to stop and display an error message stating that the tool is under force.
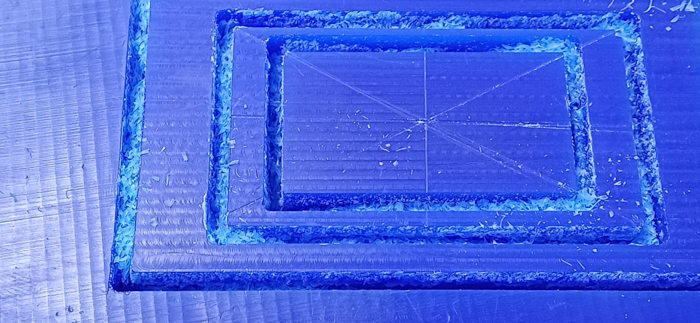
It took us a couple of tries to identify this problem. We thought that the size of the model was too much for the machine to handle and kept reducing the the scale of the model. As you can see, I tried 3 sizes, from the largest to the smallest, but the problem persisted because the depth of the border was still too much.
After the third try - the smallest, when I was trying to remove the shavings from the crevices, I found it difficult and stiff. So I used a vacuum to clean it out. This is when I realized that maybe the shavings were causing strain on the tool.
In my next attempt, I did a thing- I began PAUSING the milling process using Vpanel software and opening up the cover of the machine to vacuum the wax shavings from crevices. This way the force on the tool would reduce.
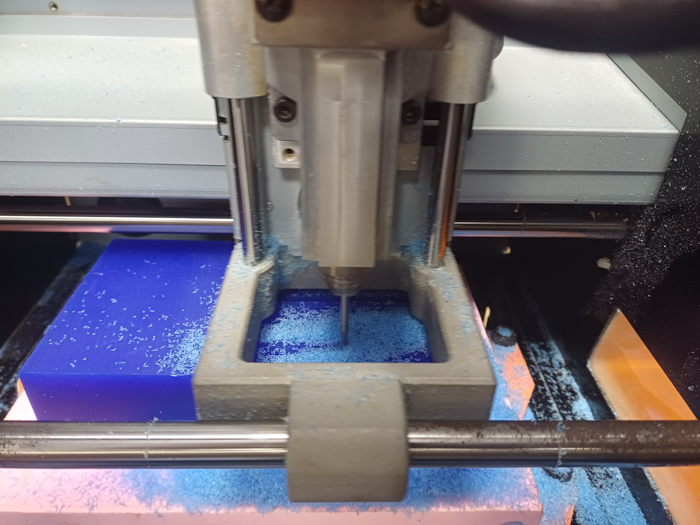
I did this every ten or so minutes, which was roughly the time it took for the wax shavings to accumulate…and VOILA!

It was completed!


Casting silicone to make the mold¶
Preparing:
We used silicone and hardener which we acquired from a local vendor.
To get the desired silicone mold, we mixed it in the ratio of 100:5.
For 1000g of Silicone, 50 g Hardener is used.
Hence, 20g Silicone, 1 g Hardener and 100 g Silicone, 5 g Hardener.
Make sure to use gloves, mask, and proper equipment while handling these chemicals.

Casting:
I mixed the silicone and hardner thoroughly after pouring them in the ratio given above. And the poured the mixture into the wax mother mold.

After pouring the silicone into the mold, I lightly started tapping the wax block to the table. This was done so that the air bubbles would rise up and escape and surely they did! I made sure that I was not tilting the wax while tilting it. When this method works, you would be able see the tiny bubbles on the surface of the silicone, and as you tap, they should burst and vanish.
I let it sit for sometime. By the time I entered the lab the next day, it had hardened well. I could tell because it was no longer sticky to touch- that is a good trait of liquid silicone.
I carefully removed it from the wax. Here, the beveled edges helped as I could easily pull the edges out and then take out the whole mold.
Outcome:
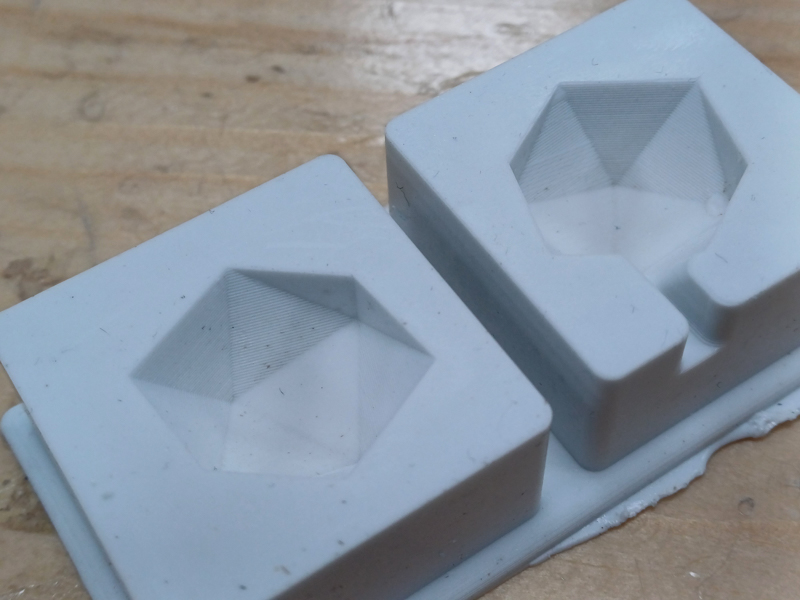


I was happy with the silicone mold!
Pouring Epoxy Resin into the silicone mold¶
First try:¶
We got craft resin from a local vendor. This had to used in a 2:1 ratio.
For 2 parts of Resin, 1 part of the hardener.
Preparing:

Pour the resin and hardner in separate containers according to the ratio given. Then, mix then into one container and stir continuously. Make sure you don’t stir in the vertical direction as that can cause air bubbles. “Shear” it side-to-side as Neil would say.
In mold:
Bring your silicone mold together with the help of rubber bands and pour through the opening.
Here, I had a two parts of silicone, so I rubber-bound them together and used a syringe to pour the resin.

After pouring:

Degassing:
In the silicone pouring, I had tapped the wax block on the table. For the epoxy, I did not do the same as it is not a hard material like a wax block and would break open if I tapped it on the table. Instead, I gently squeezed it in an attempt to release bubbles. However, this did more than that- the resin itself leaked out when I squeezed the silicone mold. So, I stopped and filled the resin back into the mold.
My friend Nikita had suggested using a small pin or toothpick and inserting it into the set resin. This would cause the bubbles to escape. So, I gave it a shot. However, I don’t think it worked because the resin ended up curing with a lot of bubbles inside.
Outcome:

As you can see, the two halves of the D20 are not aligned well.

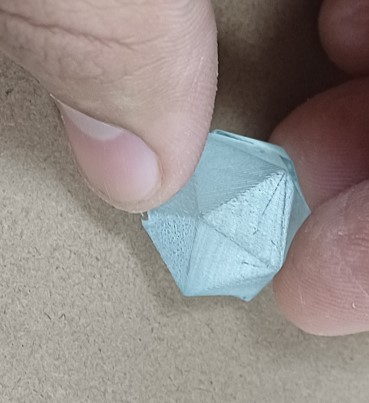
Moreover, there are a lot of bubbles in the resin.


Other resin attempts:¶
Because the outcome of the first pour was not as good, I tried pouring it multiple times.
Second pour- Only half of it cured, the rest leaked out of the mold.

I tried to drill and sand into this dice so that I could attach an LED at its base. However, the drilling was a bit difficult so I set it aside.
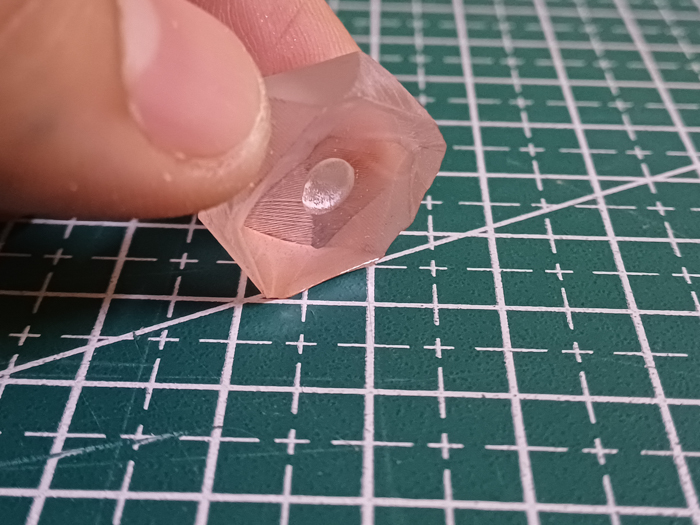
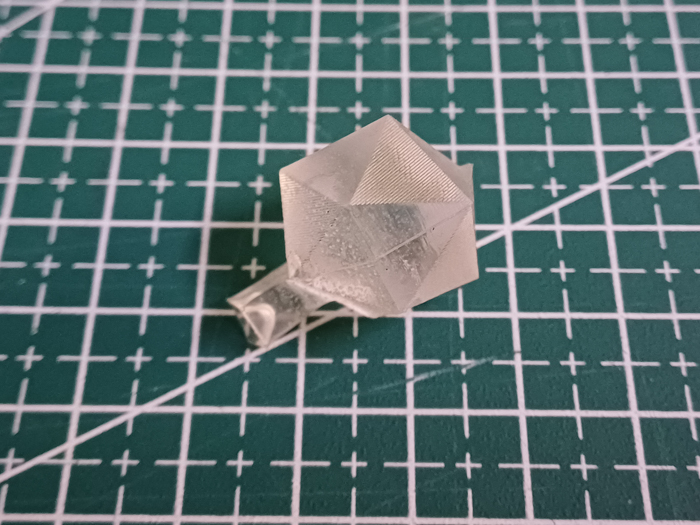
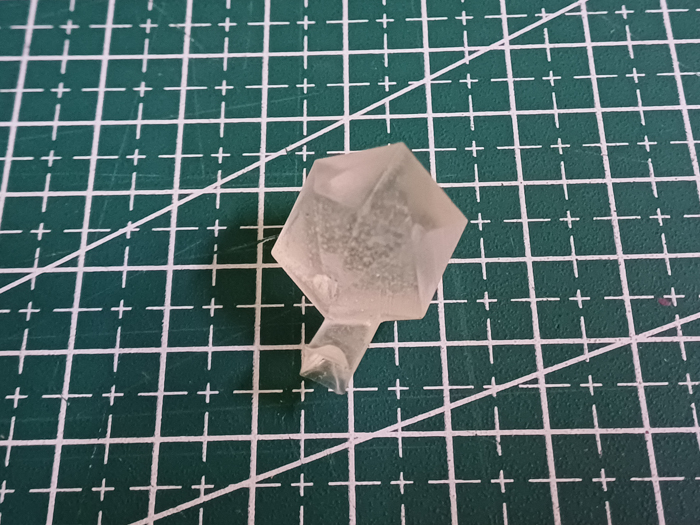
Third pour- Turned out OK, still slightly misaligned/skewed along with an overflow on the open tube which solidified to form a protrusion.
All the three attempts:
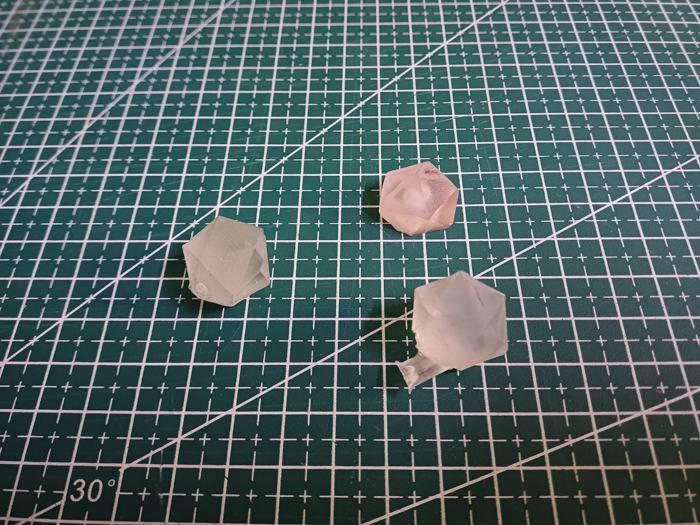
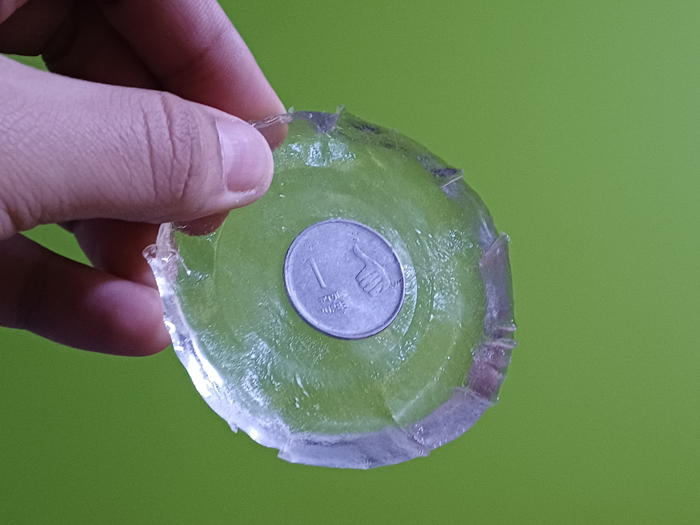
I took the excess uncast resin mix and poured it in a bowl with a coin inside it. It turned out much clear and transparent than the three dice iterations.


Error in the file!¶
Since all my resin outcomes was coming out skewed, I went back to my fusion model to see if I made an error here.
I realized that my fusion body itself was a bit skewed. Fron the front view it looked alright:
But from the side view it was at an incline:
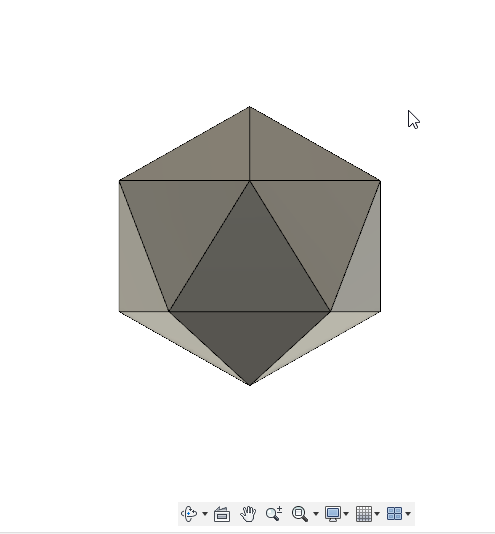
Even then, there should be a correct angle and orientation where the two molds meet to give me a proper d20. This is because the two parts are essentially mirrored and perfectly symmetrical.
This is how it should turn up, when the orientation is right.
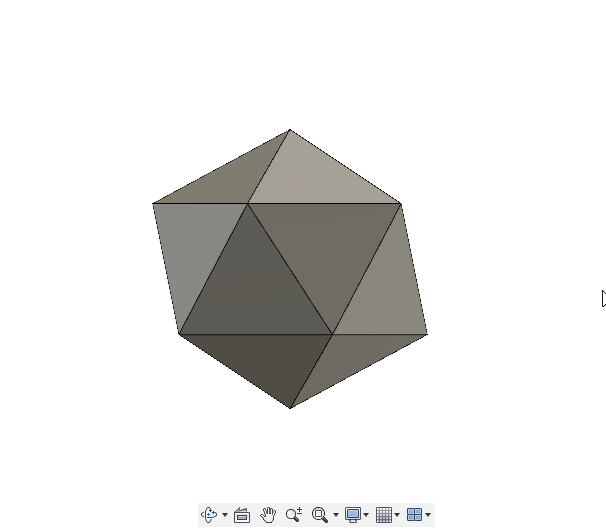
But because my mother mold was incorrectly oriented, this is how it was turning out.
Solder casting attempt:¶
As an experiment, I tried to cast solder into my silicone mold.
In the first attempt, the solder formed blobs instead of one single blob.

In the second attempt, I kept the soldering iron in constant contact with the wire. This formed a single blob.

But the trade off was that silicone got heated up too much and began melting. This resulted in the edges rounding off and becoming distorted.



Overall, I do not recommend trying to cast solder because:
- Wastage, a lot of solder will be required
- Smoke and fumes. Please use a well ventilated room/open area to do anything with the solder
- Blobs and melting of silicone as shown above
Casting Putty¶
I also tried casting Putty into the silicone mold. This is how it turned out:
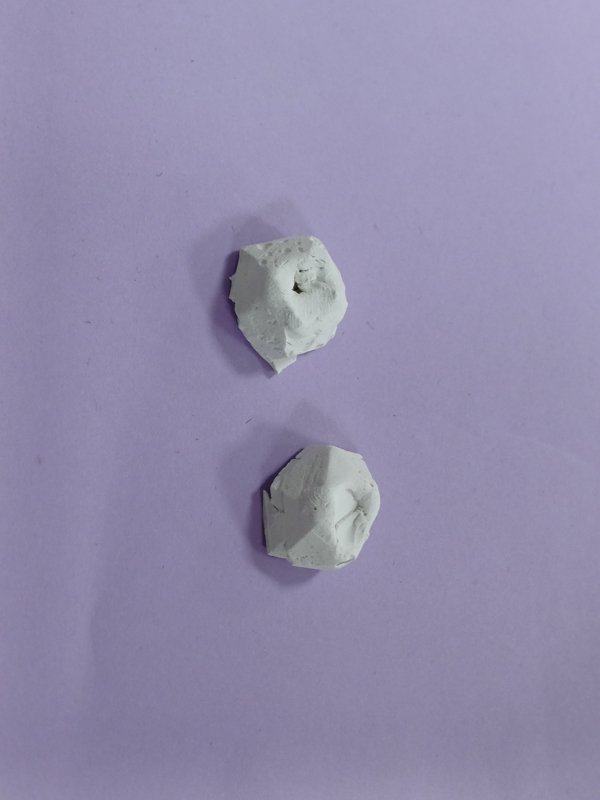
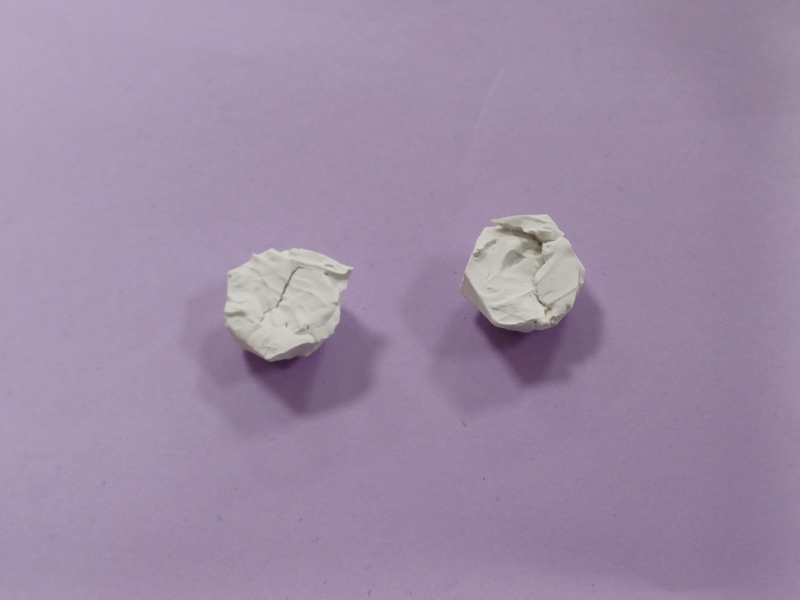
My understanding is that the Putty did not take the shape of the mold well because of how dense it is.
Design files:¶
D20 mold SRP Player file
D20 Wax mold STL
Fusion f3d file
I am unable to upload files to my repo. Hence, I am providing a link to a google drive for the time being: Fusion f3d file DRIVE LINK