3D Scanning and printing group assignment 2

This week we learnt to use some of the 3D printers in our Fab Lab, which include:
-
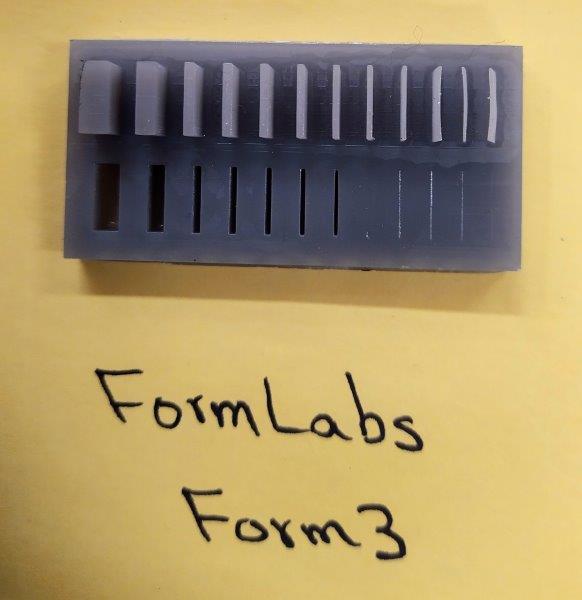
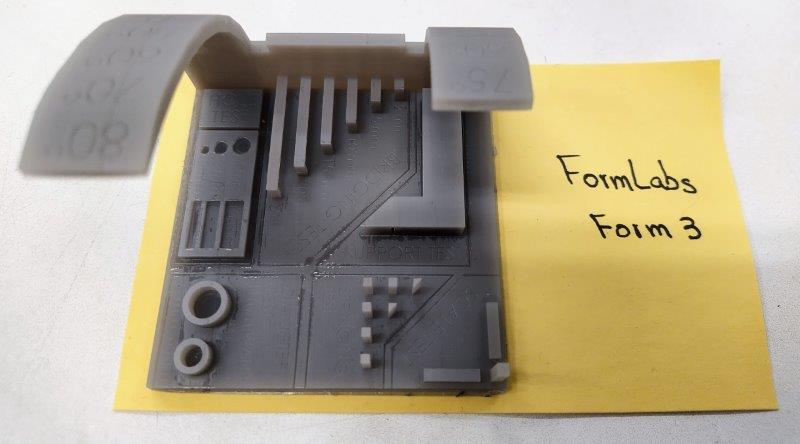
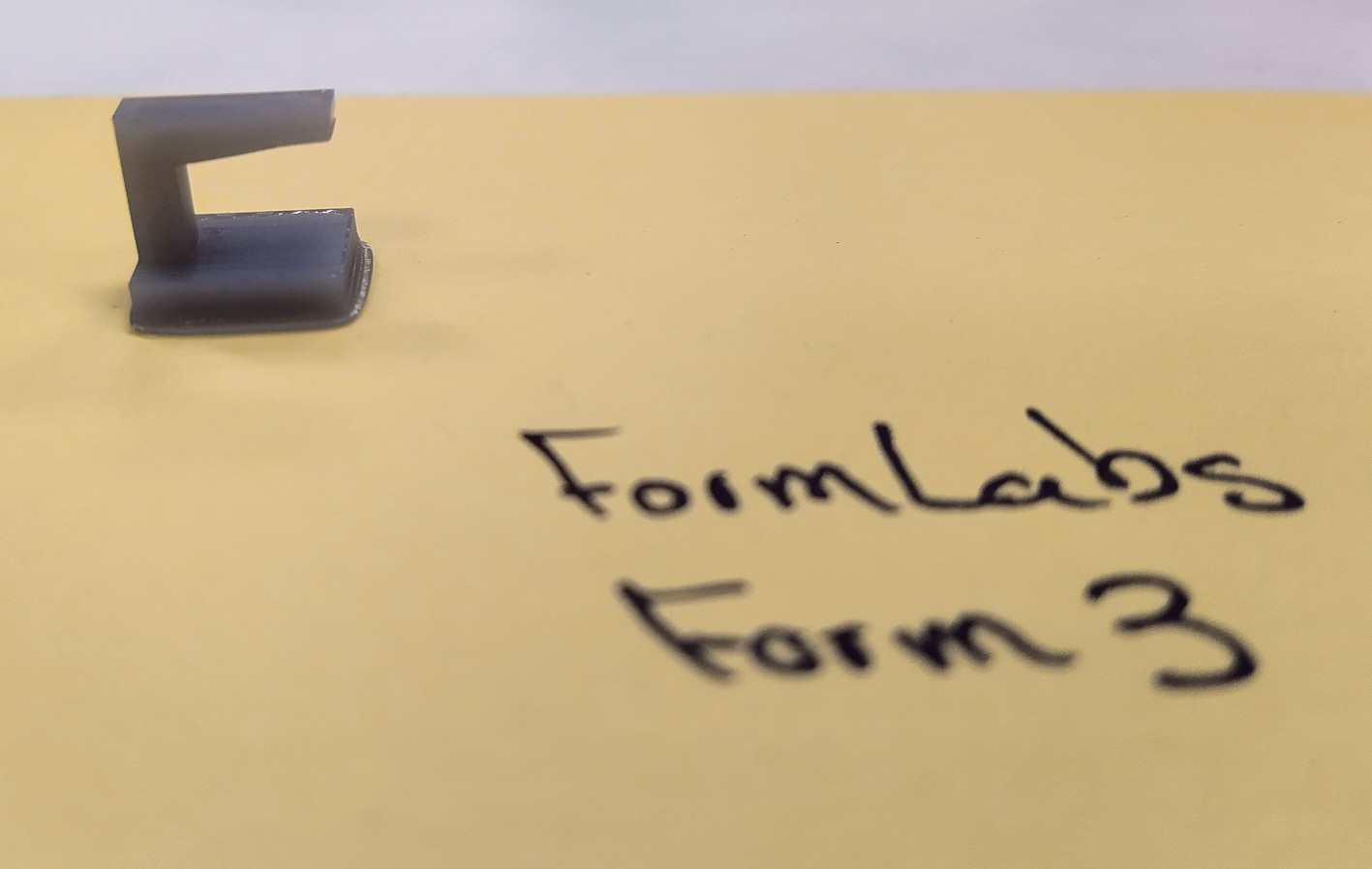
formlabs Form 3+
-
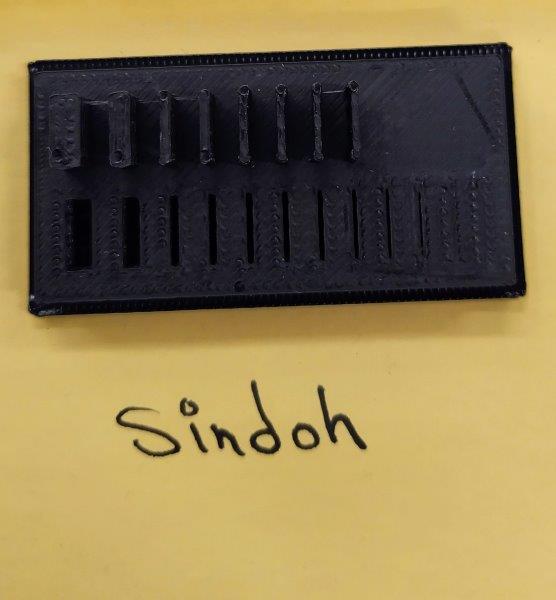
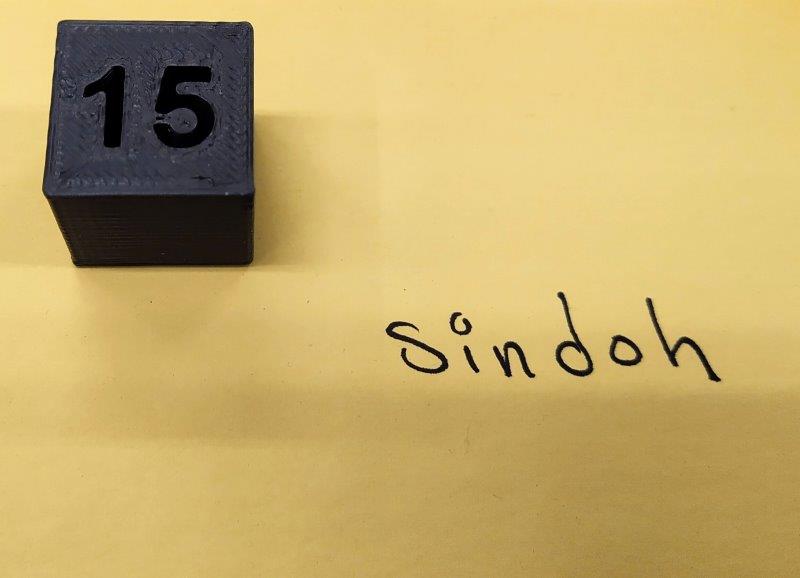
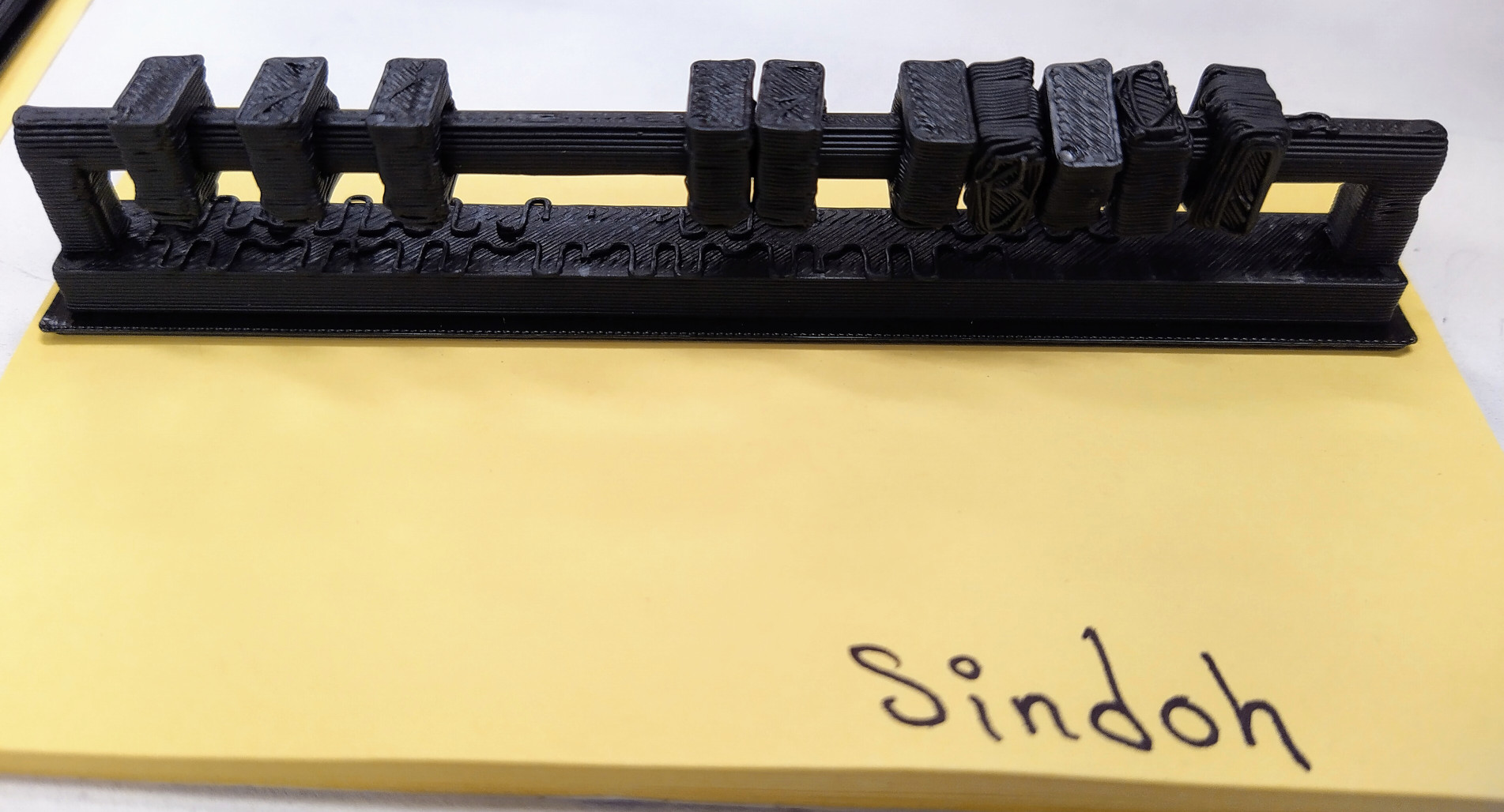
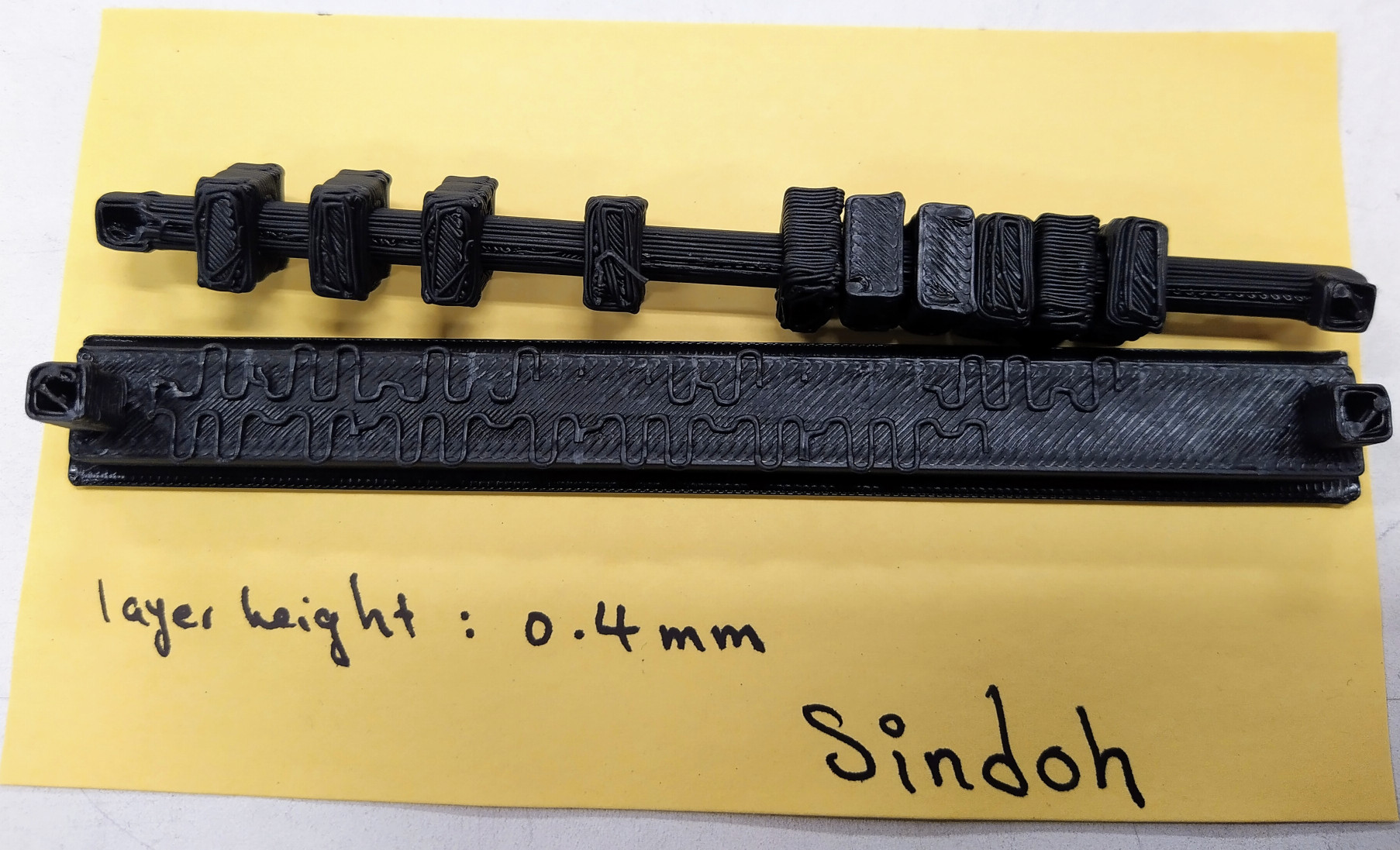
Sindoh
-
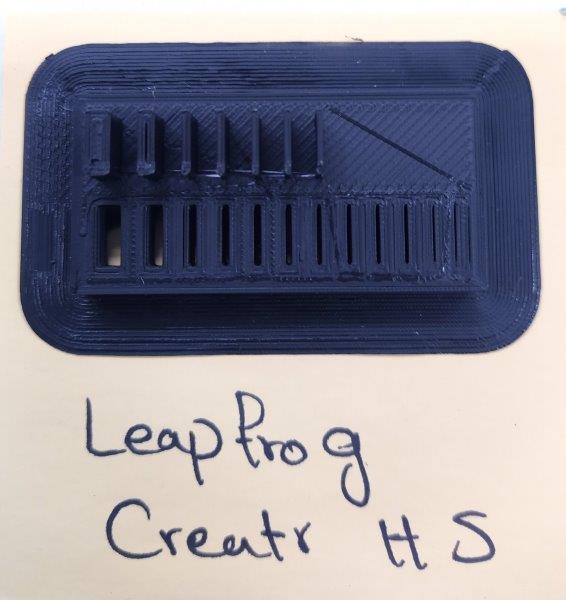
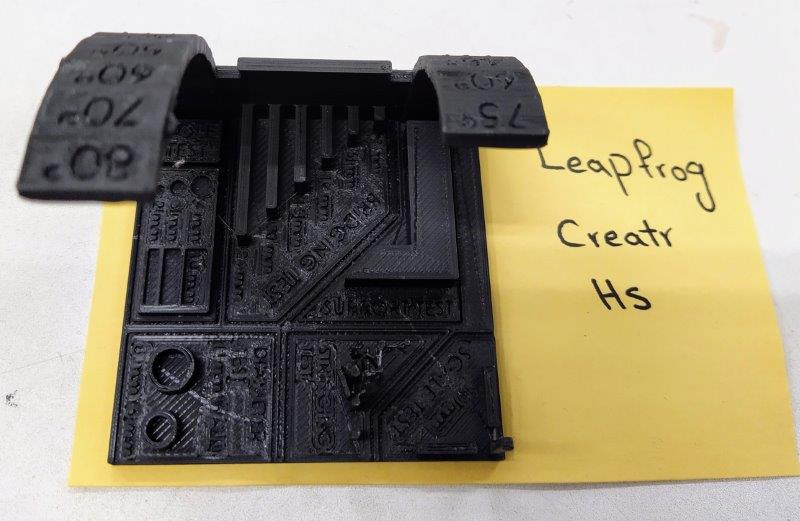
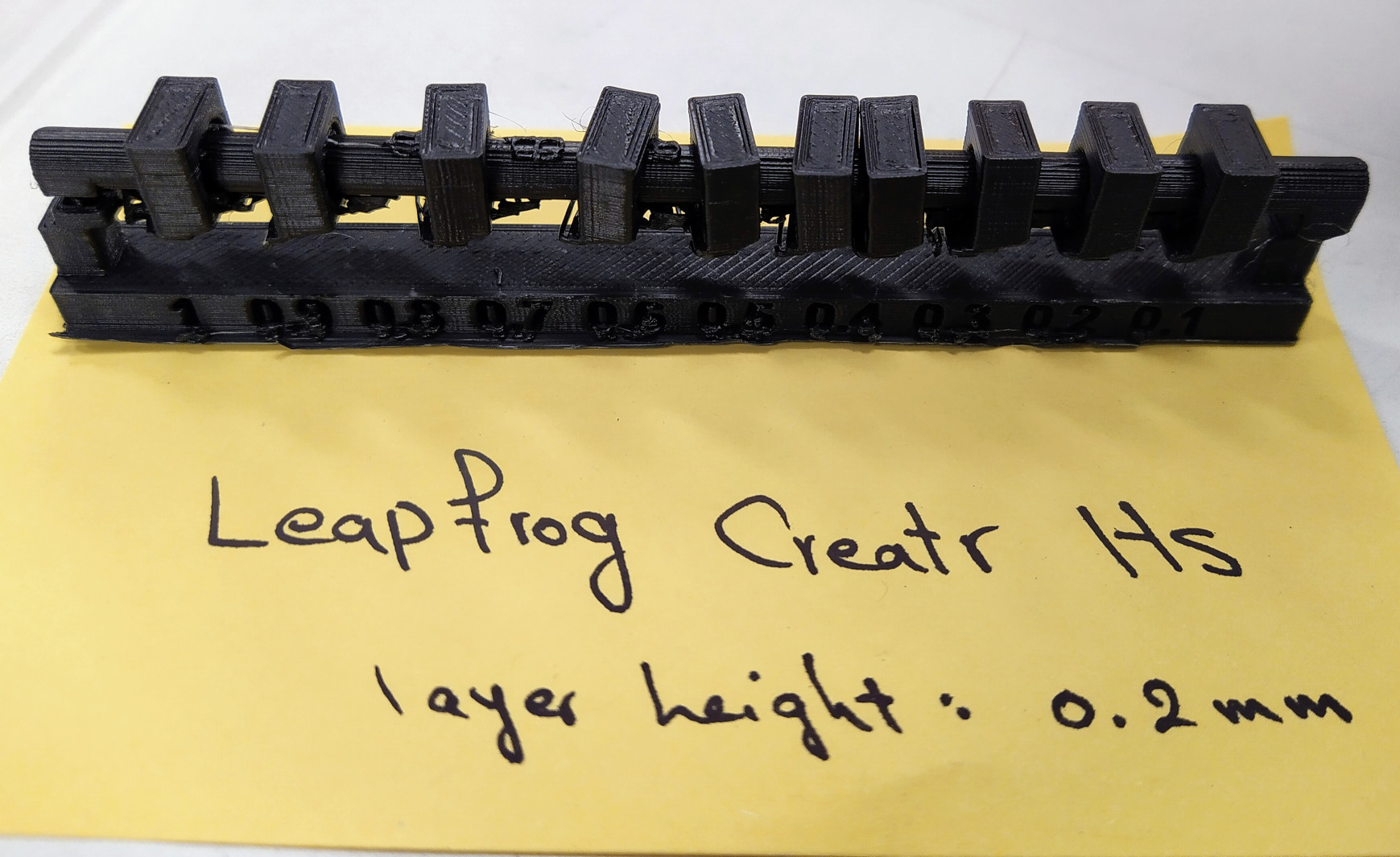
Leapfrog creatr HS*
- A custom made printer where, Arduino DUE controls motors, and Raspberry Pi conects to Octoprint.
How they work
Both Sindoh and Leapfrog printers are Fused Deposition Modeling printers, which means they will expell molten pastic though a nozzle, to create and object layer by layer. They are great for prototyping but they tend to have a rough surfaces. On the other hand, the formlabs printer uses Stereolithography (SLA), which uses a laser to heat specific points in a resin, which will solidify it.
In order to generate the machining files we need some slicer software, each printer uses a different one:
-
Sindoh: We used 3DVOX software to slice the model and send the print order to Sindoh.
-
Leapfrog: We used Ultimaker Cura software to slice the model and sent the print order via Octoprint web interface.
-
FormLabs 3: We used PreForm software to slice the model and send the print order to Formlabs Form3.
Results
| Placeholder | LeapFrog | Formlabs | Sindoh |
|---|---|---|---|
| Just a hole... | |||
| Hole | 2mm | 2 mm | 2mm |
| An overhang is a part of the model that sticks out horizontally parallel to the build platform. This can cause the layers to lose their structure when printed without supports. | |||
| Overhang | 80 degrees | 80 degrees | 80 degrees with problems |
| An overhang angle is the angle the overhang sticks out from horizontal | |||
| Overhang angle | 80 degrees | 80 degrees | 80 degrees with problems |
| Text in an inclined surface | |||
| Overhang text | Problems after 60 | Well, no problems at all | Problems after 40 degrees |
| In a model, clearance is the distance needed between two moving parts (e.g., the gap between a gear and a joint). | |||
| Clearance (TBD) | 1.0 did not move (unexpected, broke the model when using force), 0.2 and 01. did not move | Not tested | 0.3, 0.2 and 0.1 parts are stuck |
| The bridge refers to the distance between two intermediate supports of a structure. Although horizontal spans are discouraged, certain geometries can be printed. | |||
| Bridge/Span | Problems in rising parts | no problems | Problems in rising parts |
| Supported walls are those that are connected to other walls on two or more sides. | |||
| Wall thickness | Printed to .6 | Printed to .1, problems in thickness | Printed to .5 |
| Too obvious to explain it | |||
| Diameter | Printed to .2 | Printed to .2 | printed to .2, roundness lost |
| "Stringing" is caused when small strings of plastic are left behind on a 3D printed model (also called "oozing," "whisky," or "hairy" prints). Plastic usually oozes from the nozzle while the extruder is moving to a new position. | |||
| Stringing | Some stringing between the salients | Not at all, although the thinnest walls were bent | Some stringing between the salients |
Gallery





Settings parameters
| Feature/Printer | Leapfrog | Sindoh | Formlabs |
|---|---|---|---|
| Print Time | 2 h 11 min | 3 h 36 min | 4 h 29 min |
| Layer height | 0.15 mm | 0.2 mm | 0.1 mm |
| Infill Density | 10% | 25% | 100% |
| Support | No | No | No |
| Material | PLA | PLA | Resin: Tough 1500 v1 |
| Number of Layers | 393 | 299 | 591 |
| Nozzle Diameter | 0.4 mm (exchanged in our lab to 0.5 mm) | 0.4 mm | n.a. |
| Build Volume | 270 x 260 x 180 mm | 210 x 200 x 189 mm | 18.5 x 14.5 x 14.5 mm |
| Layer Height | 0.02 - 0.35 mm | 0.05 - 0.4 mm | 0.025 mm (0.1-0.05) |
Conclusions
We learnt about the most common problems when 3D printing and how to avoid them. Sometimes it can be done by changing some parameters or sometims by redesigning the whole object. The quality of the print will greatly depend on the printer AND on the principle of how it works. The SLA printer was by far the most precise and made the least irregularities in this case, but it was also the slowest.