8. Computer Controlled Machining¶
Make Something Big.
Rule of Thumb(s)¶
- Width of the tool = depth of each pass
- Plastic nails for fixturing
- Feed rate and chip load guide
- Accounting for kerf- compensate offset by diameter of bit / 2
- Climb Cuts (biting in away from finished edge, cleaner cut but more force on machine) vs Conventional Cutting (pulls tool into material, less clean cut but easier on machine): conventional for roughing and climbing for finishing
- End mill yields coarse vertical layer steps
- Ramping (plunging over time); Adaptive Clearing (plunge first then move); Trochoidal (spiral moving yields more uniform chips and used on high speed machining to cut faster with less force); Swarf (cutting with the side of a tool)
- Chamfer corners to build in more forgiveness to joints
- Compression bits are pro; Downcut bits works decently for plywood with the B side on the bottom. Alternatively, do a shallow Downcut first pass followed by Upcut bit to finish through the ply.
The Design Process (CAD)¶
Exported Voronoi doodles in Rhino to Illustrator and doodled some more. Adjusted the height and shoulder of the leg design iteratively to test out the aesthetic and curvature of the legs. Designed for 0.74” thick plywood (used the class joinery tests to determine this):
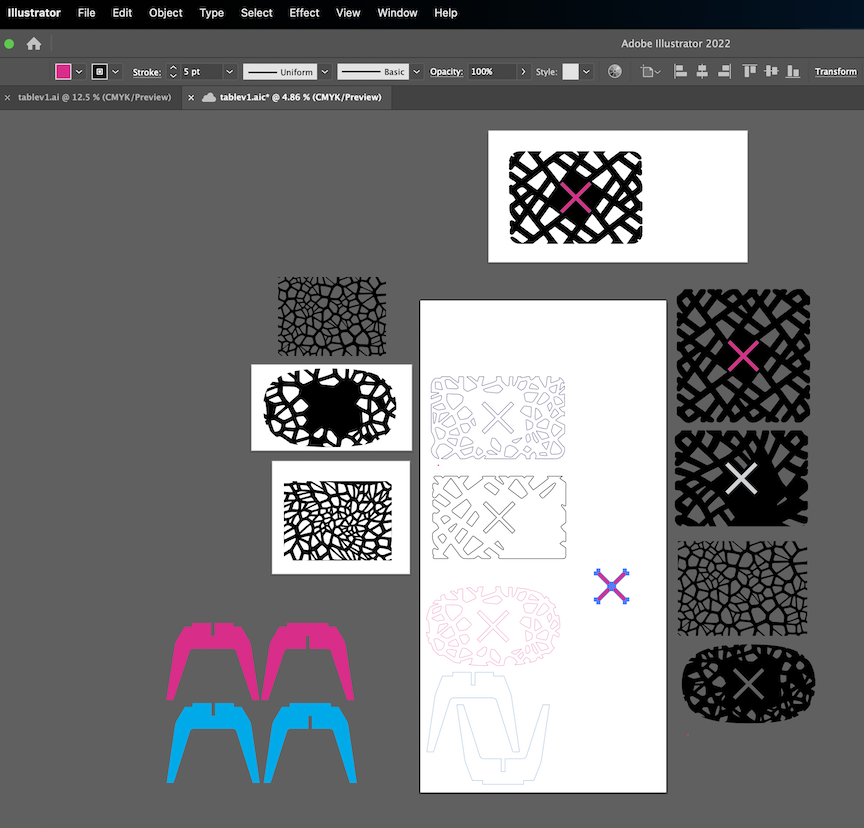
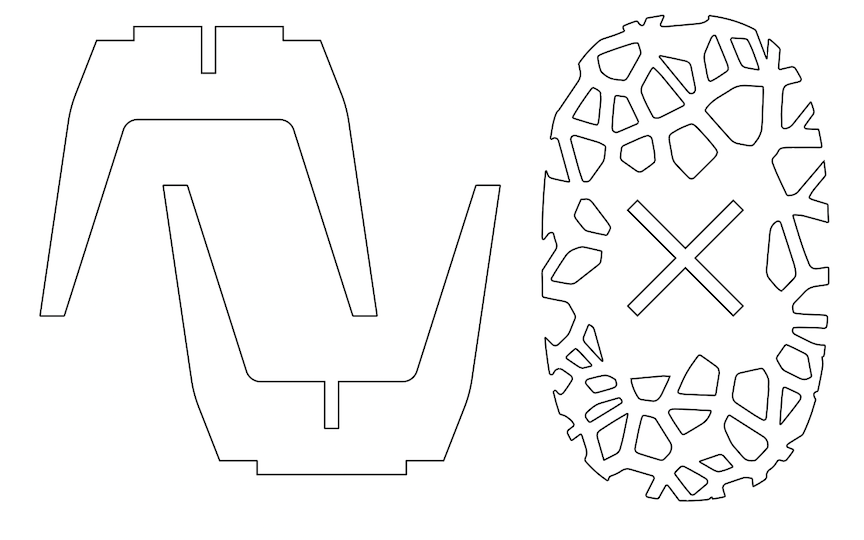
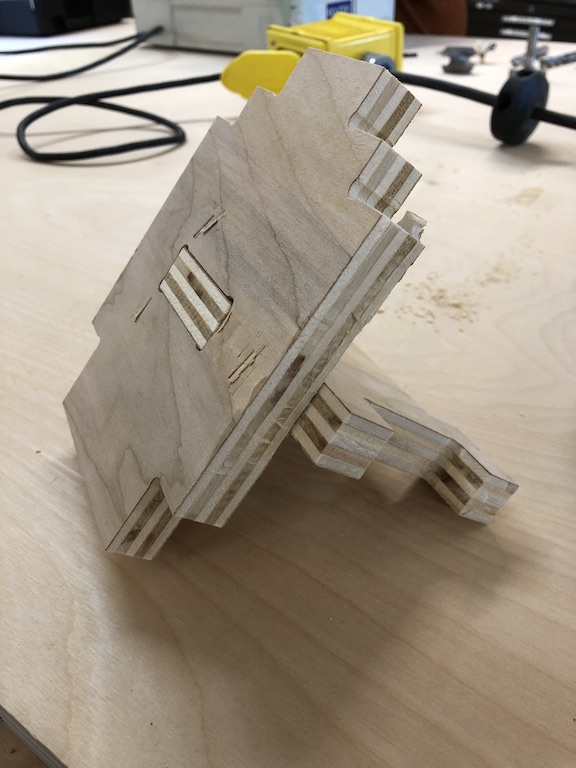
Final design for the proof of concept Voronoi table (the hope/plan is to at some point fill the open pockets in with resin or laser cut acrylic and add LEDs below):
The Fabrication Process (CAM)¶
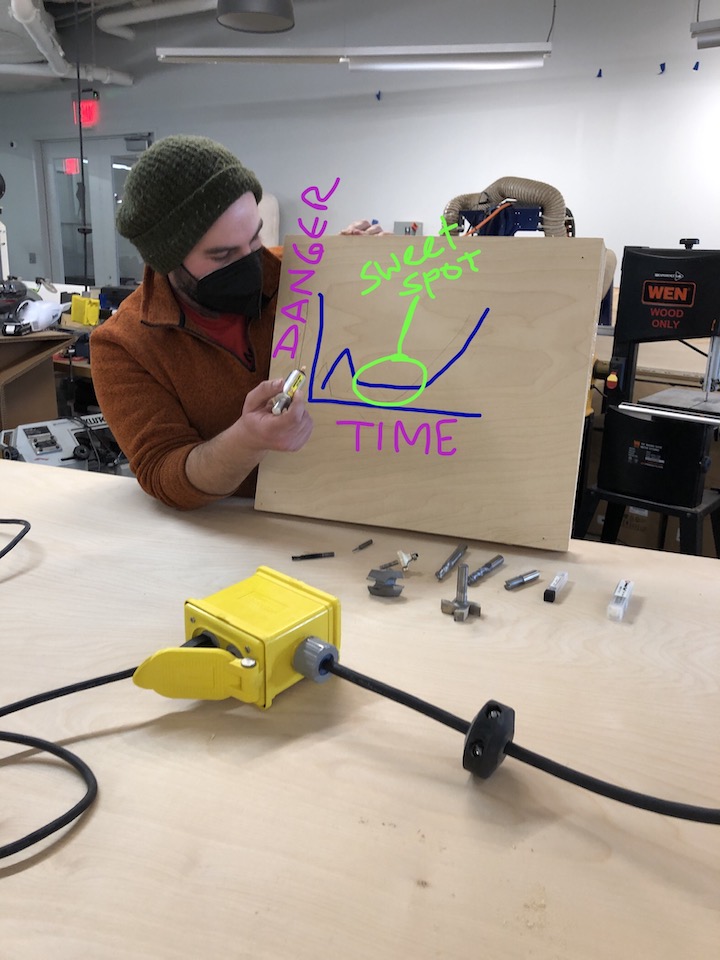
Spencer shared his wisdom on Danger, Time, and Comfort Levels on the CNC machine:
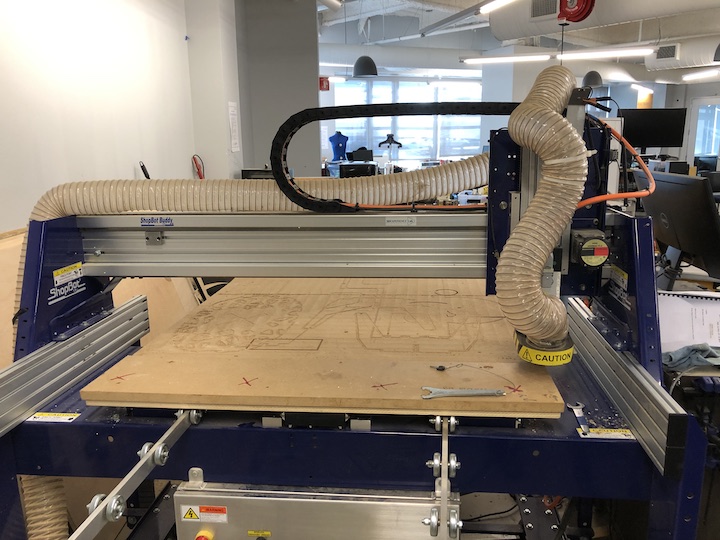
Behold! The Shopbot:
We discussed and reviewed router bits; a rabbit hole for sure, but we stuck to the 1/4” downcut dual flute for cutting through 3/4” plywood. #ClassicBit:

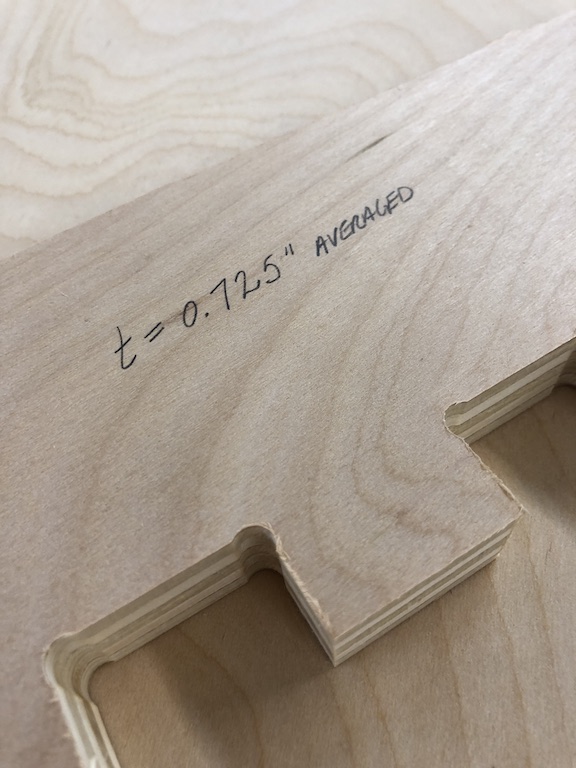
Then we made a test joint to check our tolerances and variability in thickness of the plywood.
The plywood thickness averaged 0.725” and I designed with 0.74” for a decent friction fit:
Followed the posted Dessault shop notes:
Zero-ing the Z-axis on the Shopbot following prompts and using the clip and plate conductivity method: Zeroing the z axis on the shopbot cnc
{kind=link}
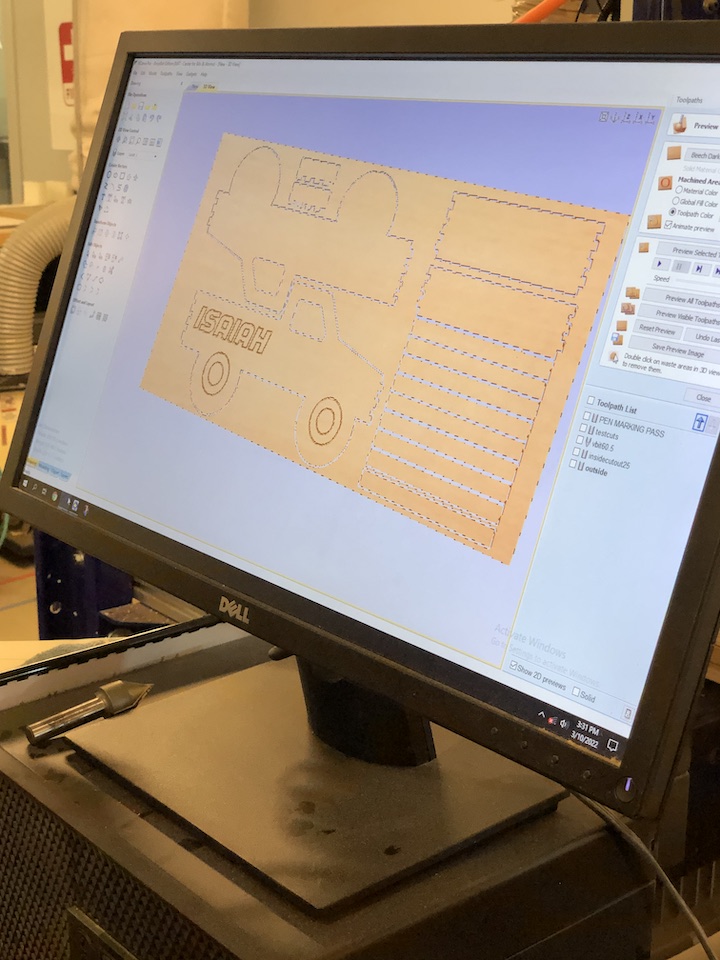
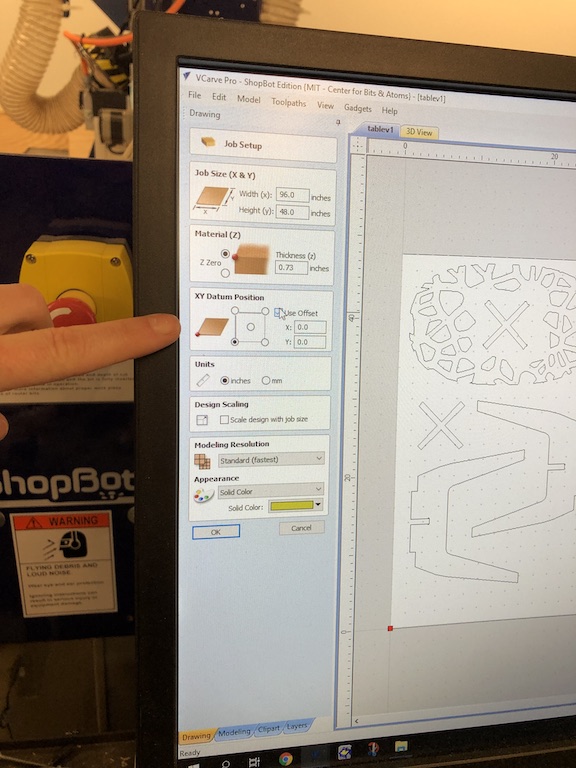
V-Carve Pro (CAM software) Making Pockets (internal hogged-out paths) and Profiles (outside cuts) and Dog Bone Fillets (joint compensation for making 90 degree angles on CNC machine). Setting the bit (and router speed, step distance, and pass/plunge depth) using the defaults for the 1/4” downcut bit (Justin’s awesome monter truck bed featured here):
Here’s my file with a test X for tolerance/fit check; and remembering to turn off the “Use Offset” in VCarve Pro:
Mapping things out in pencil. Measure twice cut once y’all:

Plastic Nails = Game Changer:

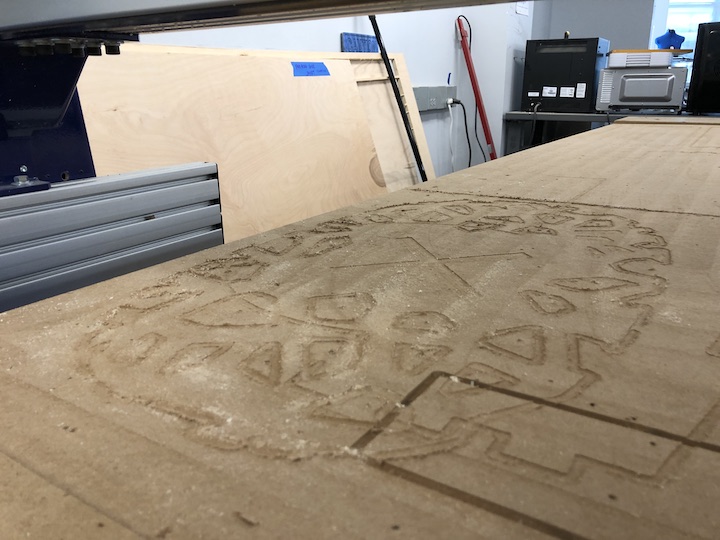
Making the Profile Cuts:

Making dust:

Lots of dust:
Chiseling the tabs:

Check out that spoil board; just the right amount of spoil:
Scale view (the top is 26” x 18” by 16” tall):

Examining the tightness of the fit:

A Coffee Table! All friction fit, no hardware required. In it’s natural habitat:
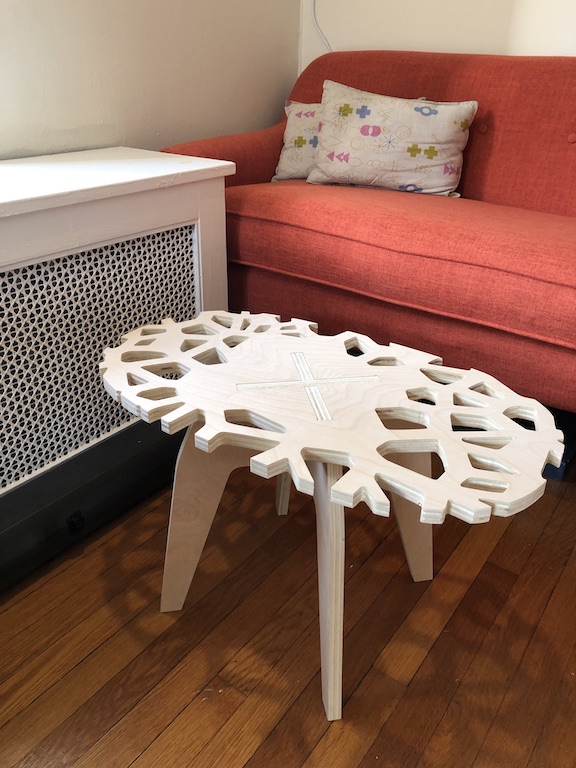
Shadows:
