Assignment
individual assignment:
design a mold around the stock and tooling that you'll be using,
mill it (rough cut + (at least) three-axis finish cut),
and use it to cast parts
group assignment:
review the safety data sheets for each of your molding and casting materials,
then make and compare test casts with each of them
Individual assignment
To achieve this assignment several steps will be followed:
- Designing the mold
- Preparing the g-code
- Milling the mold
- Preparing the Silicone Mixture
- Pouring the silicone in the Positive Mold
- Removing the Mold after Curing
- Casting the resine
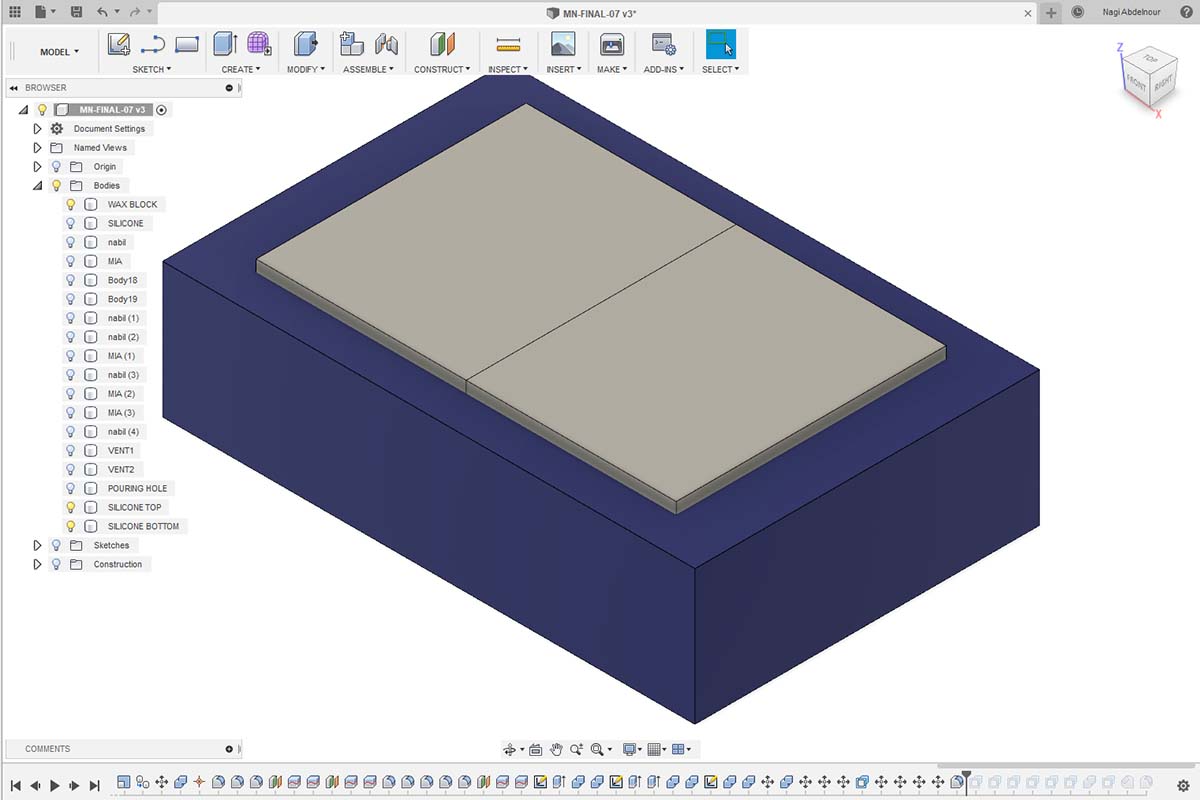
1-Designing the mold
I will be using Fusion 360 Software to design my object wich will be an elliptical shape with the name of my daughter 'MIA' on one side and the name of my son "NABIL" on the other side.
A pouring hole and 2 vents channels were also created.
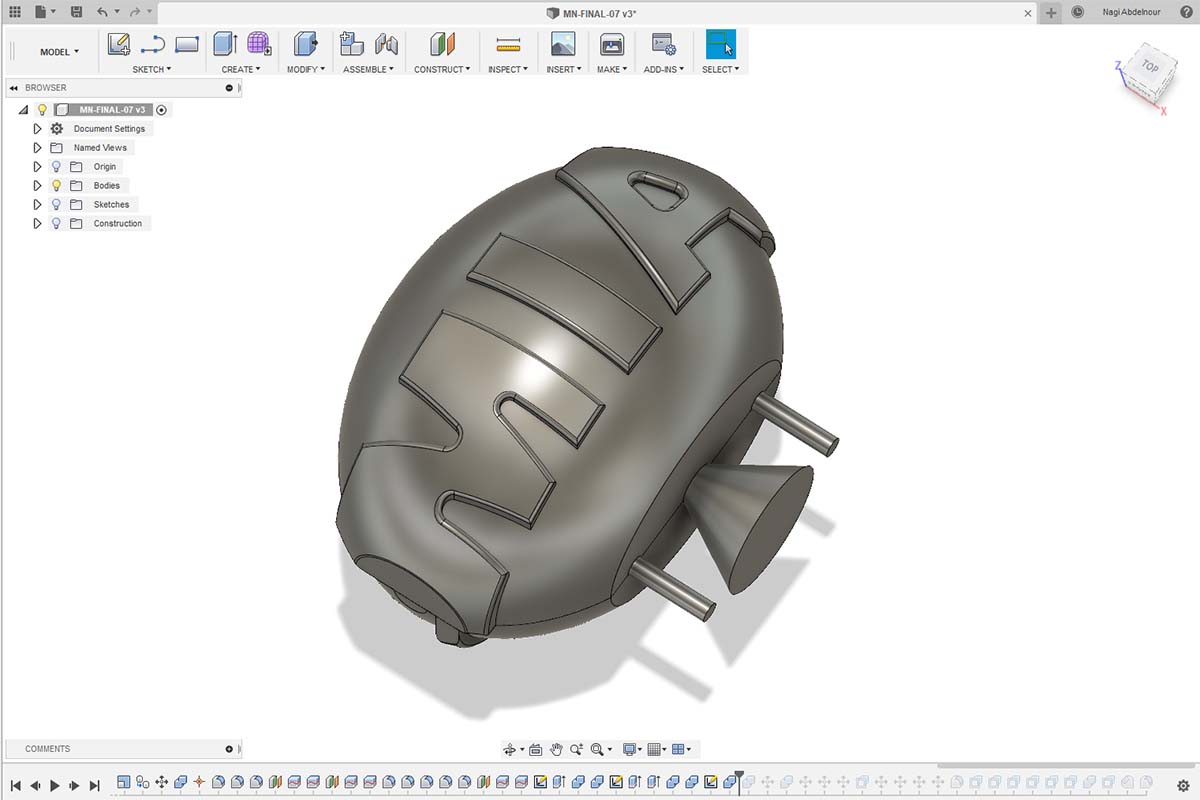
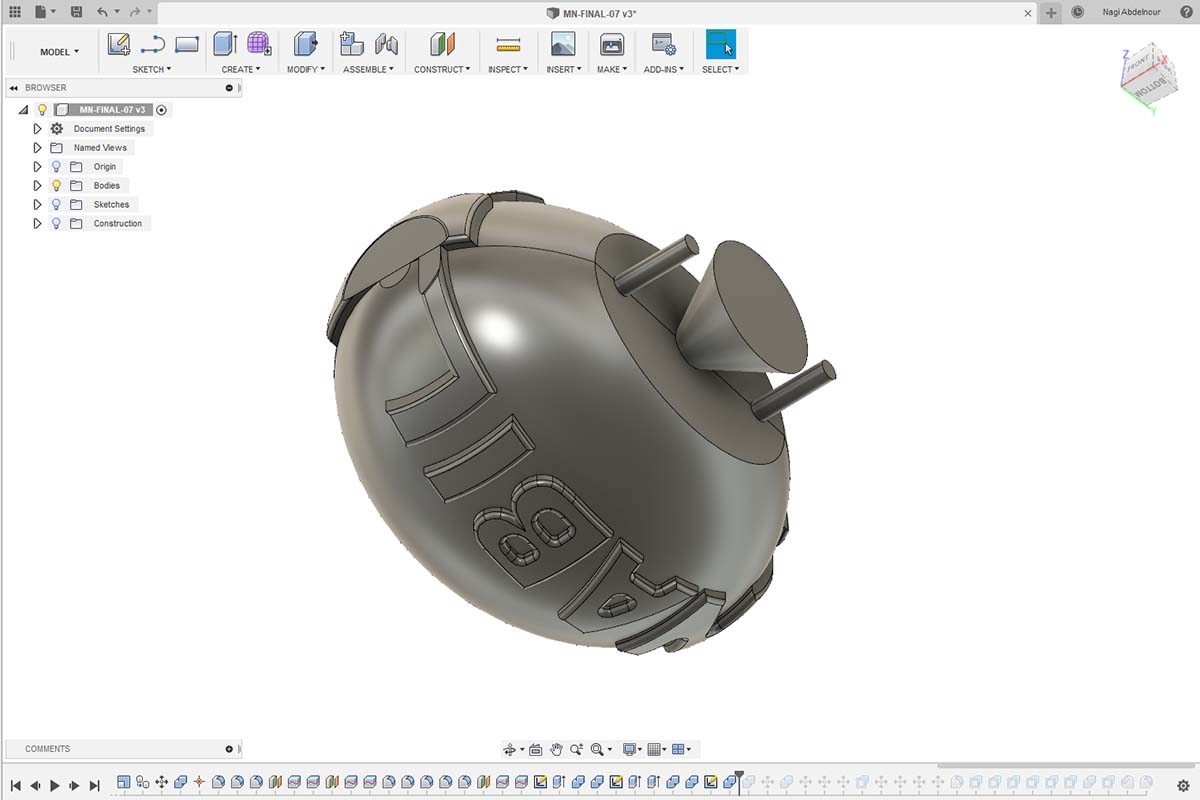
For this the mold will be divide into 2 parts : one for the top and one for the bottom.
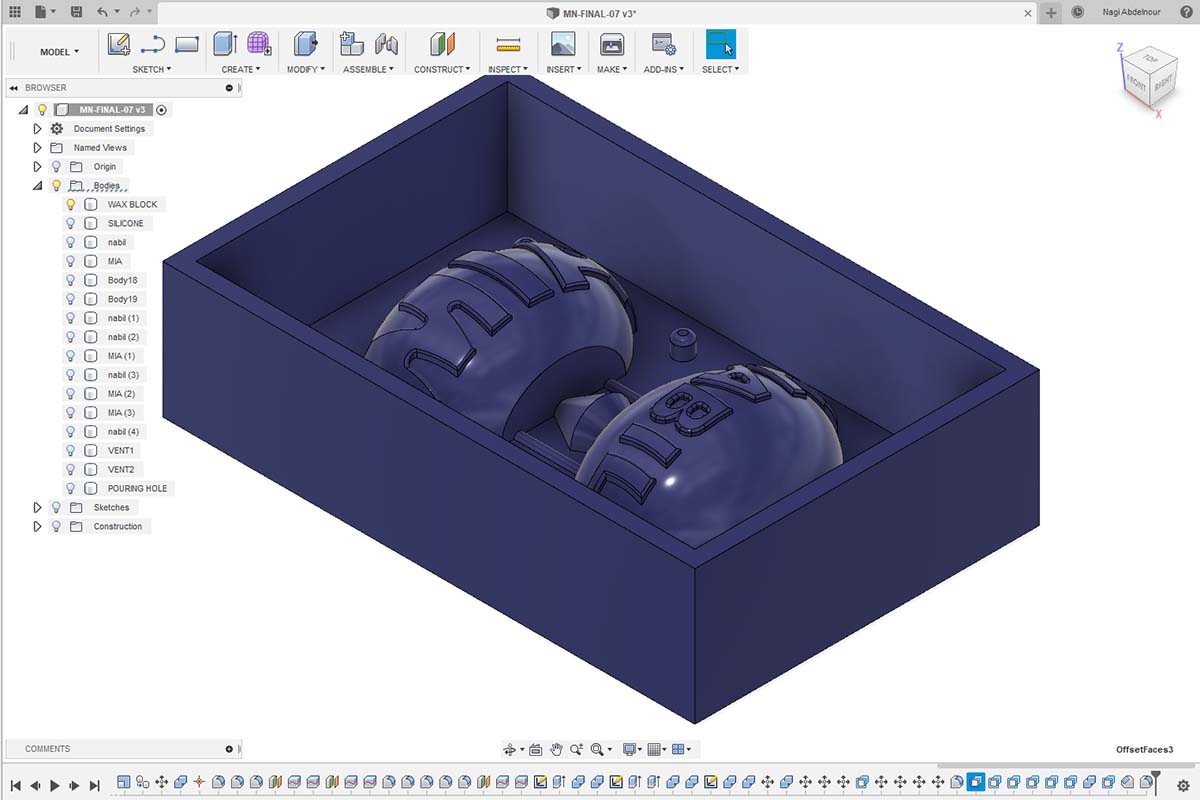
After finishing the design I will create 2 boxes which will represent the silicone molds and subtract my object from them.
And than place them in the piece of wax (blue) that will be milled later.
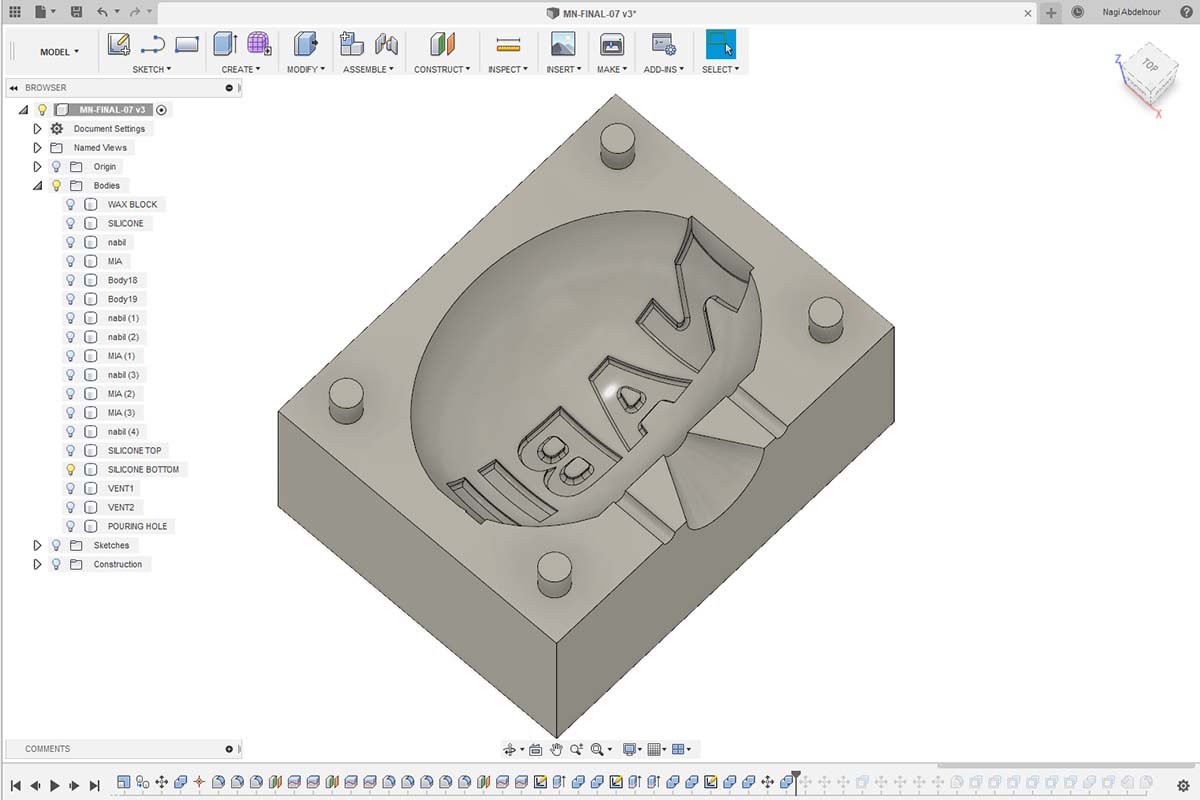
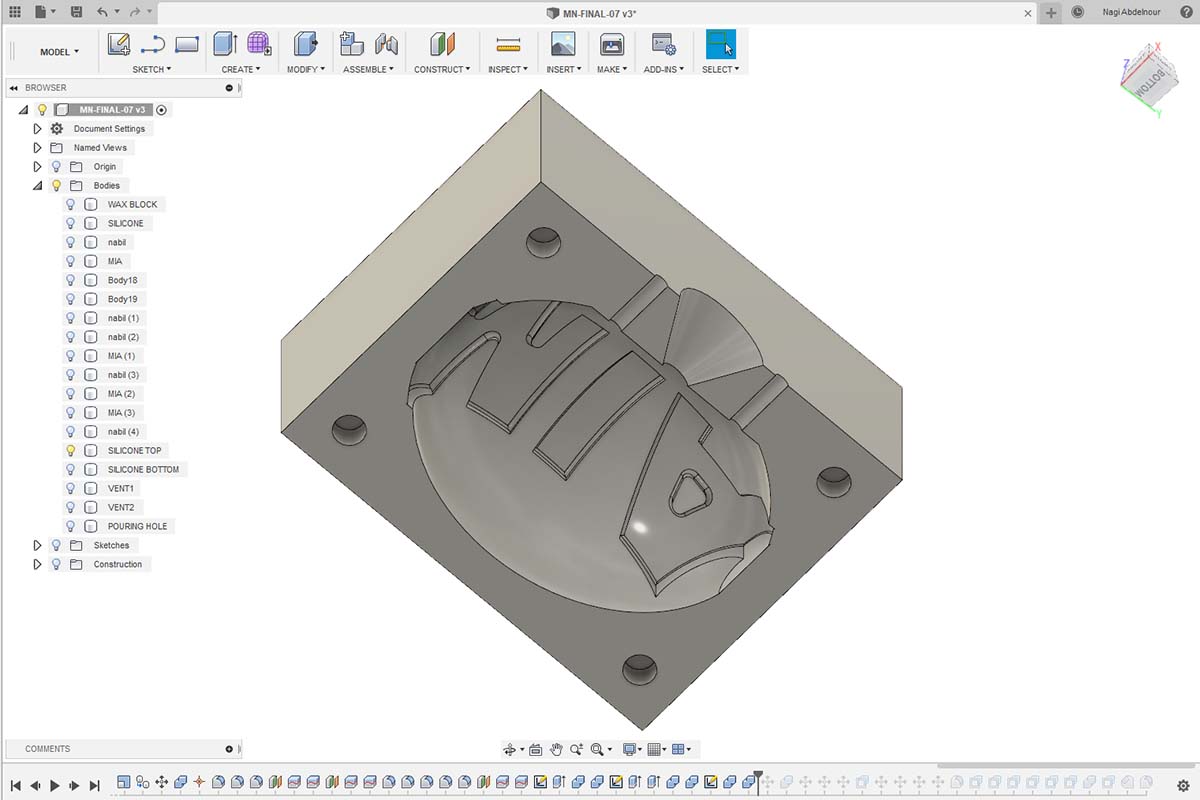
Now I will subtract these two silicone molds from the wax object, and then go to Manufacture Workspace in Fusion to prepare the g-code
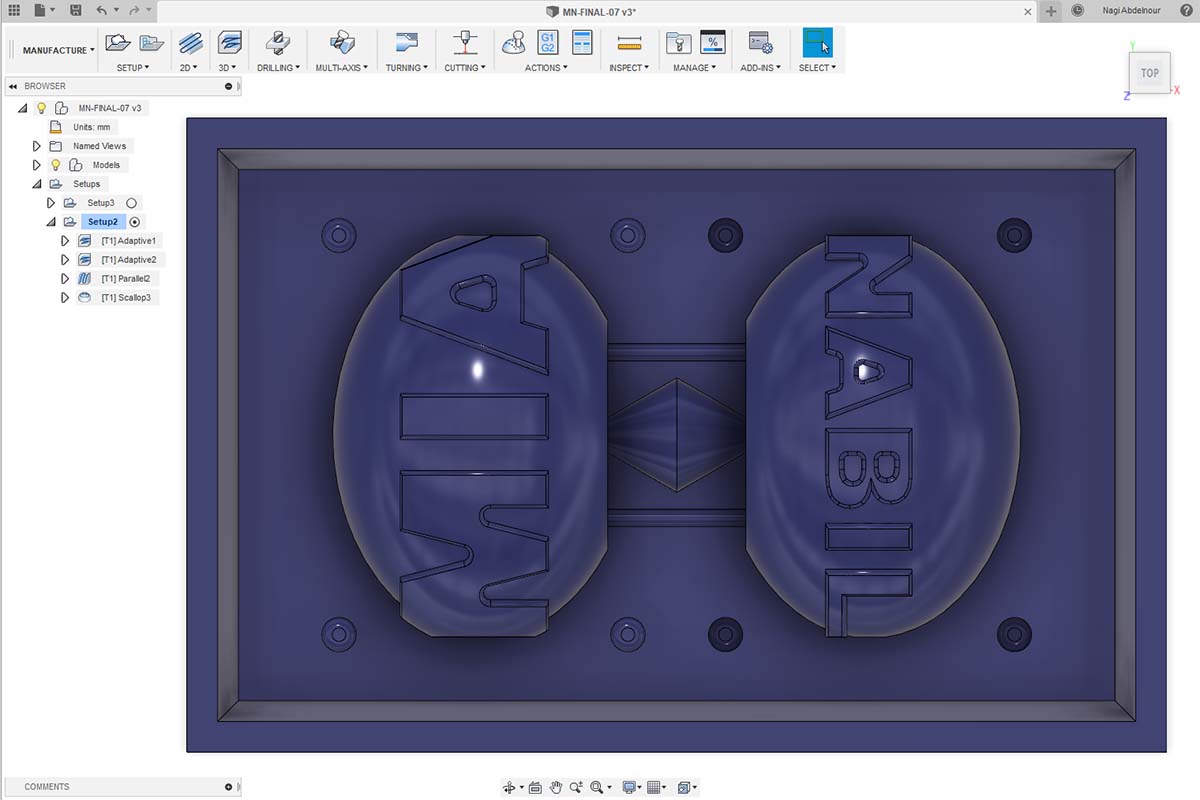
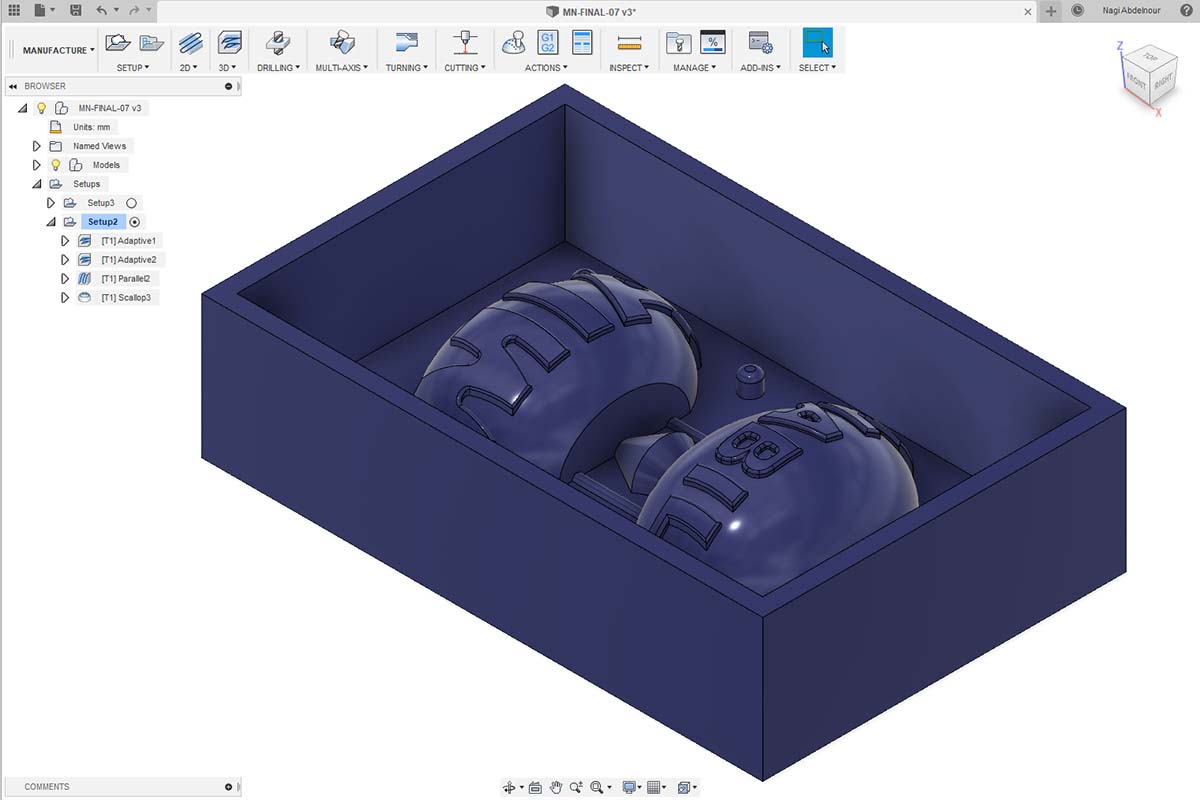
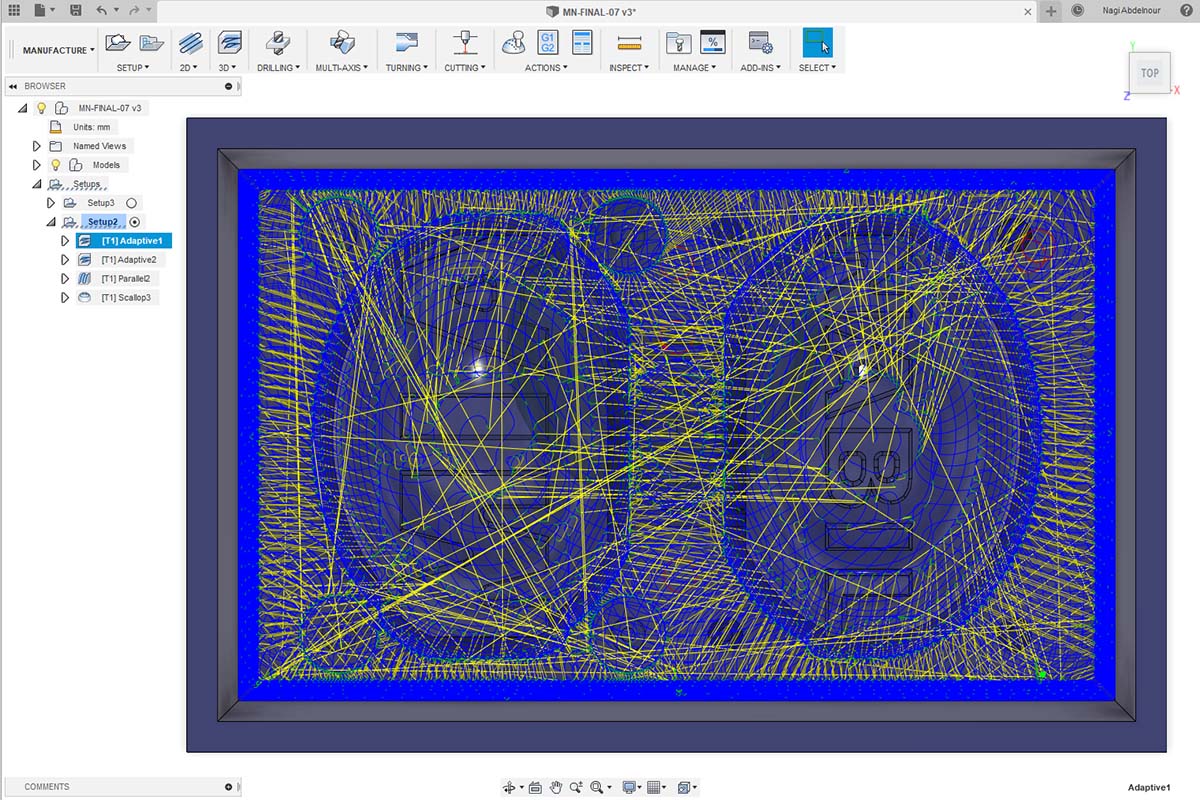
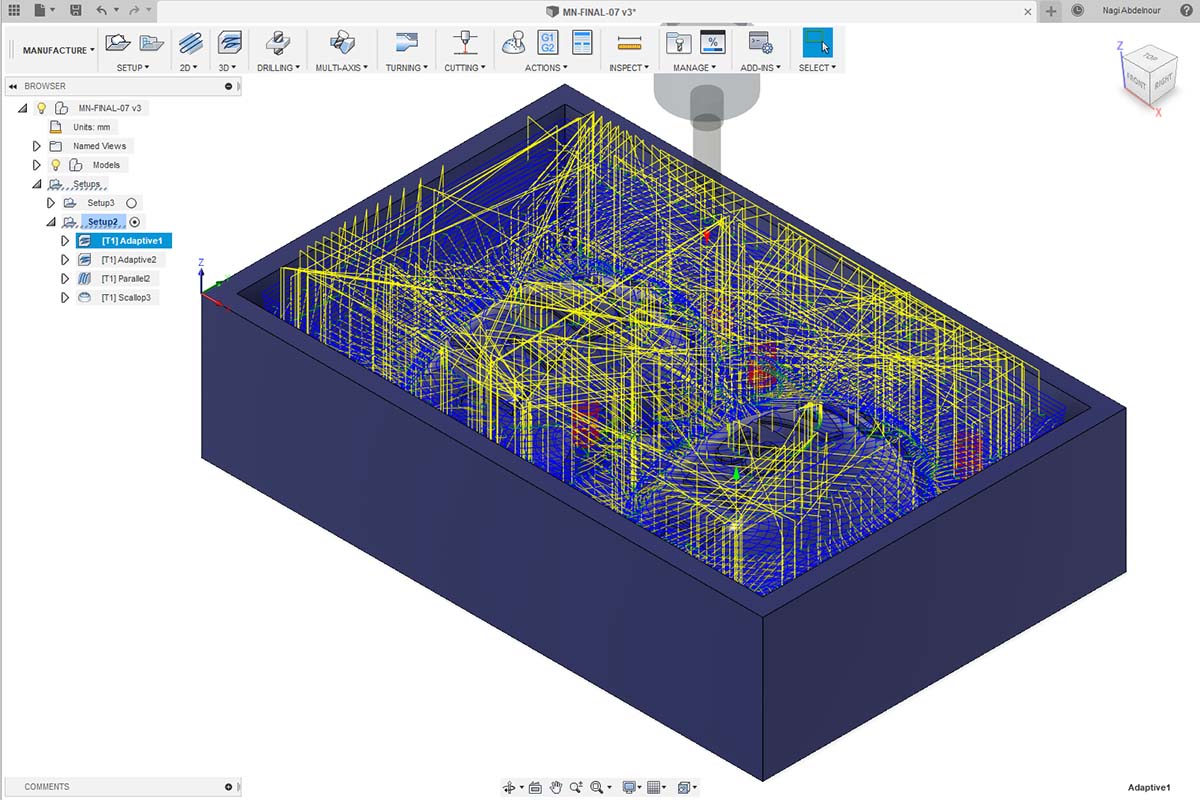
2-Preparing the g-code
Different successive milling strategy will be used to do the mold, and each milling step has its own generated G-Code:
G-code 1 :
It is an adaptive clearing 5mm flat end mill for clearing the large quantity.
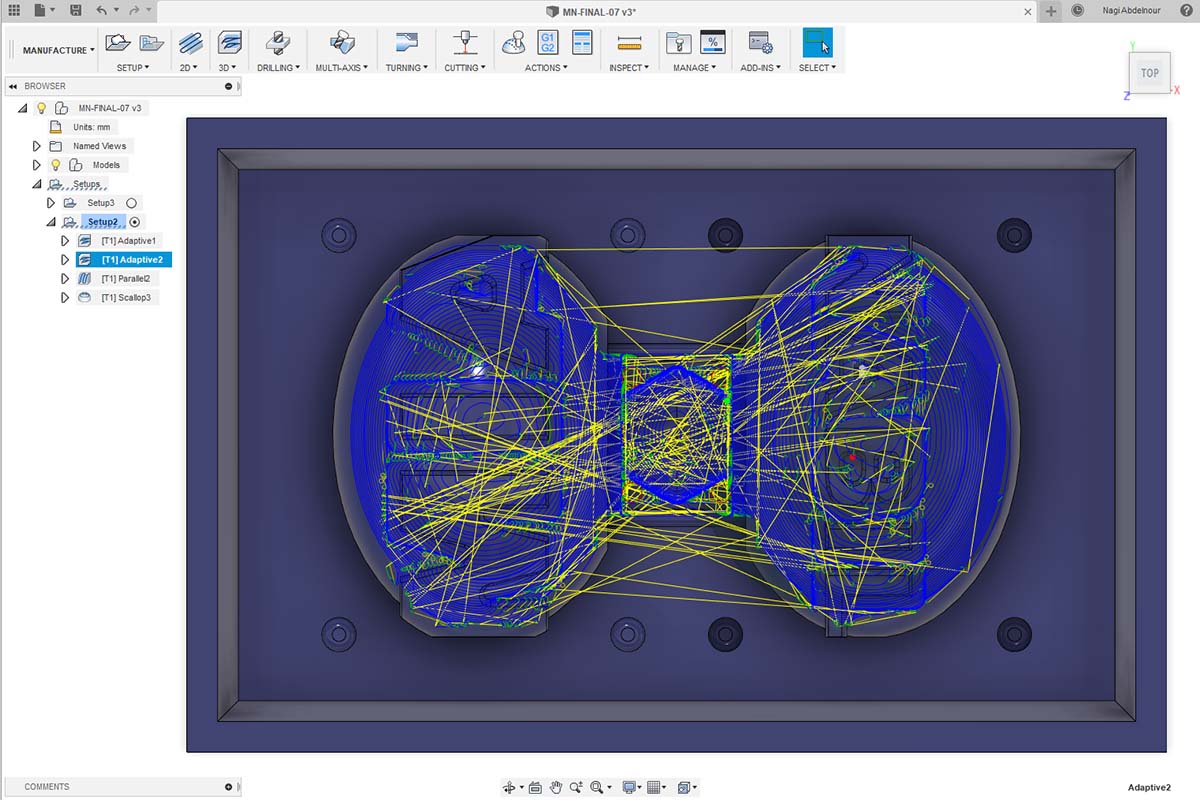
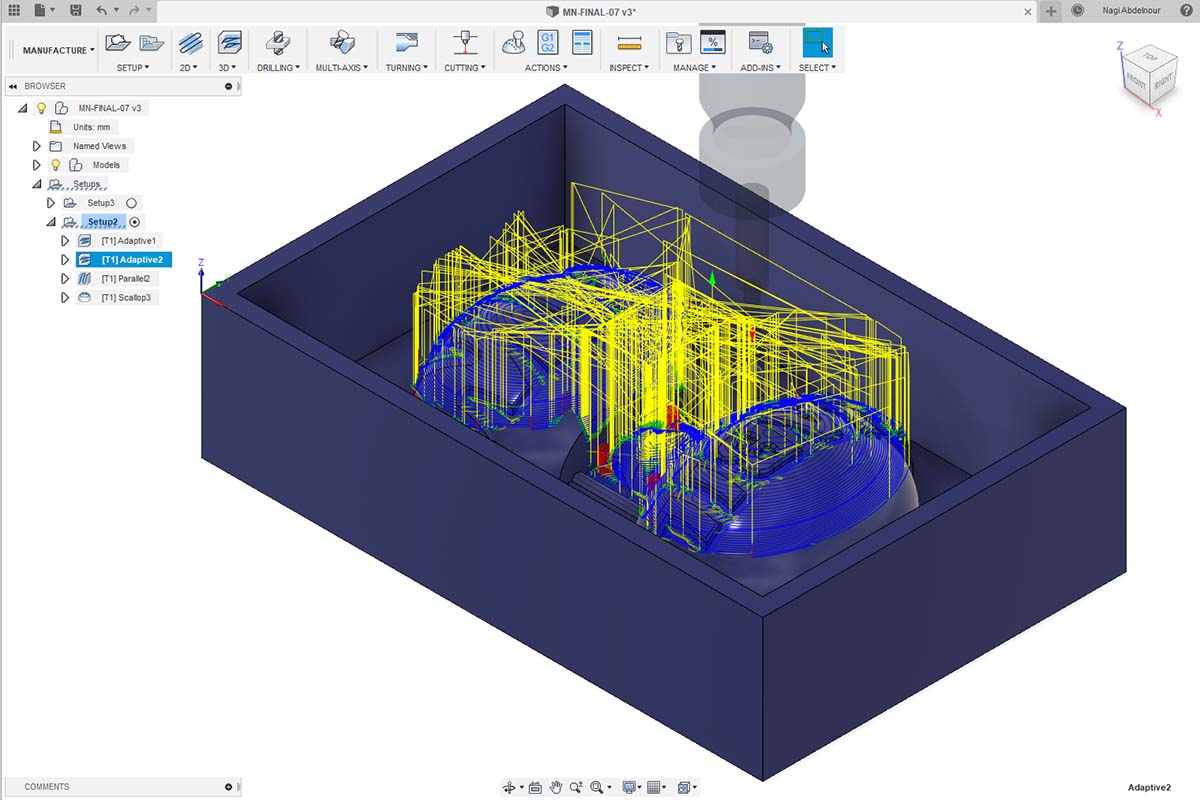
G-code 2 :
It is an adaptive clearing 3mm flat end mill for clearing smaller areas where the 5mm couldn't pass.
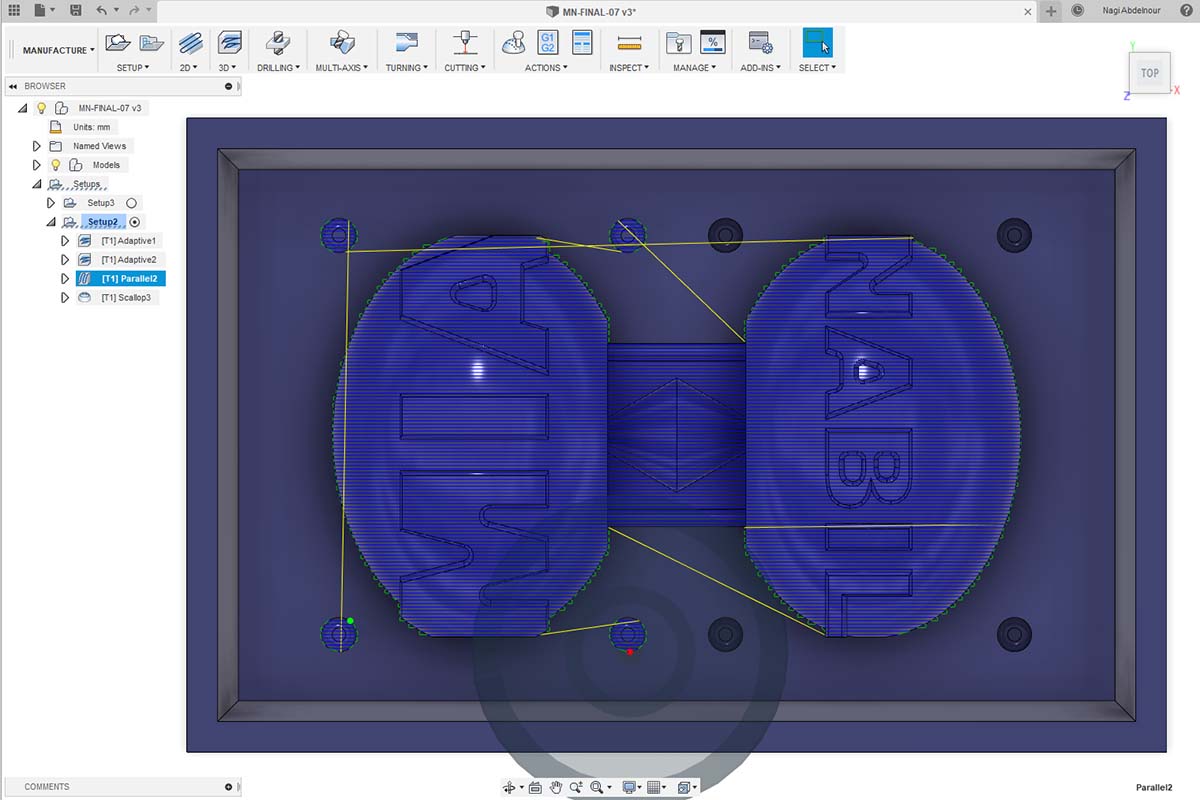
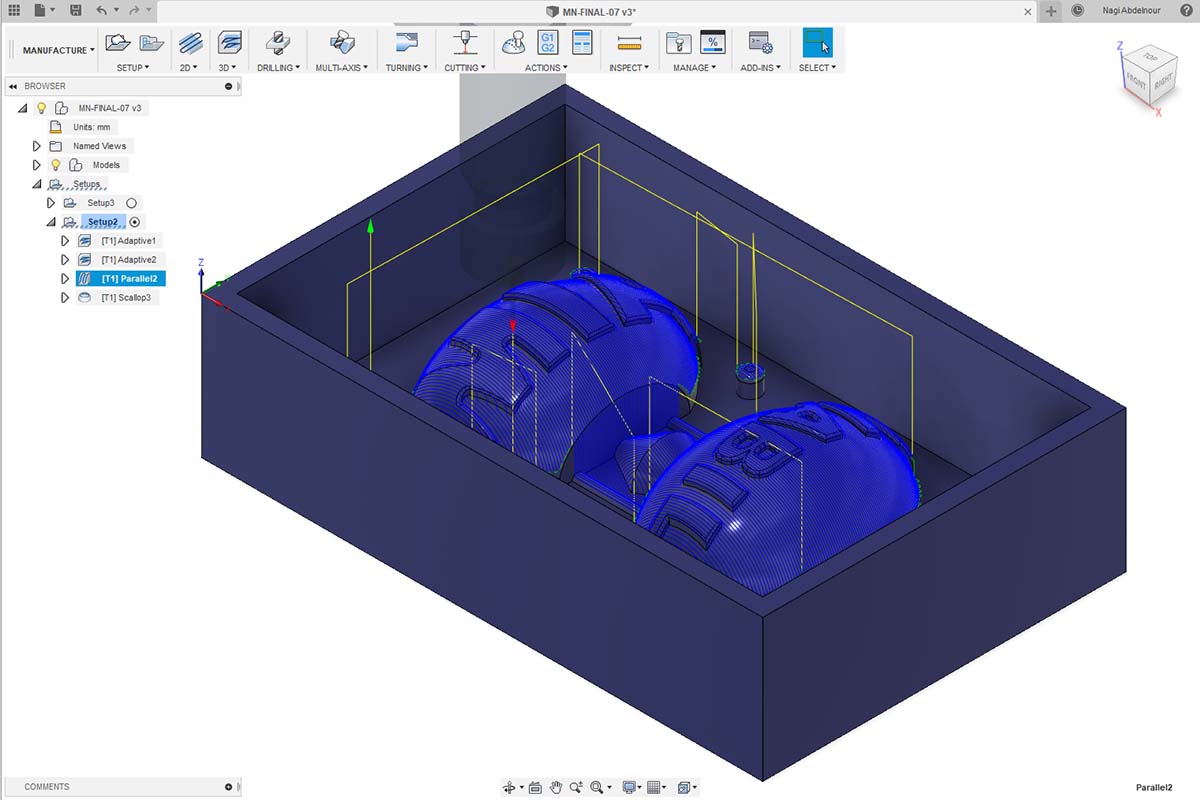
G-code 3 :
It is a parallel finishing with a 1mm ball end mill to reveal the details creating parallel lines in XY plane and following the surface in Z axis.
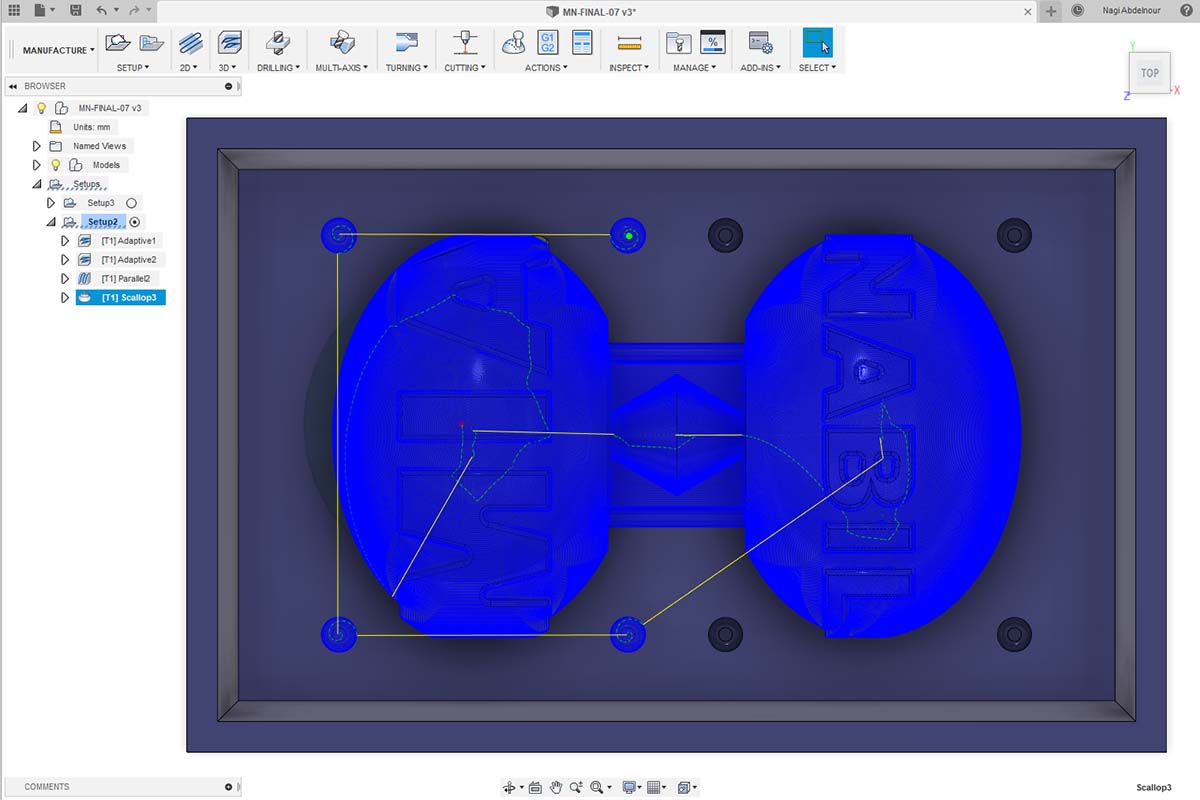
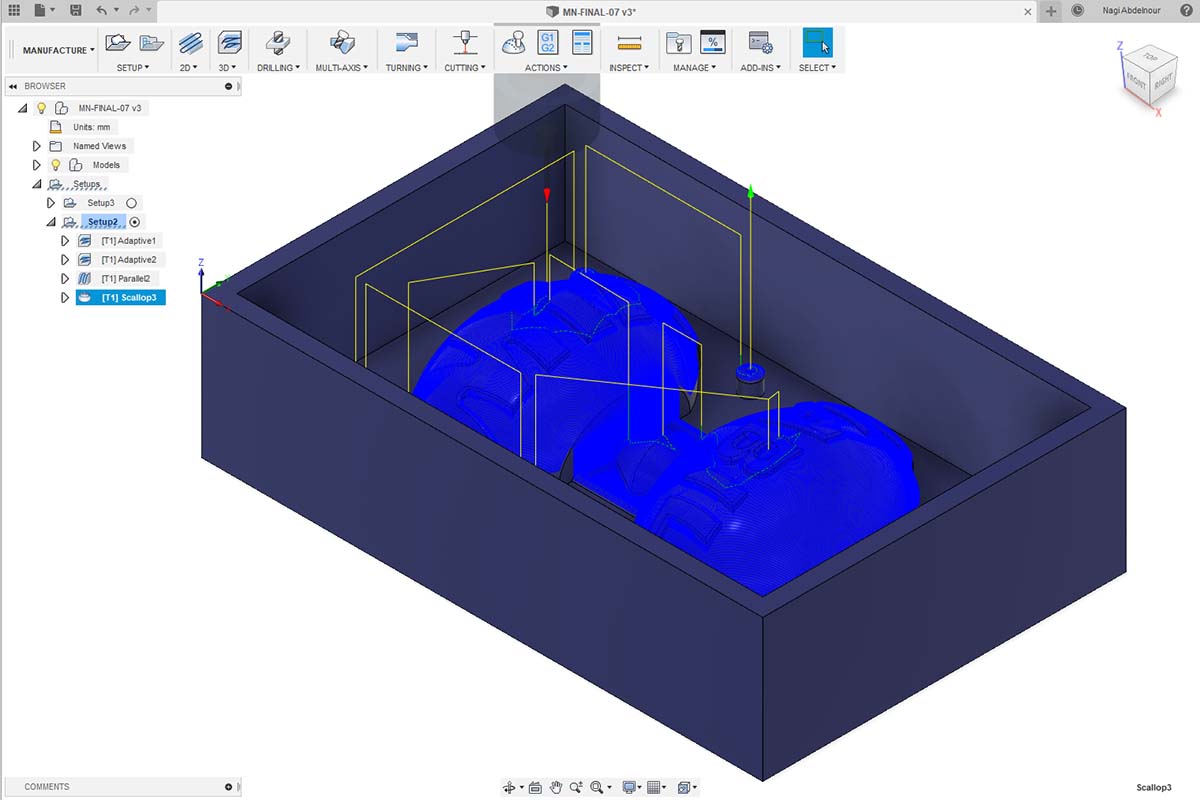
G-code 4 :
It is a scallop finishing with a 1mm ball end mill to smooth the surface created by the previous parallel milling.
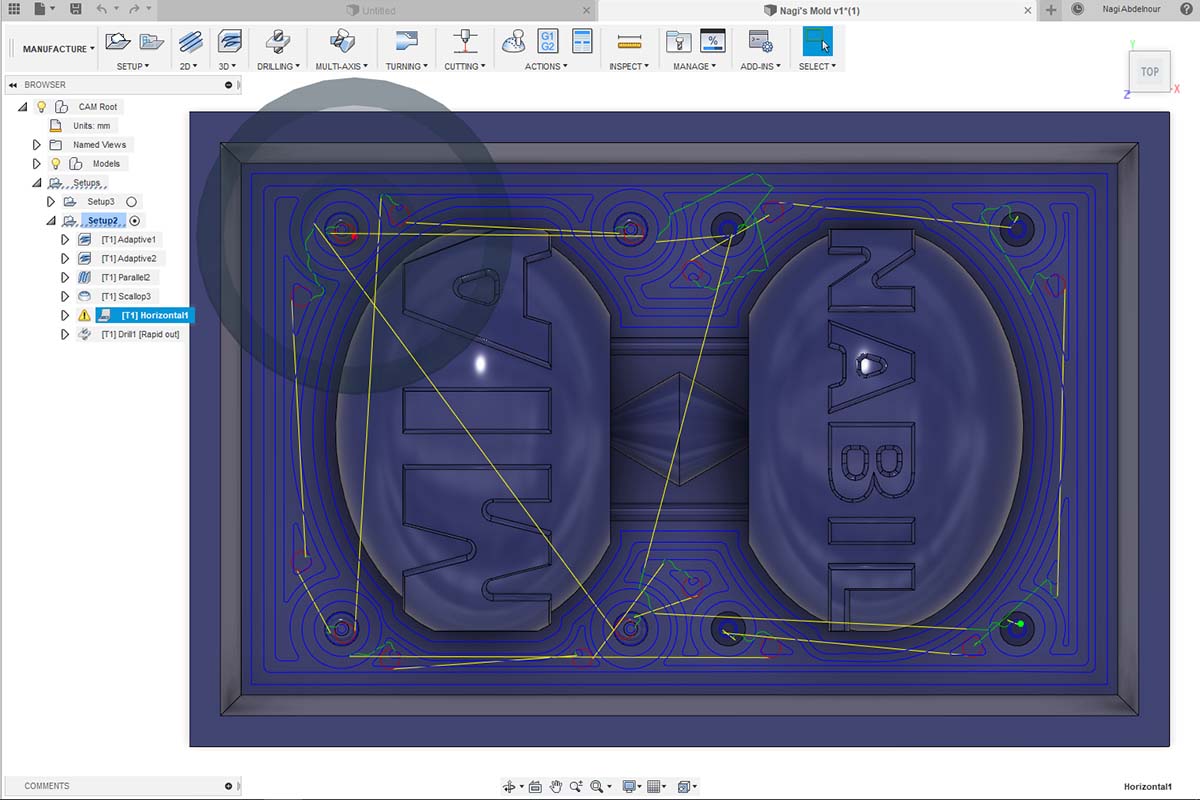
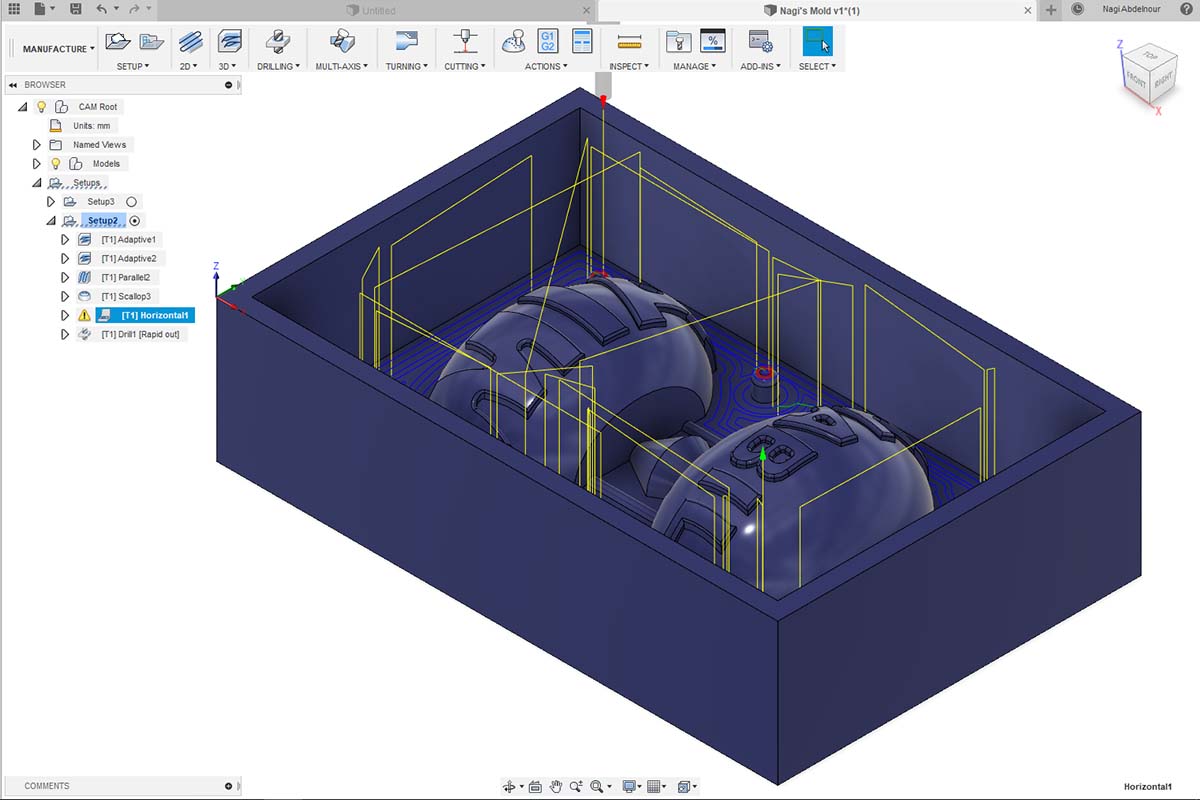
G-code 5 :
I used the horizontal settings with a 3mm flat end mill to smooth the horizontal bottom plane.
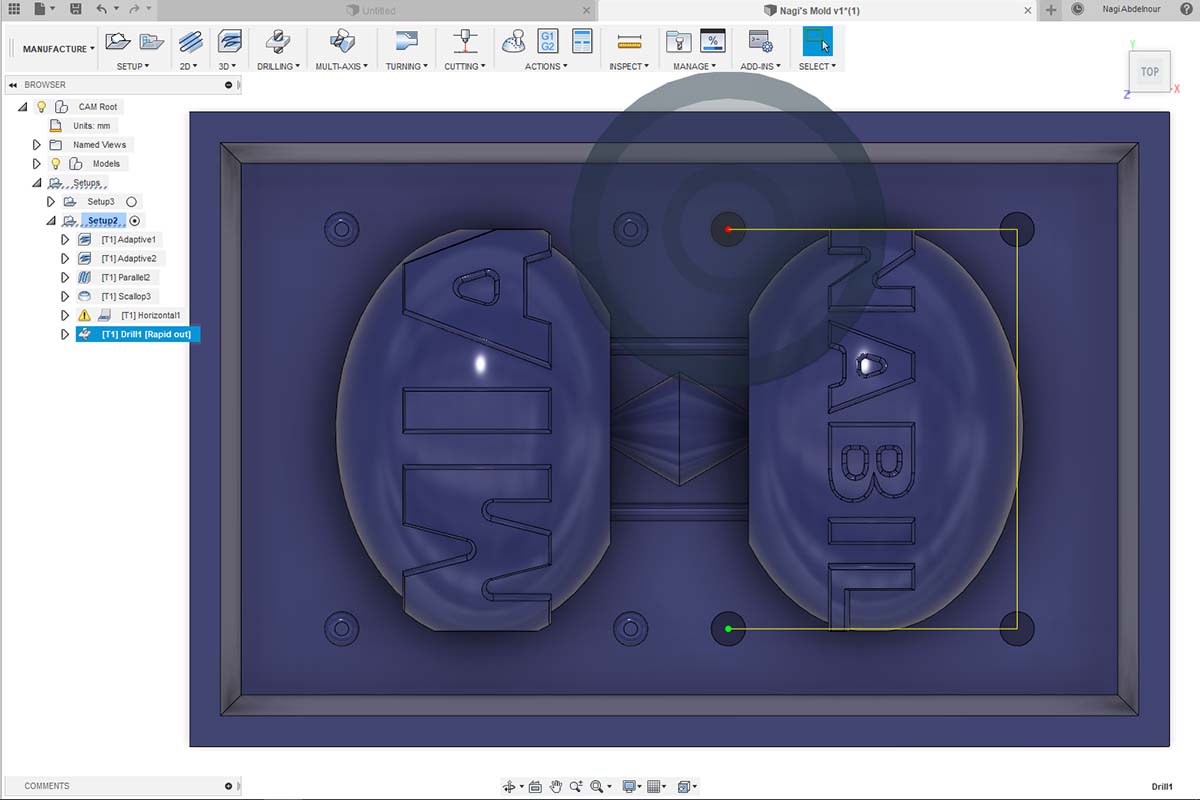
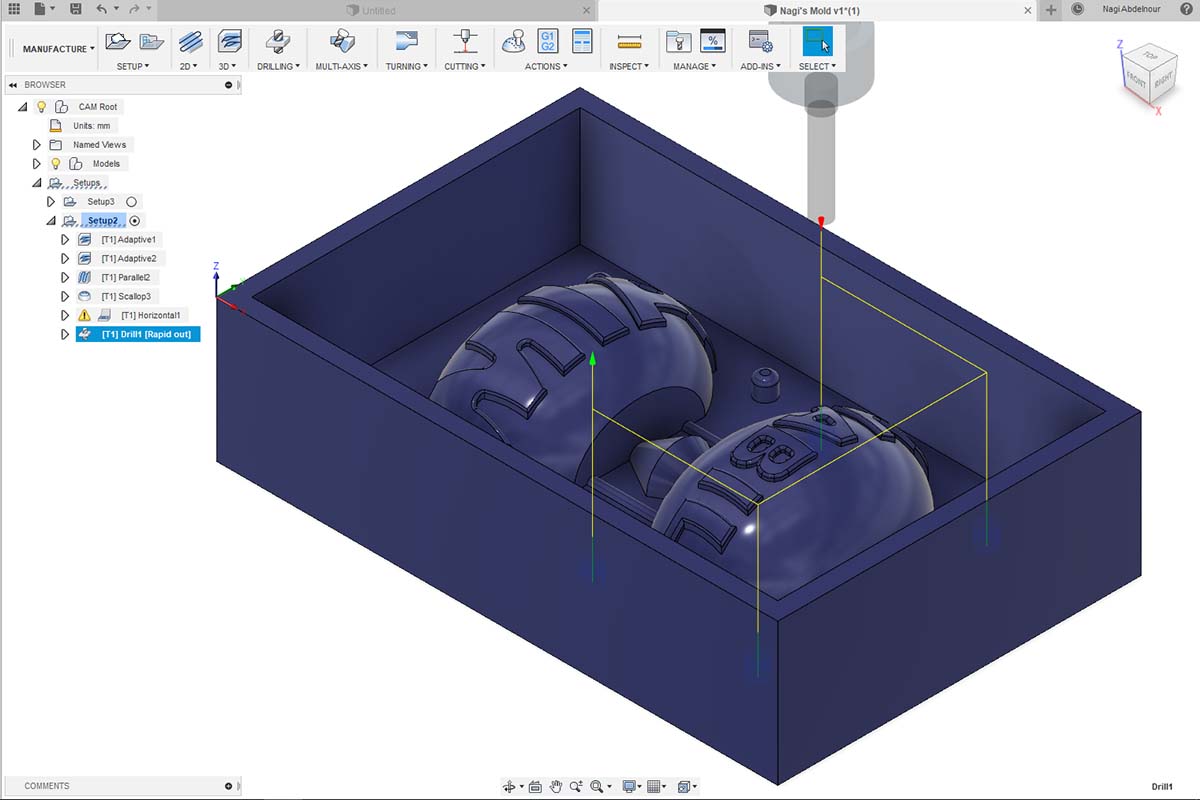
G-code 6 :
And finally I used the drilling with a 5mm flat end mill to drill the 4 holes of my mold.
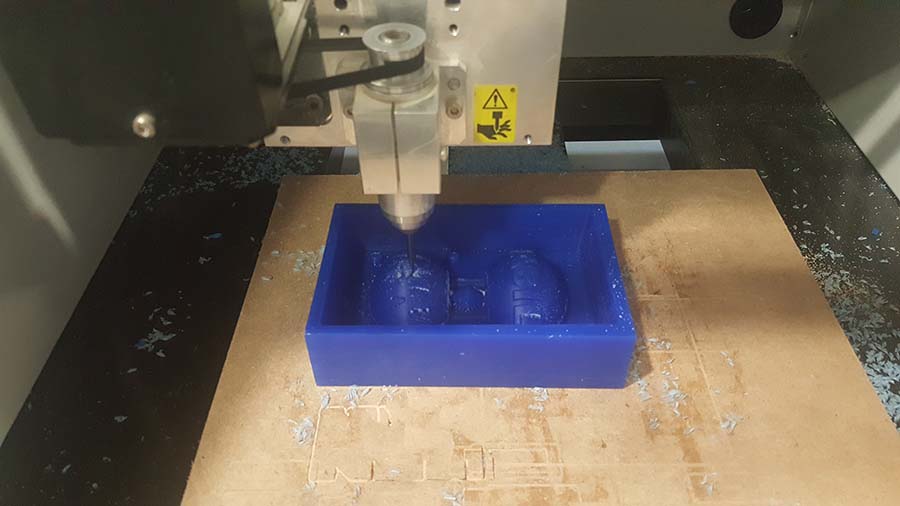
3-Milling the mold
After generating the g-code I used drop-out software to send the g-codes to the milling machine.(the same one we used for the electronic production)
Milling the G-code 1 :
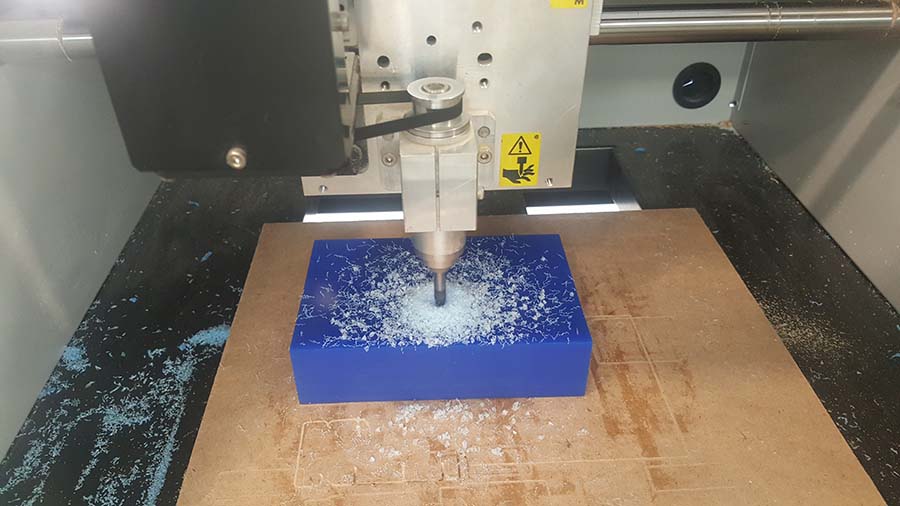


Milling the G-code 2 :


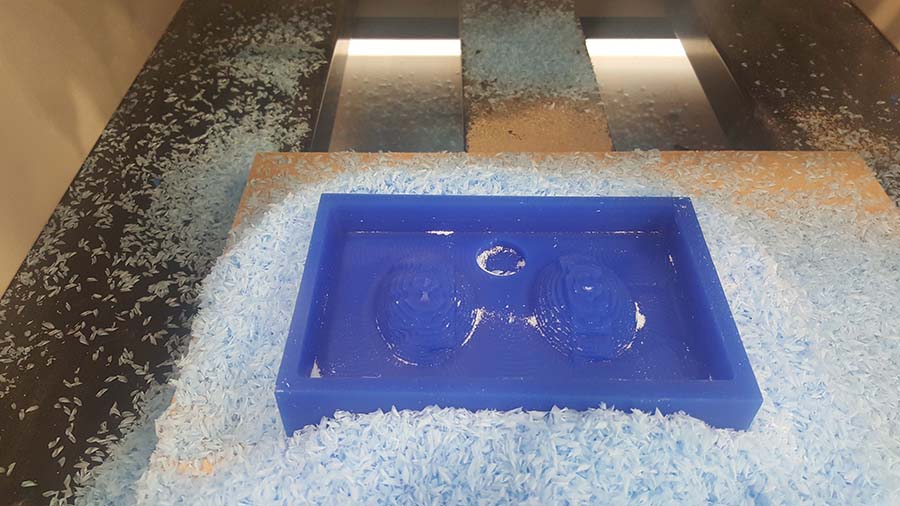
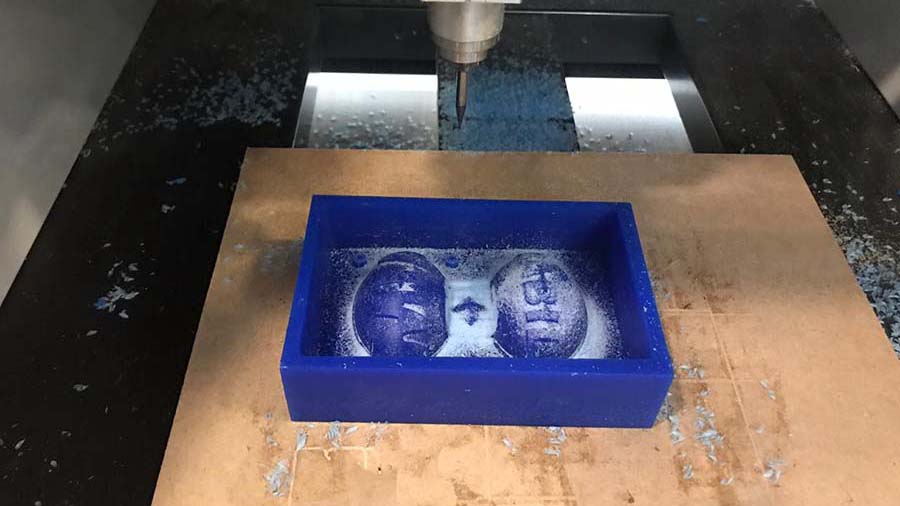
Milling the G-code 3 :

Milling the G-code 4 :
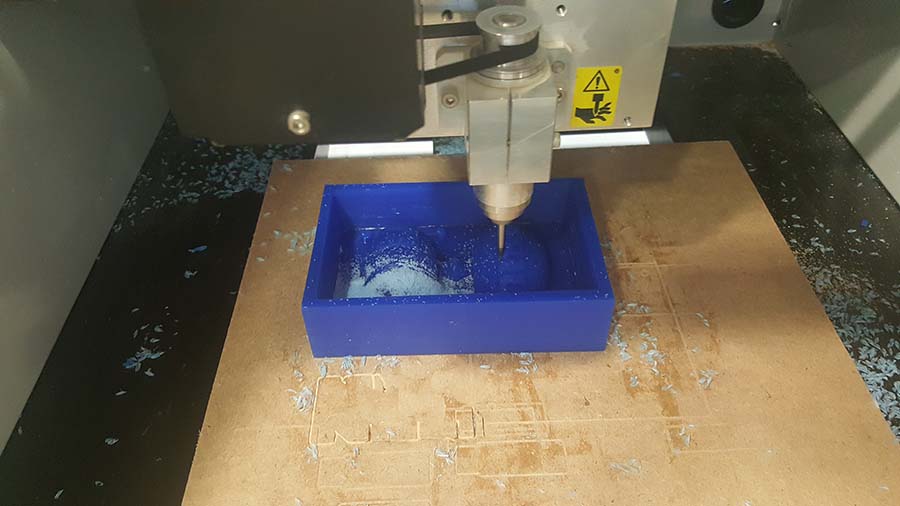
Milling the G-code 5 & G-code 6 :


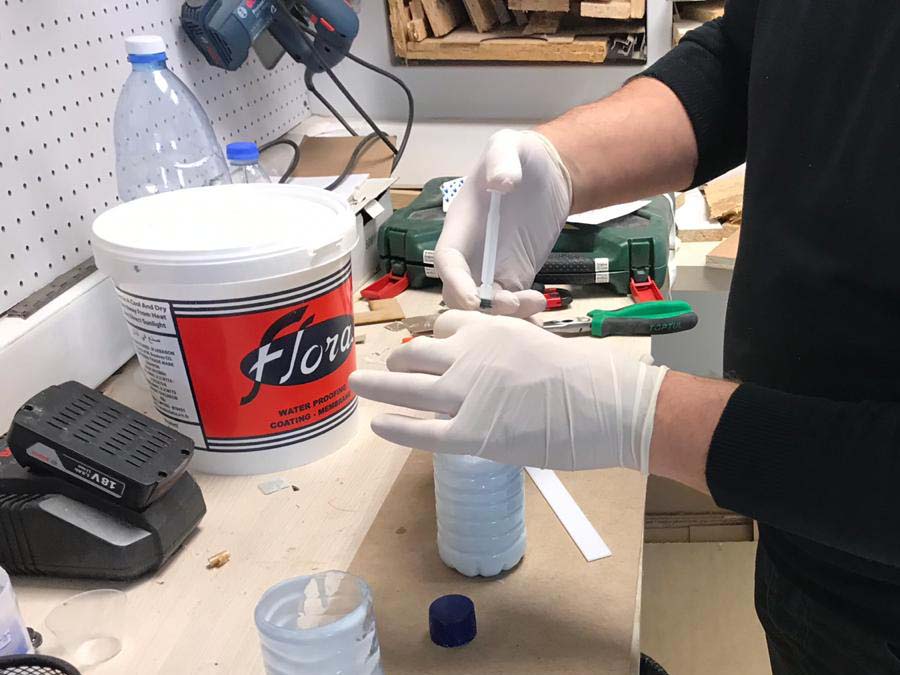
4-Preparing the Silicone Mixture
For the silicone mixture we used a 500ml of the silicone and 15ml of hardener (30% ratio).


5-Pouring the silicone in the Positive Mold
After cleaning the mold, the silicone mixture is poured gently from one side avoiding by that the creation of bubbles.




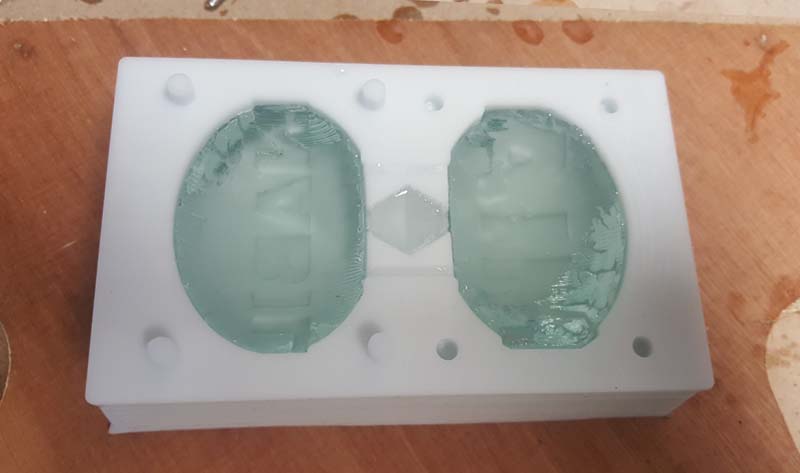
6-Removing the Mold after Curing
I did 2 silicone molds , the first one I will use it as a one side mold to cast each name alone and the other one I will cut in half to create a two sided mold and cast the two names in object.



7-Casting the resine
Resine Type 1




Resine Type 2


Final results
Resine Type 1
As we can notice there is some imperfections because the resine wasn't cured totally when I removed it.

Resine Type 2
The quality here is much better the final object is identical to the mold with no bubbles and no imperfections.




Group assignment
The assignment this week was to review the safety data sheets for each of your molding and casting materials, then make and compare test casts with each of them.
The following are the material we used in this week's assignment.
- Molding Material
- Molding Material 1 - Alumilite - Amazing Mold Rubber
- Molding Material 2 - Alumilite - High Strength 2
- Casting Material
- Casting Material 1 - Alumilite - Amazing Casting Resin - White
- Casting Material 2 - Alumilite - Amazing Clear Cast
- Casting Material 3 - Aristocrat - Liquid Glass
- Casting Material 4 - PolyPol - 1003
- Coloring Material - Alumilite Coloring Dyes, Various Colors
Test 1 - Testing Various Molding Material
In order to perform this week's assignment, we tried two differnt Molding Material and we compared the technical specification and the results.
The following material were available in the lab and were used during this week's assignment:
- Molding Material 1 - Alumilite - Amazing Mold Rubber
- Molding Material 2 - Alumilite - High Strength 2
Always use safety products when working with silicone and resin. Always wear gloves, apron, coveralls, boots, chemical goggles.
Mixed High Strength rubber will absorb into porous materials and may stain! Avoid clothing, carpet, upholstery, and any other porous materials which will stain and will not come out. Mold making and casting is best done in a designated area such as a basement, garage, or hobby room with adequate air movement or ventilation. Cover any surfaces including floors with plastic sheeting, or plywood to prevent damage from spilled resin. To clean up unmixed or still liquid material, use rubbing alcohol on a rag or paper towel to quickly clean and remove. In some instances, such as spills on non-porous surfaces, it's easier to clean up silicone after it's allowed to cure. Then simply peel away and discard.
The following are the safety warning for both material:
- Keep out of reach of children
- Avoid eye and skin contact.
- In case of skin contact, wash with soap and water
- Use with ventilation. In case of ill effects, remove to fresh air
- Keep container closed
- Do not take internally.
- Do not use for food.
You can download the data sheet for the material from the following links
Material 1 - Amazing Mold Rubber
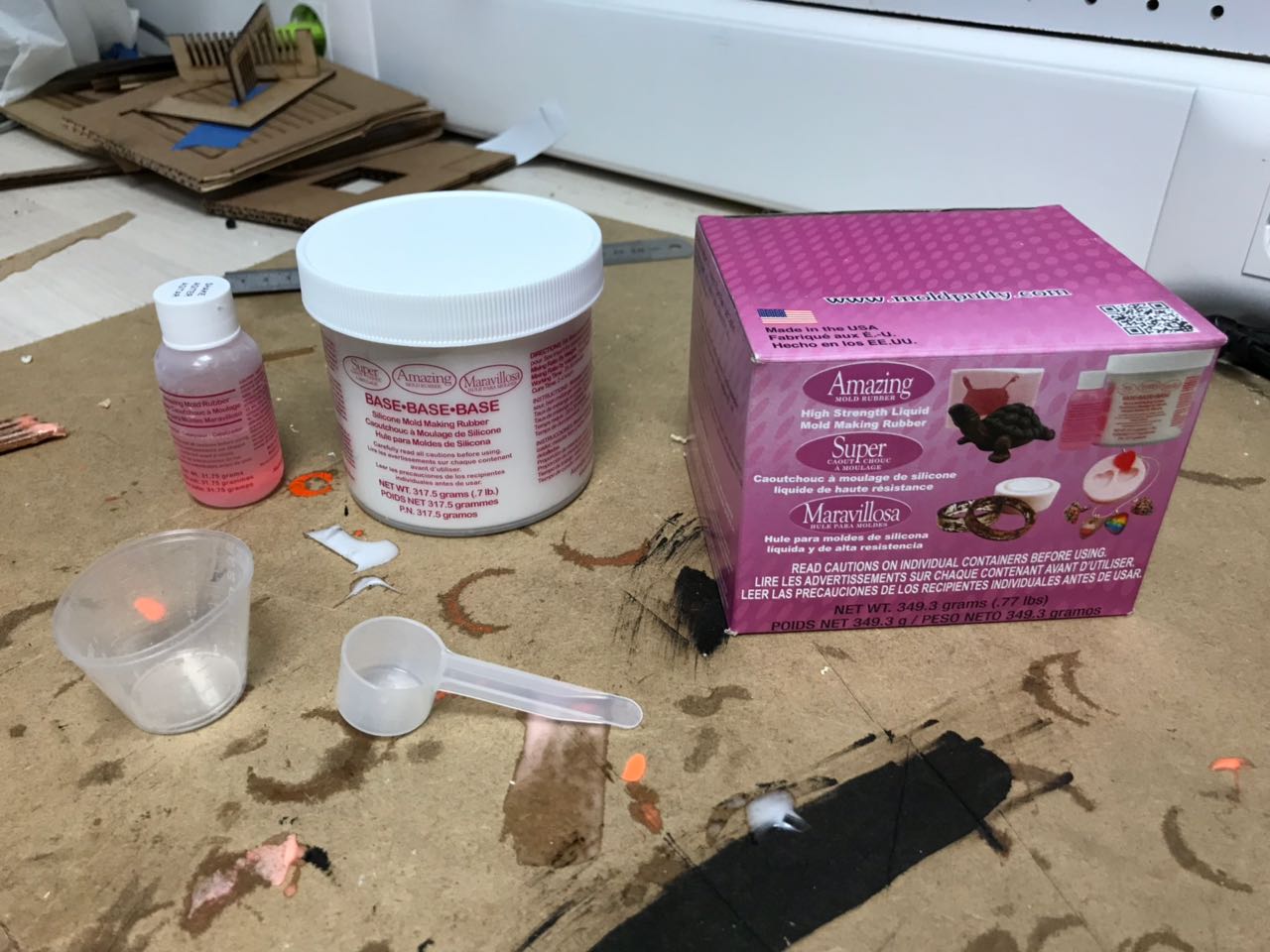
The following is a summary of the data sheet of the Amazing Mold Rubber.
- Color: Pink
- Mix Ratio: 10:1 by WEIGHT
- Open Time: 20-30 mins
- Demold Time: 2-4 hours
- Mixed Viscosity (cps.): 15,000
- Specific Gravity: 1.15
- Shore A Hardness 25
- Linear Shrink (%) .3
- Tensile Strength (psi) 550
- Elongation 500%
- Temperature Range (F) -67 to 395
- Vacuum Required No
Material 2 - High Strength 2

The following is a summary of the data sheet of the High Strength 2.
- Color: Pink
- Mix Ratio: 10:1 by WEIGHT
- Open Time: 45 mins
- Demold Time: 12-18 hours
- Mixed Viscosity (cps.): 18,000
- Specific Gravity: 1.15
- Shore A Hardness 25
- Linear Shrink (%) .3
- Tensile Strength (psi) 550
- Elongation 500%
- Temperature Range (F) -67 to 395
- Vacuum Required No
We can notice that this material takes more time to cure than material 1. However both have almost the same final result which is a high tear strength rubber material.
Test 2 - Testing Various Casting Material
In order to perform this week's assignment, we tried many types of casting material and we compared the technical specification and the results.
The following material were available in the lab and were used during this week's assignment:
- Casting Material 1 - Alumilite - Amazing Casting Resin - White
- Casting Material 2 - Alumilite - Amazing Clear Cast
- Casting Material 3 - Aristocrat - Liquid Glass
- Casting Material 4 - PolyPol - 1003
- Coloring Material - Alumilite Coloring Dyes, Various Colors
Always use safety products when working with resin. Always wear gloves, apron, coveralls, boots, chemical goggles.
Hardener contains a polyamine curing agent. Polymer should be used only by adults or under close supervision by an adult. KEEP OUT OF REACH OF CHILDREN.
The following are the safety warning for all material:
- Fatal or harmful if swallowed
- Keep out of reach of children
- Avoid eye and skin contact.in case of eye contact, flush with water for ten minutes and seek prompt medical attention.
- In case of skin contact, wash with soap and water. Resin and hardener are skin irritants and may cause allergic reaction.
- AVOID INHALATION – Use in well ventilated areas.. In case of ill effects, remove to fresh air
- Keep container closed
- Do not take internally.
- Do not use for food.
A detailed description of the technical data sheet for both materials is described below.
You can download the data sheet for the material from the following links
Material 1 - Alumilite - Amazing Casting Resin - White

The following is a summary of the data sheet of the Amazing Casting Resin - White.
- Color: White
- Mixed Viscosity (cps.): 90
- Hardness Shore D: 72
- Specific Gravity: 1.05
- Shrinkage (in/in): 0.006
- Tensile Strength (psi): 4500
- Elongation: 10%
- Heat Deflection (Degrees F) 185
- Izod Impact (lb/in): 0.40
- Compression (psi): 6,000
The following are General Properties for the material.
- Color "A": Clear
- Color "B": Translucent yellow
- Mix Ratio: 1:1 by WEIGHT or Volume
- Open Time: 2.5-3 mins
- Demold Time: 5-15 mins
- Full Cure Schedule: 72 Hours
Material 2 - Alumilite - Amazing Clear Cast

- Color: Clear
- Mixed Viscosity (cps.): 2,600
- Hardness Shore D: 80
- Specific Gravity: 1.08
- Shrinkage (in/in): 0.003
- Tensile Strength (psi): 8,000
- Elongation: 1-3%
- Heat Deflection (Degrees F) N/A
- Izod Impact (lb/in): 2.26
- Compression (psi): 27,000
- Color "A": Translucent Blue
- Color "B": Clear
- Mix Ratio: 1:1 by WEIGHT or Volume
- Open Time: 45-60 mins
- Demold Time: 18-24 mins
- Full Cure Schedule: 72 Hours
We can notice that this material takes more time to cure than material 1.
Material 3 - Aristocrat - Liquid Glass

- Color: Clear(Yellowish)
- Hardness Shore D: 81-83
- Shrinkage (in/in): 0.003
- Tensile Strength (psi): 5,800
- Elongation: 7%
- Izod Impact (lb/in): 0.95
- Compression (psi): 3,500
- Color "A": Translucent Blue
- Color "B": Clear
- Mix Ratio: 1:1 by WEIGHT or Volume
- Open Time: 10-15 mins
- Demold Time: 18-24 mins
- Full Cure Schedule: 72 Hours
Material 4 - PolyPol - 1003

The following is a summary of the data sheet of the PolyPol - 1003.
- Color: Bluish Cloudy Viscous Liquid
- Mixed Viscosity (cps.): 600-800
- Specific Gravity: 1.1-1.2
- Tensile Strength (MPa): 60
- Color "A": Translucent Blue
- Color "B": Clear
- Mix Ratio: 3% by Volume
- Open Time: 15-25 mins
- Demold Time: 25-35 mins
- Full Cure Schedule: 72 Hours

Files
Click Here to download the FUSION File
Click Here to download the G-codes