W5 - 3D scanning and printing¶
Group assignment: test the design rules for your 3D printer(s)
Participants¶
Felipe Santos, Alberto Lopez, Diar Amin, Gustavo Abreu, Josep Marti Juan Carlos Rincón
Test file¶
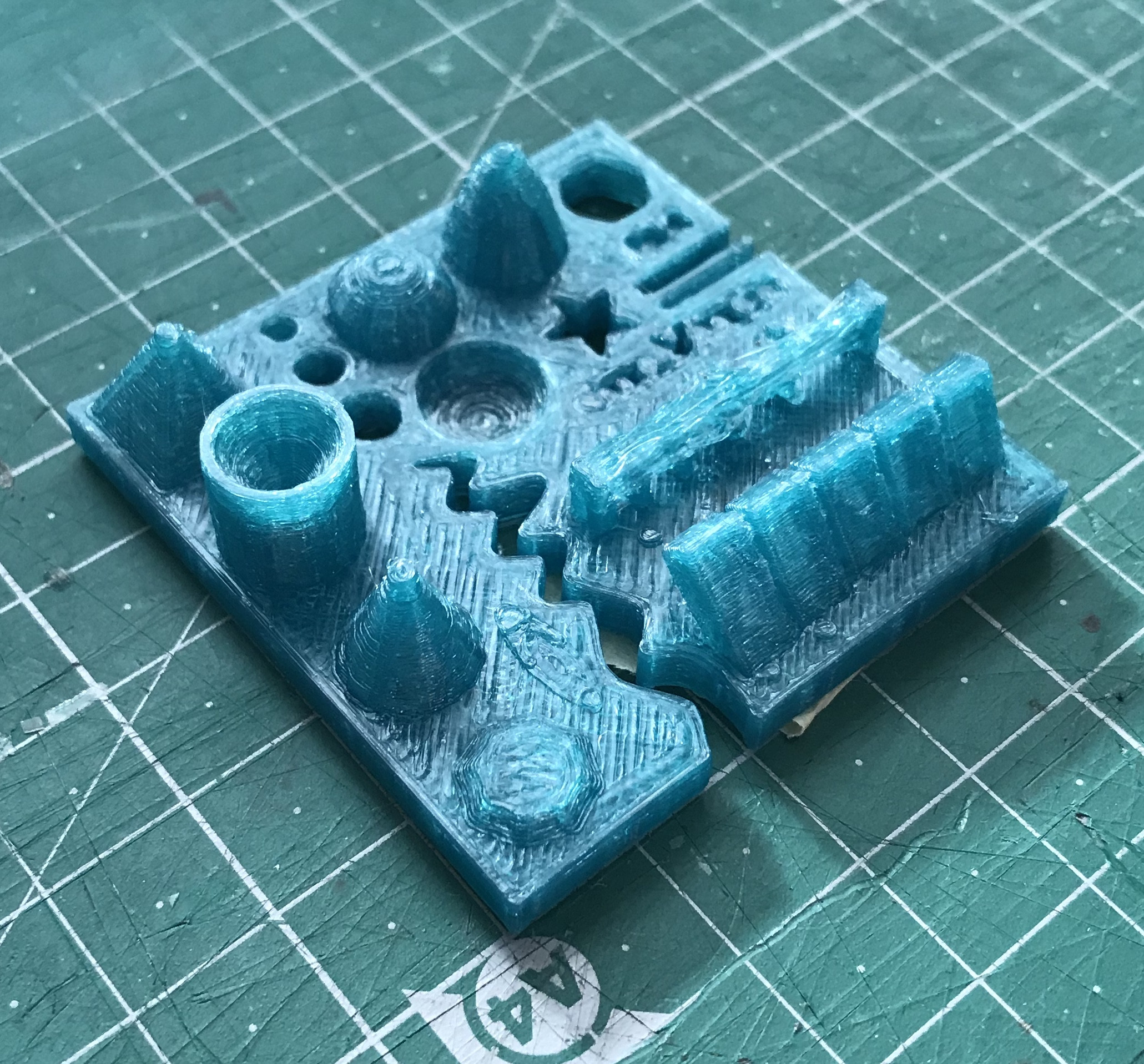
To test the different printers, the best option is to print a part that shows how the printer behaves in different situations. To do this, we’ve used a file from 3dprint.com available on thingiverse.
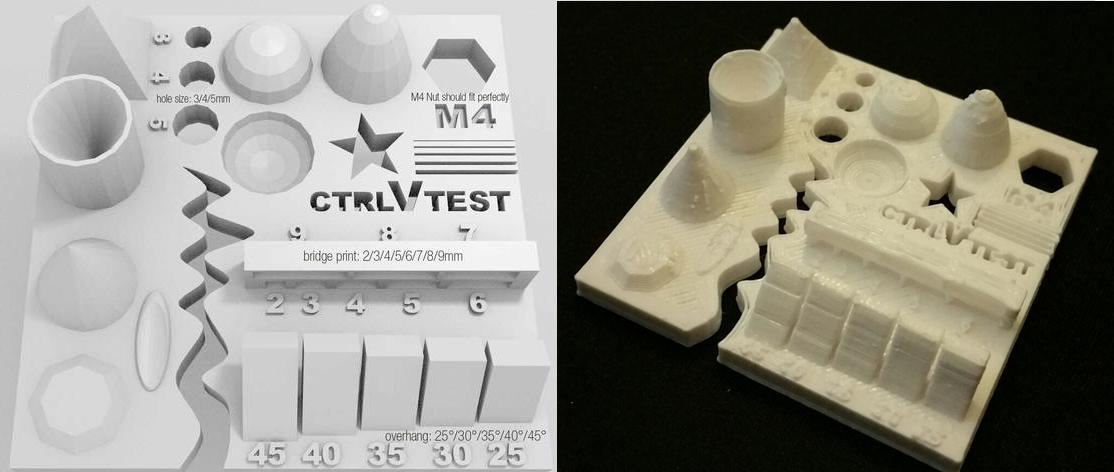
The article explains what should be measured as pointed below:
- Size: the object is 4 x 50 x 50 mm (baseplate) — measure with a caliper
- Hole size: 3 holes (3/4/5mm) — measure with a caliper/drill
- Nut size: M4 nut should fit perfectly — insert an M4 nut; it should need a little pressure
- Fine details: pyramid, cone, all numbers — check if all things look nice and smooth
- Rounded print: wave, half sphere — check if all things look nice and smooth
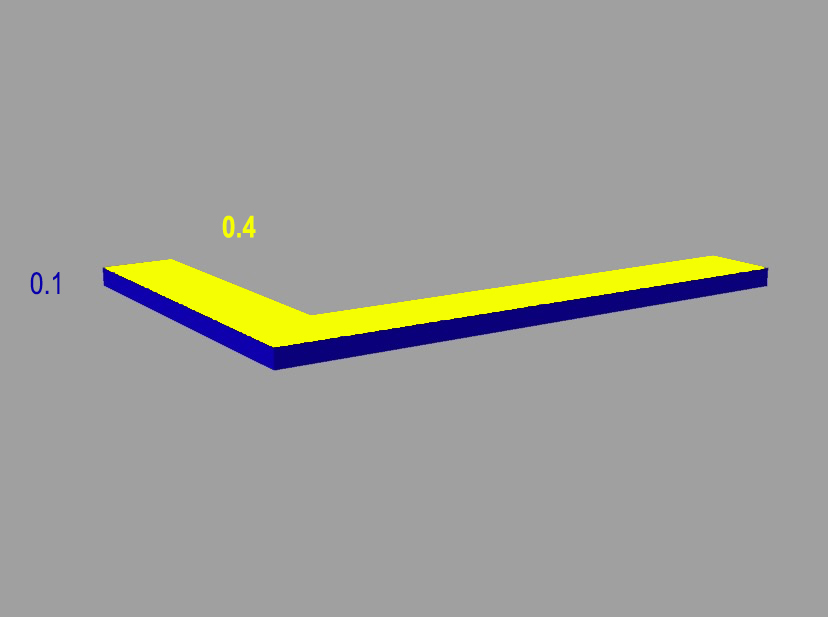
- Minimum distance between walls: 0.1/0.2/0.3/0.4/0.5 mm — depending on your nozzle size and slicer settings you will get different results
- Overhang: 25°/30°/35°/40°/45° — depending on printed material/cooling, these will not be as seen on the rendering provided
- Flatness: all flat areas — these should be flat with no gaps
We’ve used the same slicing parameters on every machine to have somewhat similar results. Although we could not use the same filament since the diameters were different.
Slicing settings:
Layer height: 0.2mm Wall line count: 2 Top layers: 6 Bottom layers: 4 Infill: 20% Speed: 60mm/s Nozzle temp.: 205 Bed temp.: 60 Material: PLA
Printers description¶
Anycubic Kossel Plus¶
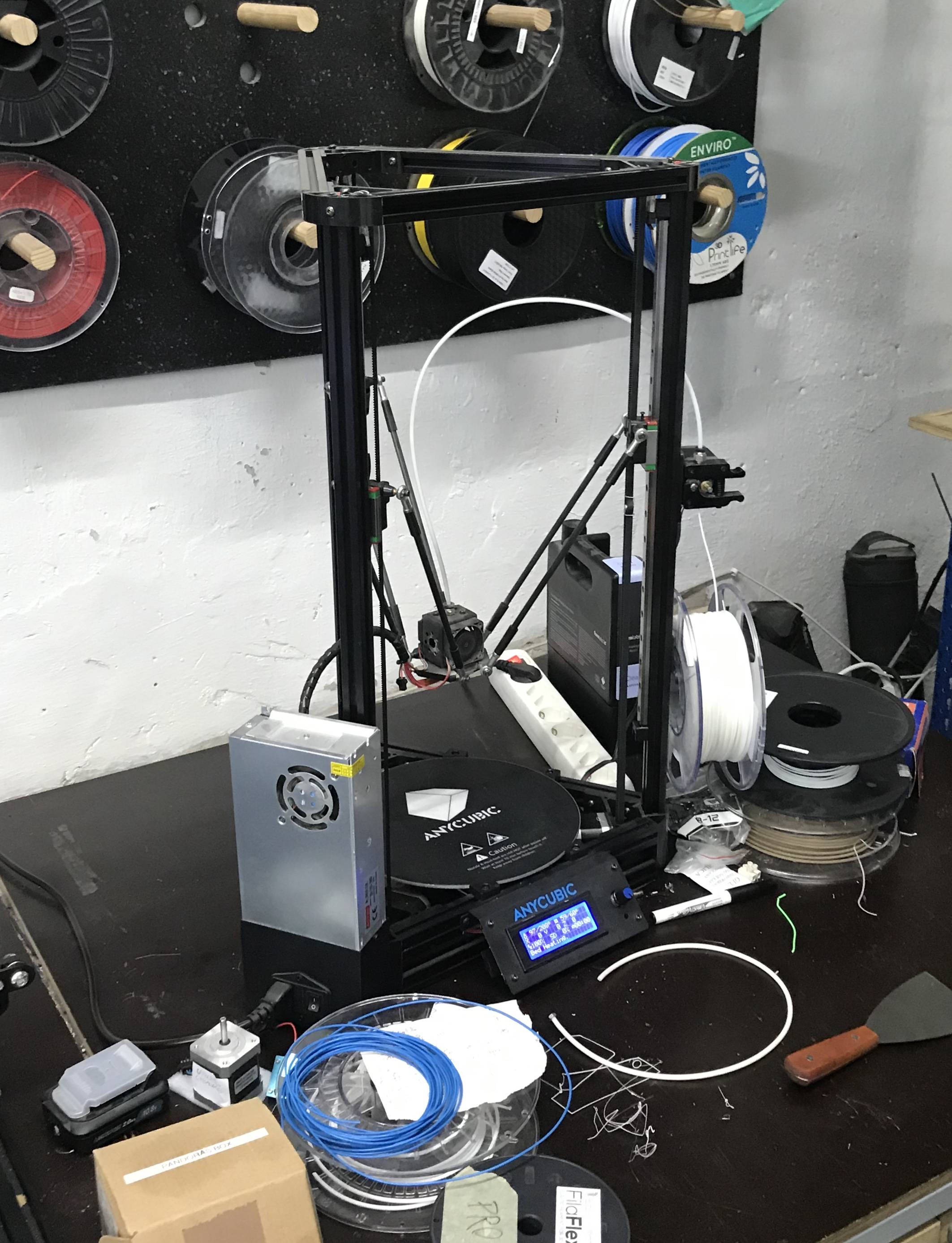 Area (x,y,z): 23x23x30
How to print: SD card
Nozzle diameter: 0.5mm
Filament diameter: 1.75mm
Axis movement: Delta
Area (x,y,z): 23x23x30
How to print: SD card
Nozzle diameter: 0.5mm
Filament diameter: 1.75mm
Axis movement: Delta
Ultimaker 2¶
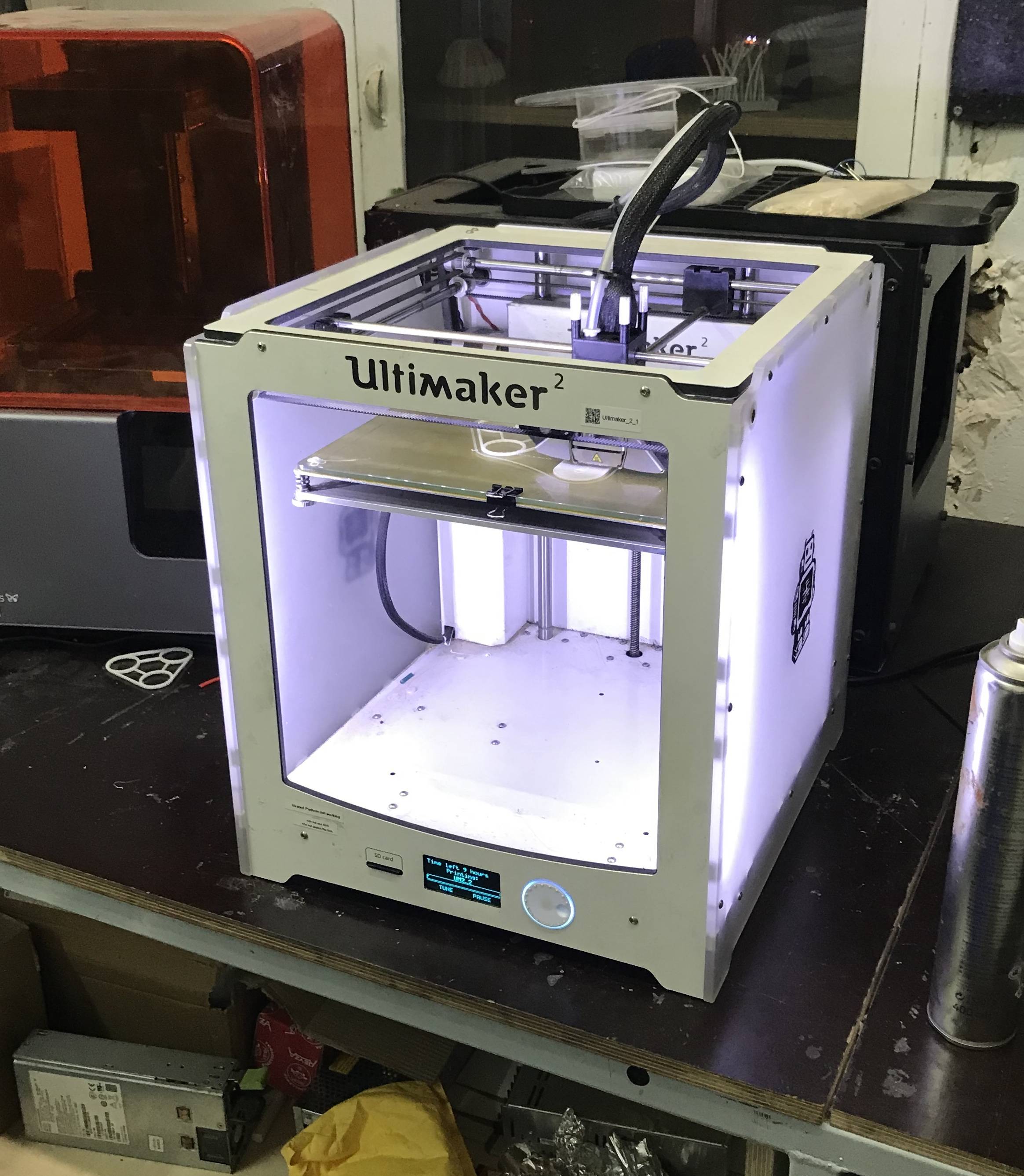 Area (x,y,z): 22x23x20
How to print: SD card
Nozzle diameter: 0.4mm
Filament diameter: 3mm
Axis movement: CoreXY
Area (x,y,z): 22x23x20
How to print: SD card
Nozzle diameter: 0.4mm
Filament diameter: 3mm
Axis movement: CoreXY
RepRap¶
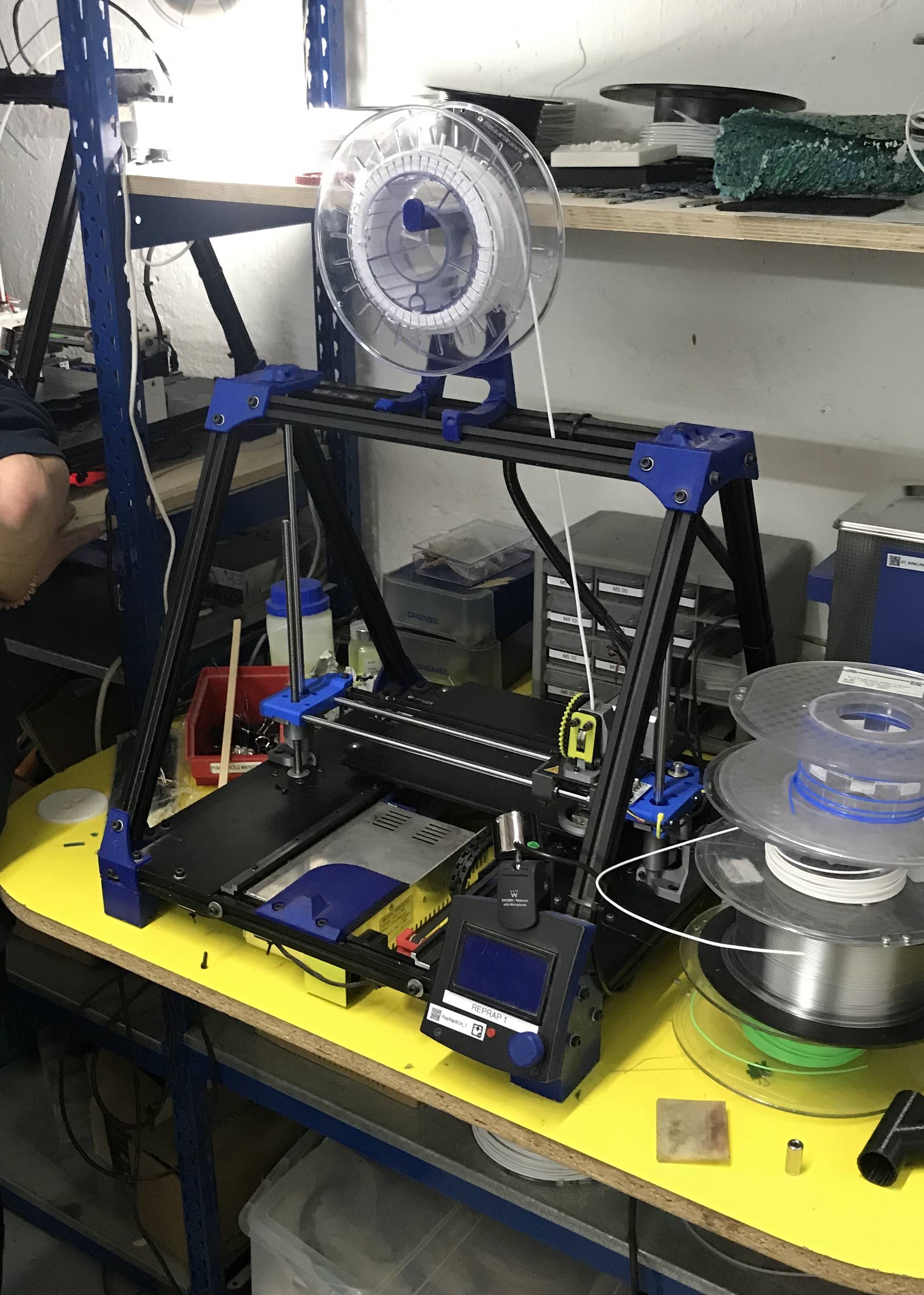 Area (x,y,z): 24x23x20
How to print: SD card or Octoprint
Nozzle diameter: 0.6mm
Filament diameter: 3mm
Axis movement: Cartesian
Area (x,y,z): 24x23x20
How to print: SD card or Octoprint
Nozzle diameter: 0.6mm
Filament diameter: 3mm
Axis movement: Cartesian
Prusa i3 Mk3¶
 Area (x,y,z): 25x21x20
How to print: SD card
Nozzle diameter: 0.4mm
Filament diameter: 1.75mm
Axis movement: Cartesian
Area (x,y,z): 25x21x20
How to print: SD card
Nozzle diameter: 0.4mm
Filament diameter: 1.75mm
Axis movement: Cartesian
Print tests¶
Prusa i3
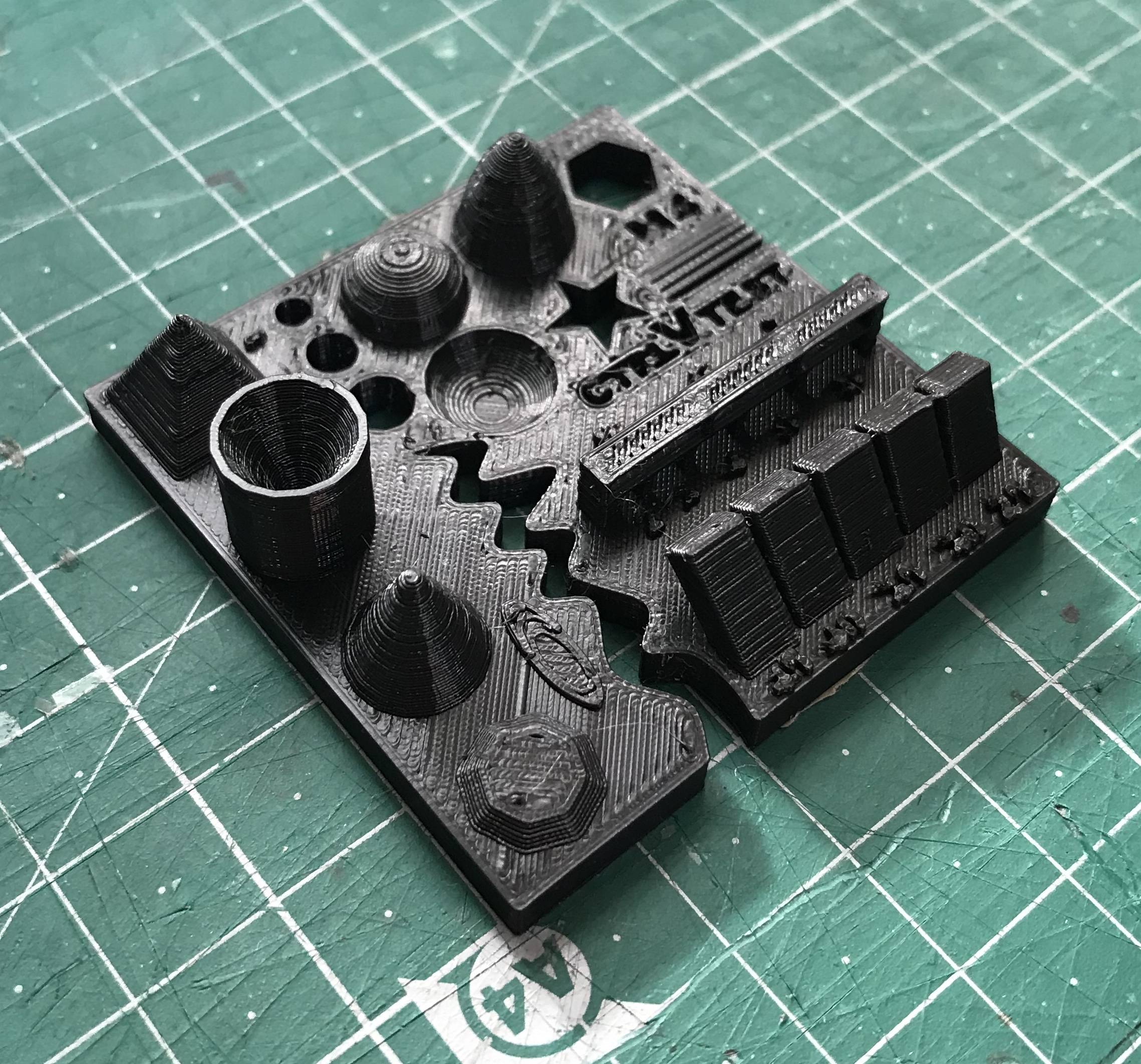 Size: 4x50x50mm
Hole size: 4.7,3.7,2.5
Nut size: Snug fit
Fine details: Smooth
Rounded print: Smooth
Minimum distance between walls: 0.3mm
Overhang: Up to 45º smooth
Flatness: All closed
Bridges: Up to 9mm smooth
Size: 4x50x50mm
Hole size: 4.7,3.7,2.5
Nut size: Snug fit
Fine details: Smooth
Rounded print: Smooth
Minimum distance between walls: 0.3mm
Overhang: Up to 45º smooth
Flatness: All closed
Bridges: Up to 9mm smooth
Ultimaker 2
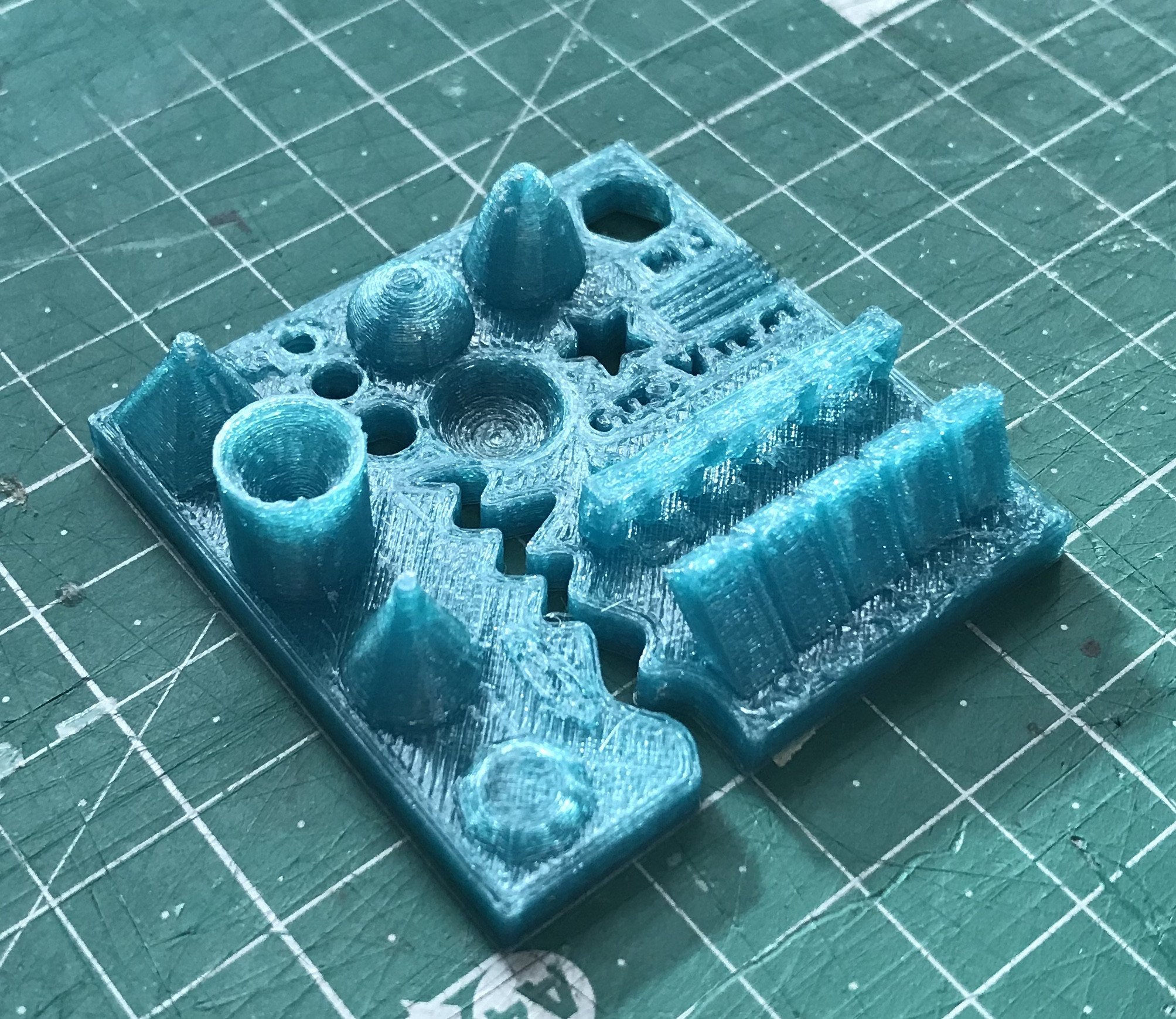 Size: 4x50x50
Hole size: 4.6,3.7,2.3
Nut size: Snug fit
Fine details: Smooth
Rounded print: Smooth
Minimum distance between walls: 0.3mm
Overhang: Up to 45º smooth
Flatness: All closed
Bridges: Up to 9mm smooth
Size: 4x50x50
Hole size: 4.6,3.7,2.3
Nut size: Snug fit
Fine details: Smooth
Rounded print: Smooth
Minimum distance between walls: 0.3mm
Overhang: Up to 45º smooth
Flatness: All closed
Bridges: Up to 9mm smooth
Anycubic
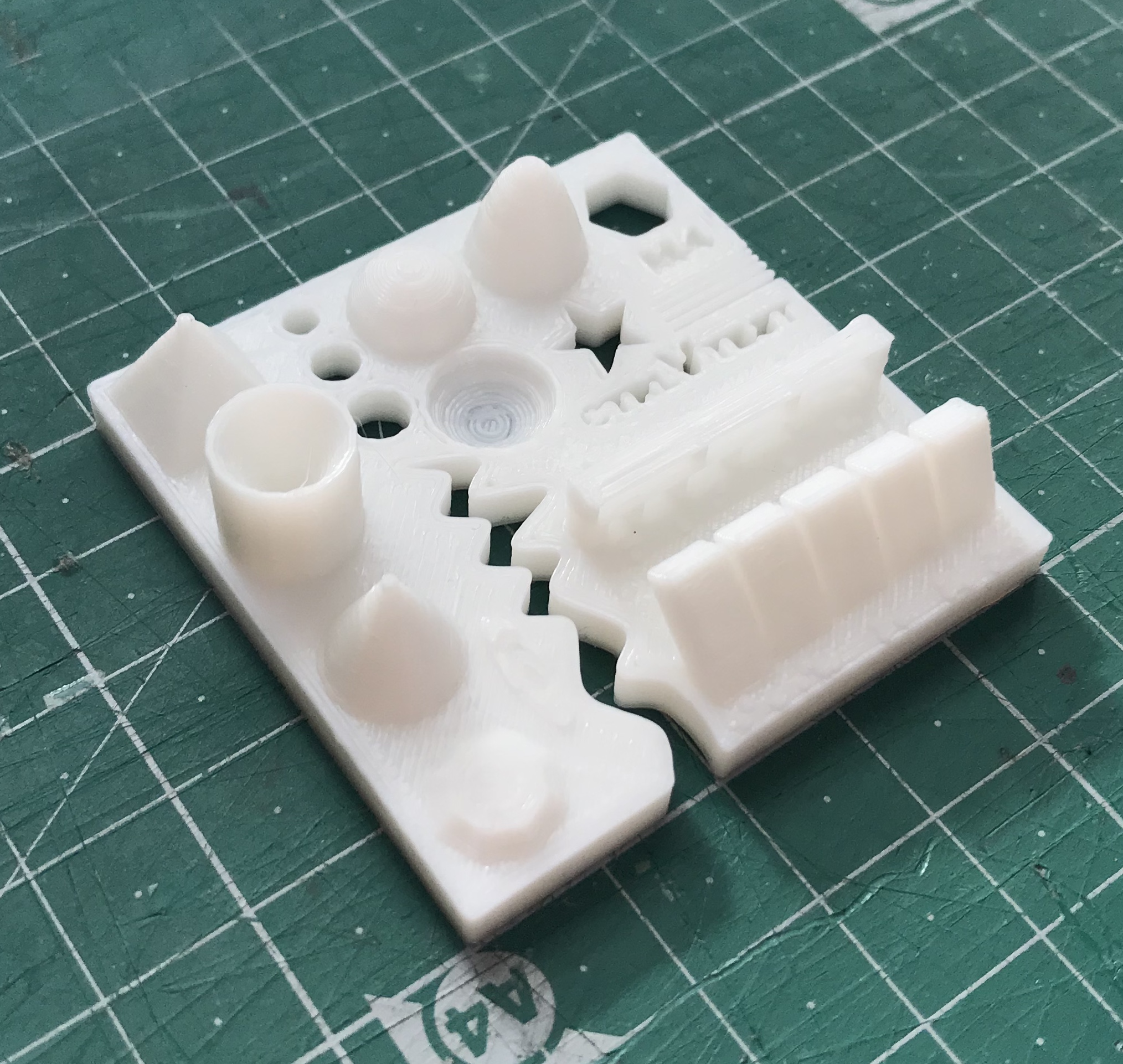 Size: 4.1 x 50 x 50 mm
Hole size: All of the drills almost fitted
Nut size: Almost fitted but not entirely
Fine details: Looks nice and smooth
Rounded print: Looks nice and smooth
Minimum distance between walls: Problems only with the 0.1/0.2mm wall distances but printed nicely
Overhang: No problem printing the overhangs
Flatness: Flat with no gaps
Bridges: It printed it all but with a little problem in the bridge of 6mm
Size: 4.1 x 50 x 50 mm
Hole size: All of the drills almost fitted
Nut size: Almost fitted but not entirely
Fine details: Looks nice and smooth
Rounded print: Looks nice and smooth
Minimum distance between walls: Problems only with the 0.1/0.2mm wall distances but printed nicely
Overhang: No problem printing the overhangs
Flatness: Flat with no gaps
Bridges: It printed it all but with a little problem in the bridge of 6mm
Reprap
 Size: 4.1 x 49 x 49 mm
Hole size: Any of the drills fitted at all
Nut size: Doesn’t fit
Fine details: Looks nice but not smooth
Rounded print: Looks nice but not smooth
Minimum distance between walls: It could print only one wall with wrong distances
Overhang: No problem printing the overhangs
Flatness: Flat with no gaps
Bridges: No bridges at all
Size: 4.1 x 49 x 49 mm
Hole size: Any of the drills fitted at all
Nut size: Doesn’t fit
Fine details: Looks nice but not smooth
Rounded print: Looks nice but not smooth
Minimum distance between walls: It could print only one wall with wrong distances
Overhang: No problem printing the overhangs
Flatness: Flat with no gaps
Bridges: No bridges at all
Conclusions¶
The Prusa i3 Mk3 did the best printings with accurate measurements, nice bridges, overhangs, spaces between walls and a lot of details. Anycubic and Ultimaker had similar good results.
The worst result was on the Reprap, we believe we coult fine tune the slicing to improve the print. But, other than it having a 0.6mm nozzle, the main reason could be the old filament we’ve used. We may try again with a new one as soon as it arrives.
Since we had to use different softwares and filament between printers, we had very different results, but overall, they were good prints.
INDIVIDUAL ASSIGNMENT¶
Object that could´t be made substractively¶

I choosed to build a simple demonstrator of the concept, a cube with a ball inside, to make it more challenging the material chosen is Polyflex-TPU95 Ruber and I designed it small (2cm^3)in Rhino and the hollow part corresponded to the bolean difference of a tube of the same diameter as the sphere, crossing each face of the cube.
This would create a chamber that would allow the sphere to move freely but would add support while printing, as it is tight enough to avoid the use of many supports but distant enough to prevent the ball to stick to the walls (hopefully).
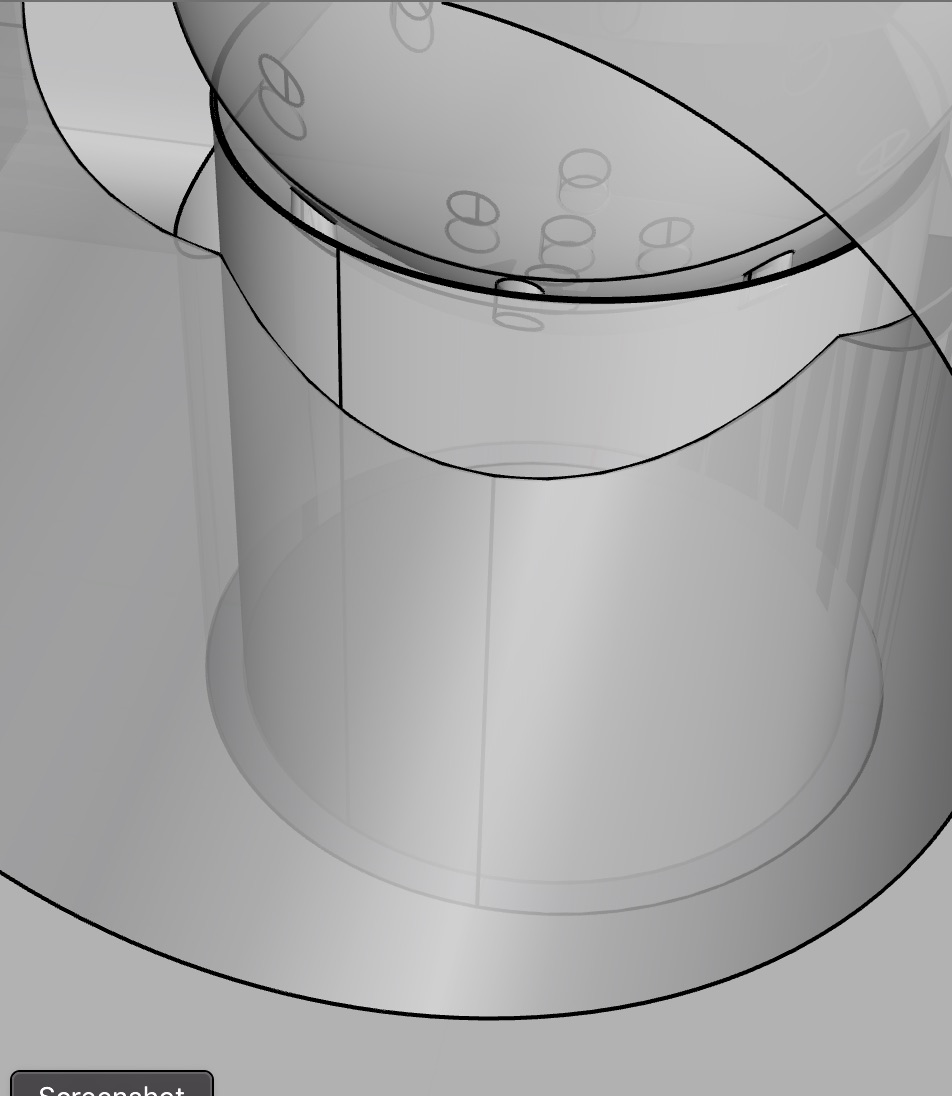
Lastly I created a cilinder with a concave top shaped as the interior of an sphere slightly larger than the actual sphere, from which cones protruded as supports for the sphere from lower face.
The need for the cilinder is due to the supports couldn’t grow from the printer´s bed as they would be too weak and flimsy as the material is very flexible and the chances of failing are everywere. Also this setting made for the suports to be easy to remove.
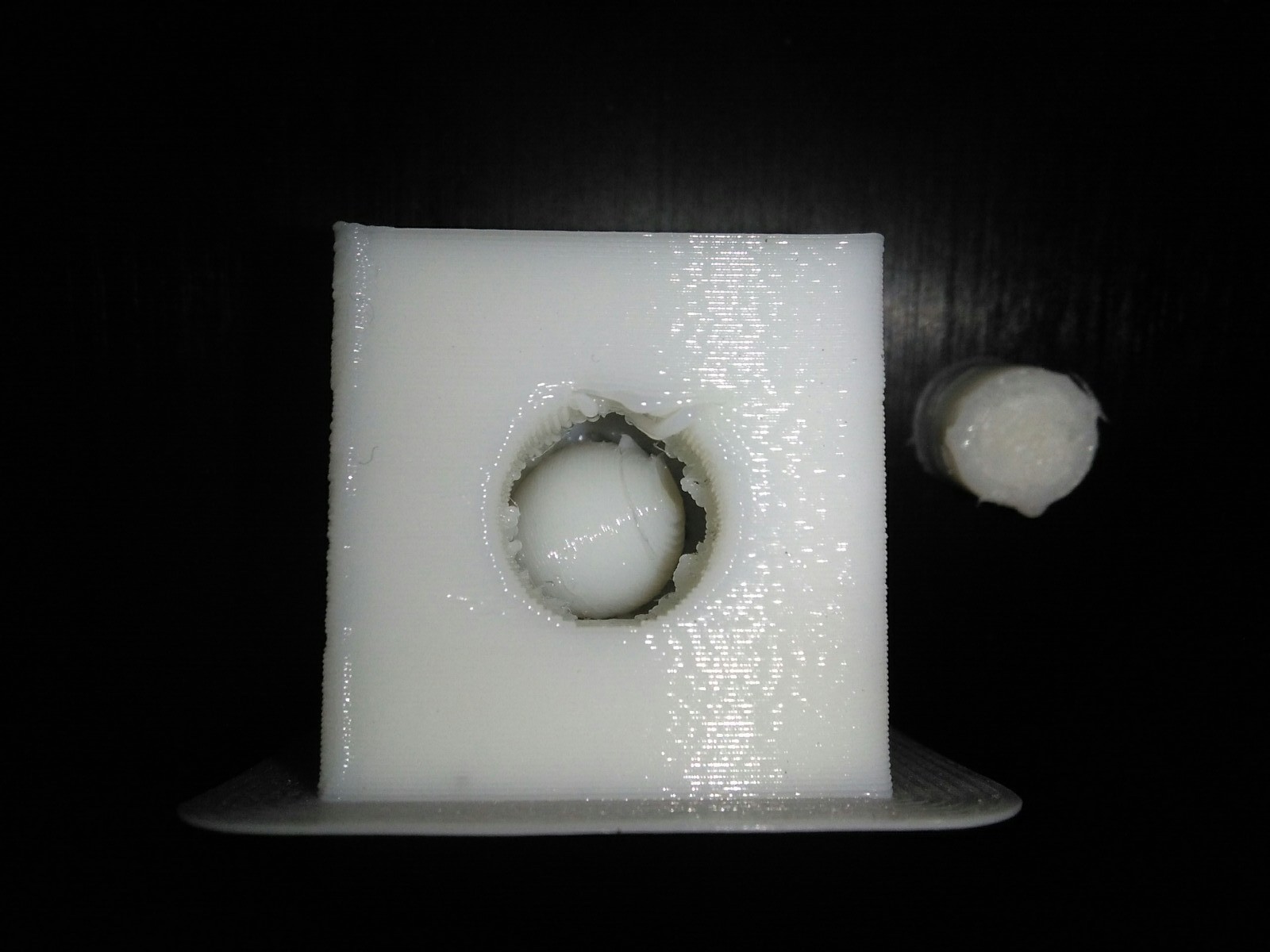
The print was a success for beign the first try, it was printed on a Creality CR10

and at the upper lid a gap was observable between the lid and the inner wall of each side, the OVERLAP PERCENTAGE was 10%, which I expected to be fine, this percentage should be increased perhaps 5% more. No time.
Notice that the settings have a slower speed, this is because of the rubber characteristics, if you go to fast the layer is not deposit properly and also “little hairs may appear” as well as gaps. Think that you are printing with a bublegum or a melted marshmallow.
To slice which is to cut into idealy 2D shapes (lim z->0 or in our case z=layer height) that stacked one on top of the other becomes your 3d figure, is done with a software, there are several in the market, but the standard everyone uses is CURA from ultimaker that works with other brands as well.
Download pdf of the possible slicing settings here
Cube File
PRINTING WITH WOOD¶
My skateboard That I might do in wildcard week is going to need risers, and I thought that this commodity part of an skateboard that is made with extruded plastic, could be made cutting wood, but also could be 3d printed making something cooler. So I decided to do both and print one with wood.

The printing parameters are the same as the normal PLA just setting the temperature (according to Mikel) 212ºC for the first layers and 200ºC for the rest of the printing.
Thinking that the raiser is going to suffer stress forces I want to doit very solid, but I couldn’t waste 2hrs to print each, so I chose a thick hexagon pattern, as well as 2mm outer walls, thinking specially in the holes for the screws. I was concern that the low temperature, despite the fact that was within recommended parameters, was too low and the layers might not weld well together. But the result was great. Also Mikel lowered the speed on the printer commands, this has to be made by eye.
Careful, it can happen that the extruder gets jammed due to the sawdust (serrín) particles that form the filament.
SCANNED OBJECT PROBLEMS AND FIXES¶
One of my objectives were to learn how to use the dust printer and the resin printer, the later specially as I design jewelery and printed in castable wax or castable resin. Sadly all the printers of this characteristics in the house are broken. (Hey guys I got you a deal with the dealer at 3DS to get a resin one cheaper, get one!! Xp)
This is a ring made by me in castable resin on a Anycubic Photon outside fablab, one can see the detail this technology can achieve.

Action Figure¶
I want to check something out from my childhood bucket list which I had forgot: to made myself into an action figure! So I planned to scan myself.
To print the action figure I would like to use a resin printer.
The problem was that you have to, at least, have one of the two subjects involved in the scan assisted with some fixture, ideally both, to prevent wobbling as if the scanned is rotating by himself and the scanner is moving up and down will most probably go wrong.
As this proved hard so I will make a scan-support and execution system in the “Make Something Big” week and try it again
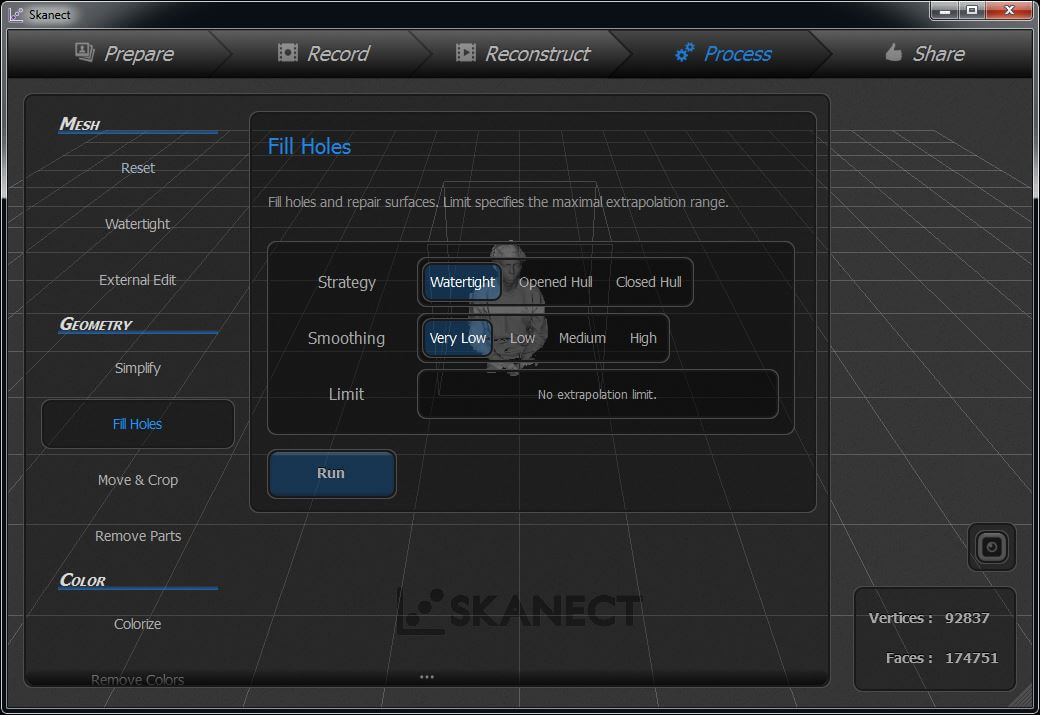
So I settled for a torso scan which came out quite alright, It was taken with the Microsoft Kinnect and Scannect
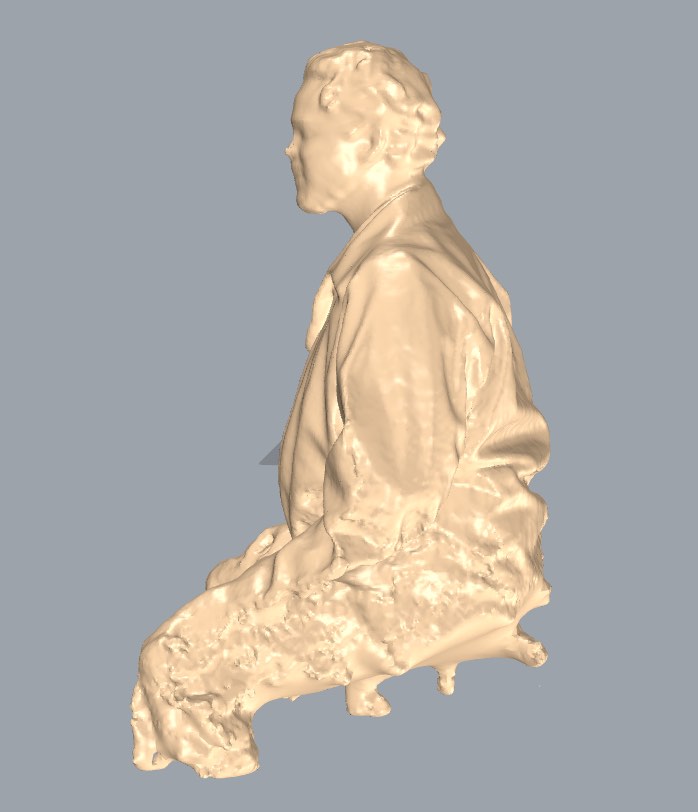
- To make it print-enable has to be closed watertight but making sure that the smoothing is Very Low to prevent loosing definition
Certainly was very noticeable the difference in capture between a CUDA compatible card and a non, not only the speed of the scan per se, but that the speed of capture made it easiy to keep the scan aligned and not loosing the point, and therefor to prevent to have to repeat the scan.
Ryota’s stamp (comes from W2)¶
In W2 I designed a 3D object to be printed this week in PLA in order to cast it in Molding and Casting week.
Sadly the technology we have at fablab does not allow to print it with enough quality, even though I wanted to push the limits of the filament 3d printers and cast it on the cheapo, I got too carried away with the detailing and the printers cannot print the thin lines on the logo of the side, nor the stamp Kanjis of the signature at the bottom. It would make a nice project for castable resin printing.

one has to remember that ‘the thin part’ is the layer but the extruder is 0.4, is to thick to make the letters,
and if we flip it 90º the letters wont come out right anyway. The suggestion is to subrtract the letters to the surface… Don´t like it.
Another similar problem is with Ryota’s signature stamp, is too thin as well, this has an easy fix, I can cut them in goma EVA with the laser and attach them to a flat bottomed printed handle.
The above mentioned letters are too small to make them in this way. Buhuu. I can also mill it in wax (negative) and pour some castable material and then attach it to the handle, but all this counterveins the purpose of the experiment as it was supposed to be simple PLA casting.

After fabacademy I helped Mikel to give maintenance to the 3d printers. Among other things I calibrated the Reprap3 this was done printing a 20x20x20 cube, I forgot to mark which was the front so I added a 1mm nob at the front.
Printing at bed:45º and PLA nozel at 215 prevents most of the Elephants Paw.
It seems to be a 2 thenths of mm in axixs y. to correct that:
Controls-> Motion -> Y= 80.43
New Steps/mm Y Y= 20mm expected X what we have in Y /20.2mmreal measurement
in our case 20X80.3/20.2=79.633
Hit memory or next time you turn on will loose waht you just input!
It makes the corners round and larger than the intersection of the walls instead of sharp 90º corners, in this forum states that this is easily corrected matching the outer layers speed to the jerk.
“Jerk: Marlin takes the velocity vectors for the movement going in and out of a vertex (a 3 dimensional velocity) and subtracts the vectors and takes the magnitude of that.for 90 degree corners that means the speed at each corner can not exceed square root of 2 times jerk speed (so if jerk is 20 then 14mm/sec is max corner speed).”
 From bottom to top the speeds where (in mm/s):
100, 80, 70, 50, 30, 25
From bottom to top the speeds where (in mm/s):
100, 80, 70, 50, 30, 25
Why Bowden 3D printers?
Because that way the printing head is free from the weight of the motor that pulls the filament, preventing errors due to inertias.