W4-ELECTRONICS PRODUCTION¶
GROUP ASSIGNMENT¶
Machine description¶
Fab Lab Barcelona have two different Roland milling machines:
<Why you need USB2a and my mac has USB3, the problem is, as the chip is empty you need to comunicate asincronous, the USB3 has a diferent boudrate 10 TIMES FASTER than USB2. HOW TO CHOOSE YOUR CHIP
SPI is a Sychronous comunication FTDI is an Asychronous comunication
memory sram how many uarts you need drones need like 10 sensors plus comunications, to send image feed, another to control RC long range telemetry, another one is to program >
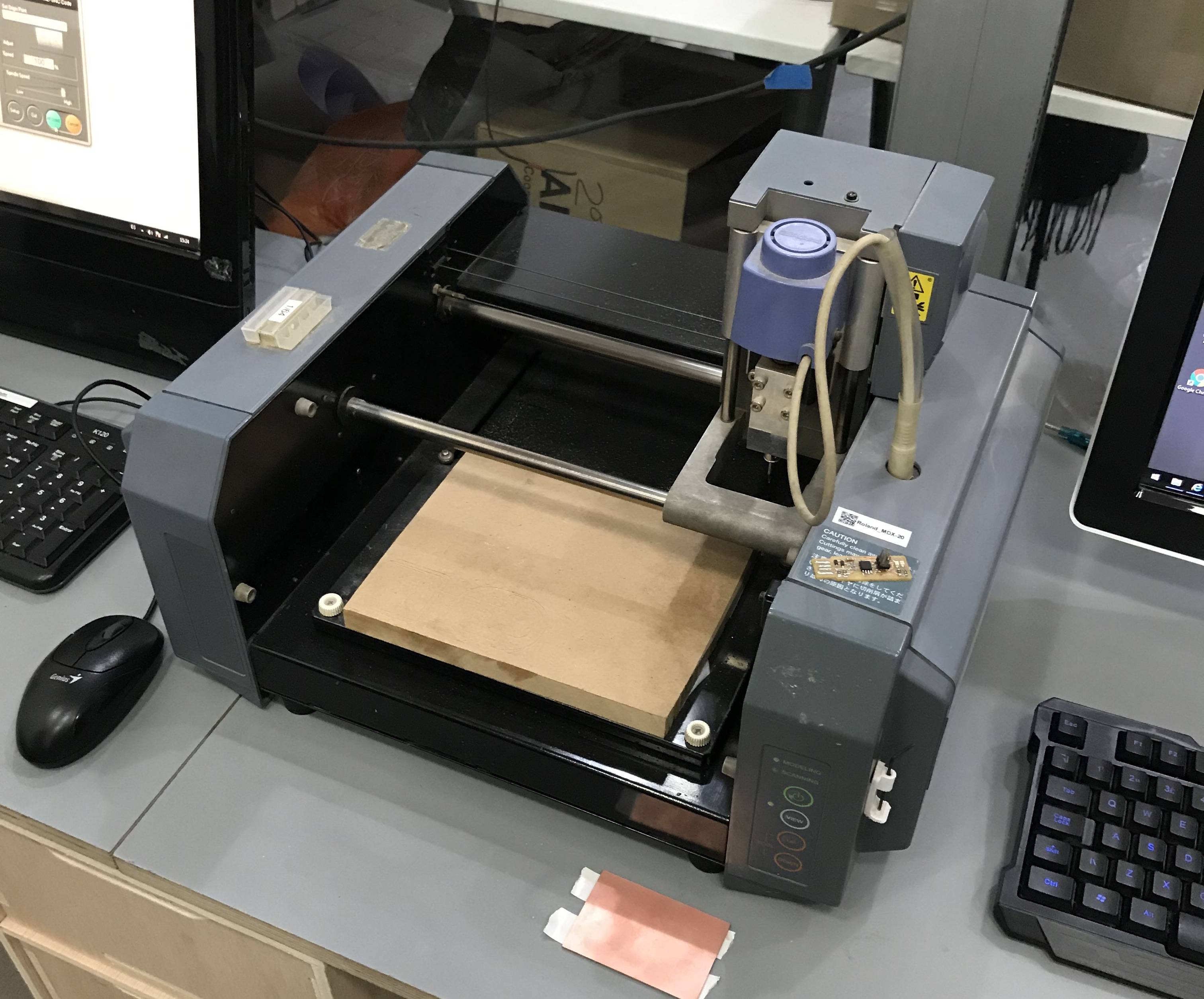
The Roland Modela MDX-20 is a small milling machine and a 2 1/2D precision scanner. This machine is mostly used for milling circuit boards, though it can also mill in other soft materials like machinable wax. For milling circuit boards you should export you design into a black&white monochrome png. For milling out 3 dimensional molds you should export your design as .stl The second use of this machine is scanning. It uses a thin needle to gently touch the object and calculates from this a 2 and a half dimensional model. Though slow at processing, it can create a high detailed model. Work area: 203 x 152 x 60 mm
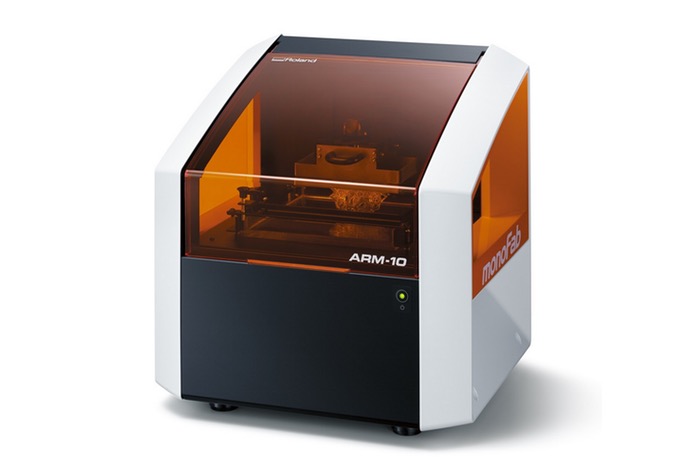
This machine is capable of cutting a wide variety of materials including chemical wood, acrylic, and ABS. It is also capable of a range of accuracy settings from prototype to product design. Plus its small size and fully covered design allows you to enjoy cutting more safely and with peace of mind. Work area: 203 x 152 x 71 mm
Milling bits¶
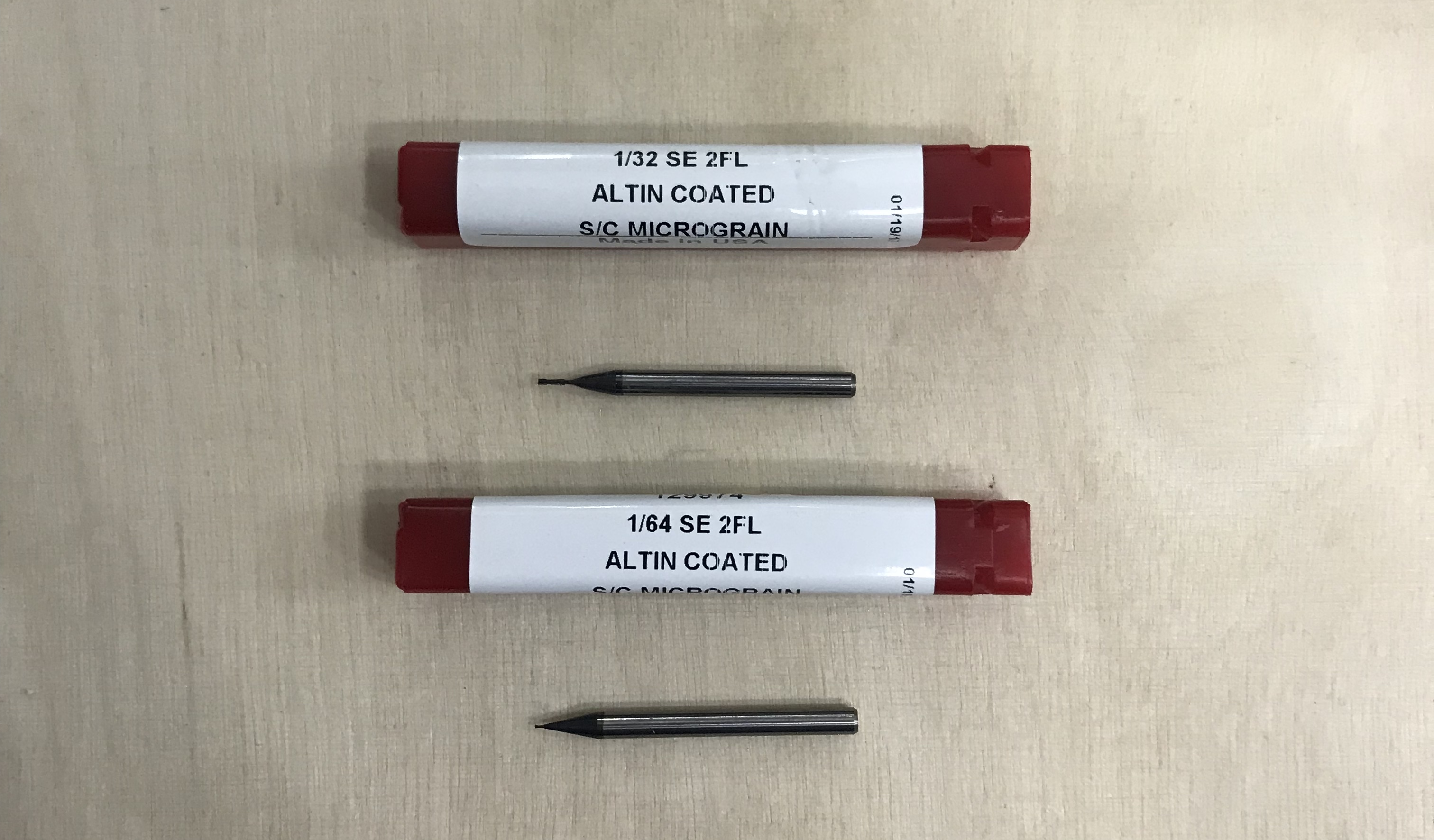
We have two different bits to work with our PCBs.
1/64” - Used for milling the trails on the board
1/32” - Used for drilling holes and cutting the board
Softwares¶
Our instructors recommended us to test the machines generating files from two diferent softwares: MODS and Fab Modules.
Mods¶
Open http://mods.cba.mit.edu/
Right click program, open server program,machines, roland, mill, srm-20, PCB
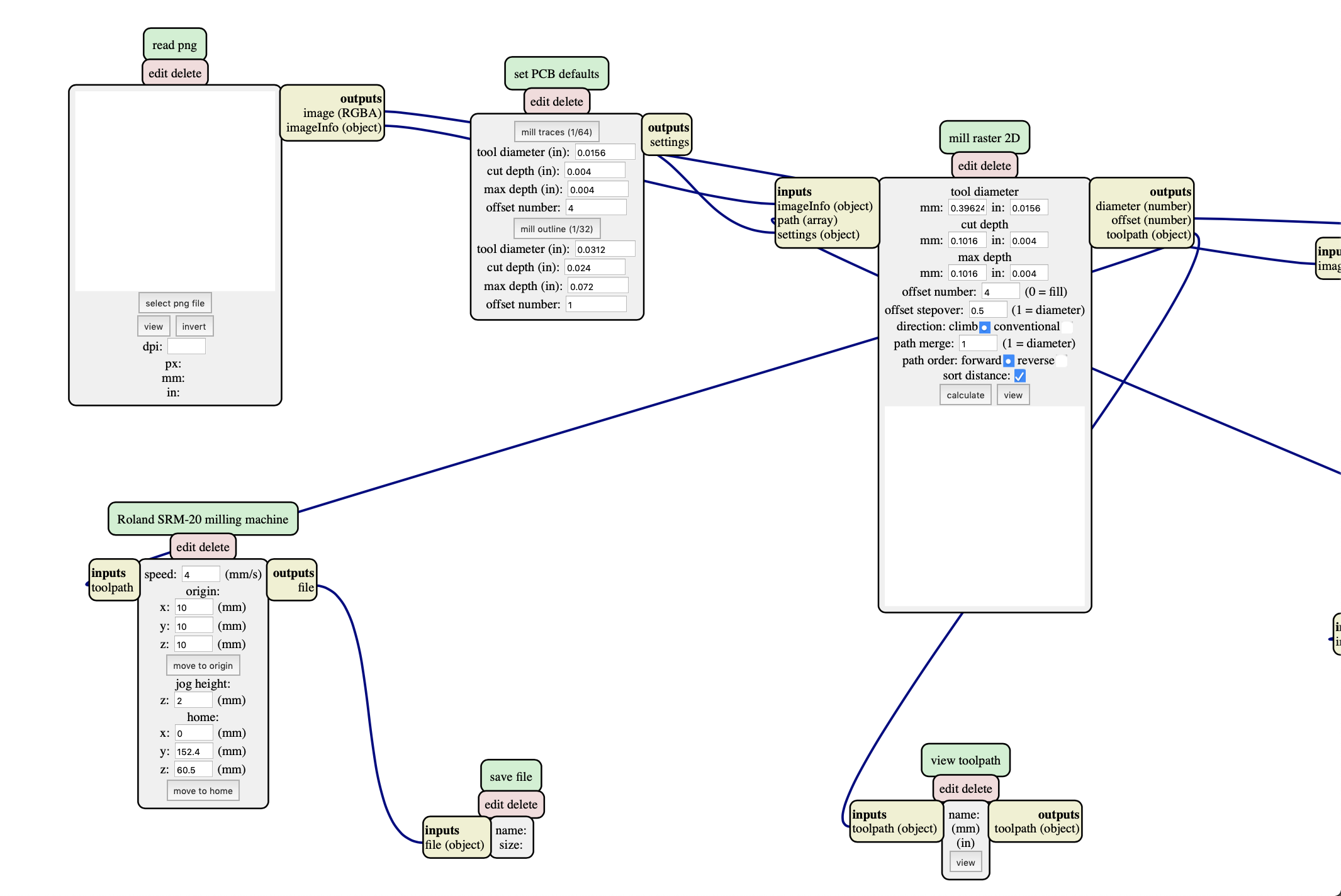
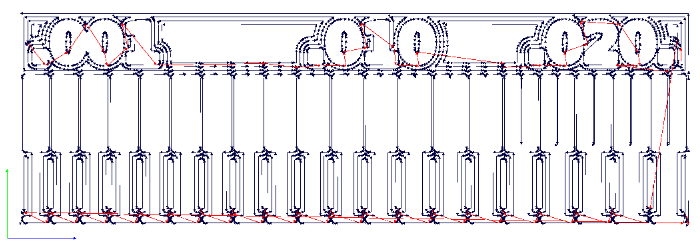
Steps followed: 1. load png file 2. select trace or cut 3. change settings for the machine to origin 0,0,0 and home 0,0,5 (x,y,z) 4. delete the WebSocket module 5. add the save module instead 6. calculate path
And then you’ll get the rlm file
Fab Modules¶
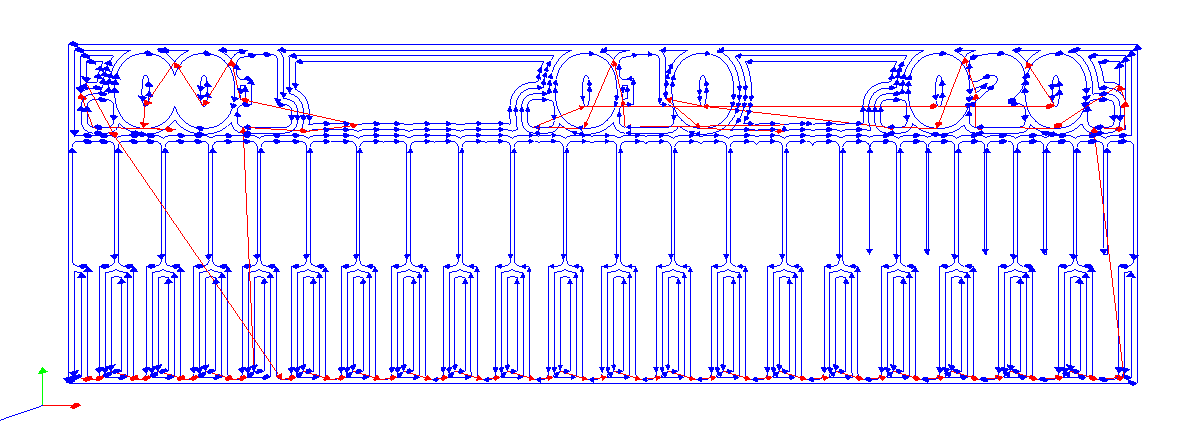
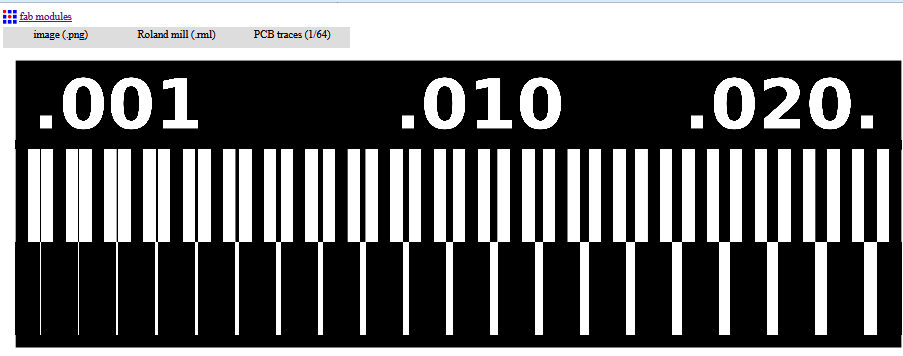
Download the line test document linetest.png
Open the Fabmodules: http://fabmodules.org/
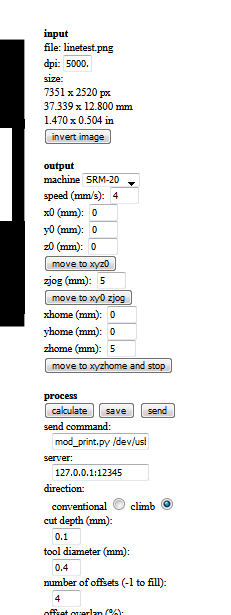
Click fab modules, than index.html and open the format png-document. Select Roland mill and PCB traces.
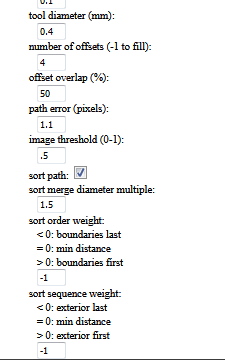
Insert settings:
Blue
Now we do the same procedure with the outline cut. Dropping the “linetestinginterior.png” file into the Fab Modules. Same machine (Roland Mill) and different cutting (PCB Outline 1/32).
Process description¶
Choose the correct mill bit for the job and insert it into the machine. Than adjust the z-axis “by hand”.
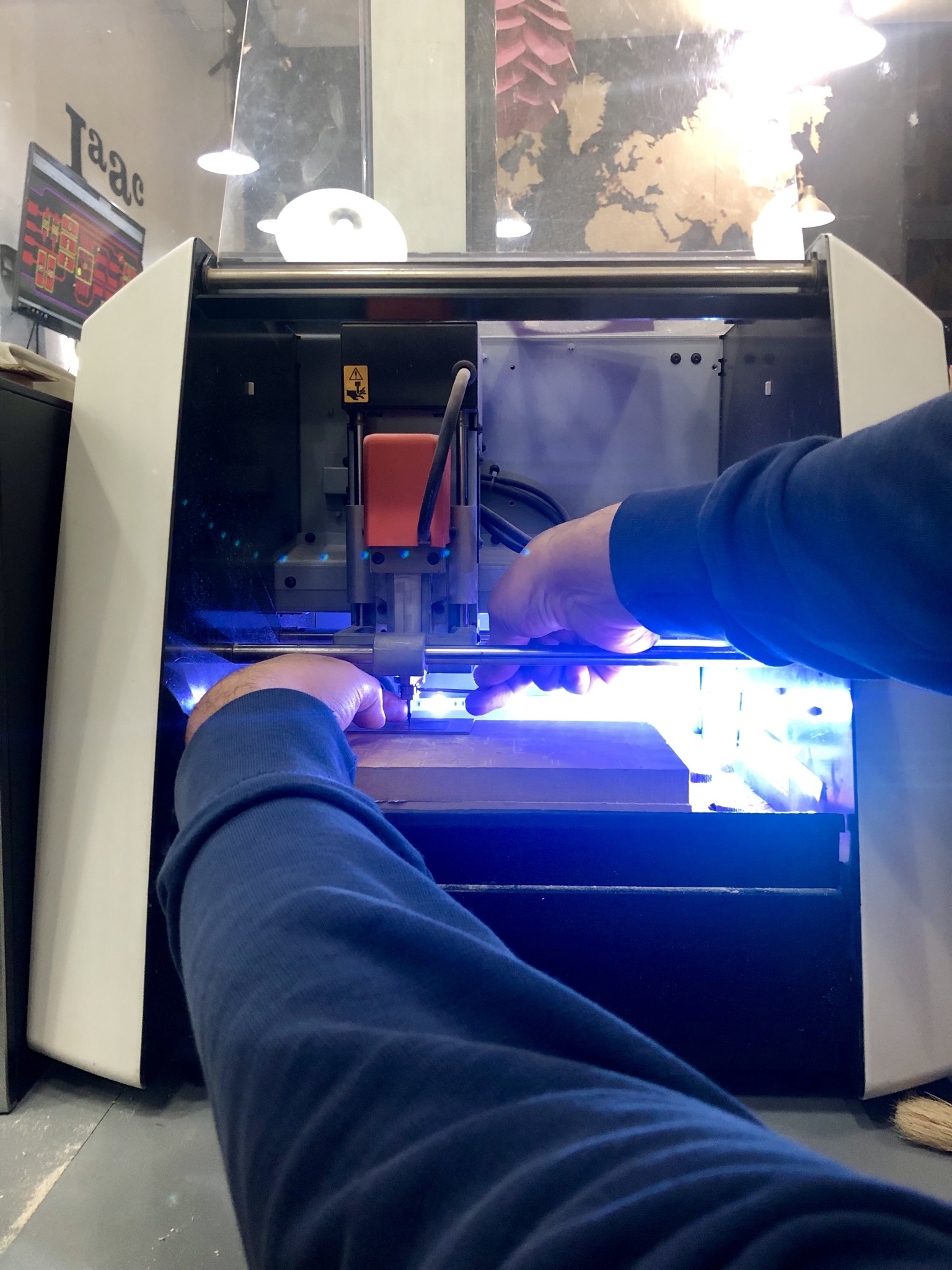

After that, set origin point for all axis
Then press “cut” to get to add the file “linetest.rml” and the job will start.
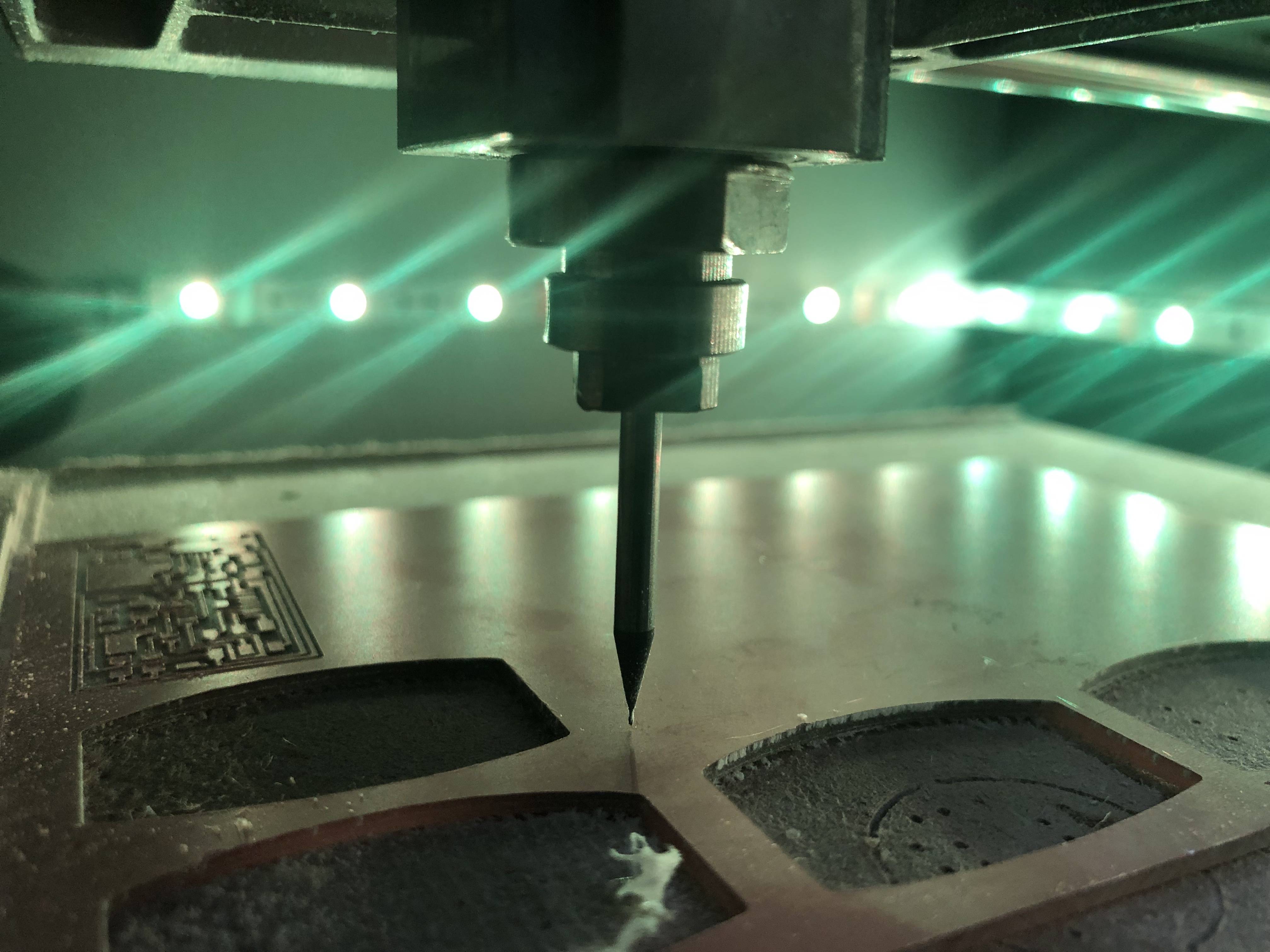
Check if the milling goes well, not to deep, not cutting air.
After finishing, just press view and it will bring the piece forward.
Then we get the milled piece.
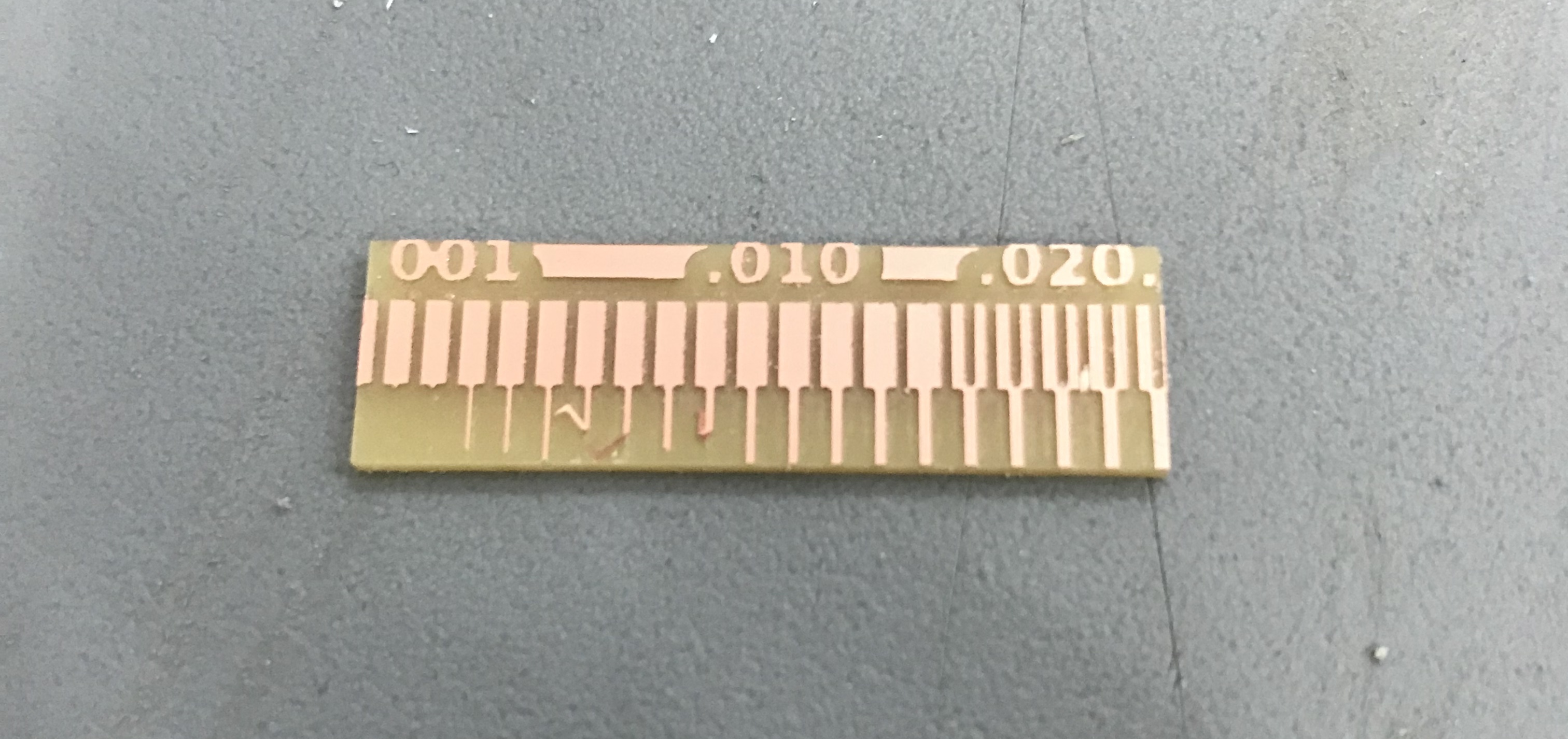
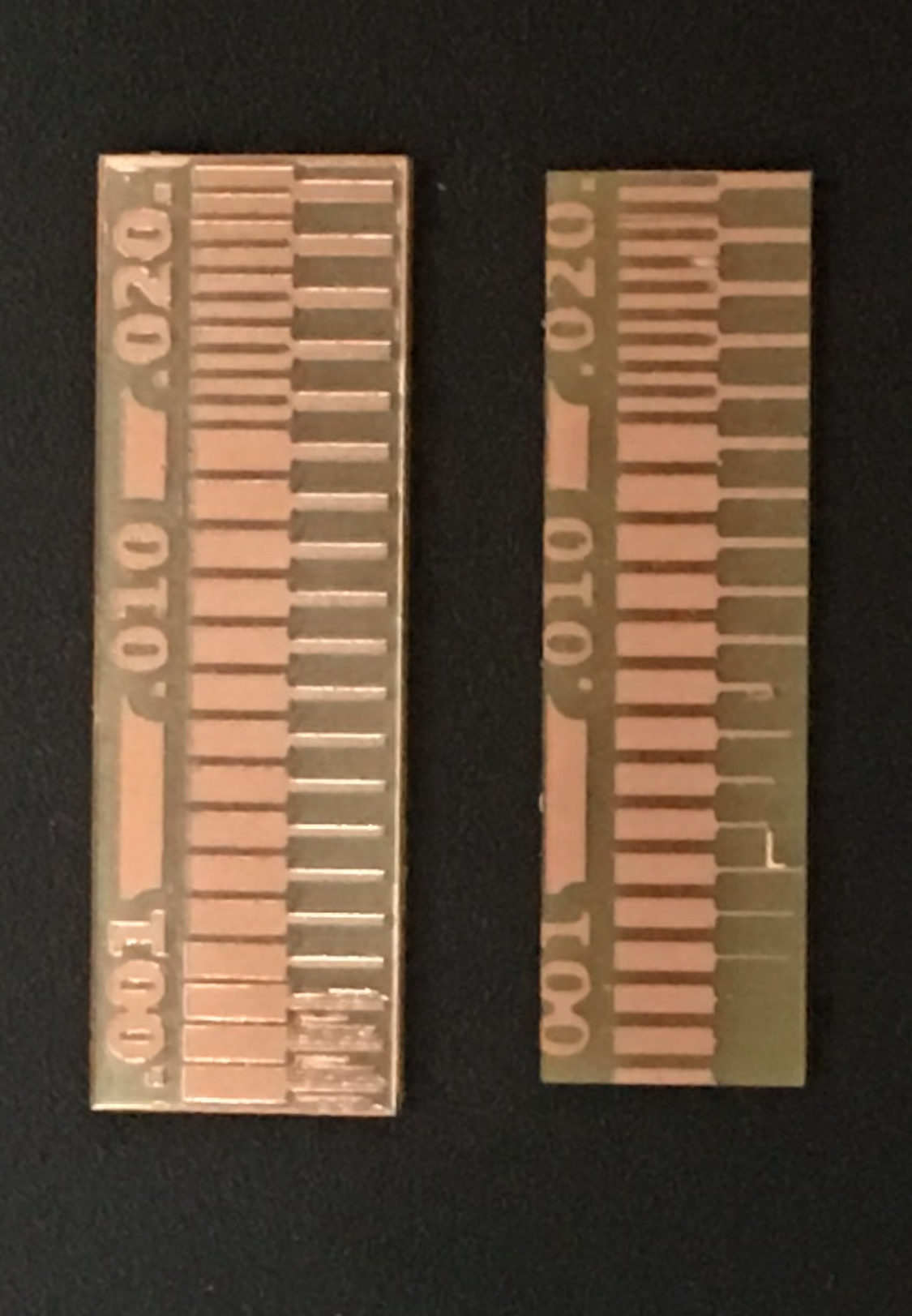
Compare results
Conclusions¶
Using the same machine, bits and board; MODS presented better results. Begin able to mill up to .005 lines when fab modules only could do .011.
So our software of choice for the rest of the process will be MODS.
INDIVIDUAL ASSIGNMENT¶
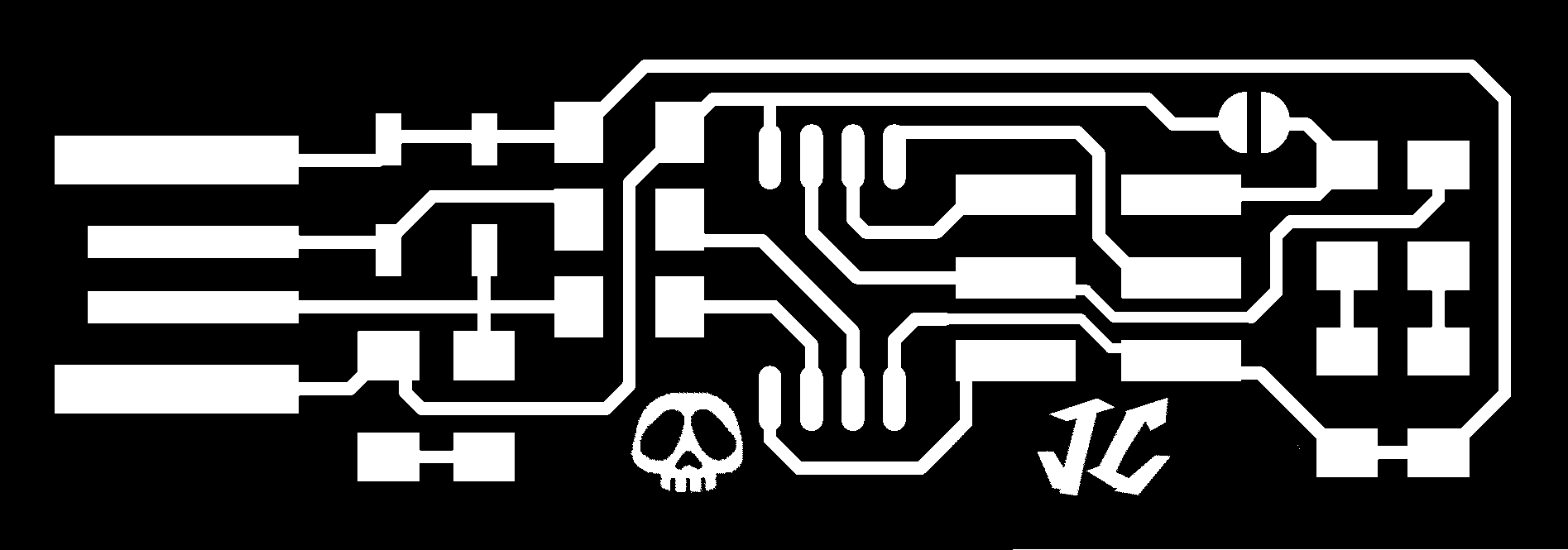
I choosed the ATiny85 programmer because of all is the easiest to solder and being 4 weeks late and without a good eyesight I had to solder fast (speed´s relative nature acquired a different meaning while soldering). This version (the “FabTinyISP Minimal” is a minor revision to Zaerc’s version 0.3 (Bas), with small modifications
I personalize it the board with a skull and a JC.
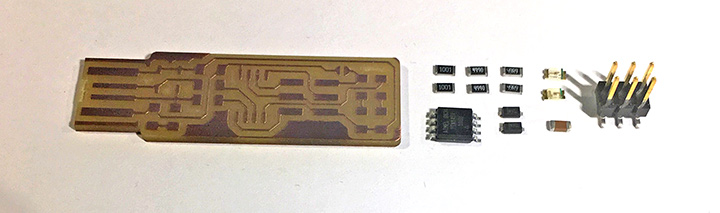
components¶
1x ATtiny45 or ATtiny85 2x 1kΩ resistors 2x 499Ω resistors 2x 49Ω resistors 2x 3.3v zener diodes 1x red LED 1x green LED 1x 100nF capacitor 1x 2x3 pin header
MILLING THE BOARD¶
For milling the steps are:
Get your files in a USB
Prepare the board with enough tape…… DO NOT REUSE TAPE TO DO SECOND TRIALS, BETTER WASTE TAPE THAN BOARDS (dude it said it in the tutorial c´mon!)

Set the mill remembering to lower the Z and letting the bore gently drop to the surface of the board. Clink!
Secure the board
In the machine controls… TURN THE MACHINE ON! THAT THERE IS LIGHT DOESN´T MEAN IT IS ON

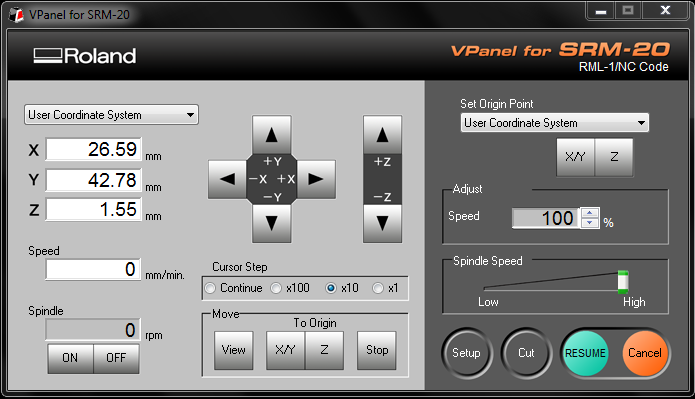
- 1- Move bore to XY as origin point
- 2- Set XY Origin point
- 3- move it a little bit away on thx y plane
- 4- Turn on Spindle
- 5- Lower bore little by little Z until dust appears
- 6- Set Z as origin point
- 7- Lift Z
- 8- Turn spindle off
For outline cut
HIT CUT Once you are satisfied DO THE CUTTING
Change the bore fir the 1/32 as before, skip zeroing, select the cut file and follow the same steps as before
HIT CUT
TROUBLE SHOOT¶
 The problem was there was an offset placed by the previous user CHECK TWICE MILL ONCE!!
The problem was there was an offset placed by the previous user CHECK TWICE MILL ONCE!!
When the sacrifice board is too low, the Z may try to go to Z0 but as soon as it starts milling, goes to Z0 and back up then starts milling the air. Why is that? Imagine that the mill has to go to 6, but it fisically can only go to 5, then it goes 5 to its limit, then one minus, overall a displacement of 6.
SOLDERING¶
To find the components I look for it in the invertory and make sure I keep track of what I take the web page is linked at my home page for convenience.
The components are standard in every fablab and are located in the electronics room.
Soldering:
Soldering proved to be challenging, I was used to solder (very well by the way) without magnifying glass and without flux or cable peeler, This time my soldering was sloppy, I’m out of practice, I had to use flux and the magnifying glass.
It doesn’t work, I kept burning the zenner diodes as I plugged the thing, specially the second one, The problem seemed to be that the LED was upside down, I don’t see very well despite using the magnifying glass I cannot see the line so I used a resitor and a voltage source to see the polarity..... but I got it backwards.
Also it seems that the solders are heating too much, there must be a sweet spot of the heat regulation, ‘cause if I move it a little low doesn’t fuse the lead, if I move it a little high it burns the resistors (the metal caps of the SMD falls apart).
I changed all the materials except the chip, it doesn’t work.
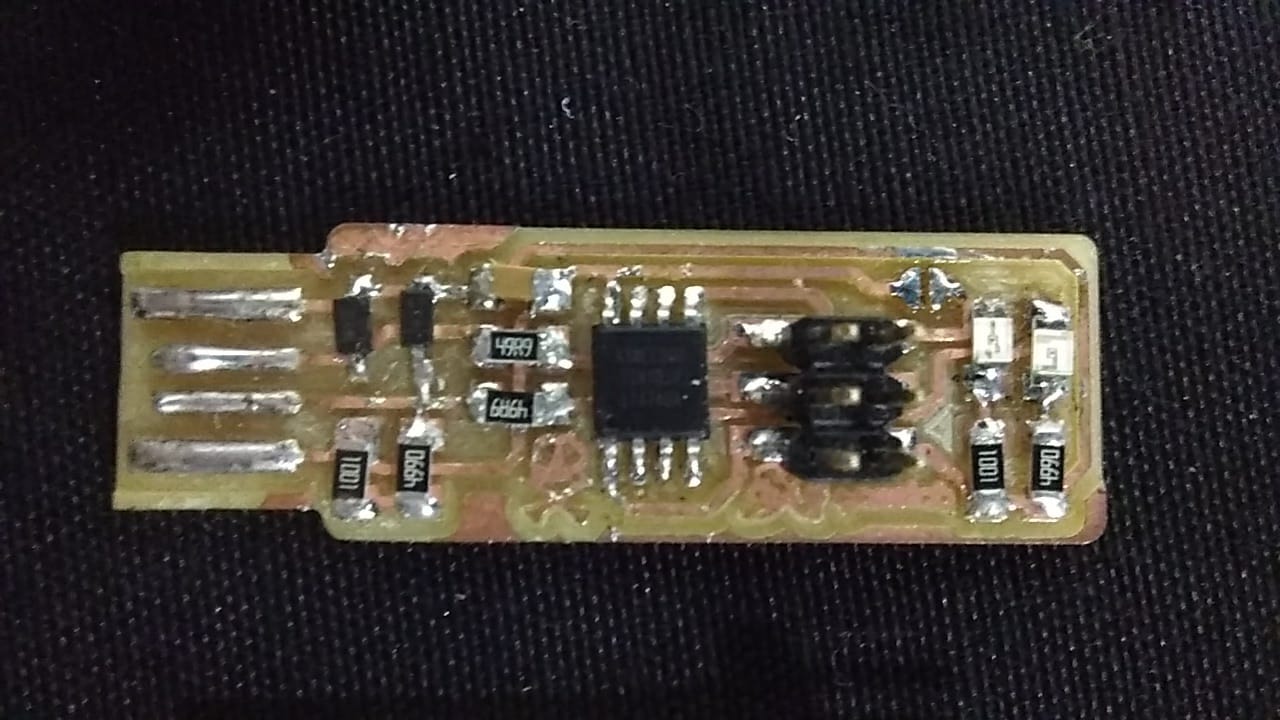
This is how it looks like after so much debugging
I tried to program it with Felipe’s programmer (and the usb), I tried to use the AVRISPP it doesn’t WOOORK!