Wk10. Molding and Casting
Group assignment:
- Review the safety data sheets for each of your molding and casting materials, then make and compare tests with each of them.
Individual assignment:
- Design a 3D mold around the stock and tooling that you’ll be using, machine it, and use it to cast parts.
In the plain of the Jordan the king cast them, in the clay ground between Succoth and Zarethan" Kings 7:46
Molding and casting has been around for millennia, since our ancestors developed general purpose language and with it art, and began projecting the world in their image. But for us common cyborgs, what are the practical applications?
Molding vs 3D Printing
Molding and casting has a number of advantages to making parts. Creating a mold takes about the same time as 3D printing an object, but once the mold is made you can replicate the part many times using the same mold with far less time and effort.
Also a well cast part can have nice clean surfaces that are hard to fabricate any other way.
So how does it work?
There are many different ways of molding and casting. Most of the synthetic or plastic products we have around us have probably been cast from a mold, either by injection, insert (forming plastic parts around non plastic parts) vacuum (packaging), blow (like for plastic bottles) and many other techniques.
Flexible Molds
This week we focused on flexible or soft molding, which involves creating a flexible mold out of silicone by machining a soft material, in this case millable wax. This is the first step to molding, and an simpler process because having a flexible mold allows us to remove the cast object easily. This guerilla guide has some great tips and explains the process of machining and casting soft molds. Basically what this involves is CNC milling a positive shape from machinable stock (in our case we are using hard wax because it is recyclable) then casting a silicone (negative) mold from our wax, and then using this to cast our final shape in resin.
Group assignment
First and foremost, we did our group assignment reviewing the molding and casting materials we had in the lab. Much of the silicone and resin in the lab was dry and out of date so this involved going over our inventory to see what was usable and what was not.
Luckily, FormX which is specialised in 3D modelling materials, has one of it’s main European stores round the corner from the FabLab Barcelona. So it was easy to pop in and see examples of the amazing range of silicones, resins, epoxies, sealers, and many other materials used in this process.
Reviewing the safety data sheets
The main silicones we would be using from our molds are MoldMax and the Smooth-Sil series - the latter also has a version for food safe molding and casting. FormX not only has some great customer service, but you can compare their products online and download all their safety and data sheets.
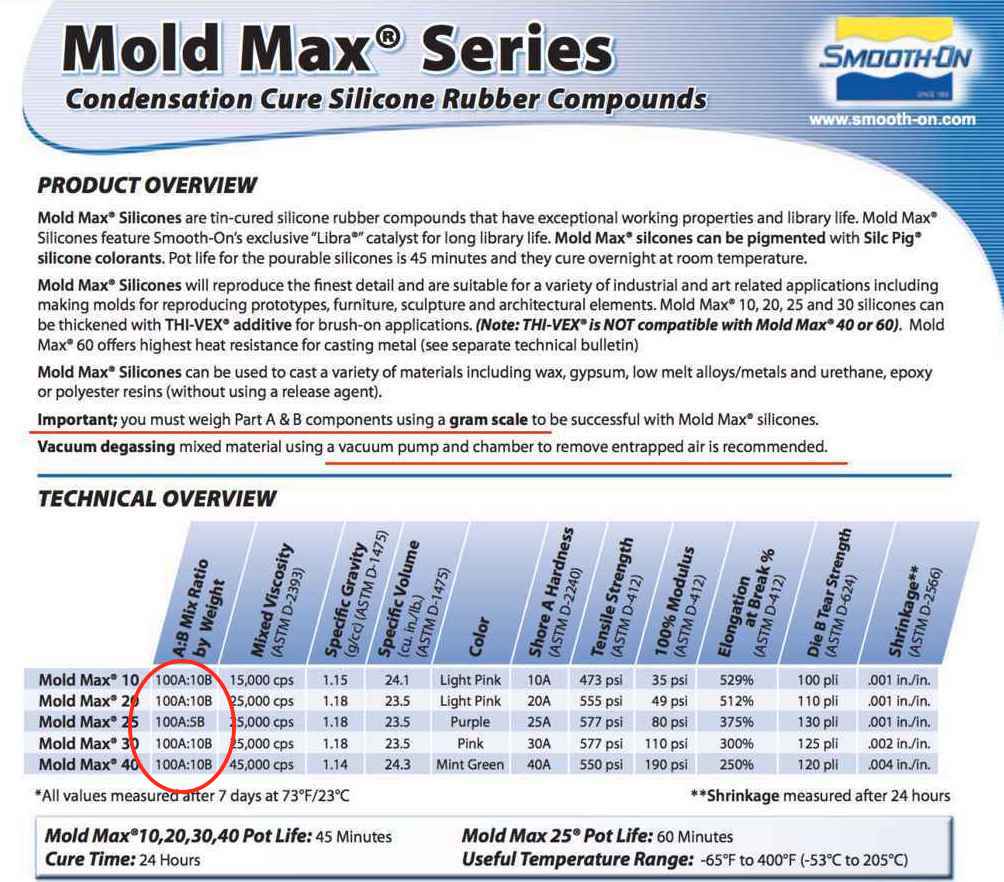
Other than the safety precaustions, the most important thing to note is the mix ratio. Each silicone requires a part B catalyst that cures the silicone and needs to be thoroughly mixed together before pouring. As you can see above, the MoldMax40 requires a 100A:10B mix, which can be calculated on a scale by adding the 10% Part B of the weight of silicone.
Testing materials
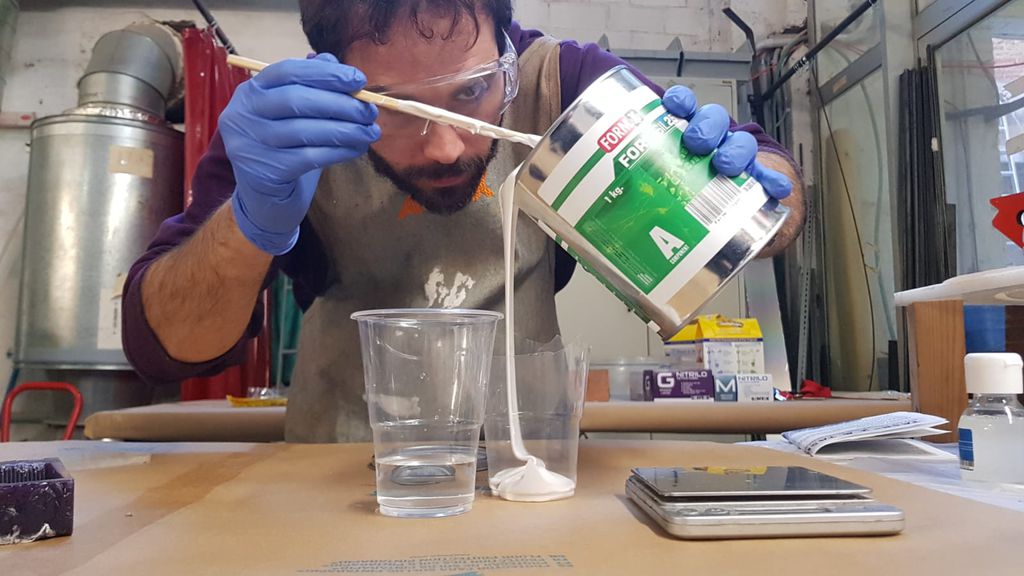
With out group we made a few tests using some readily available wax molds from last year. We actually, used the Form-Sil silicone to do this test. This is a white flexible silicone for pouring molds. It can be thickened with THi-Vex thickening agent or catalyst called Shore A25.
The preparation and curing process requires the same safety standards, namely:
- Prepare in a ventilated room
- Wear safety glasses
- Long sleeves and rubber gloves to minimise skin exposure
And here is Santi showing our group how to mix a White Russian:

The workflow goes like this:
- Prepare your working area, make sure everything is covered and clean and don gloves and safety glasses.
- Fill your wax mold with water to the brim and pour in cup, then mark the water level. Throw away water and make sure wax mold is dry. Use air hose.
- Cut cup so that it fits under the vacuum bowl. Put on scale and set to 0.
- Pour in silicone to the water mark made earlier. Note weight.
- Now calculate the mix ratio as a percentage of the weight, then add Part B.
- Mix thoroughly with chopstick, and as Ferdi says, when you think you are done mixing, keep going for at least twice that time.
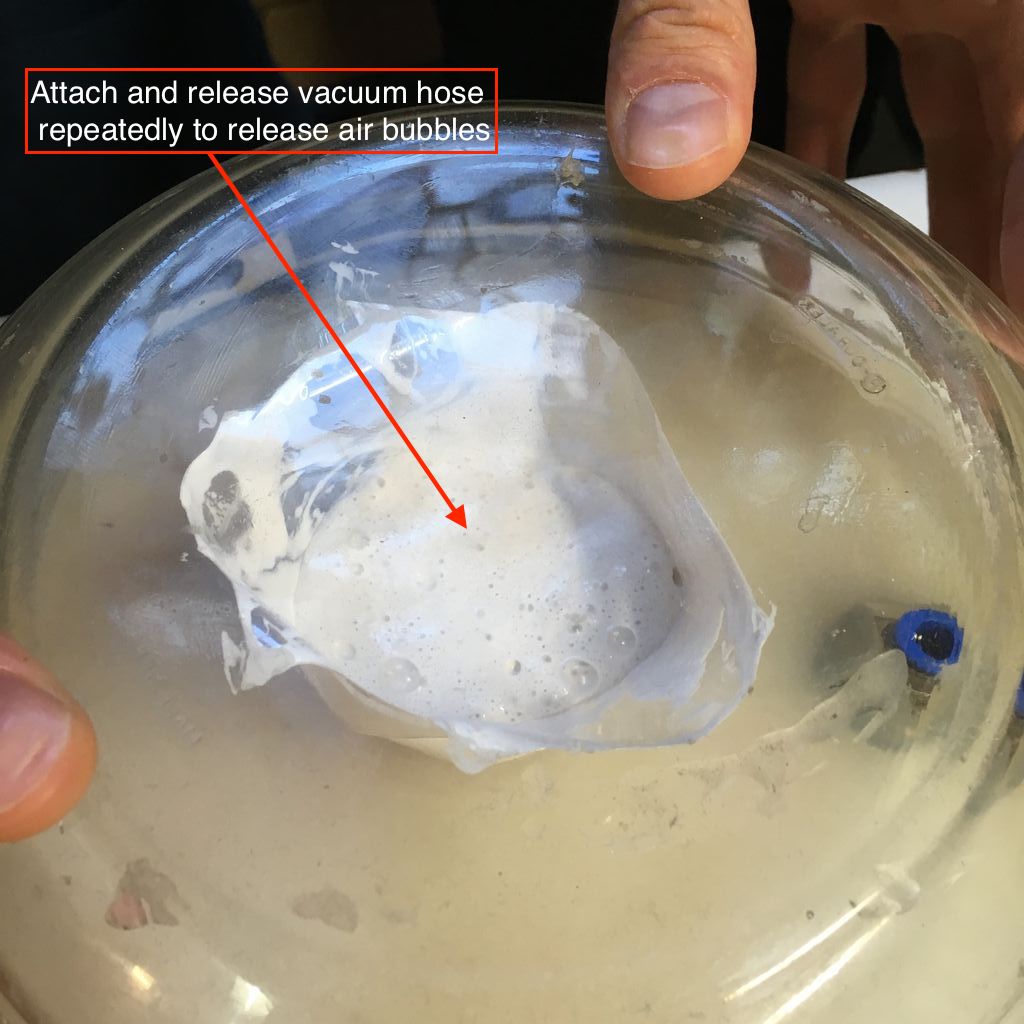
- Place cup under vacuum bowl. Plug in to turn on vacuum and press the bowl downwards to ensure suction. You should soon see bubbles rise to the surface. Wait until they rise, then unplug vacuum tube to let settle and repeat this process at least 15 times.
- Remove mixture from vacuum bowl and pour into wax mold.
- Place the wax mold and silicone back into the vacuum bowl and repeat air bubble removal step as above. Be ready on releasing the vacuum hose to make sure that the silicone mix does not overflow. Repeat at least 20 times.
- Remove and leave wax mold and silicone to set in dry and safe place.
Individual Assignment
I decided to mold and cast a rotor for my electric generator, that would serve for my final project. I have never made a generator before, but I am toying with redesigning some Halback Array models that I have found on Thingiverse, seeing as it seems relatively straight forward to 3D print the Stator and other components. Please refer to my final project page for further documentation.
Design
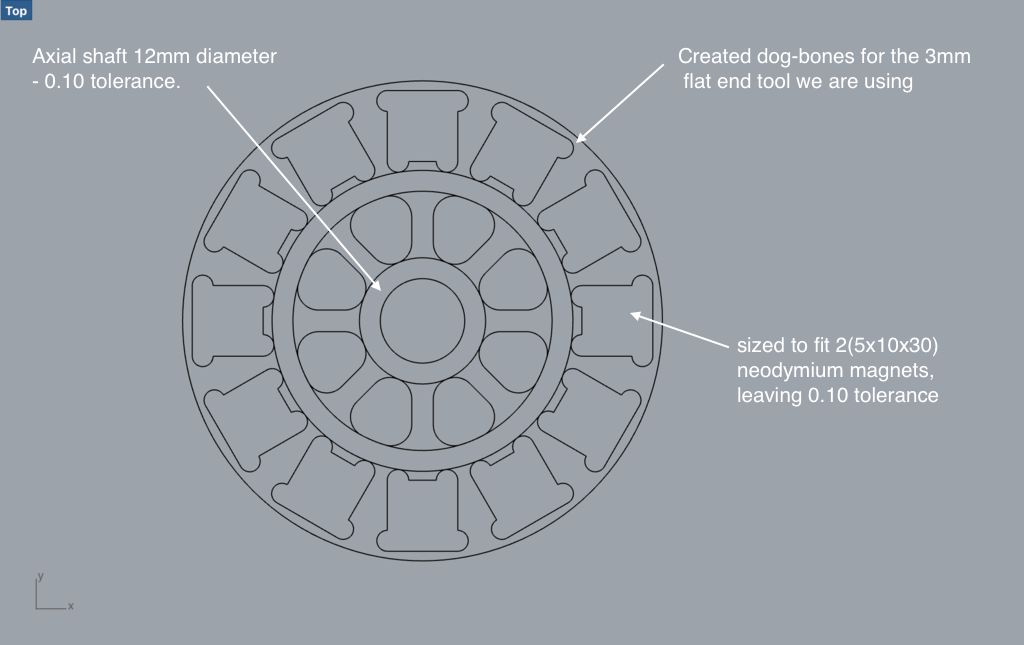
The main idea with this design is that it is a relatively easy component for a on-sided mold but the idea is that I cast two units that will symmetrically sandwich together to house my neodymium magnets. The trick here was to allow tolerances for the round 3mm tool, which I did using dogbones.
12 magnet Halbach rotor:
 |
 |
Ready Modela Player 4
Since at our lab we had set up the Roland Monofab SRM 20’s to mill the wax it made sense to use their Modela Player 4 software to create our CAM strategy. This involves creating various tool paths which we then export into G-code very similar (actually more simple) to what we did for our CNC machines in week 8.
From my design above, I exported an .stl file from Rhino. Here make sure you don’t have any other objects in the file or it will export them all and create a super crazy .stl file which will be very heavy to load.
Strategy
My strategy involved basically a roughing to remove most of the material then a finishing (which optionally can use a smaller tool size) to create a more precise definition of my rotor wheel.
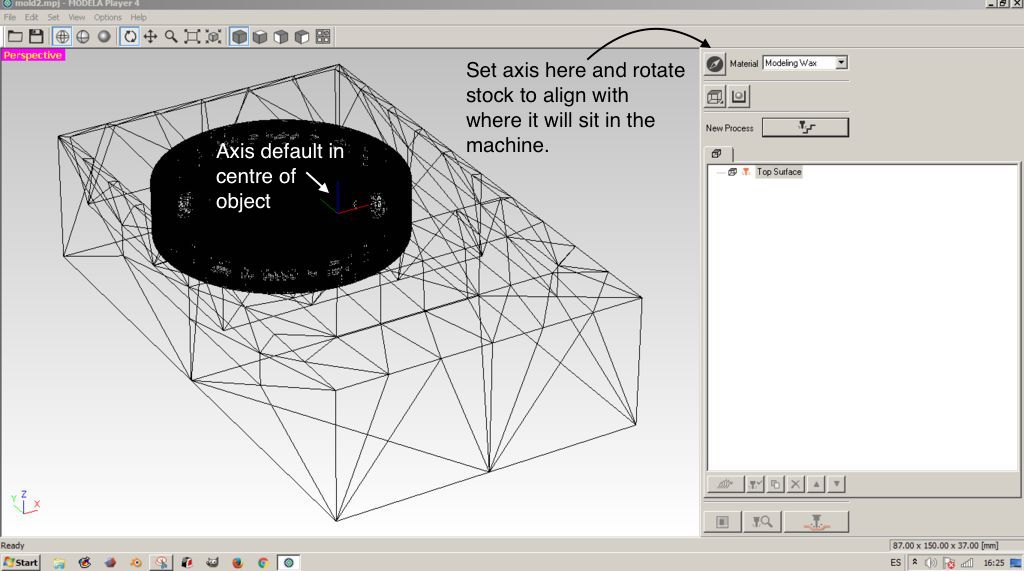
Define your axis
First thing, when your model appears remember to set the axes under menu: set, depending on which way round the wax will sit in the machine, and the directions you need to mill.
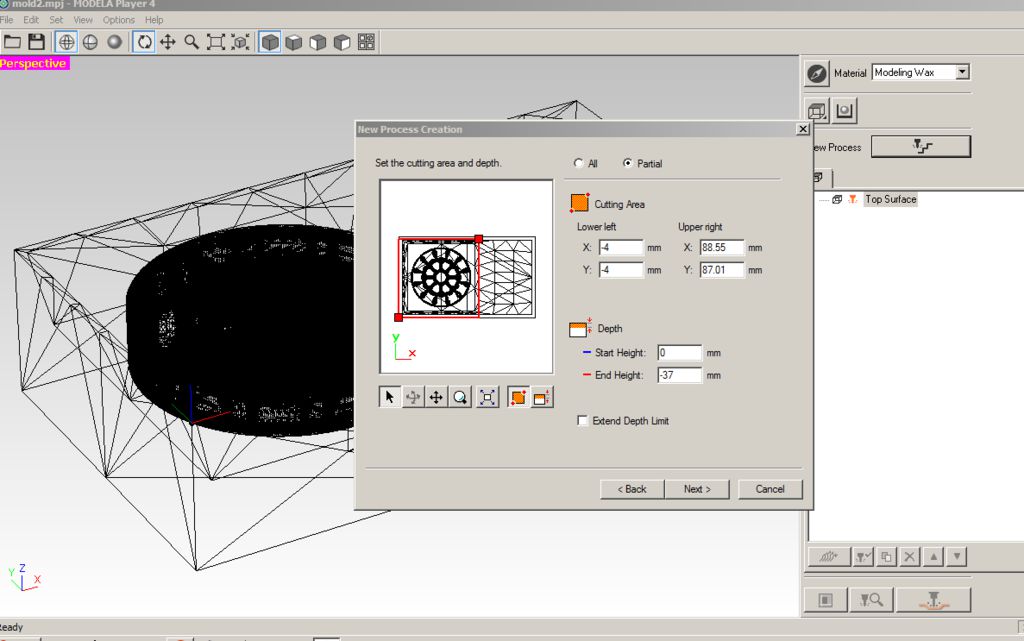
- Now click on
New Processto select the strategy. In this case roughing. Then manually set the cutting area by clicking onPartialthis tells Roland where to focus the action.
- Select the 3.175mm tool I will be using.
- Select the milling direction, here the options are
Scan Lines,UnidirectionalandContour lines. I selected contour withUpcutdirection because my model is circular and I wanted a round tool path. - Select the cutting parameters. XY speed = 20, Z speed = 15, Spindle Speed = 7000, Cutting in 1.5 mm, path interval 2mm, finish margin= 0.2.
- Create new process
Finishingand follow exact same steps, only change I made here was for cutting parameters. XY speed = 30, Z speed = 30, Spindle Speed = 7000, Cutting in 0.15 mm, path interval 0.2mm, finish margin= 0. This is now because the tool is cutting much less material so meeting less resistance, and I want a smaller path interval to get that definition. - Now you can simulate the tool path to check everything is nice, then export the G-code, and ready to mill. Thanks to our instructor Santi for the guidance here.
Milling
Setting up the Roland to mill wax involves the same process as we have been doing for our PCB’s only that we make sure to use a stronger double sided tape to hold our wax to the acrylic mounting board.
Roughing and Finishing
The roughing happens relatively fast due to the wider path interval. I eventually had to leave my finishing to continue overnight, I’m happy to say that the milling went without a hitch. Here’s what I found the next morning:
 |
 |
Molding
Finally, I get to the fun part. I decided to make my mold using the Mold Max 60 High Heat Resistant Silicone Rubber Compound, you can read the data sheet here. The reason is because I am curious to try metal casting this rotor with a low-melt metal alloy as I reckon it will help with the magnetic flux of my generator. The silicone can take up to 560°F/294°C heat resistance and exhibits very low linear shrinkage.
 |
 |
As you can see from the data sheet the mix ratio is 100A : 3B by weight. I made sure to spray my wax mold with a release agent that we had handy to make the demolding easier.
At this point I got sidetracked and totally forgot to measure the volume of my mold with water first!! Somehow, my cocktail angels were looking down and I just managed to pour the exact amount.
Let’s get cooking Mr. White.
 |
 |
Vacuum and Pour
After vacuuming and exorcising those bubbles, below you can see a most my professional pouring skills. Note the tilt and fine stream to avoid air pockets forming. This mold had quite a few corner angles so this part was essential.

With the silicone in the mold, I vacuumed about 20 times, and it was totally worth it. Towards the end I was hardly seeing any bubbles. However here I noticed I could have left a lot more space between the top of the rotor and the surface. The roof of the silicone mold is going to be very thin.
de-Molding
When I returned the next day (after over 24 hours sitting) the mold looked well set. Unfortunately, demolding went very wrong. Partly due to my design and partly due to probably not enough release agent, the mold simply refused to budge. I tried every which way to prise it out, and eventually it broke :(
 |
 |
This was mainly due to the fact, if you look at my design, I had left only 5mm between the flat surface of my rotor and the top surface of my wax. This proved not to be enough so it only created a very thin “roof” which broke very easily.
Also as you can see the thin sides of my wax mold also proved quite brittle (this was intentional in the design to allow for greater flux between magnets and copper wire) but prover not strong enough to demold.
In any case, the silicone proved quite resilient and you can see the great definition and NO AIR POCKETS! Just like humpty dumpty, with a bit of silicone sealant I managed to piece it back together again to see if I can at least manage to cast.
Casting
Metal Alloys
First I attempted to cast my mold with a Lead Free Bullet Casting Alloy (88%-Bismuth, 12%-tin). Since I had made my mold in high temp silicone I was curious how this would work out. Unfortunately this was a flop.
As you can see from the material specs this alloy melts at 395F (202 C) and is best cast or poured at about 500F (260C).
In the FabLab we lacked the proper furnace, melting equipment and pourer. I managed to melt the alloy in a metal pan using the gas stove but I don’t think it got nearly to the required temperature so what ended up happening is that rather than pouring neatly into the mold, the molten bismuth sort of cooled as it came out the pot and basically took a big dump on my mold.
 |
 |
However, with a pit of sanding (the allow is quite malleable) I still got a nice finish. It will make a nice paper weight.

Casting Round 2
Once again I had to rescue my mold using SilPoxy. But I figured it still had a few more runs, so I decided to try casting with Smooth-On Liquid Plastic. This is a low viscosity, high performance casting resin which takes a 1A to 1B Mix Ratio.
 |
 |
And a 26 hour cure time. As you can see the parts react very quickly so even using the vacuum pump as I did with my silicone, it was virtually impossible to remove all the bubbles.

Better than expected results, thought still maplenty of airpockets. Here you can see the rotor fitting nicely on my turbine shaft.
 |
 |
You can download all my design files for week 10 from my Gitlab repository.