Computer controlled machining¶
Group assignment:¶
-
Complete your lab's safety training
-
Test runout, alignment, fixturing, speeds, feeds, materials and toolpaths for your machine
Safety Protocols¶
The ShopBot Alpha is an industrial-grade CNC router designed for high-speed cutting, engraving, and machining of a wide variety of rigid materials (wood, plywood, MDF, plastics, aluminum).
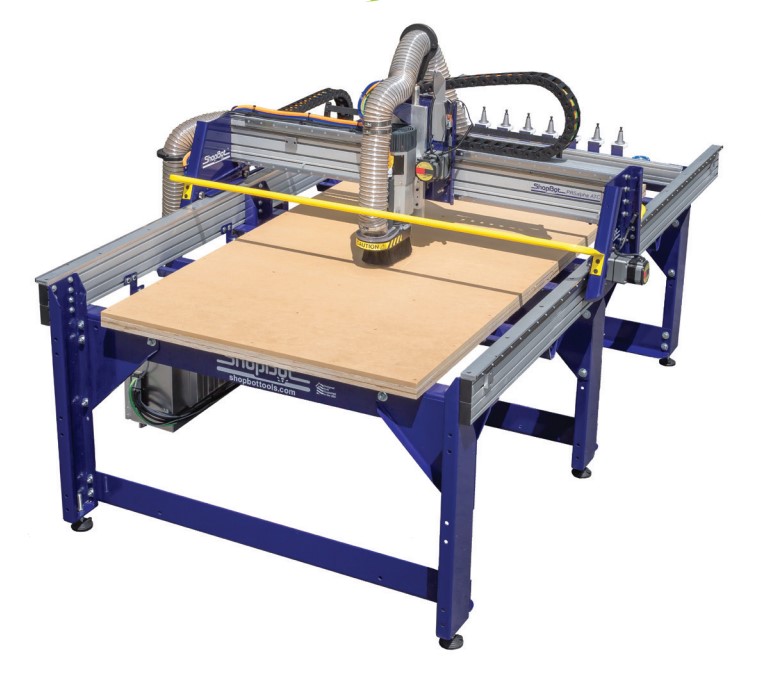
Source : (https://fabacademy.org/2024/labs/inphb/assignments/week07/)
Before operating the large CNC router, we established a strict safety routine. Working with a high-power spindle cutting thick wood panels generates high-frequency noise, fine dust, and high-velocity debris.
-
Eye Protection: Safety glasses are mandatory to protect against flying wood chips.
-
Hearing Protection: Ear defenders or earplugs are required during the entire machining process due to spindle and vacuum noise.
-
Respiratory Protection: Dust masks protect our lungs from fine MDF or plywood airborne particles.
-
Dress Code: No loose clothing, no jewelry, and long hair must be tied back securely to prevent entanglement in the rotating spindle.
The image below provides a set of additional rules :
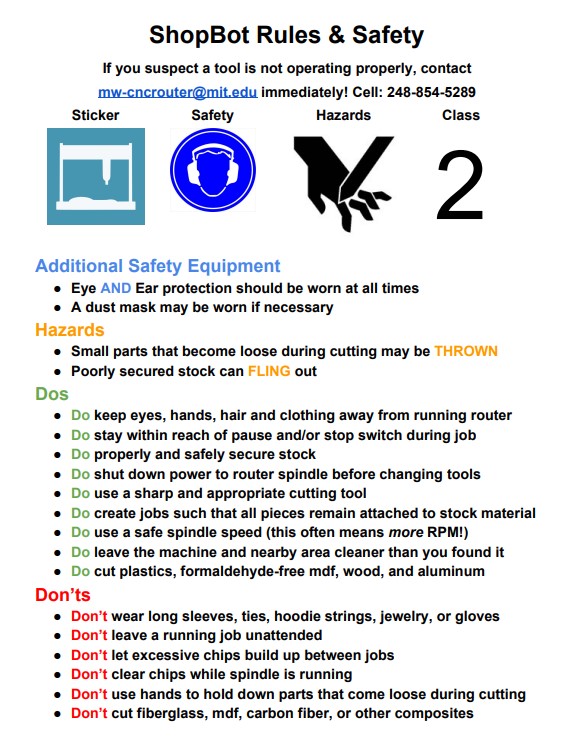
Source : (https://fabacademy.org/2024/labs/inphb/assignments/week07/)
Before accessing the ShopBot, it is essential to strictly follow all safety instructions.
Always wear the appropriate personal protective equipment (PPE), including:
Users must also comply with all operational rules and procedures related to the ShopBot and its associated equipment.
Failure to follow these instructions may:
Protective Equipment Used¶
- 🔴 Red circle: Protective aprons against wood chips
- 🔵 Blue circle: Protective gloves
- 🟡 Yellow circle: Anti-fog safety helmets

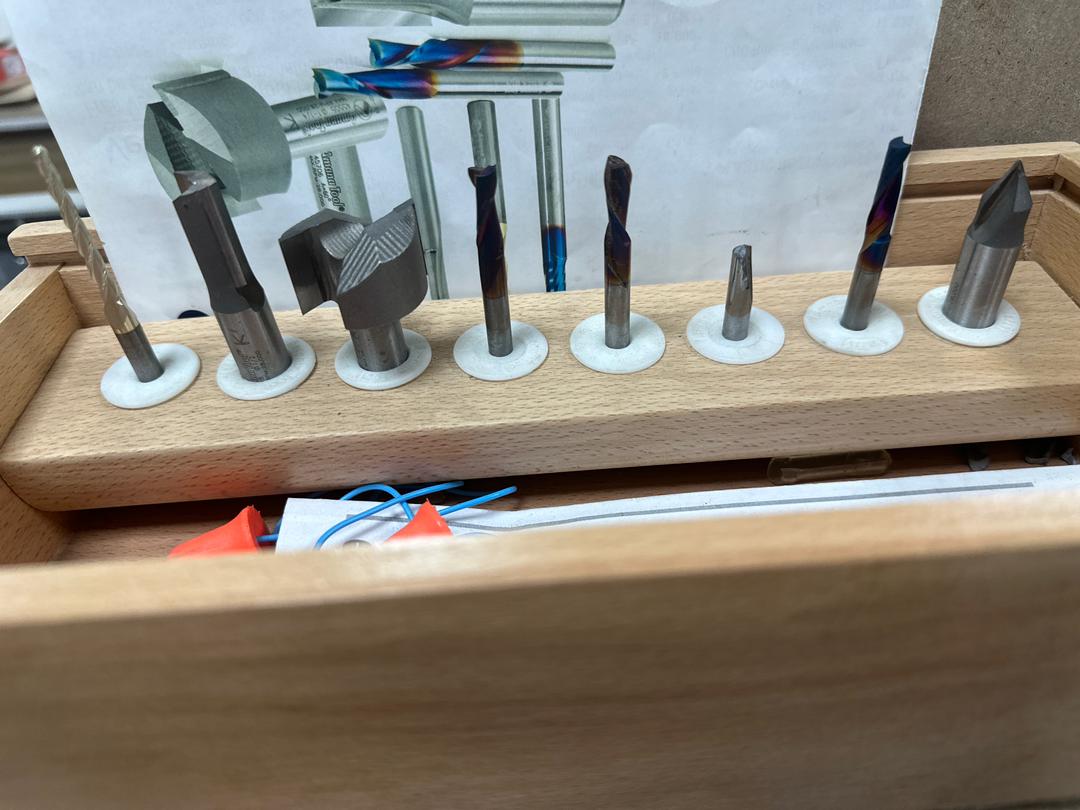
Tooling and End Mills Identification¶
We inspected the available tooling at the lab to understand their specific geometries and applications. Selecting the right end mill determines the quality of the surface finish and the life expectancy of the tool.
| Tool Name | Description |
|---|---|
| 91-000 Carbide Tipped Bit | Roofing panel surfacing cutter |
| Solid Carbide End Mill | 2-flute down-cut milling bit |
| Solid Carbide 60-100PLR – Polaris Compression | Compression end mill designed for clean top and bottom edges |
| Carbide Tipped V-Bit | 2-flute V-bottom cutting tool |
| Solid Carbide Drill Bit | 2-flute drill with 8-facet geometry |
Stock Material Alignment and Fixing¶
To guarantee that the cuts align exactly with the digital CAD model, we tested the physical alignment of our plywood board on the CNC bed.
-
Parallels Verification: We aligned the stock panel against the known linear axes of the machine bed.
-
Travel Test: We manually jogged the spindle along the X and Y axes while measuring the distance to the edge of the board to make sure it remained perfectly constant over the full length.
-
Fixing: The panel was securely screwed into the MDF spoilboard outside the designated cutting paths to prevent any lifting or shifting caused by lateral cutting forces.
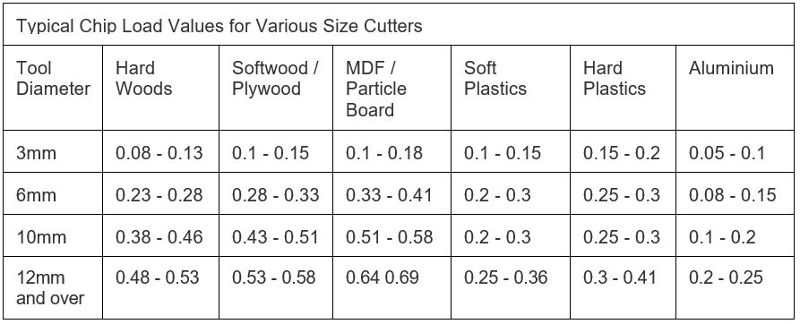
Feeds & Speeds Characterization¶
A critical part of our test was understanding Chip Load (the actual thickness of the wood chip cut by each tooth). If the chip load is too low, the bit creates fine dust, creates friction, and burns the wood. If it is too high, the bit experiences excessive stress and snaps.
We always aim to produce clean wood chips rather than fine dust.
This approach helps to:
- Naturally evacuate heat away from the cutting tool
- Improve cutting efficiency
- Extend tool lifespan
- Prevent overheating and burning of the material
To determine the correct machining parameters, the standard CNC machining formula is used:
Where:
| Parameter | Description |
|---|---|
| N | Number of flutes (cutting teeth on the end mill) |
| cpt (Chip Load) | Targeted chip thickness removed by each tooth (depends on material hardness) |
| RPM | Spindle rotational speed (revolutions per minute) |
For a standard ¼ inch (6.35 mm) 2-flute down-cut end mill cutting local plywood, we applied the following optimized variables:
- Spindle Speed (RPM): 18,000 RPM
- Target Chip Load (cpt): 0.005 inches (~0.127 mm)
- Calculated Feed Rate:
\(2 \times 0.005 \times 18,000 = 180 \text{ inches/min}\) (~4500 mm/min)
This combination allowed our group to get a smooth surface finish on our prototype joints without burning the wood fibers.