Week 07 - Computer-controlled machining¶
Group assignment :
- do your lab’s safety training
- test runout, alignment, fixturing, speeds, feeds, materials and toolpaths for your machine
Safety Training¶
During our CNC workshop, we had a session on safety and risk prevention.
Before starting any work, we need to check :
- the machine : good mechanical state of the cutter, no obstacles to the machine mobility on and around the machine, clean bed.
- the material : compatible to the machine, good fixturing.
- the file : parameters (speed/feed) set for the type of material and adapted to the machine limitation, cutting depth.
- the human factor : good physical and mental condition, with the company of ta capable co-worker, wearing appropriate clothing, wearing protections (ears, face and hands).
During the work :
- the machine : check regularly the tool path, and the cutting depth, spindle, aspiration.
- the material : check for debris to avoid breaking
- the human : stay away from the mill, pause work before checking, be aware of abnormal sound or smell, keep wearing
After work :
- the machine : clean the table of dust and debris, check axis for debris, check dust containers.
- the material : dispose remaining material if needed, check the quality of the sacrificial layer
- the human : store protection at the right place
Tests¶
Angles, drilling, engraving, 2D embedding¶
To carry out a multitude of tests (angles, drilling, engraving, 2D embedding) we have designed a part that tests them all:
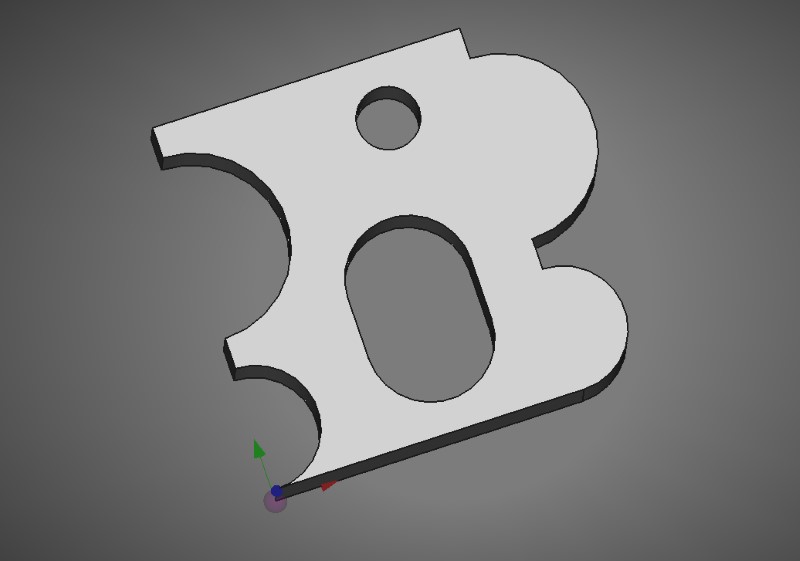
After machining, we were able to see that the angles are correctly made, the right angles are correct, and the recesses work. The engraving is at the right depth and without any noticeable imperfections. The same goes for the holes, even the small ones.
Fixturing¶
Agrilab’s machine possesses a vaccum table but for smaller project the number of vacuum holes doesn’t permit a great fixturing. So, the vaccuum table is used to fixture a sacrificial layer that permits using screw to fix material. The vacuum table has also efficiency through the sacrificial layer and can reduce an unexpected curves on the material. The sacrificial layer also permit to protect the bed from overcutting.
Speeds/Feeds¶
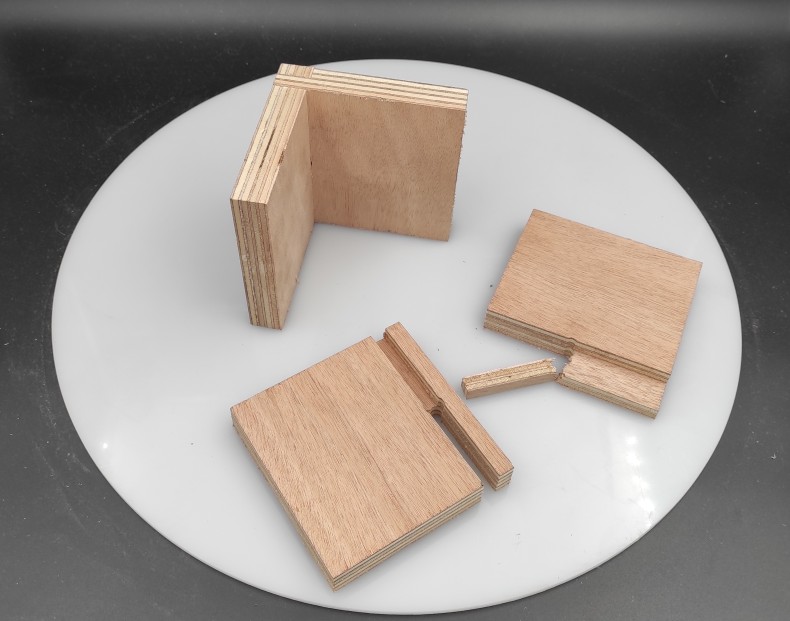
For my personnal assignement, I tested a joint and used it to test a different speed and feed for group assignments
Using the Millcutter Datasheet, I entered the cutting parameters. Sorotec propose 500 m/min cutting speed and 0.060 mm/tooth/revolution to cut soft wood with a 6mm flat mill. It correspond to 26000+ rpm spindle speed but our machines is limited to 24000 rpm. As it is, I fixed the speed through spindle speed at 24000 rpm and surface speed is set from it at around 450 m/min. As recommended during the workshop, I copied the plunge feedrate for the ramp feed rate and set the stepdown at the diameter of the cutter and the stepover at 0.45 of the cutter diameter.


I made another try with CNCFraise Recommandations (in French). It propose 250 m/min cutting speed and 0.024 mm/tooth/revolution to cut soft wood with a 6mm flat mill.
Obviously, the Sorotec configuration is going very faster, the machine is louder but it doesn’t seem to have an impact on the quality of the production. Probably, the milling cutter will wear out faster. The finish cuts are as rough on the two products.
Materials¶
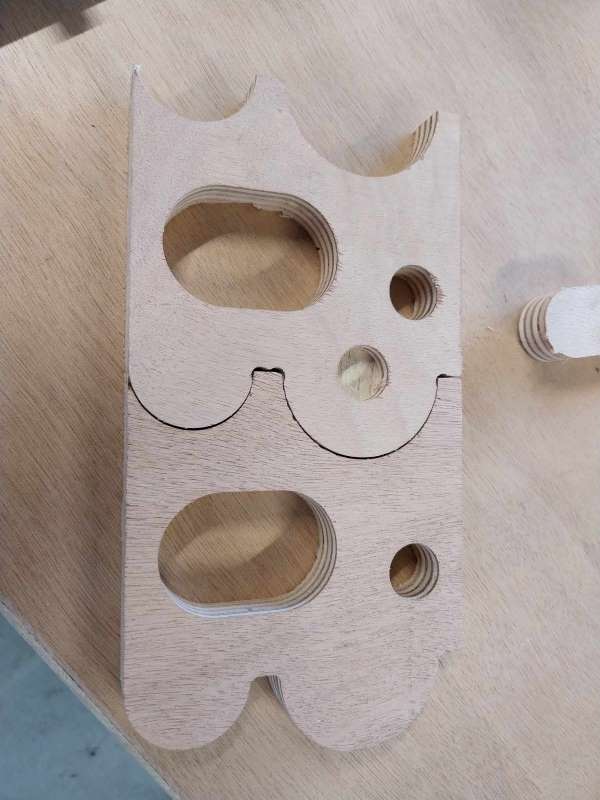
In order to make our group assignments, I wanted to try and characterise different materials. To do this, I created a parametric fusion test that I used on the following materials
| Material | thickness |
|---|---|
| MDF | 18mm |
| OSB | 8 |
I started by machining OSB and MDF with a 6mm cutter and the respective parameters for each material. I tried to reproduce the test file that our instructor showed us containing the cut is close, I made it parametric so that I could change the thickness of the material used. You can find it here. The CNC run was a real failure because I probably hadn’t prepared my files properly. With the mdf, the pocket didn’t cut, and with the OSB it was the tabs that didn’t fit. However, I was pleasantly surprised by the pocket in the OSB because the finish is rather smooth and flat for such a coarse material.

Toolpaths¶
To test the toolpaths, we took measurements during one pass of the cutter. The measurement shows 6mm, which is exactly the diameter of the cutter. There was no significant gap.
