- Group Assignment:
- Review the safety data sheets for each of your molding and casting materials
- Make and compare test casts with each of them
- Individual Assignment:
- Design a 3D mould around the stock and tooling that you'll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts.
- Link to the group assignment page
- Review the safety data sheets for each of my molding and casting materials, then make and
compare test casts with each of them - Document how I designed my 3D mould and created my rough and finish toolpaths for
machining, including machine settings - Show how I made my mould and cast the parts
- Include my design files and ‘hero shot’ of the mould and the final object


Group Assignment
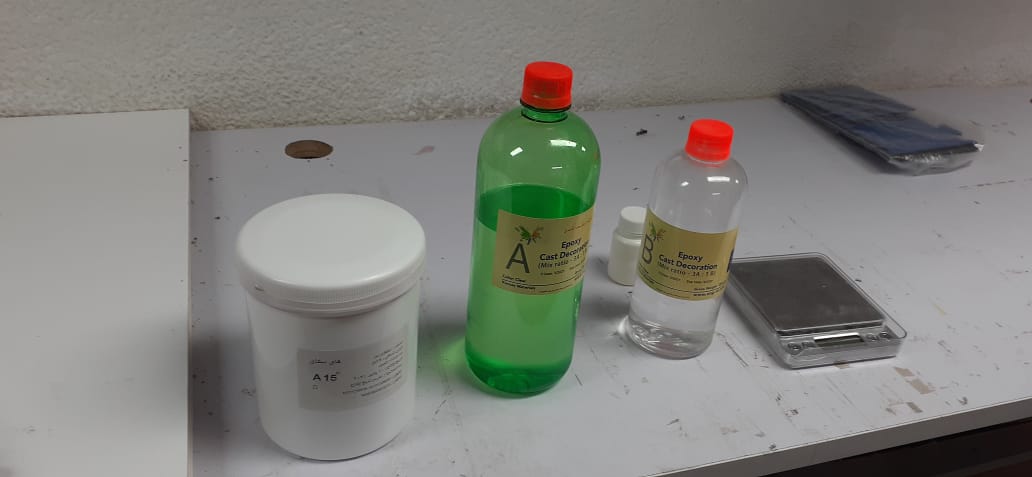
In this assignment we are going to review the datasheets for safety and mixing instructions of molding and casting materials. Here is the materials we have at our lab. Silicon rubber and epoxy.
Safty Instruction
- The work area must be well ventilated.
- Protective gloves and safety glasses must be used
- If anything got spilled on hands, it must be washed very well
- If it reached the eyes, it must be immediately washed, and a doctor must be consulted
- It's a bad idea to smoke or eat while handling these materials
- The package should be stored in a temperature less than 35°C
Mixing Instruction
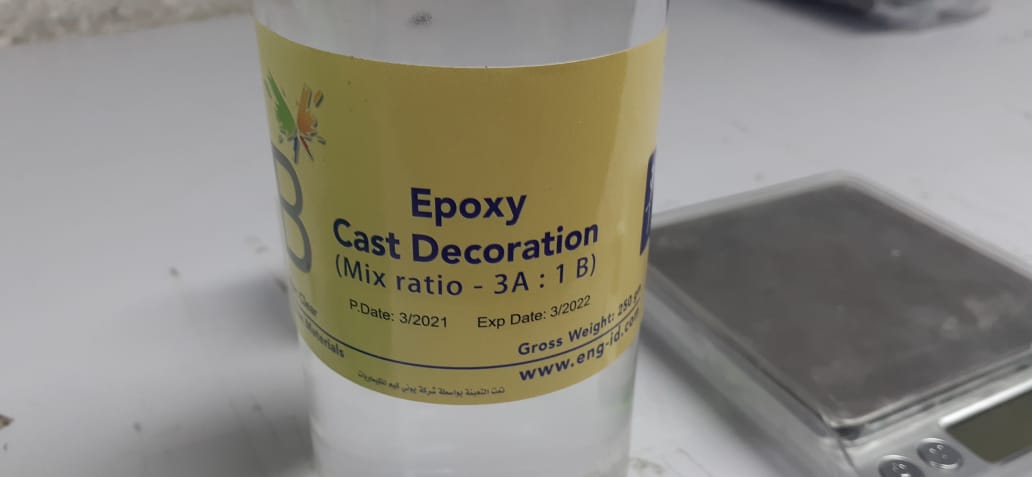
The mixing ratio for the silicon rubber is 1:10 meanwhile the mixing ratio for the epoxy is 1:3.
Machining Tutourial
After that we had a machining tutorial to show the students how to setup the machine and how to use modella player 4 to generate the toolpath.
Mold Design
I've never done molding before. I decided to make a design where I can try the concept without worrying too much about the design.
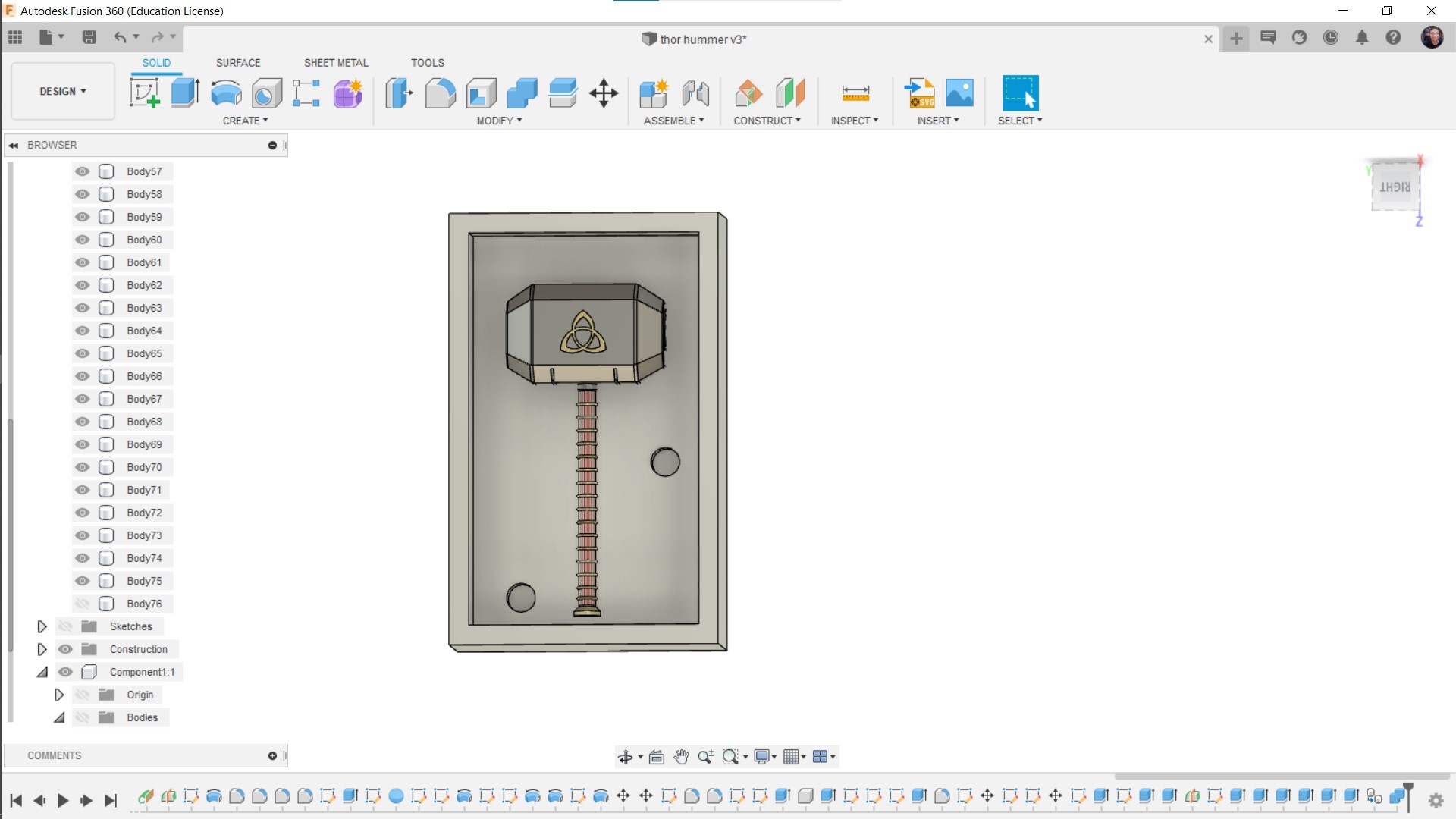
I descided to make thor hammer
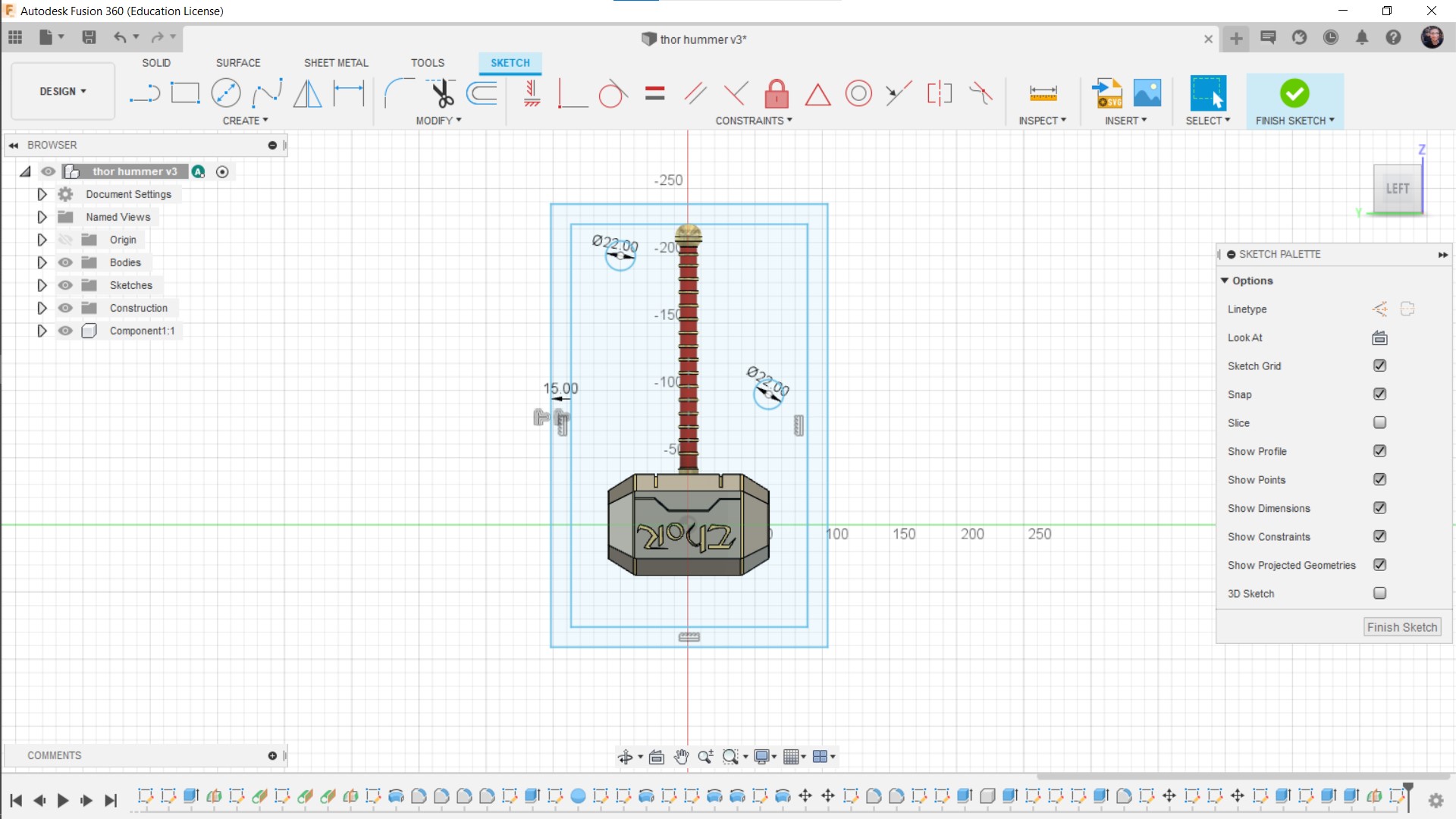
I opend Fusion and begain with Designind
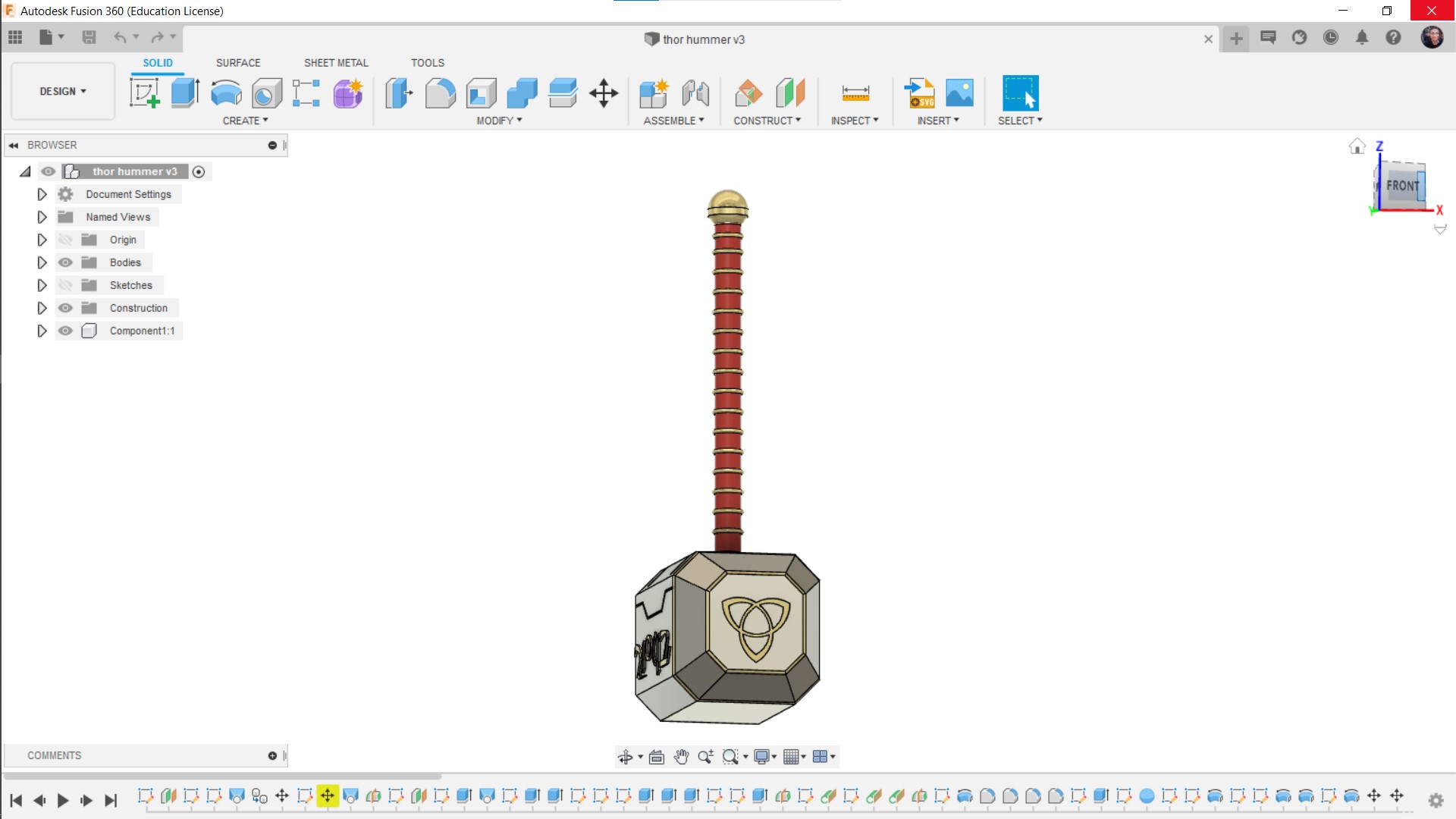
Then I sliced the body in half in order to build the mold around it.
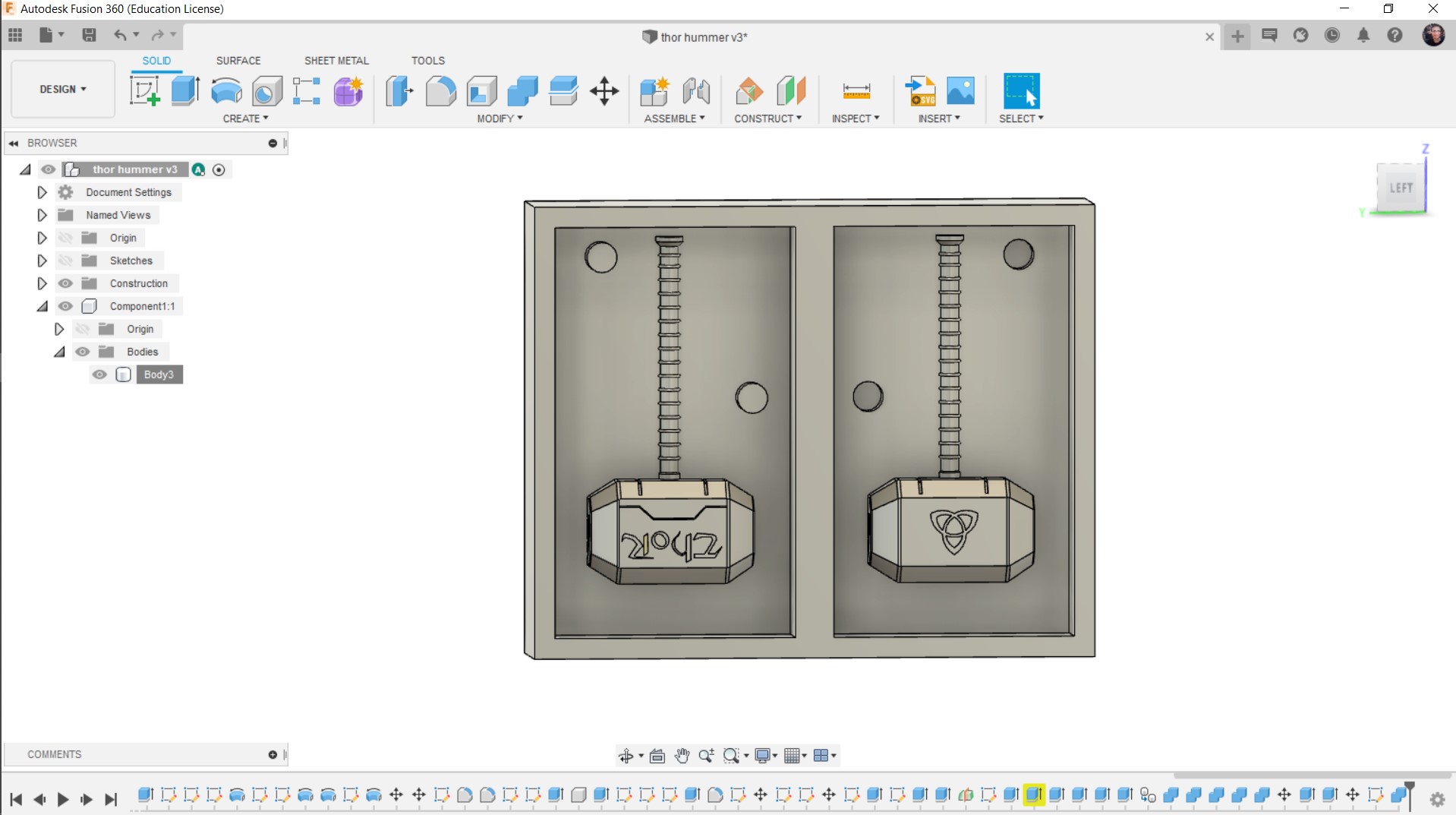
I built the mold by extruding a bottom, four walls, and two registration pins. It made a mistake where I made the walls equal the same height of the top point in the design. The walls should go higher that the design in order to have the poured material covering each point in the design without getting spilled over the edges.
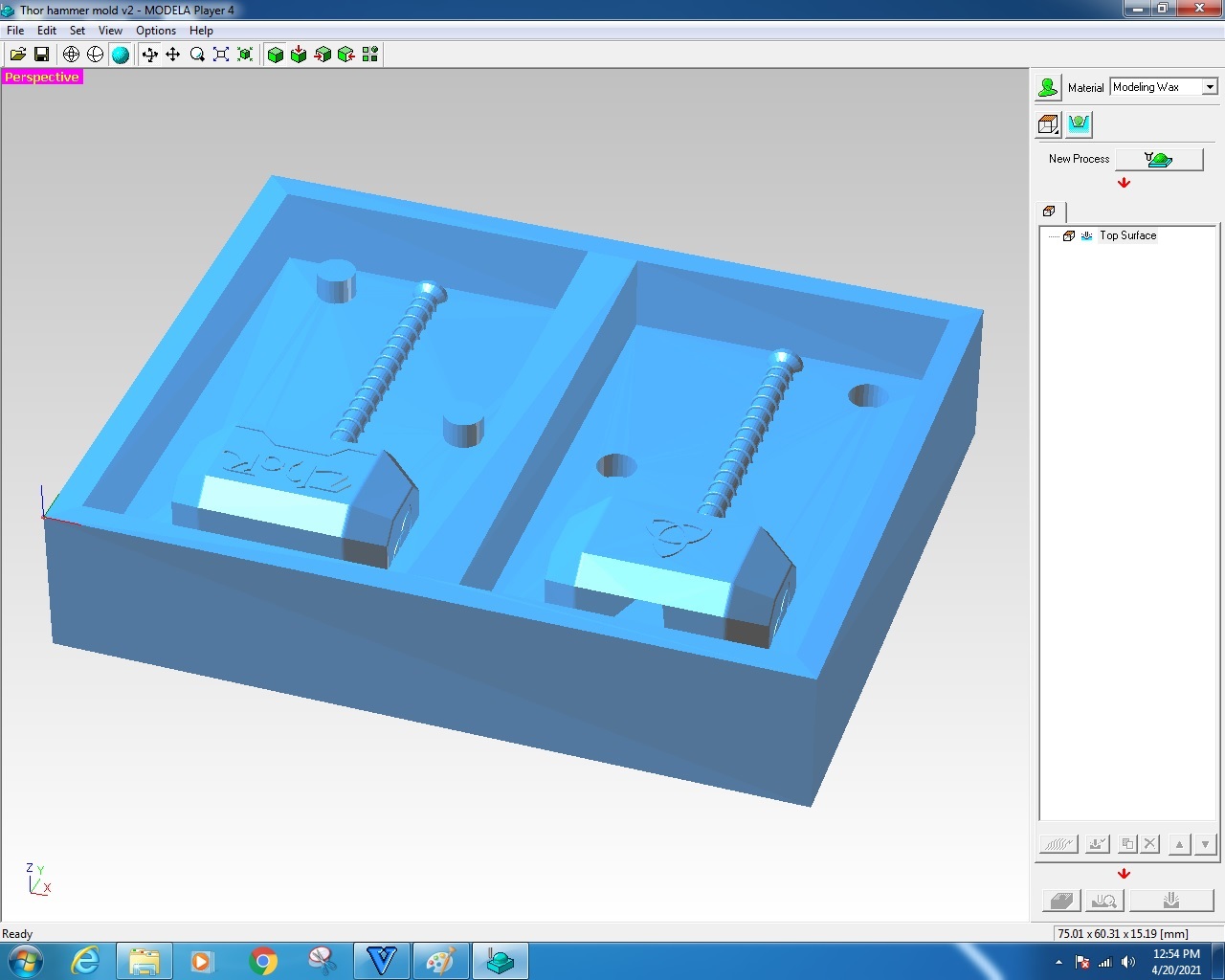
I finally combined the two molds in a single body in order to have it manufactured in single process.
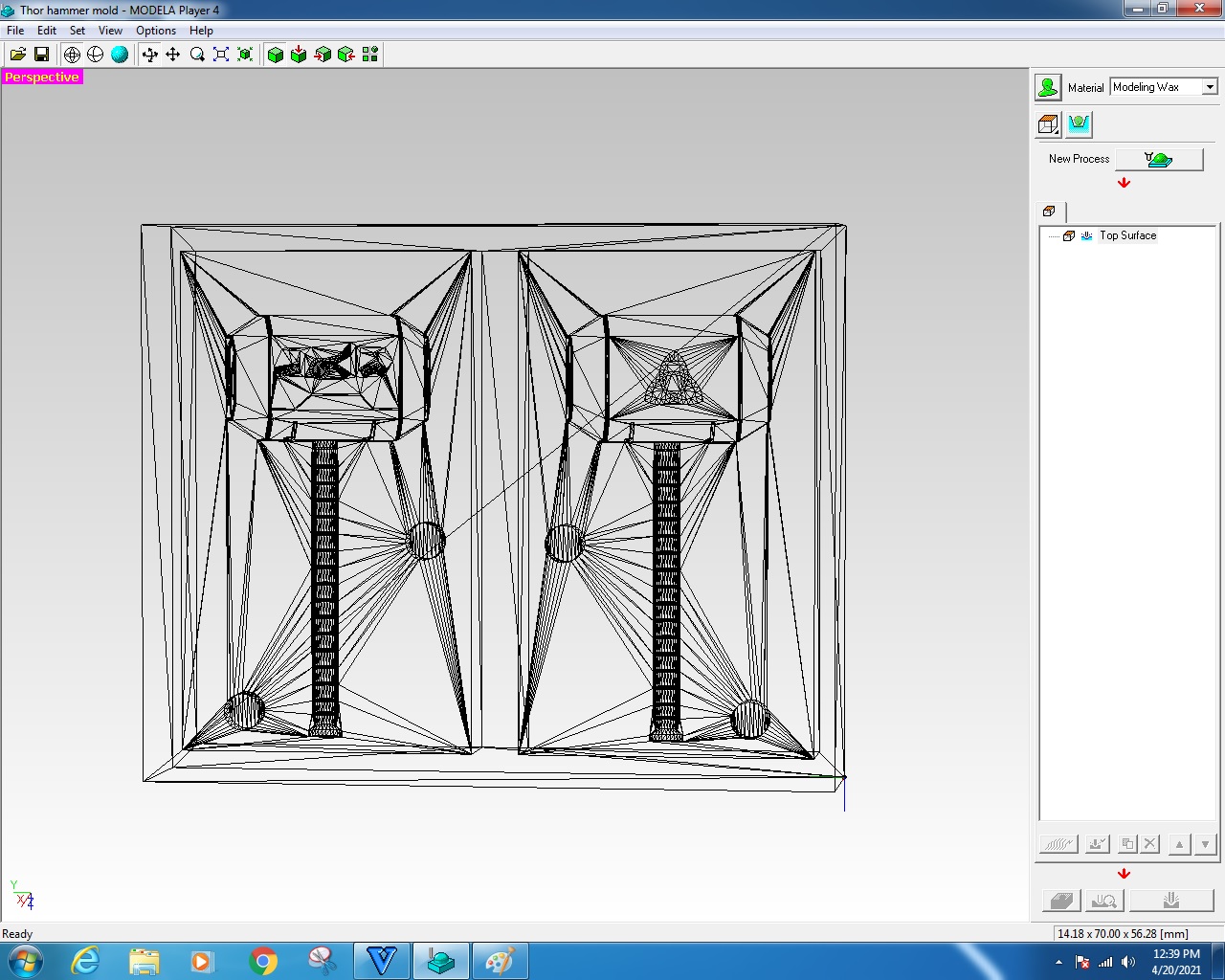
Mold Fabrication
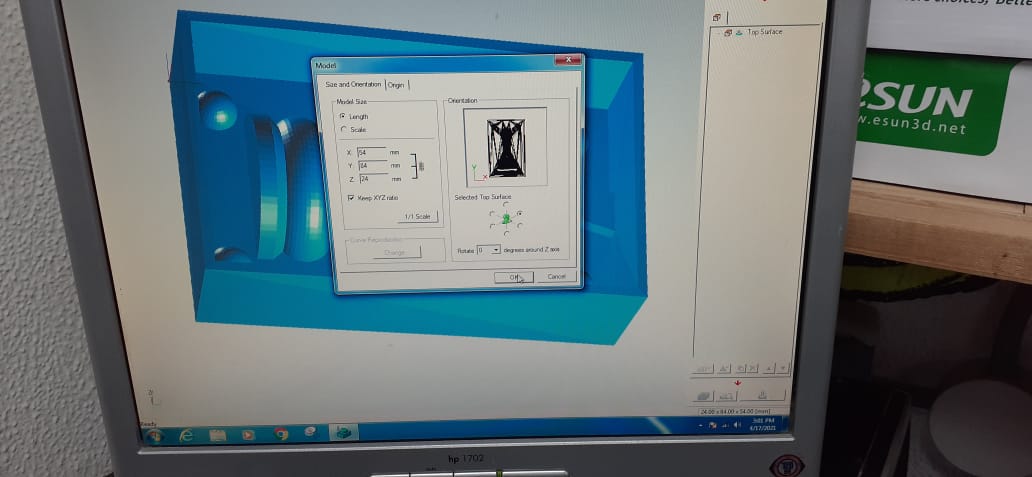
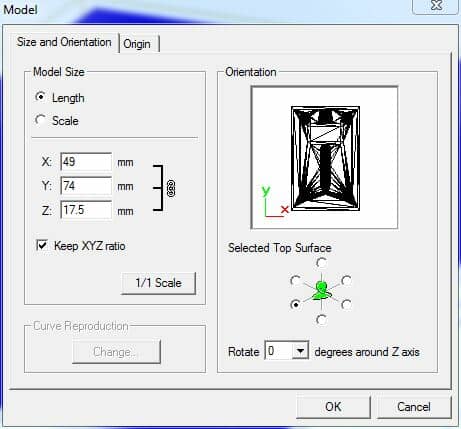
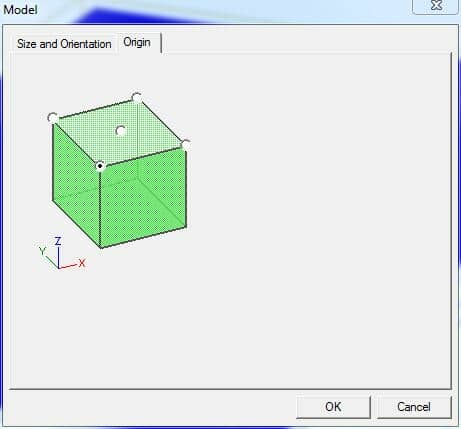
To machine the mold on the Machinable Wax, we are gonna use the Modela Player CAM software. First, we need to import the STL file that we exported from Fusion360 in the previous step. And, From the “Model” button we gonna check the model dimensions if anything went wrong or if we need to scale the model up or down. Then, we're gonna set the orientation of the model to the top surface. Lastly, we need to set the origin point of the model, I selected it at the bottom left corner.
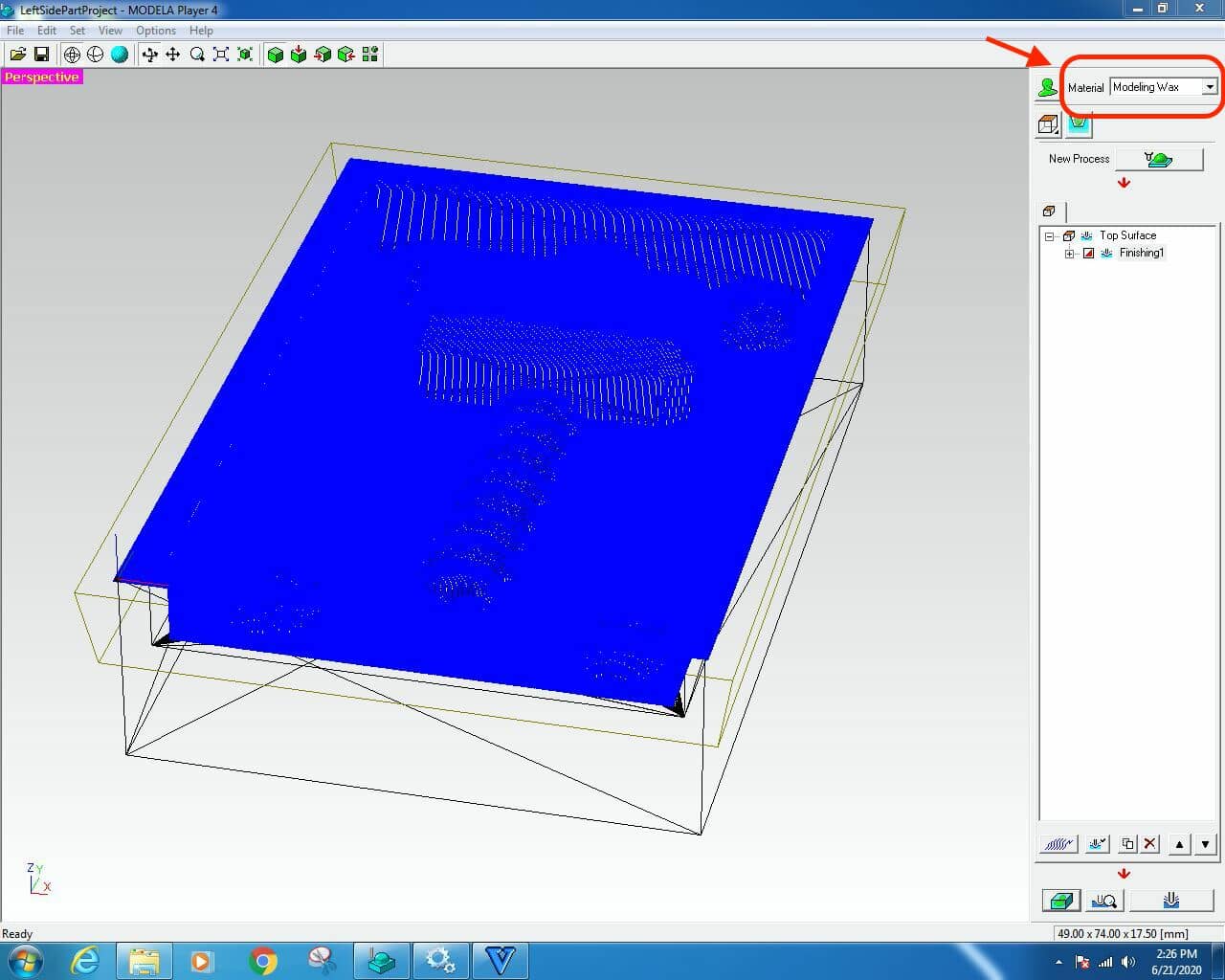
 It’s very important to select the right material that you're gonna machine on the modela. In my case, I’m using a machinable wax block as I mentioned before.
It’s very important to select the right material that you're gonna machine on the modela. In my case, I’m using a machinable wax block as I mentioned before.
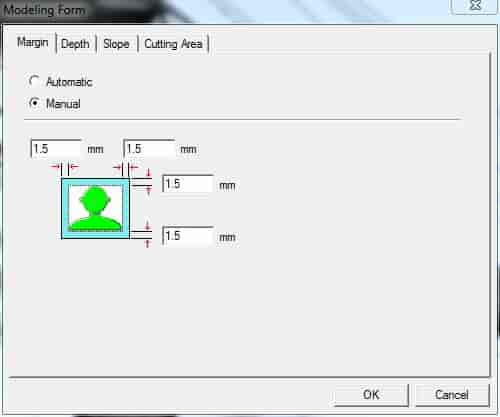
After that, we need to set some other parameters, click on the model form button. Set the margin to “manual”, and set it’s value to 1.5mm is enough to make the casting process easier later.
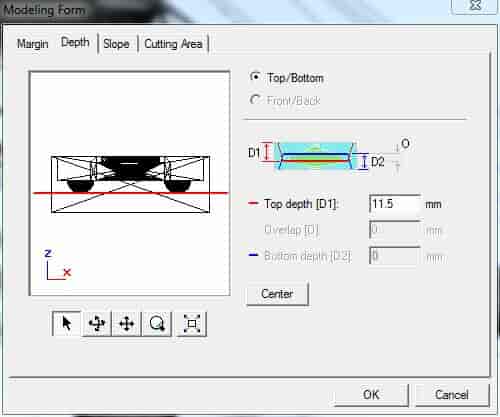
A very important part here is to set the depth of the cutting process correctly according to the depth of the model that we designed on Fusion360 before. In my case, the cutting depth of my model is 11.5mm in the first half of the model. The depth between the top wall and the hammer base is 7.5mm but we need to put the female pins in our consideration too, the depth of the pins is 4mm(8mm/2). So 7.5mm+4mm = 11.5mm which is the total depth of the mold.
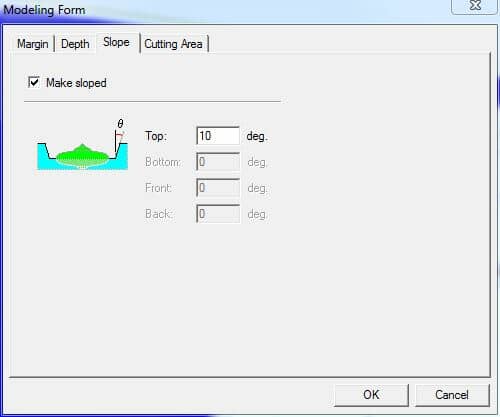
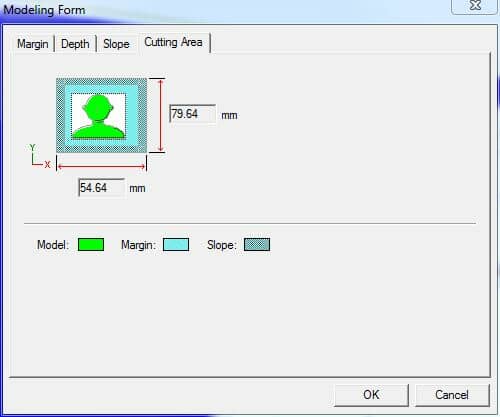
In the slope menu, I set the top slope to 10 degrees that make the edges more smooth with no sharp edges. That makes the resin pouring later in the casting process easier and also to remove the mold from the wax easily. The cutting area indicates the full area of the model that will get machined. If everything is fine press “Ok” and proceed to the next steps.
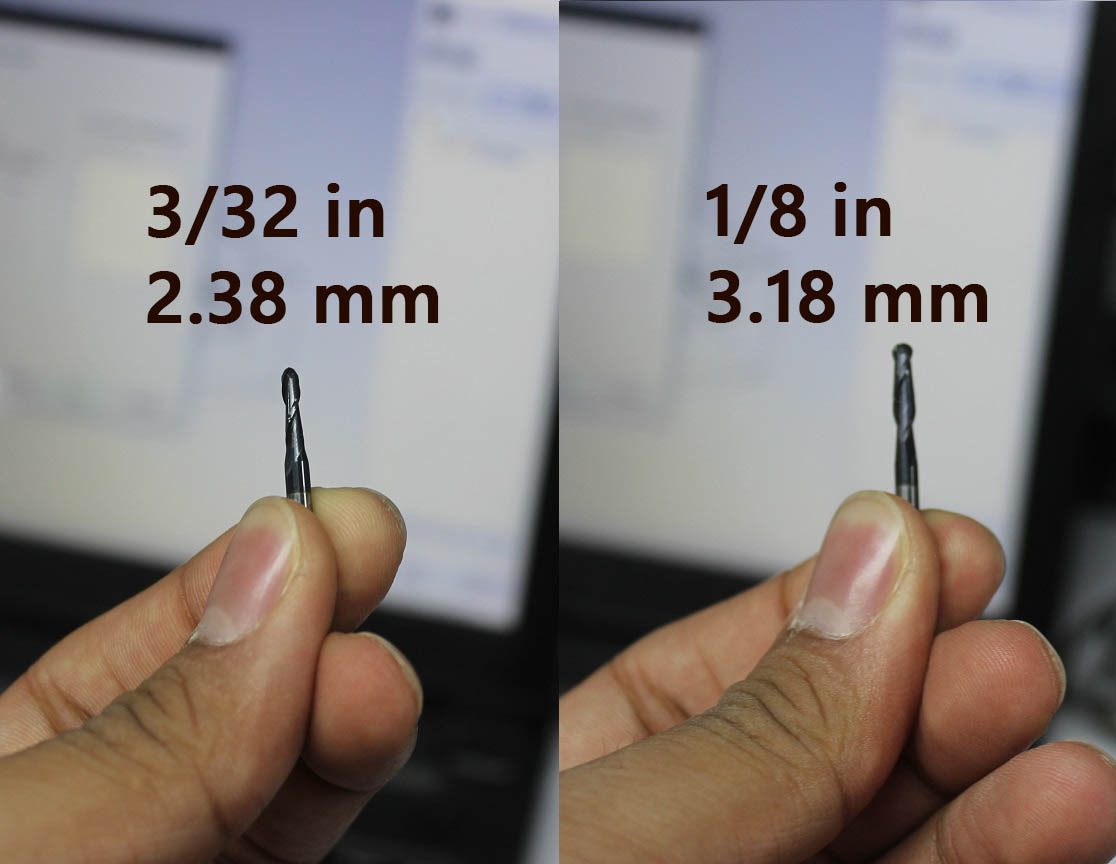
I used a 1/8'' ball end-mill for roughing and 3/32'' ball end-mill for finishing.
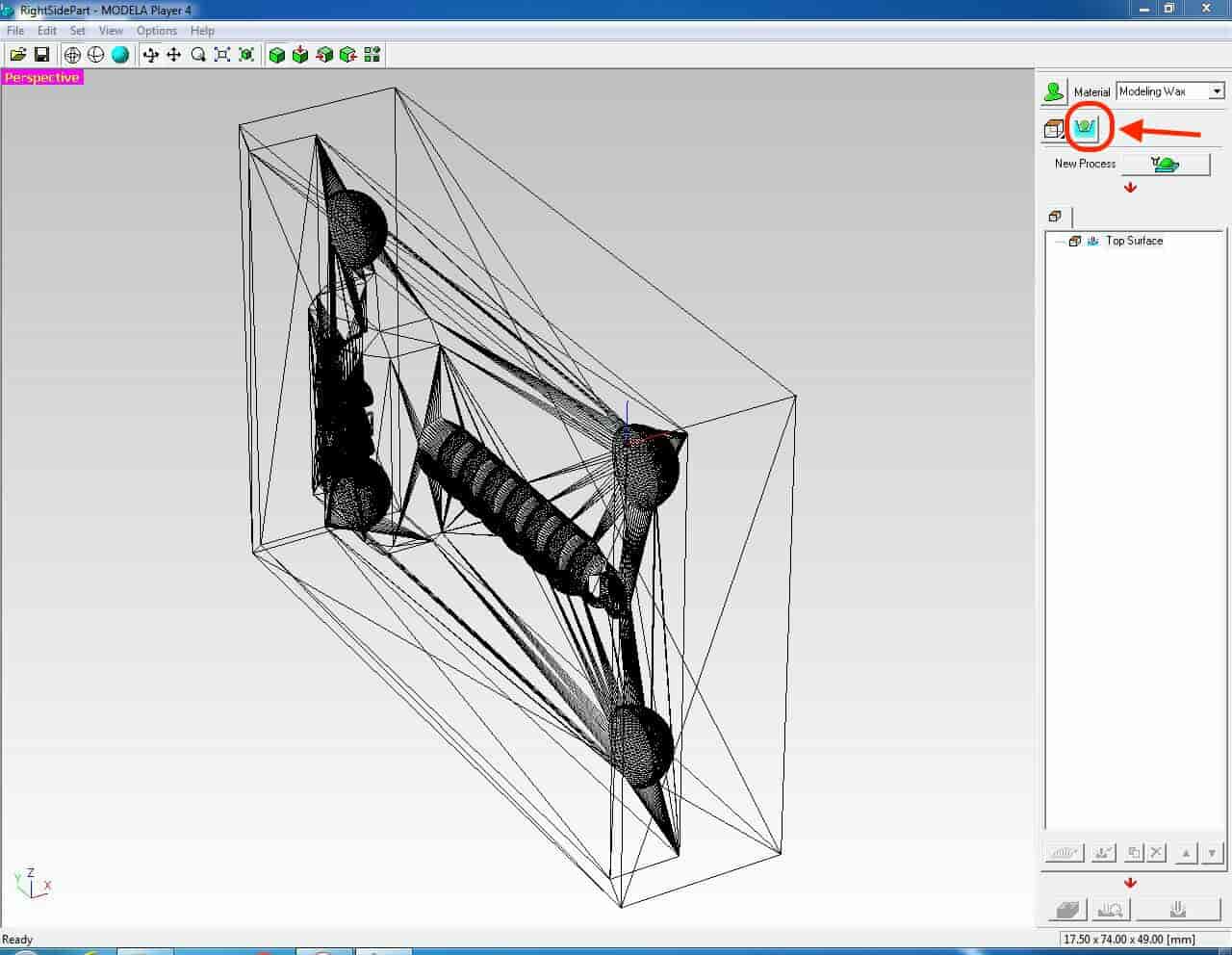
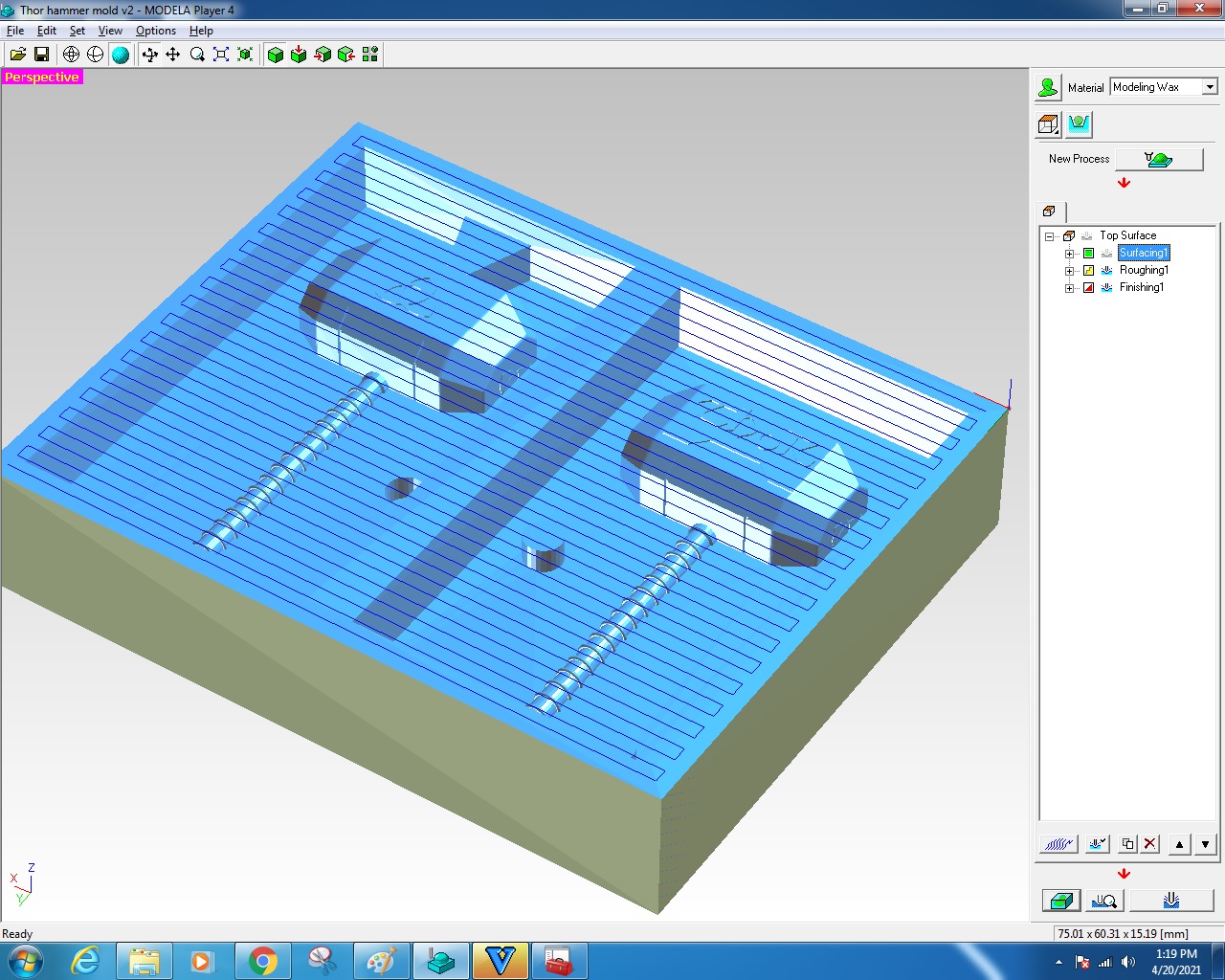
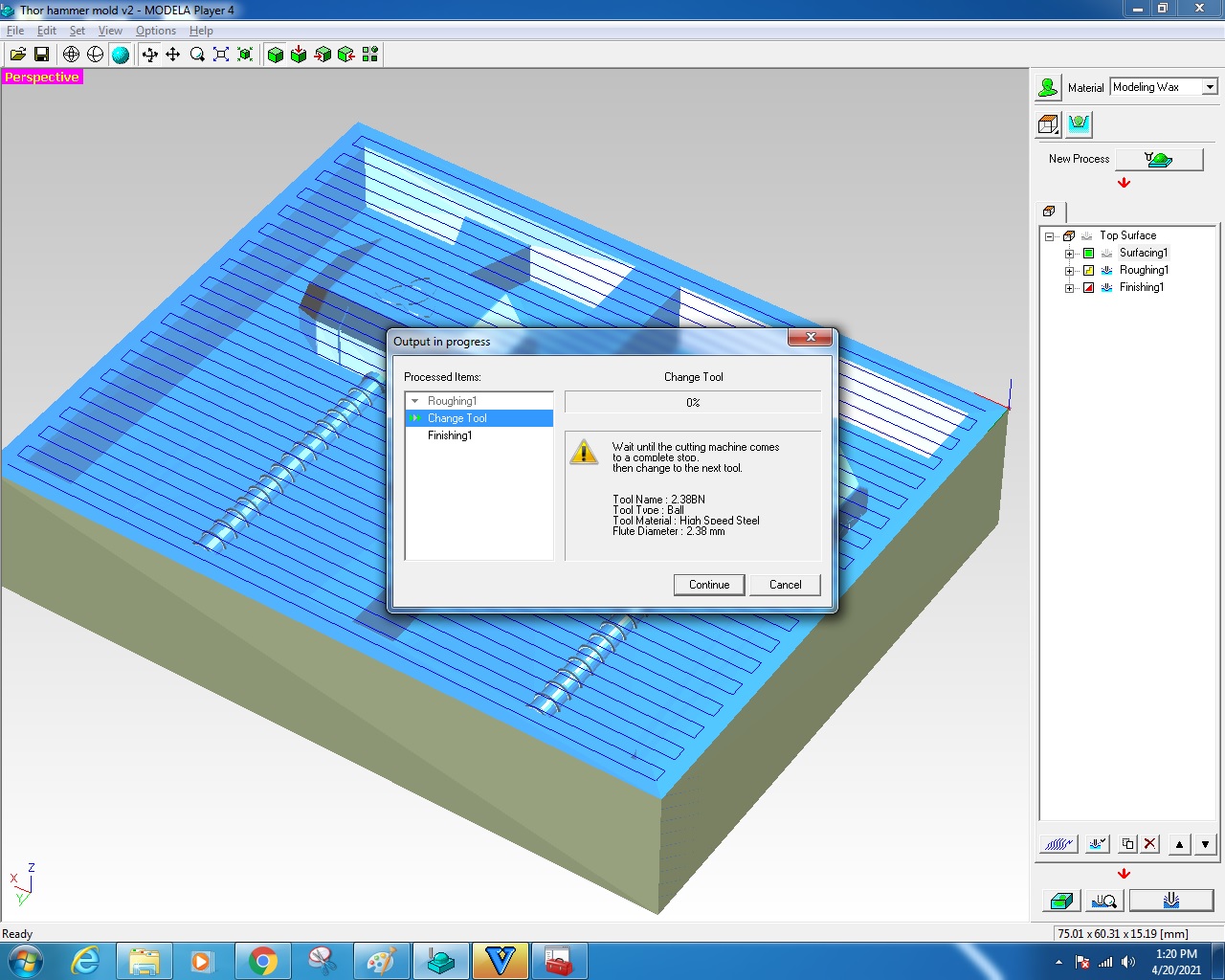
The next step is to define the process to do. It starts by defining the roughing process.
I also defined the finishing process; where the model details should appear in their final finish.
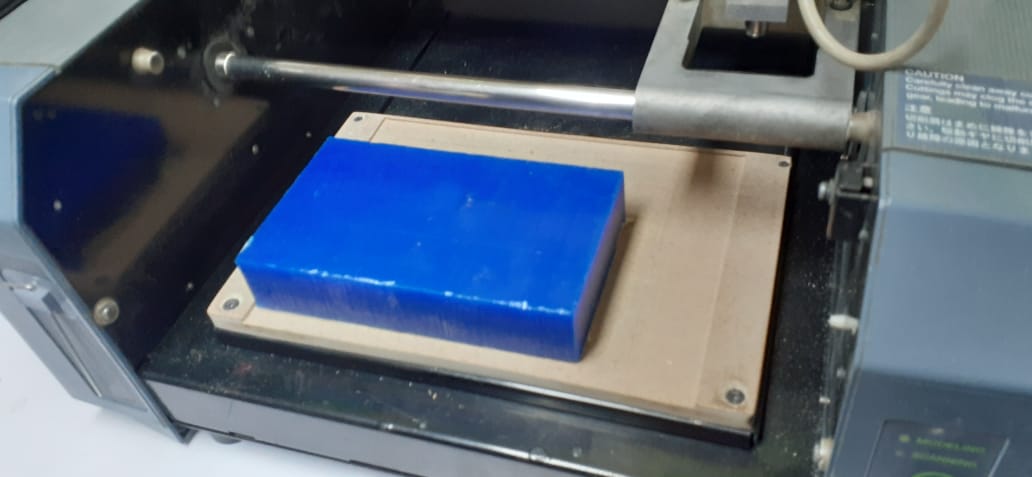
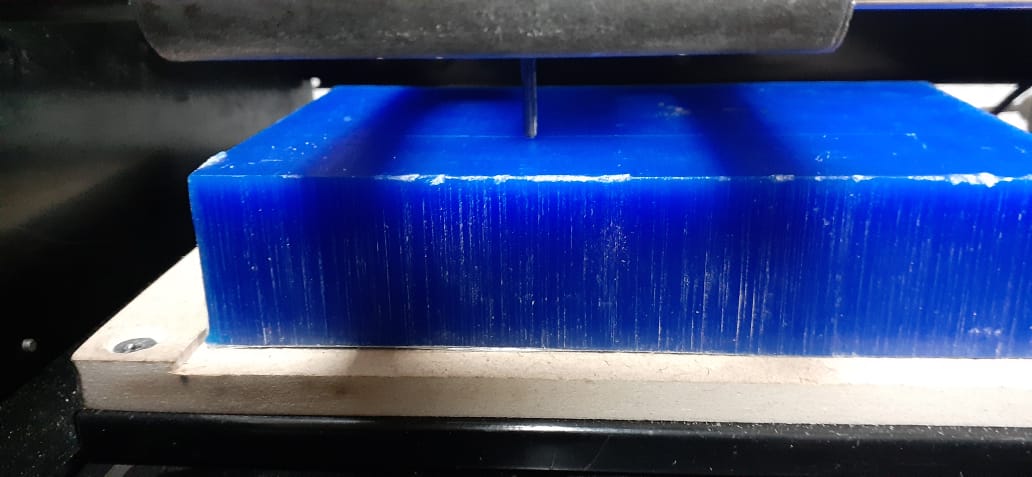
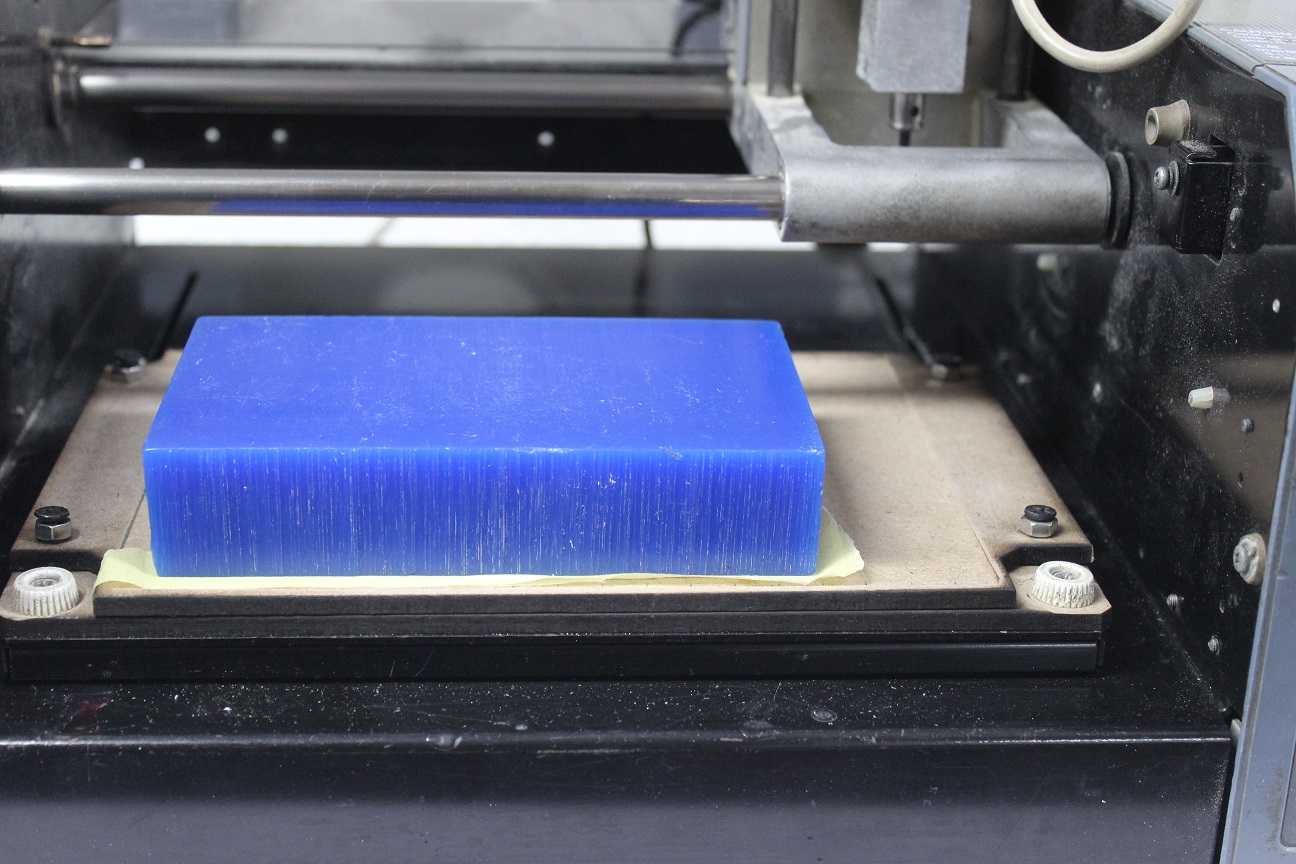
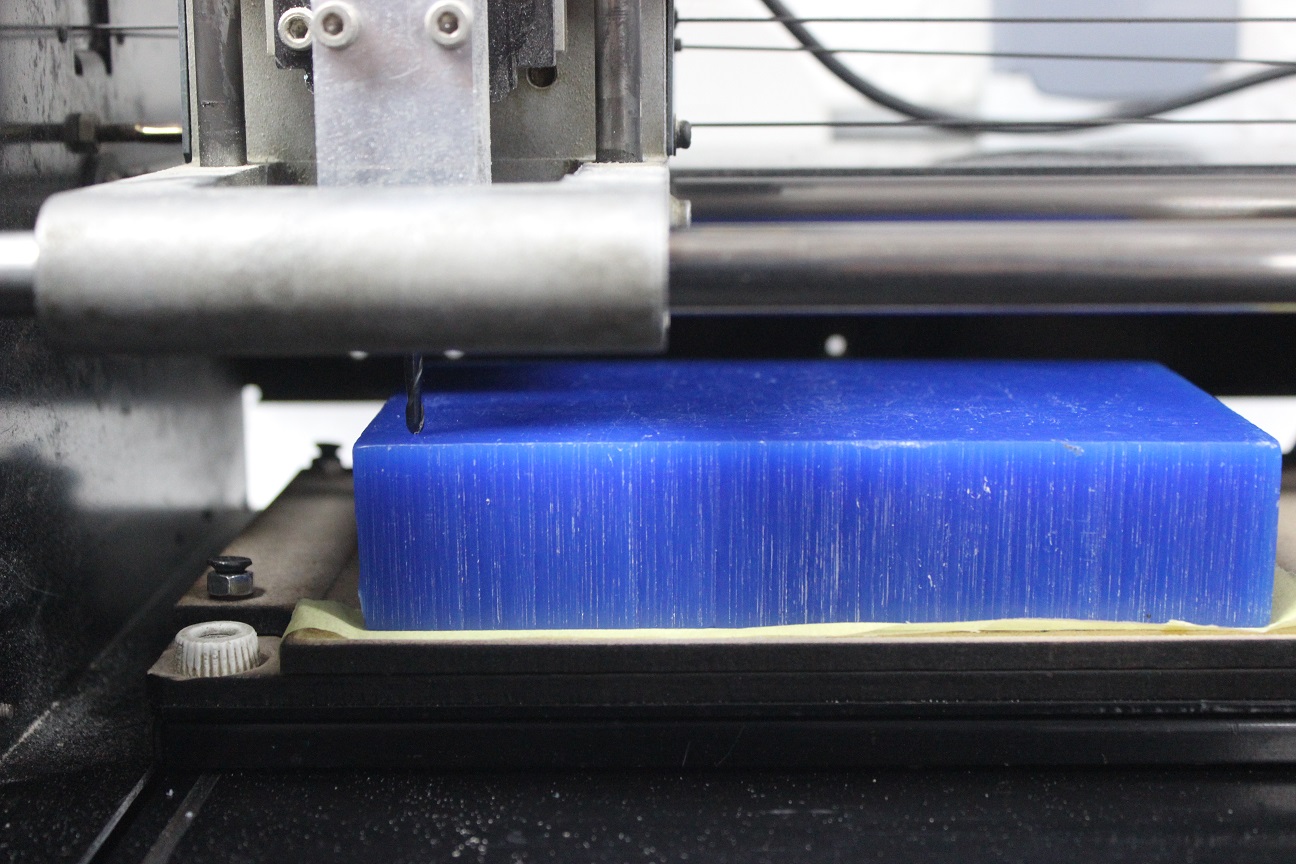
The process is now ready to start. I put the modeling wax onto the machine bed using double-face tape.
and got my cut up and running, First Thing Surfacing
Then Roughing with the same mill
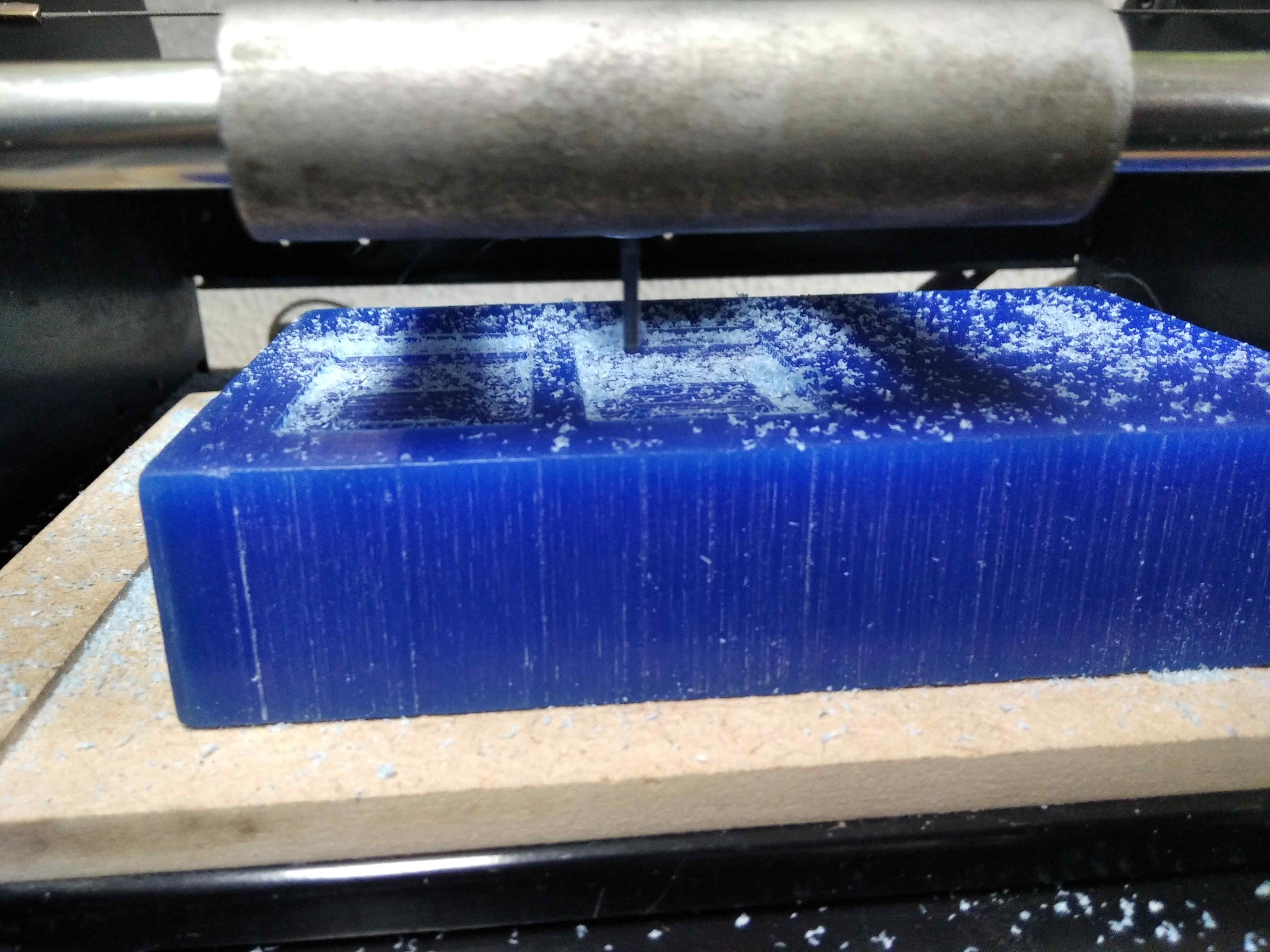
Epoxy Casting
In the same time I go For Preparing the Silicon Rubber
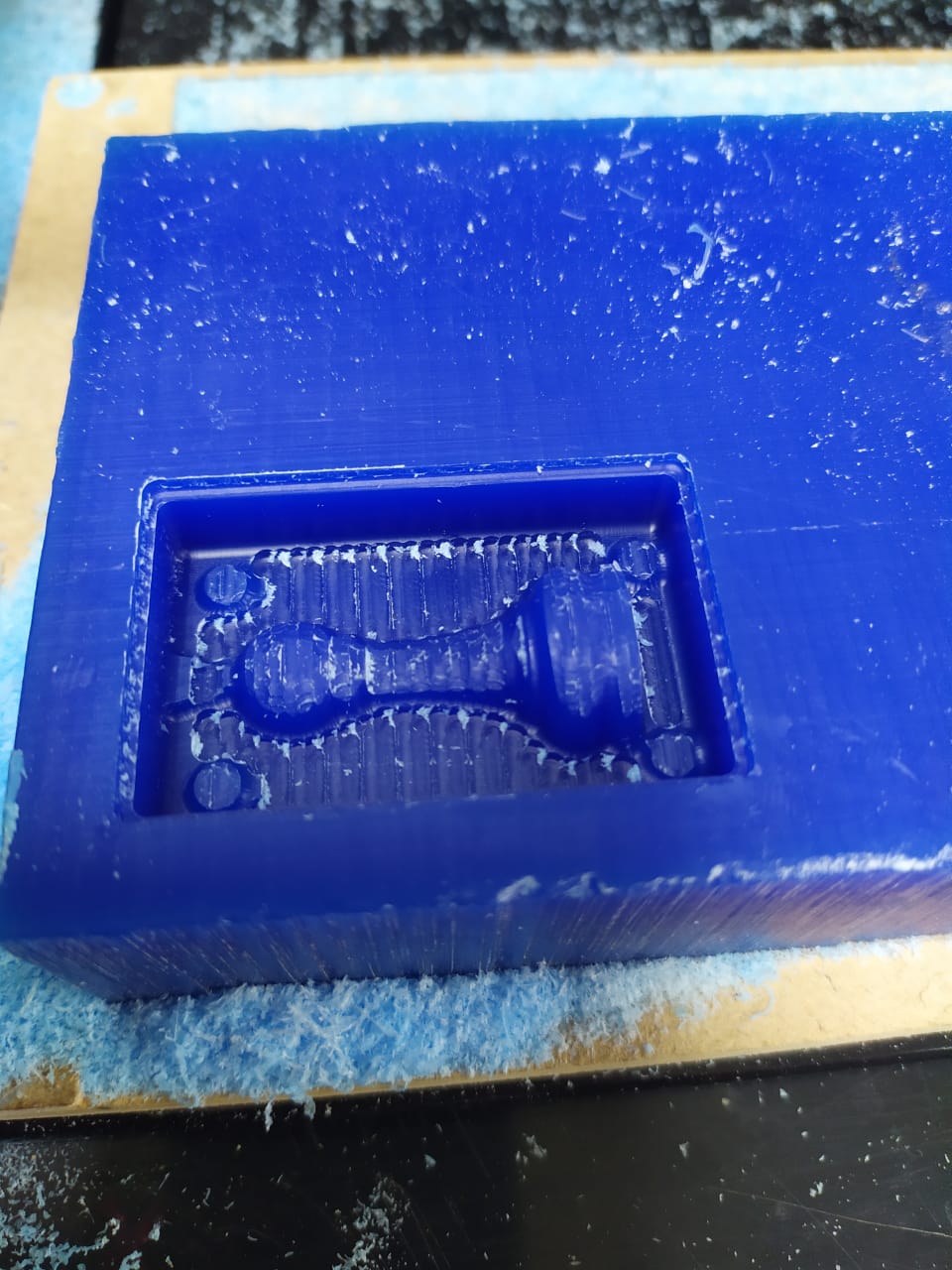
I prepared the Silicon Rubber using a ratio of (10A:1B) and poured it over the wax.
Note:The Ratio of Rubber to the Hardner that I made Is (8A:1B) that's the best Ratio I had

Note: Don't flipping and turning the hardner and the wax for Long time because it will Harden Very Soon


Wait For At Least 4 Or 5 Hours to make it hard Enough
The result was Fantastic
Eboxy Preparaion
After the wax Complete we will Prepare the Epoxy
The ratio is 3 Resin to 1 Hardener (3R = 1H)
Don't Forget to ware safty Masks and gloves
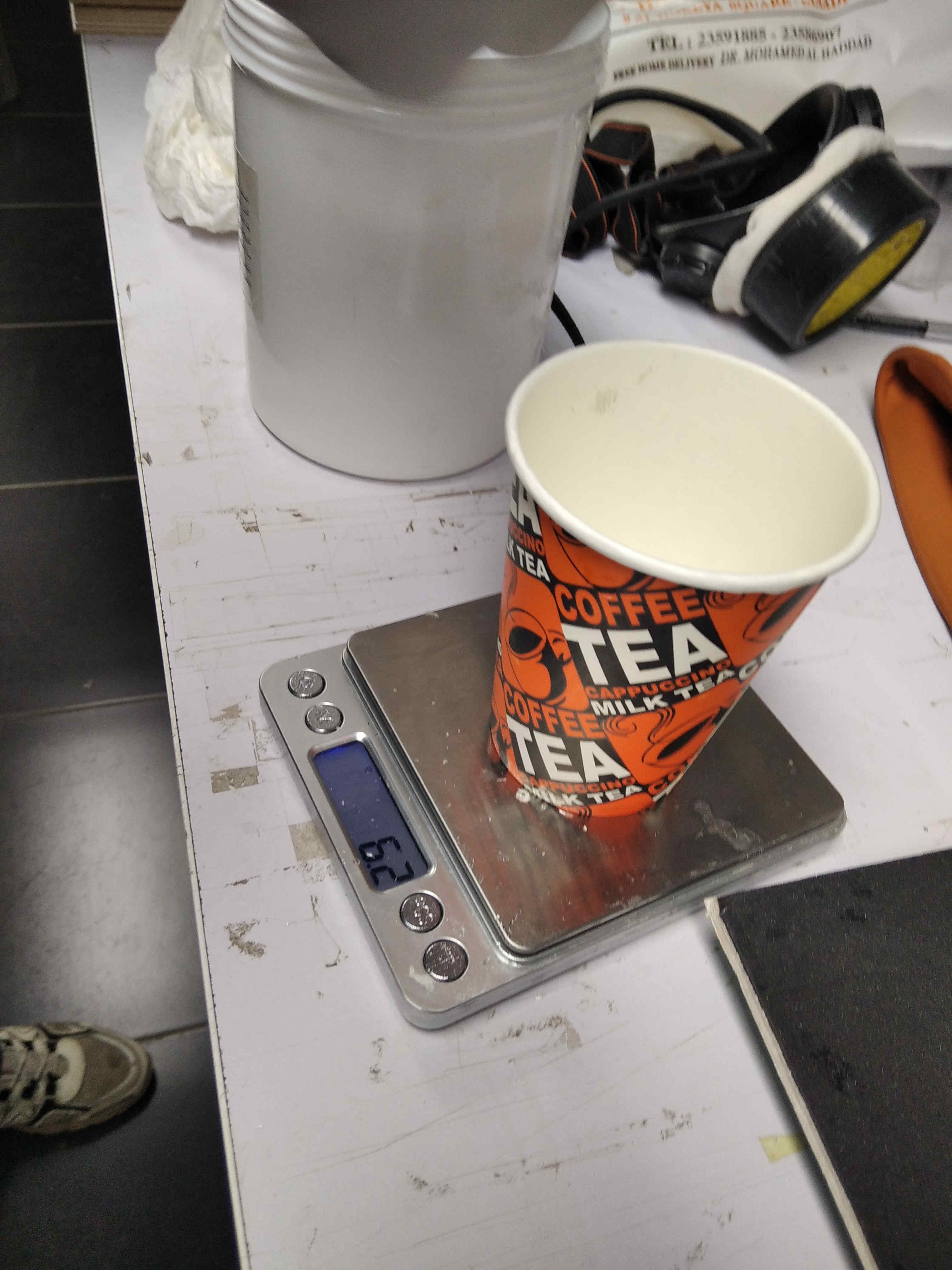
Wight the Resin For me I made about (60 grams of Resein) and about (30 grams of Hardner)

I made a Crazy Thing actually, I added a plastic Colour to change the Colour
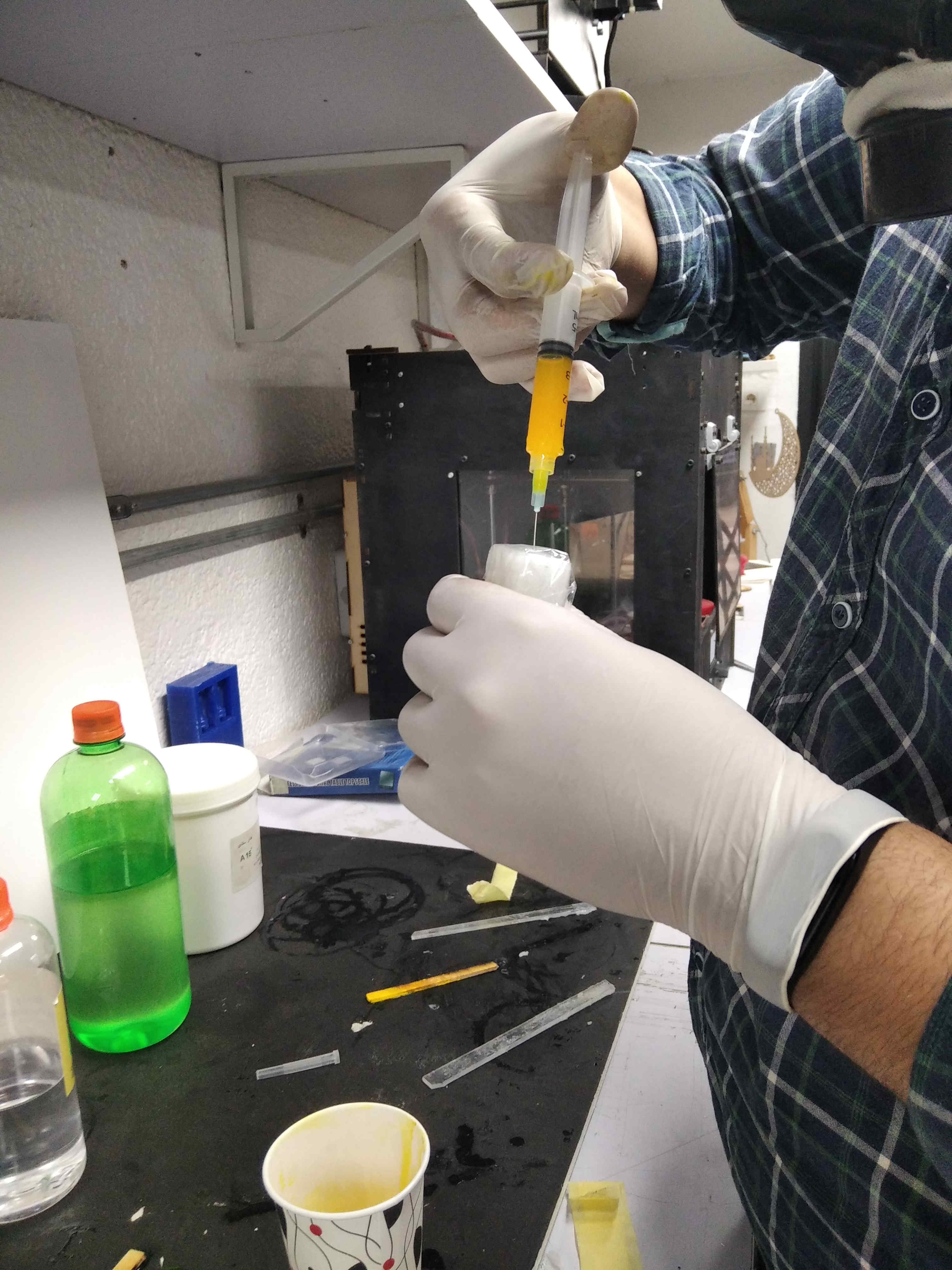
Then I get cerenge and put the Epoxy inside the wax carefully
Then I left the Eboxy for about 14 Hours To be Hard Enough
the Result was quite good
but I made a mistake, I opened the Eboxy before it get harden
I do not Recommend to open the wax before 14 hours

Downloads