4. Computer controlled cutting¶
Hero Shot¶
Proud of my creation

Vinyl Cutting¶
I decided to take the design of the previous week and make a tee-shirt.
The 2D design¶
I added some elements from this design taken from the internet : https://fr.vector.me/browse/149880/sven_mechanic_pirate_clip_art
I remove the objects I don’t want .
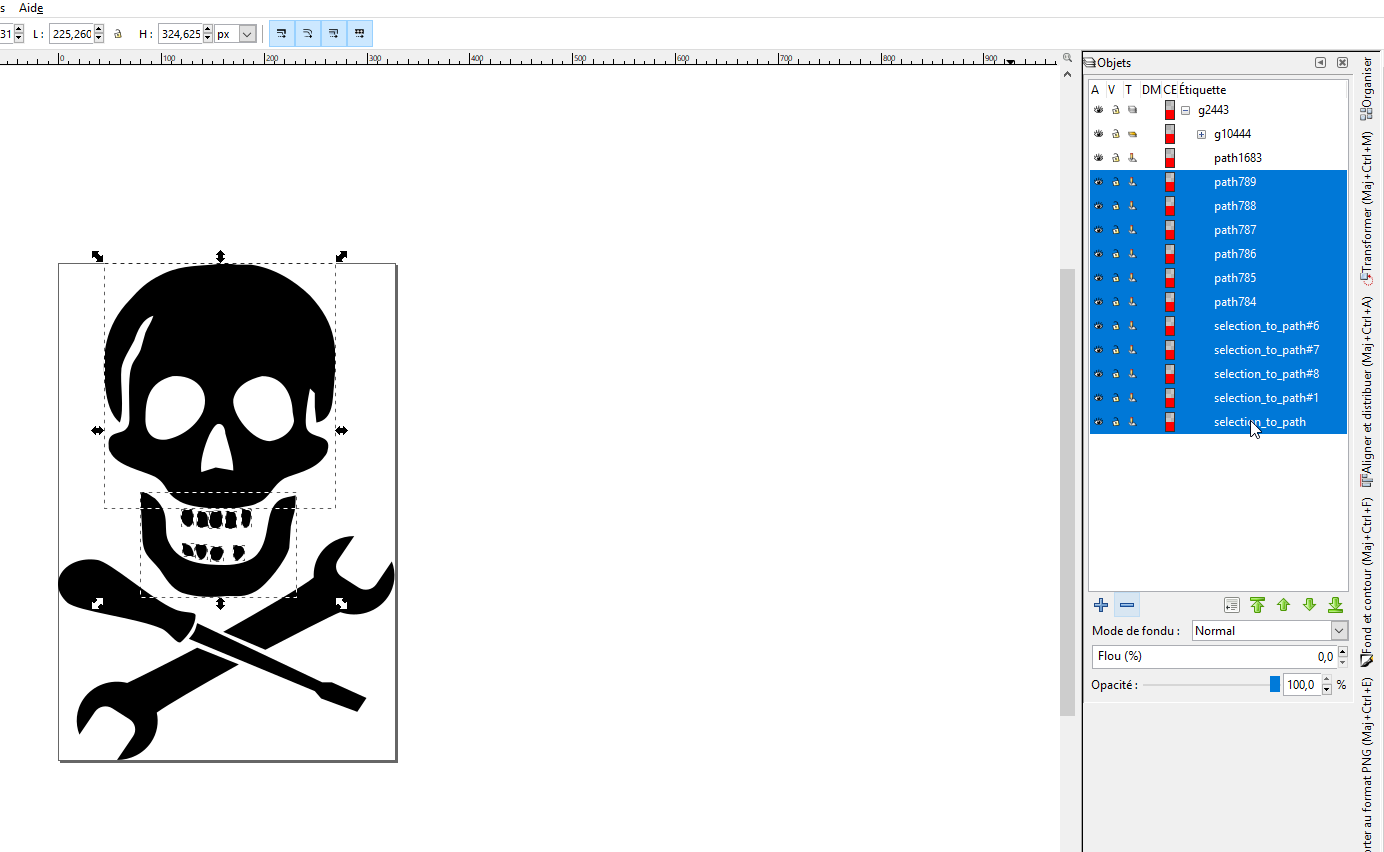
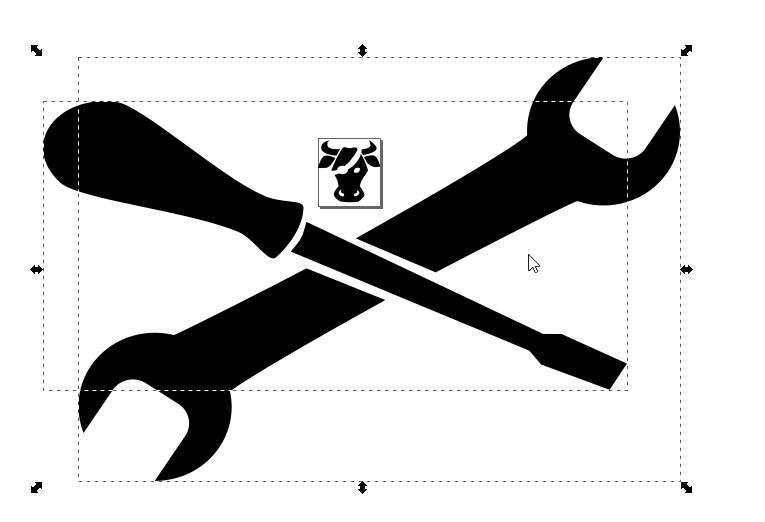
Then I copy past on my previous file. But as you can see, I have to resize and adapt some parts .
Then I put some text B3t4 F4rm3r , some leet speak for Beta Farmer, to express the prototyping process in Agriculture (I work at AgriLab).
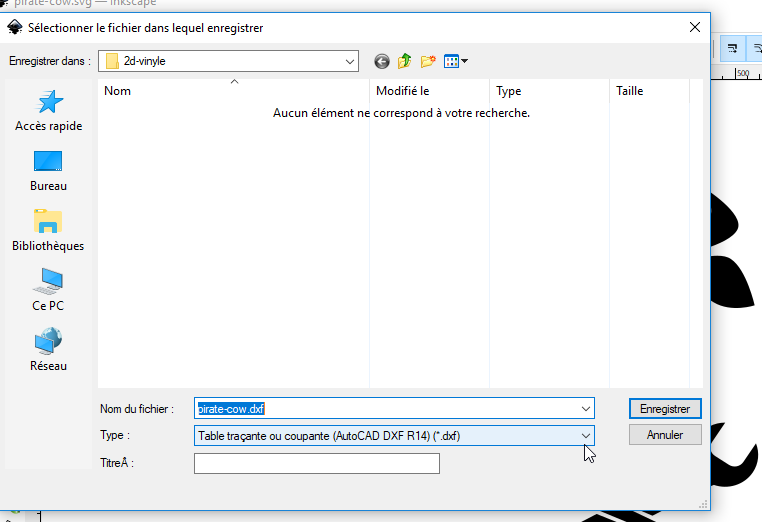
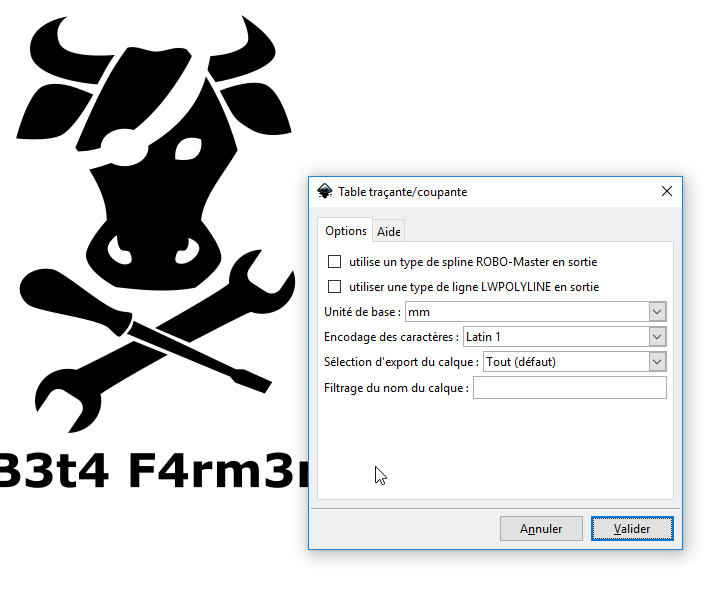
Then I create Path from the text and export in .dxf , with mm units .
The CAM software - Silhouette Studio¶
You can download and install Silhouette Studio. The basic function of the software is free.
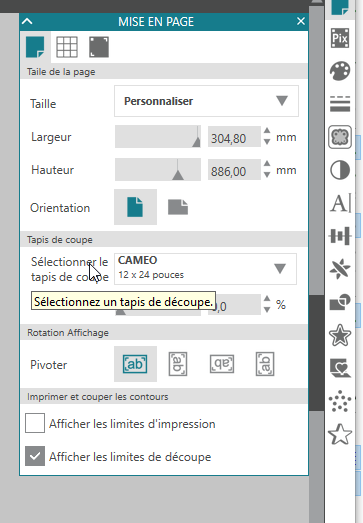
You have to select the correct Vinyl Cutter, here , cameo 3 and select the right media size (width and height). The media was 304 mm. Then you also select the orientation but it’s more a visual thing.
I import the dxf file
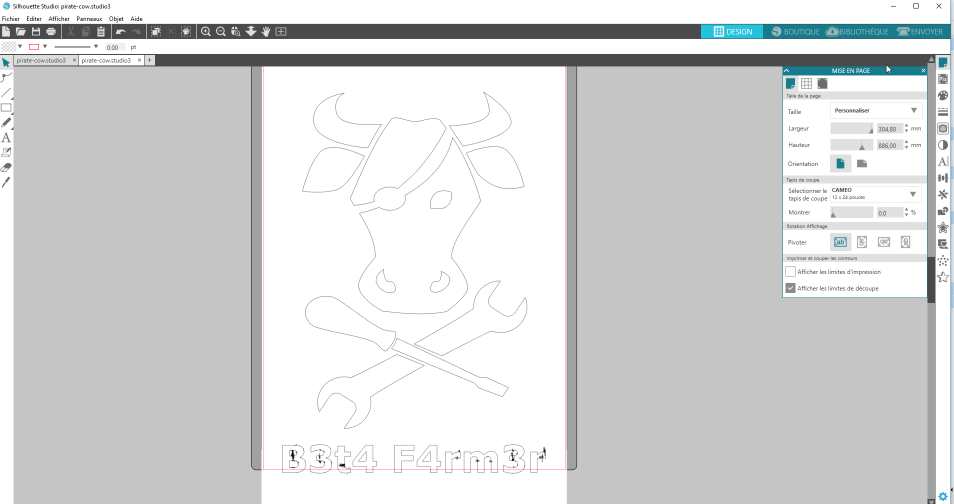
DXF is a tricky file format. The text doesn’t match my inkscape design.
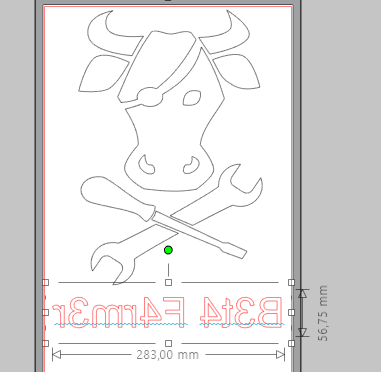
I don’t want to go mad by trying some voodoo on the text. So I use the tools in Silhouette Studio. And type my text and use the mirror function. For textiles transfer you need to mirror your design/text !
Then I switch to the cam part of the software, called in French envoyer (send in English)
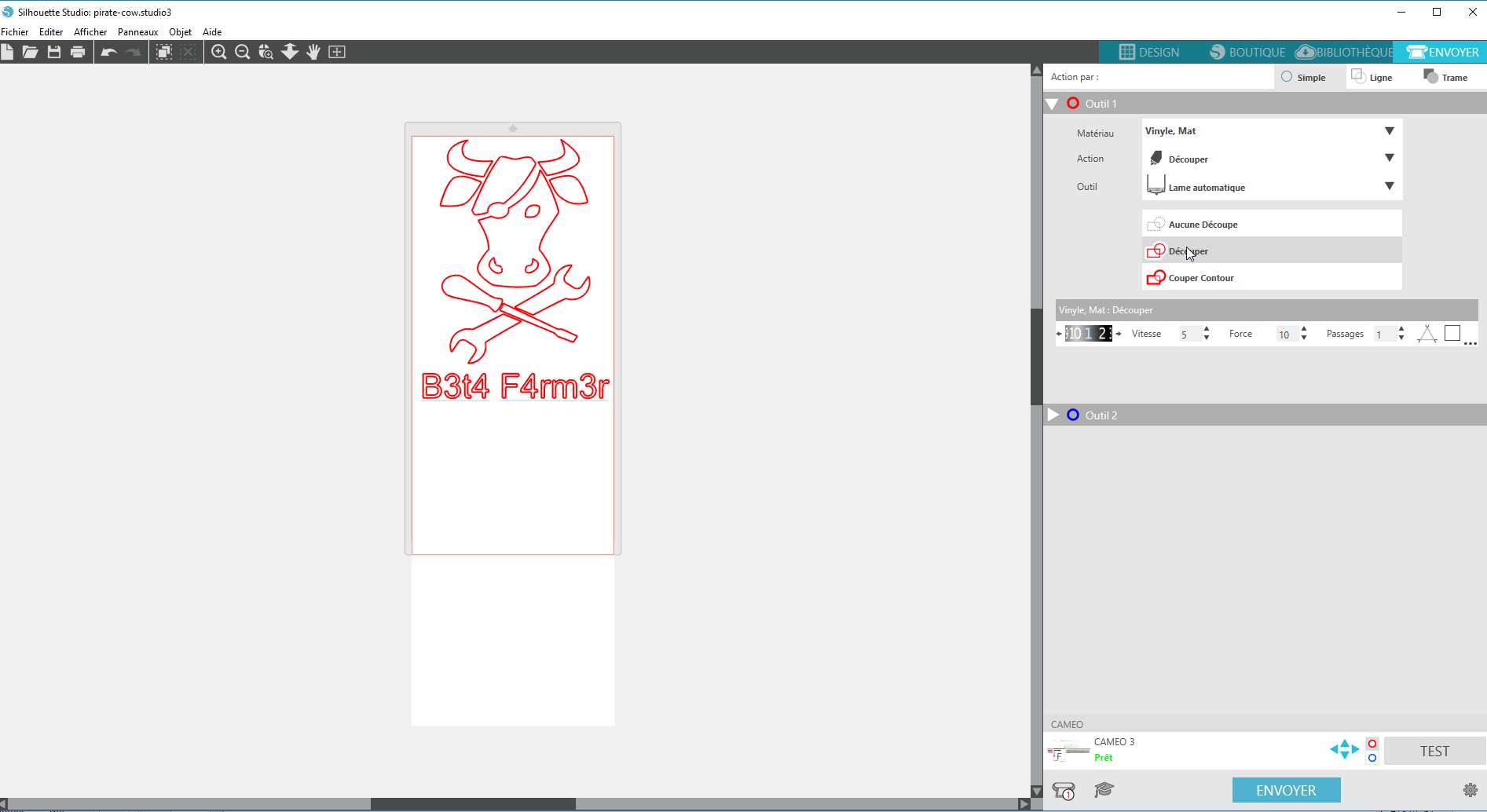
You can select some preset for material or you can go directly to the thickness of the material, here 0.1, the speed is 5 , the strength is 10 and I do only one pass. Previously I select the cutting tool with the auto-blade. And select the cut function.
You can see in red the traject of the cutting tool.
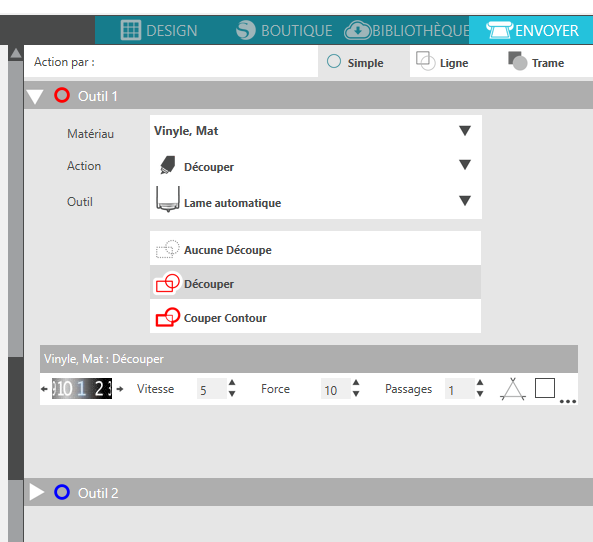
Parameters :
I’ve selected in this case the predefined parameter called “Vinyle mat” . They work pretty well. If you buy the material from the brand the predefined parameters are optimised.
Feed the vinyl cutter¶
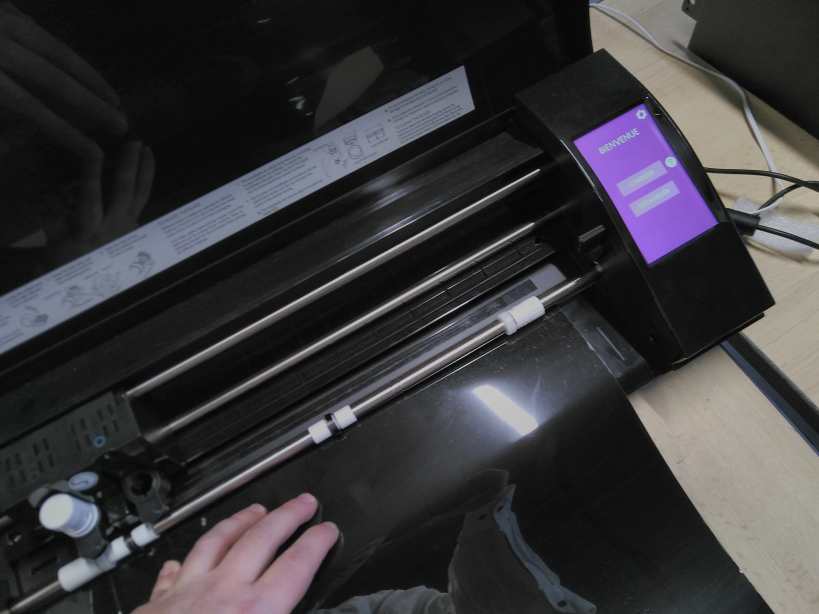
It needs to have a good grasp on the material, and to be aligned . Then insert the material by pushing it under the several rollers. Then press the insert material button on the LCD. Double-check that the material do not move easily.

When launching the code, by clicking on send the device start and the auto-blade system adjust the blade height with the selected parameters. You clearly can see the blade moving by 0.1mm steps.

Then you see the blade moving and cutting the vinyl. The result of the cut media
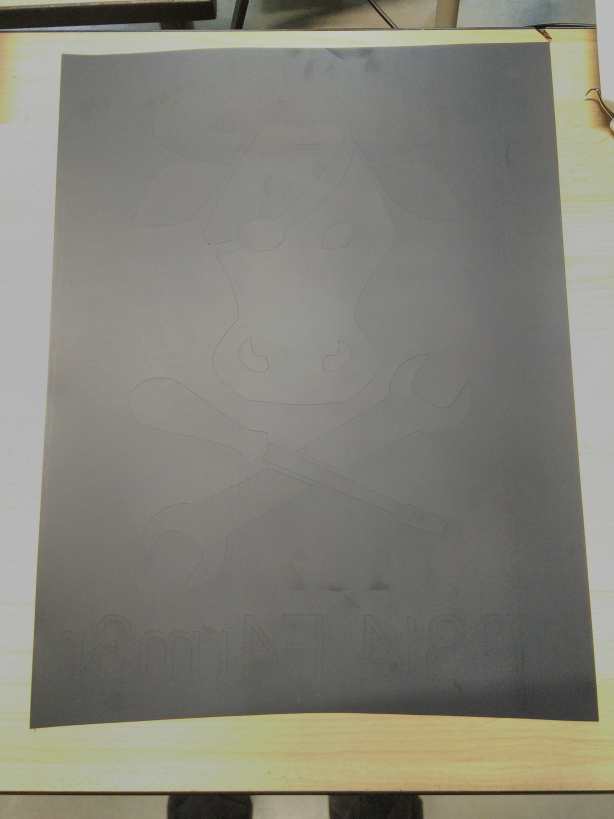
Then I weed the delicate inside parts.

Then the rest of the unused media .

And you have that kind of result .

I preheat the heat transfer device and select the following parameters : preheat 355°F , heat 355°F, time 2:00

You need to precisely adjust the media on the T-shirt .

As you can see in the picture vinyl is on a transparent sheet. That sheet is specially made for heat transfer. You had to press the sheet as it is !
Then launch the whole sequence and press the T-shirt .

I have to do the heat transfer in 2 sequences, as the design was bigger than the heating surface.
And the final result in real situations.
Lasercutter¶
Exploration of different assembly systems.
Laser journey¶
I’ve already experimented a lot with lasers. You can find several of my tutorials on wiki.imal.org
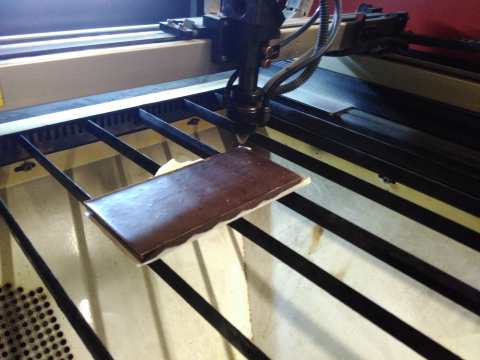
Just to point a few, I’ve tried many materials and unusual ones like food. I’ve tried bread, algae, cheese , ham , … And here chocolate with some power test.
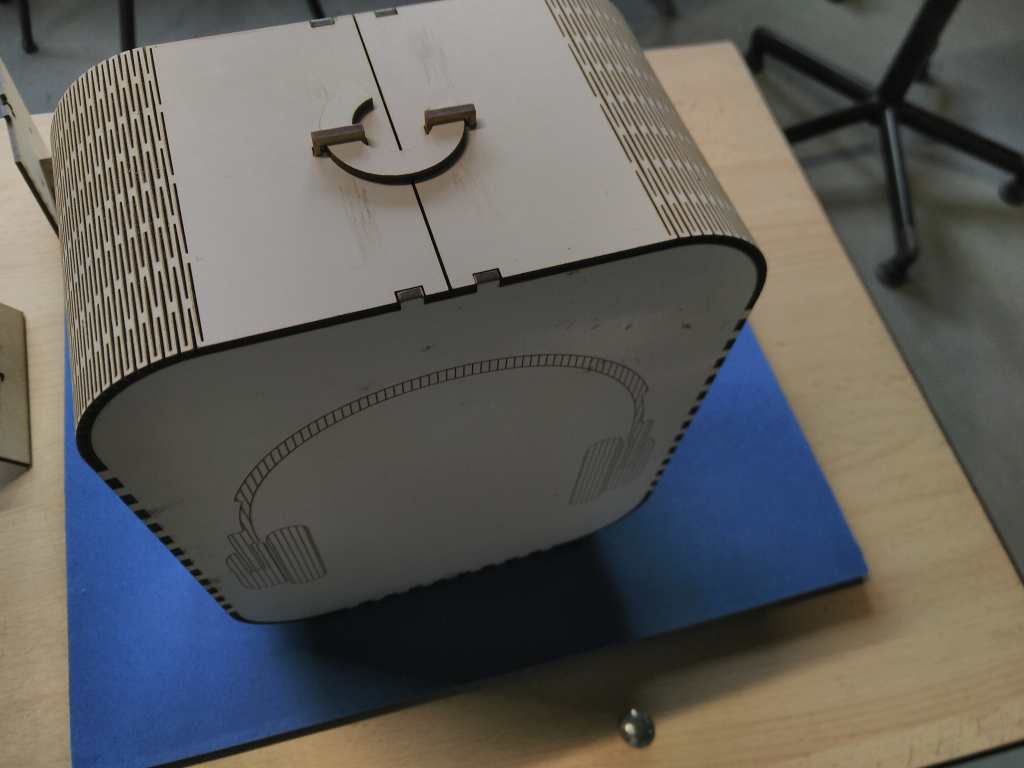
I’ve also played a lot with bending texture and interslot patterns. This is a box for headphones, combining bending patterns and some smart and good-looking locking system. It uses a little amount of glue .

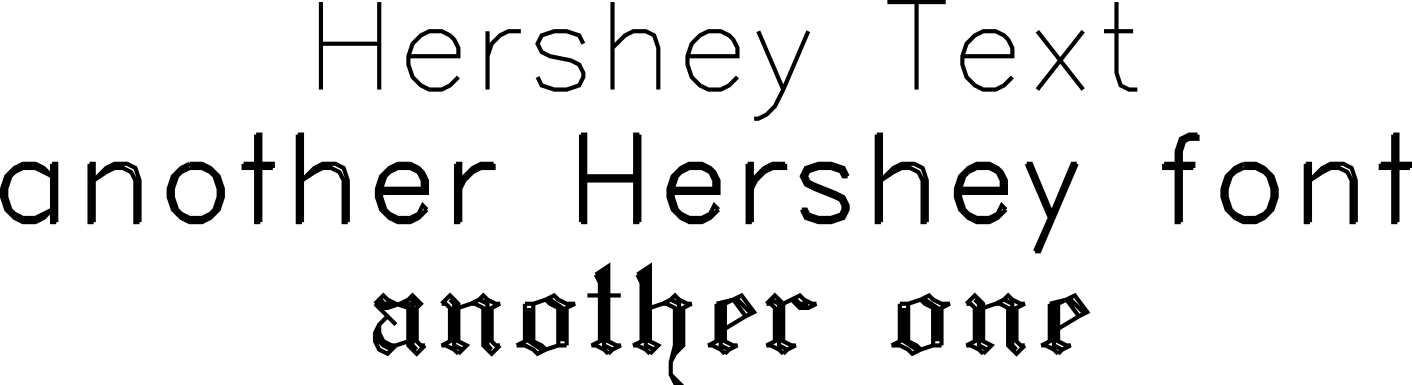
Another good tip, when you want visual things, especially for text. Use Hershey fonts, they make only one line without any thickness. Most fonts are made for printing, so you’ll always have a double stroke, and in between some space for the ink.
Laser has already diameter (the Kerf). Inkscape now has some builtin Hershey font, located in extension and render.
Joinery¶
I want during this week to take a look at other joinery systems. I’ve found that OpenScad repository with some nice ideas : https://github.com/bmsleight/lasercut So I cut some and test them.
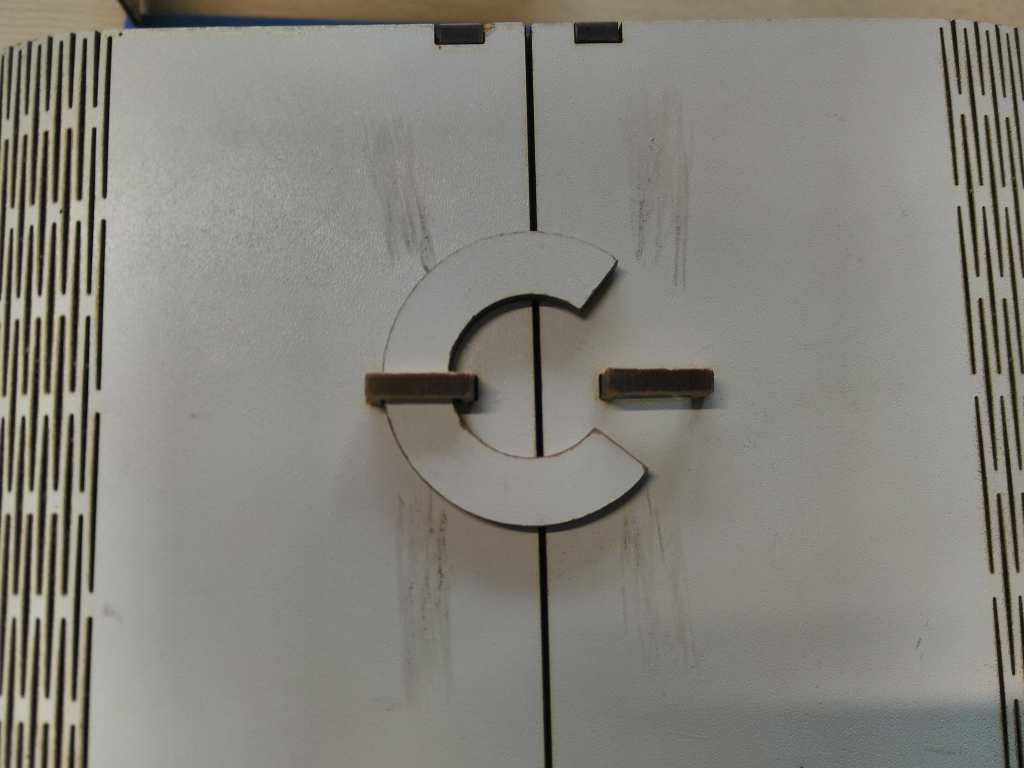
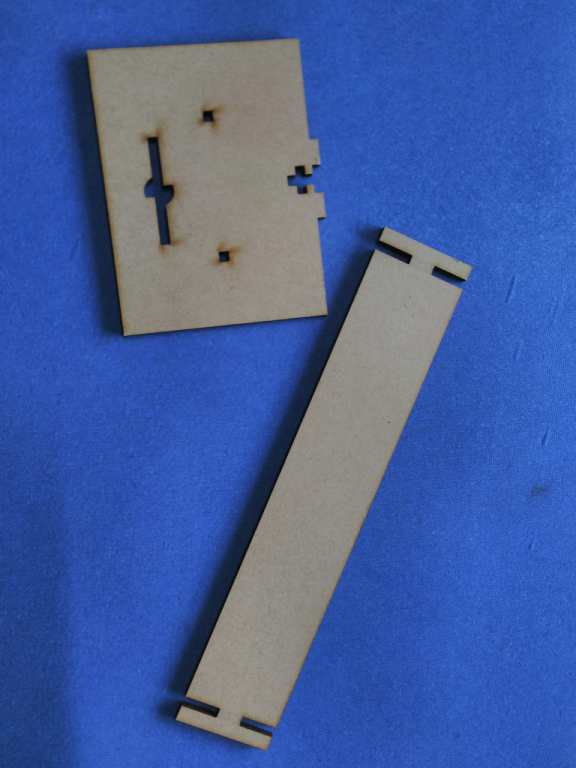
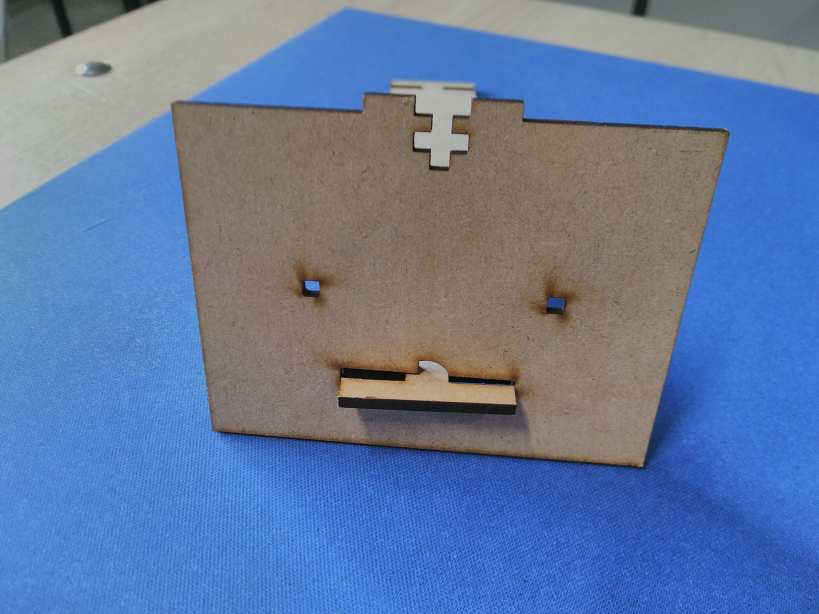
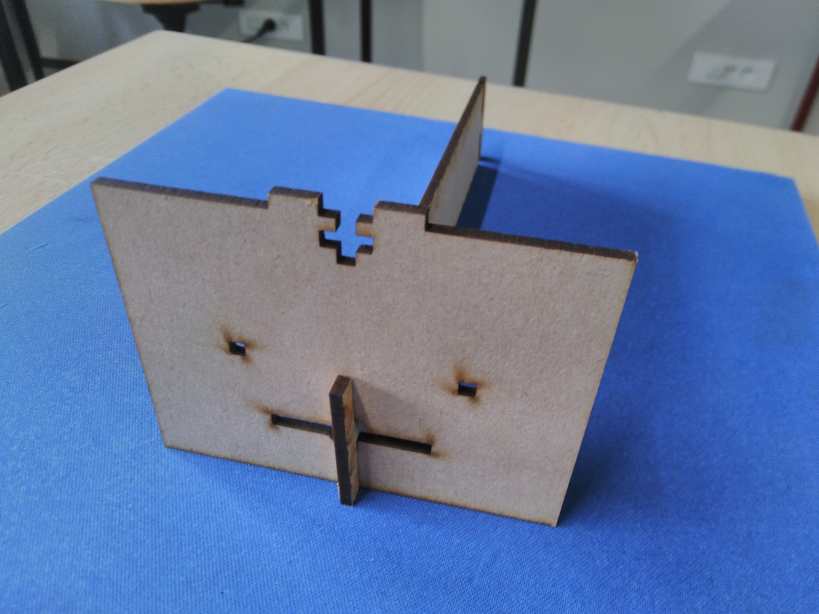
Twist holes¶
I like this following system. I’m not sure it’s a good structural solution but it’s a nice trick.
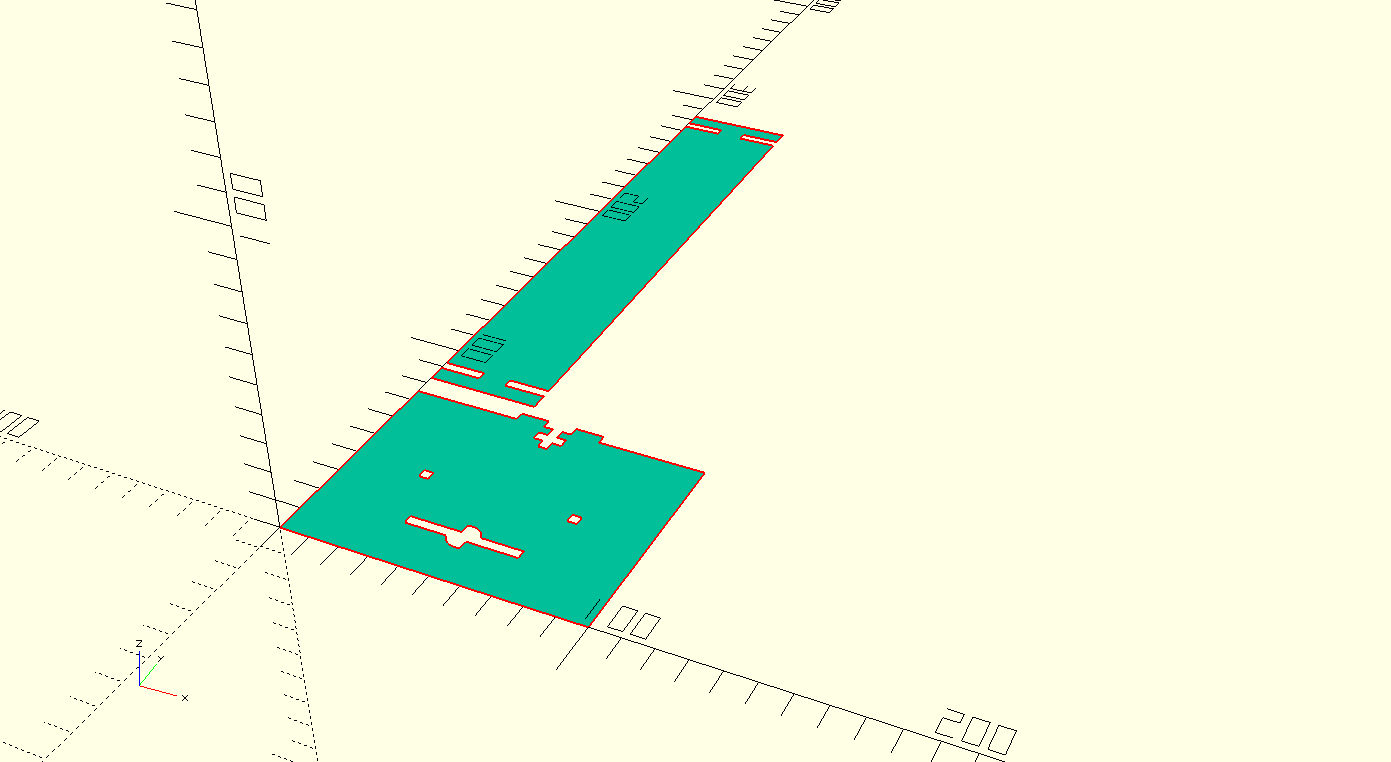
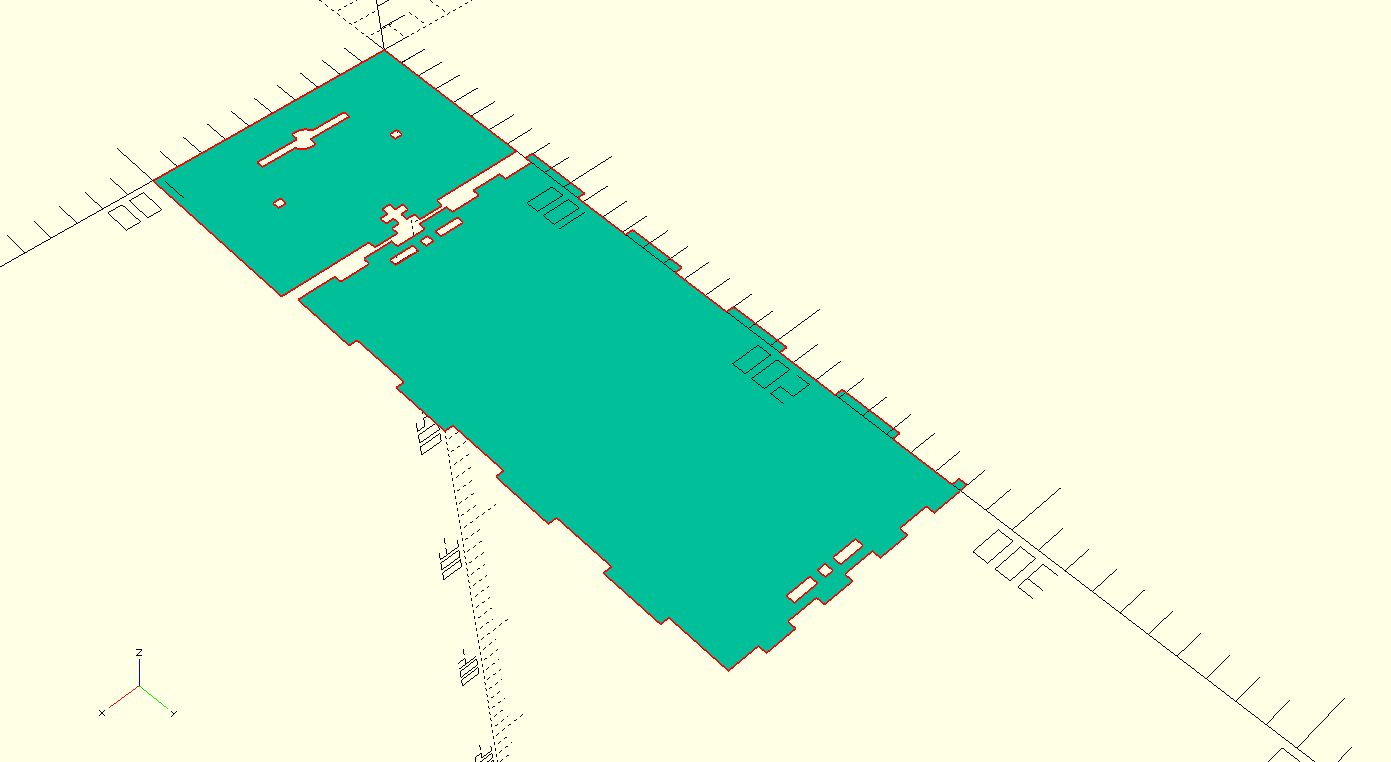
use <lasercut.scad>; $fn=60;
projection(cut = false)
lasercutout(thickness = 3.2,
points = [[0, 0], [100, 0], [100, 75], [0, 75], [0, 0]]
, simple_tab_holes = [[360, 23.45, 37.5], [360, 73.45, 37.5]]
, captive_nuts = [[0, 50, 75]]
, twist_holes = [[270, 50, 18.75, 37.5]]
)
lasercutout(thickness = 3.2,
points = [[0, 0], [37.5, 0], [37.5, 200], [0, 200], [0, 0]]
, twist_connect = [[270, 18.75, 6.2], [270, 18.75, 190.7]]
, flat_adjust = [42.5, -206]
)
;
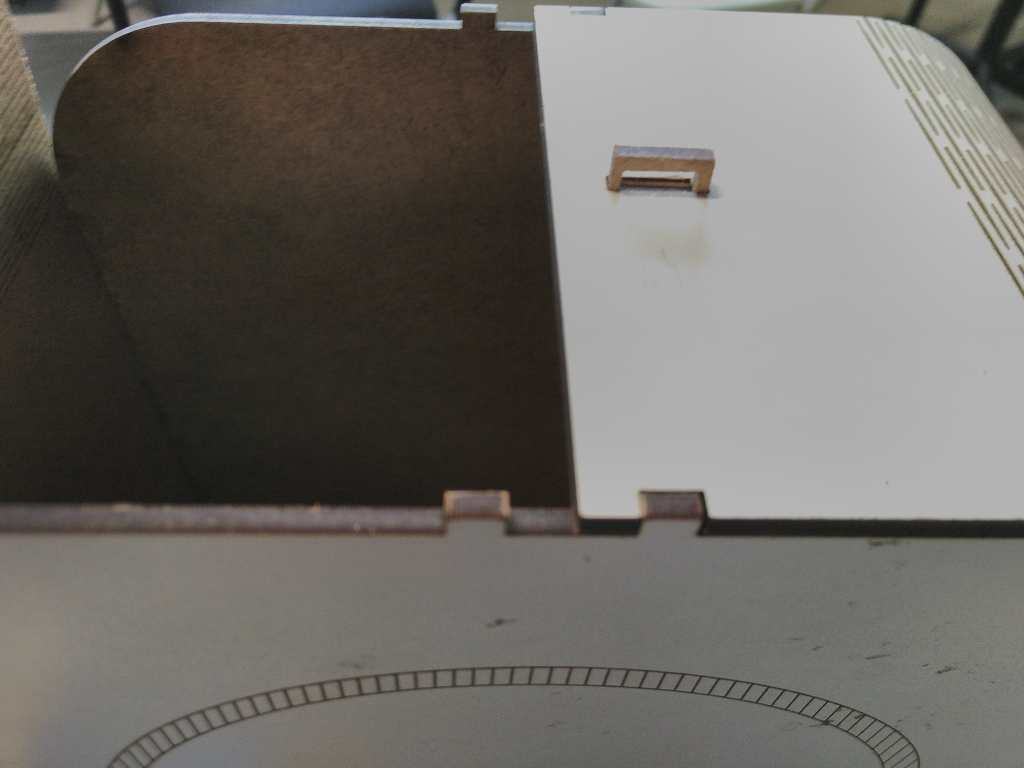
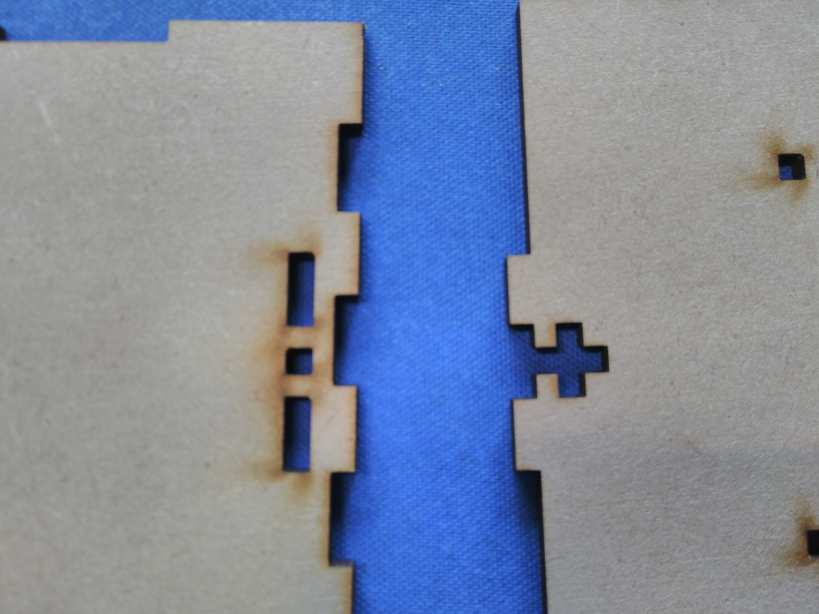
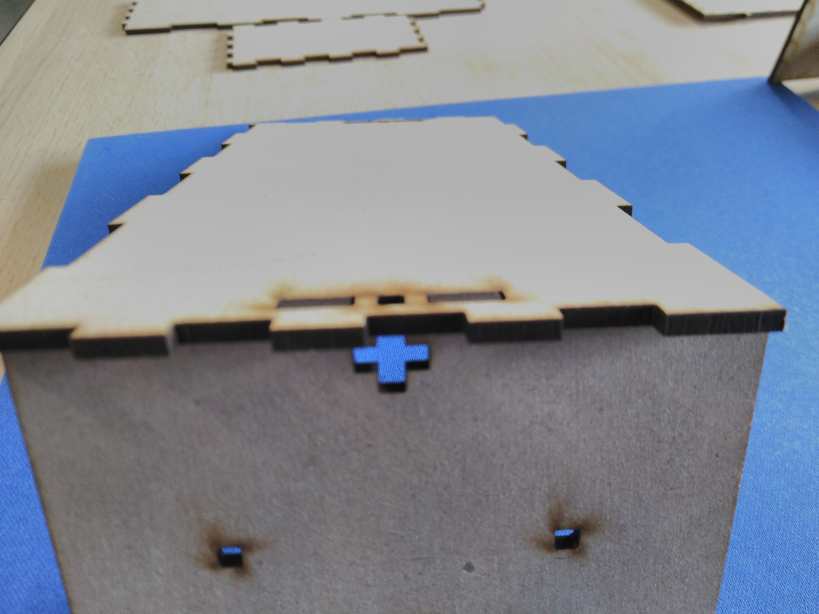
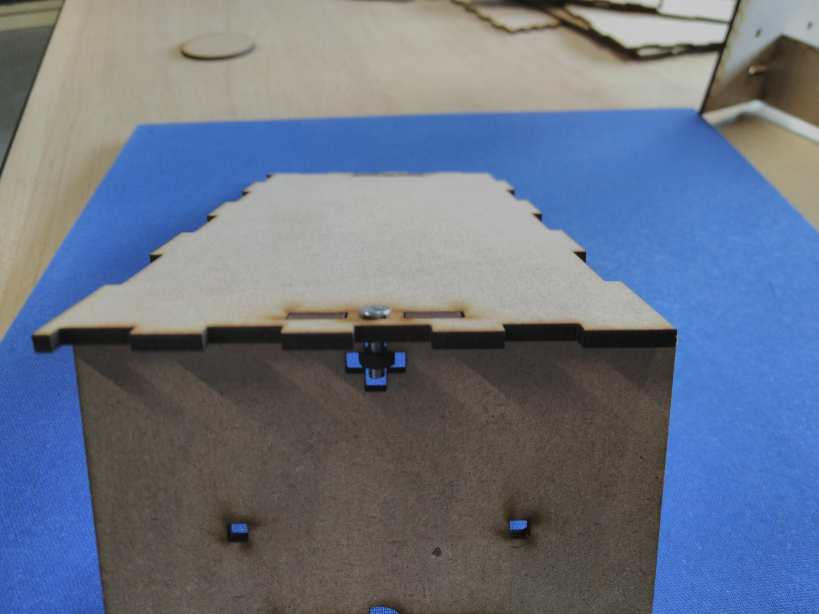
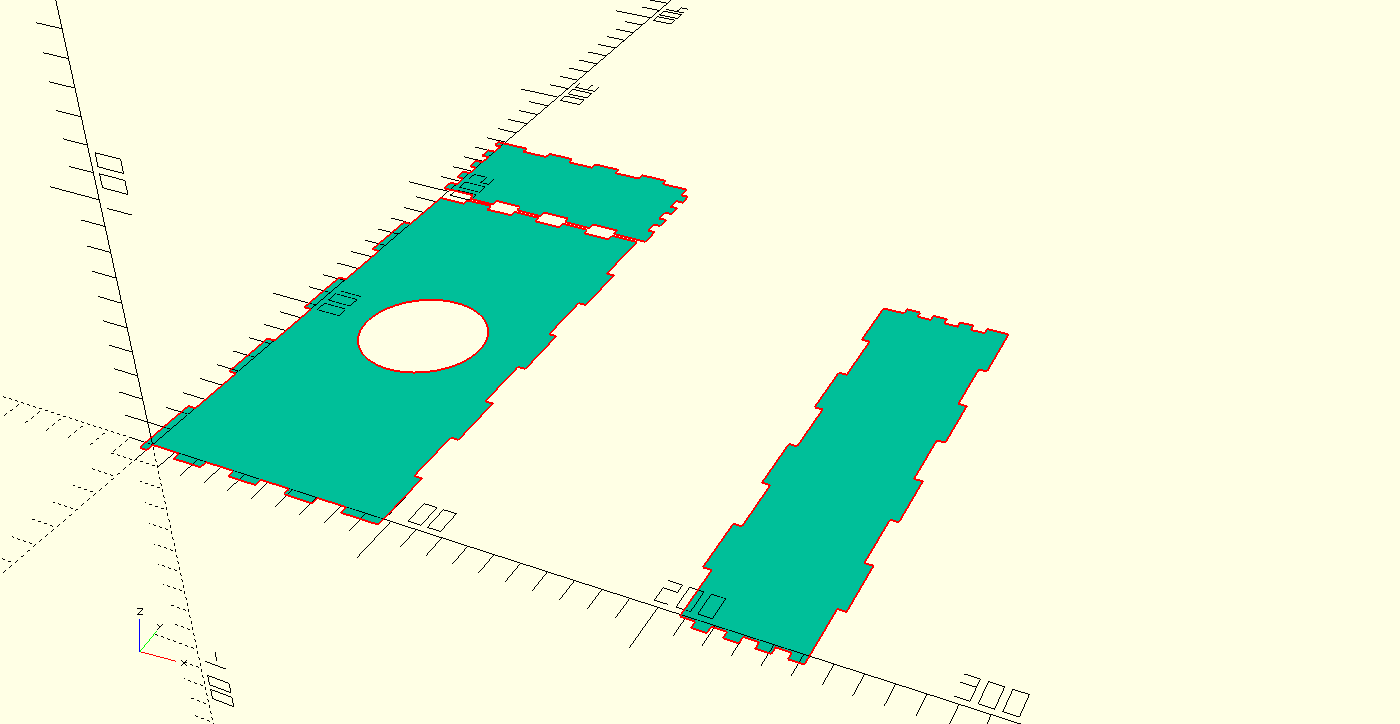
Captive nuts¶
I first discovered this system when I built a Mendel Prusa 5 years ago. But this one is a little more advanced with guiding bits.
use <lasercut.scad>; $fn=60;
projection(cut = false)
lasercutout(thickness = 3.2,
points = [[0, 0], [100, 0], [100, 75], [0, 75], [0, 0]]
, simple_tab_holes = [[360, 23.45, 37.5], [360, 73.45, 37.5]]
, captive_nuts = [[0, 50, 75]]
, twist_holes = [[270, 50, 18.75, 37.5]]
)
lasercutout(thickness = 3.2,
points = [[0, 0], [93.8, 0], [93.8, 193.8], [0, 193.8], [0, 0]]
, simple_tabs = [[180, -1.55, 0], [180, -1.55, 196.9], [270, 93.8, -1.55]]
, captive_nut_holes = [[0, 50, 193.8], [180, 50, 0]]
, finger_joints = [[0, 1, 4], [180, 1, 4], [90, 1, 4], [270, 0, 4]]
, flat_adjust = [105, -203]
)
;
The classical tabs¶
This is a classical system for laser joinery. Basically, you adjust the tab widht.
use <lasercut.scad>; $fn=60;
projection(cut = false)
lasercutout(thickness = 3.2,
points = [[0, 0], [93.8, 0], [93.8, 193.8], [0, 193.8], [0, 0]]
, simple_tabs = [[180, -1.55, 0], [270, 93.8, -1.55]]
, finger_joints = [[0, 0, 4], [180, 1, 4], [90, 1, 4], [270, 0, 4]]
, circles_remove = [[25, 50, 100]]
)
lasercutout(thickness = 3.2,
points = [[0, 0], [93.8, 0], [93.8, 43.8], [0, 43.8], [0, 0]]
, simple_tabs = [[0, -1.55, 43.8], [180, 95.35, 0]]
, finger_joints = [[0, 1, 4], [180, 1, 4], [90, 1, 4], [270, 0, 4]]
, flat_adjust = [208, -256]
)
lasercutout(thickness = 3.2,
points = [[0, 0], [43.8, 0], [43.8, 193.8], [0, 193.8], [0, 0]]
, simple_tabs = [[0, 45.35, 193.8]]
, finger_joints = [[0, 0, 4], [180, 1, 4], [90, 0, 4], [270, 1, 4]]
)
;
Those are quick ways to create box, you can then design holes and hide your electronic in a nice enclosure.
parametric shape with joins¶
The assignment for this week was to design and built a fully parametric shape with slots to be assembled in different ways. The material is cardboard.
Cardboard¶
We received computers and kept the box. I cut some cardboard, to have a clean and flat surface.

I measure the thickness with a calliper and measured 4.2mm

I place the cardboard on the bed of the laser and adjust the focal length to the top of the material. AgriLab’s Laser has an automatic Z adjustment, you place a predefined metal part, the Z axis go down and a sensor reacts at a precise distance from the metal.
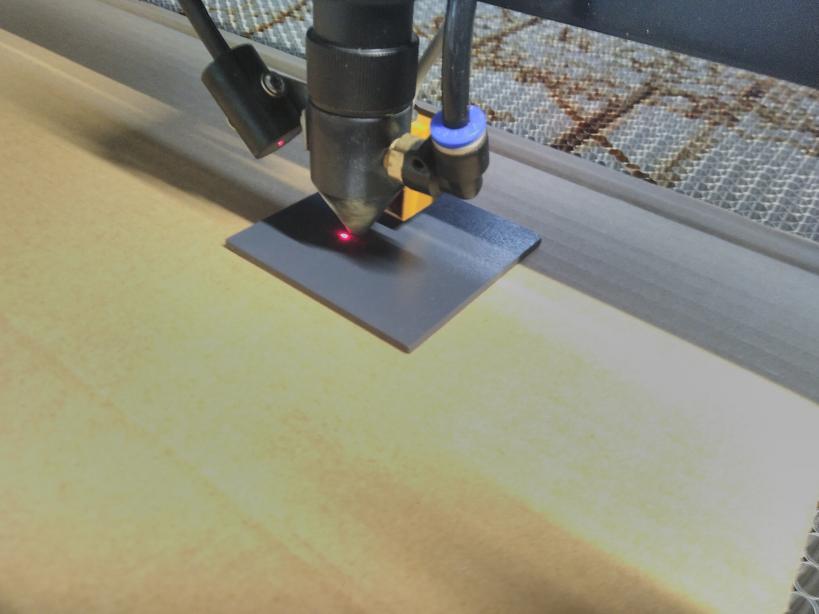
I cut some pattern to find the best power and speed parameter for that cardboard and that thickness of material.
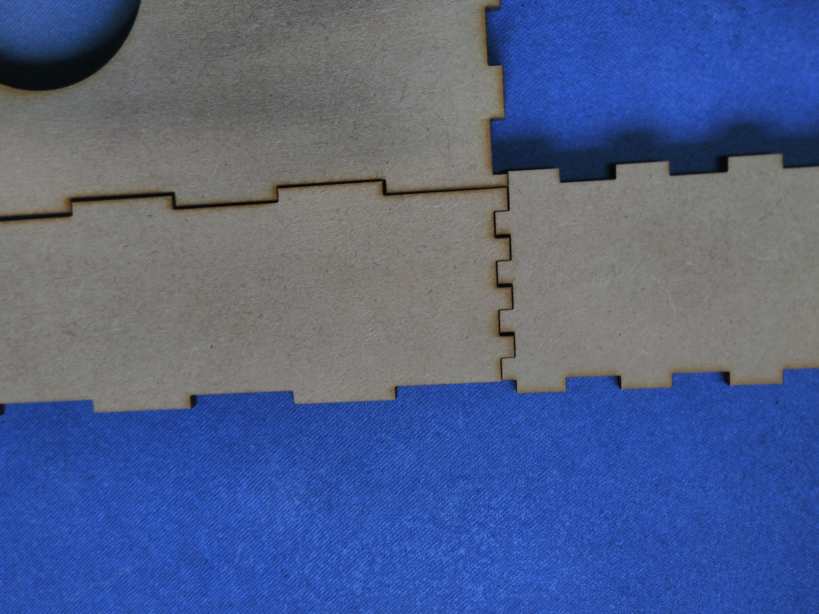
And cut some 8-edges shape with a 4mm slot and a 0.1mm kerf . It fit perfectly.
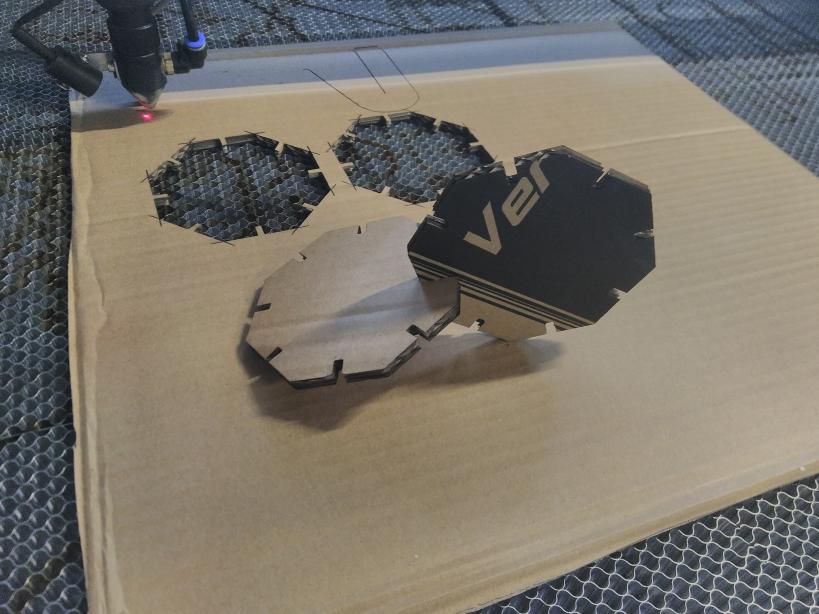
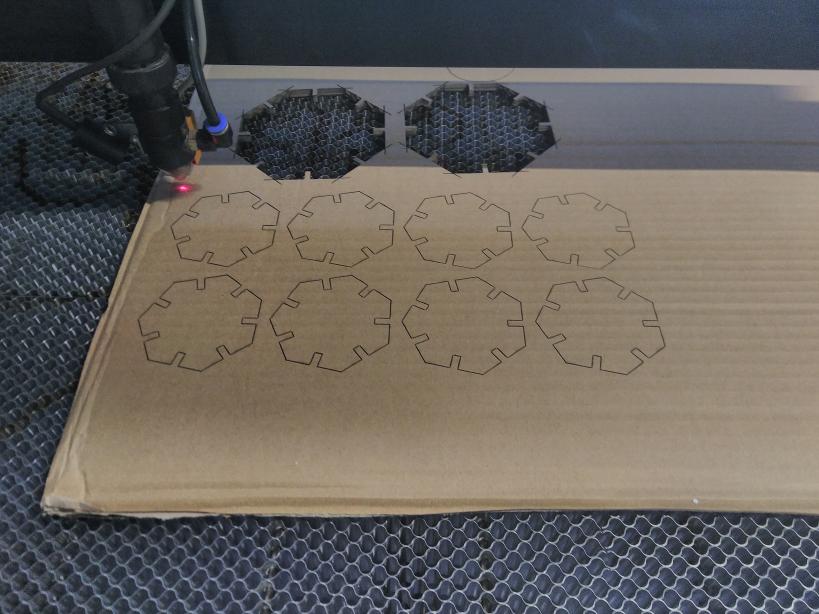
Then I try a smaller 7-edges shape with a 3.8mm slot. It was more difficult to insert but it works. I made a shape with 8 exemplars of that 7-edges shape.

The Parametric model¶
I used fusion and the sketch mode to design the shape.
I’ve remade the sketch 3 times, because the logic is not always so human.
So a good advice would be that at each step, you modify the parameter to be sure that it do what you want !
Firts attempt¶
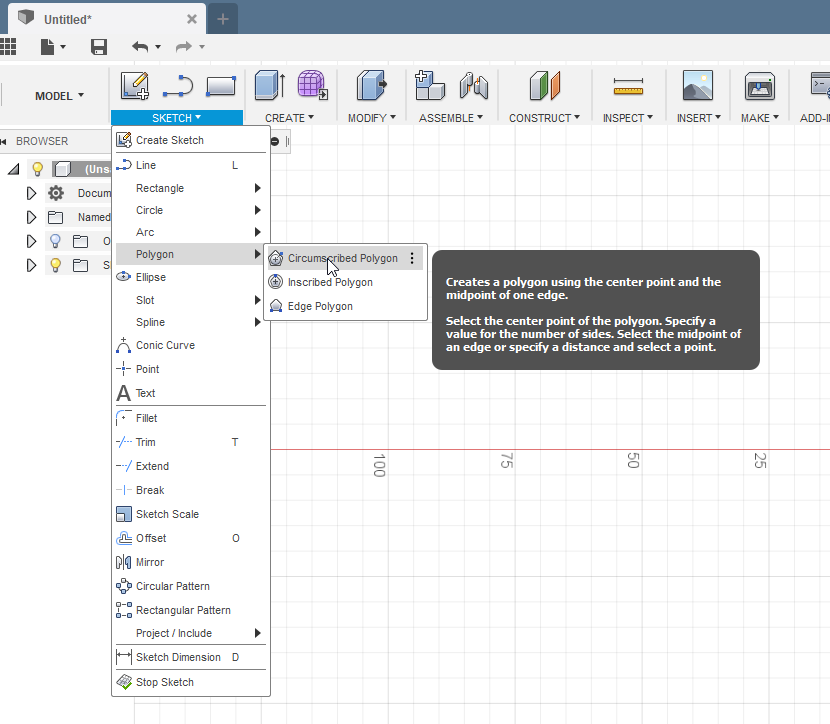
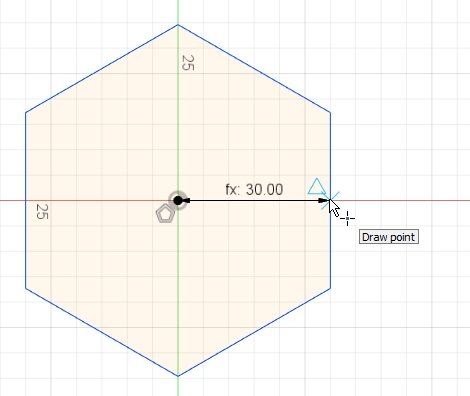
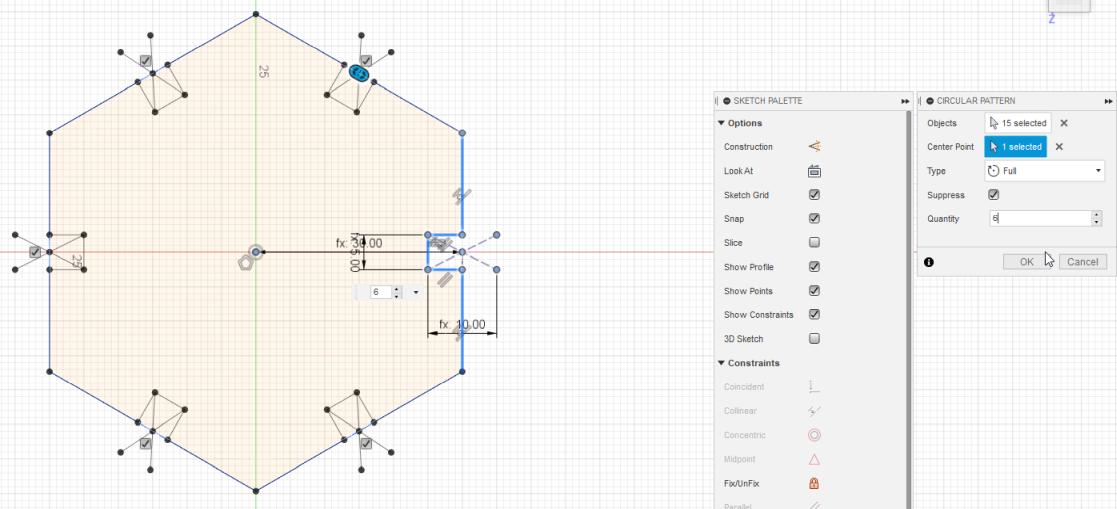
In my first attempt, I used the Circumscribed polygon and give a radius and number of edge parameters.
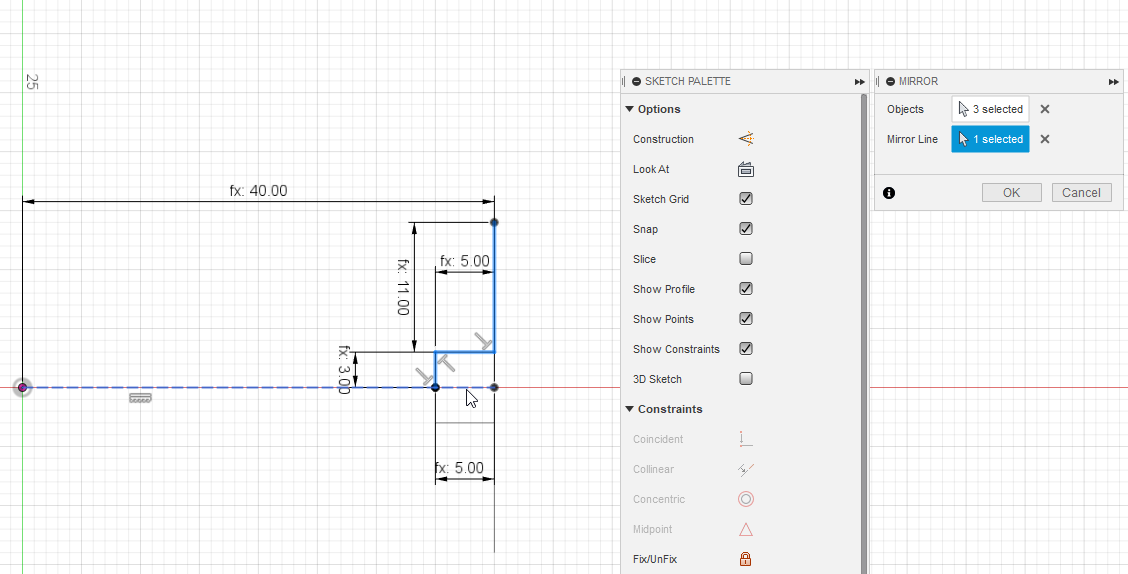
Then I placed a point in the middle of one edge .
And draw a rectangle with the thickness of the material and the deepness of the slot as parameters
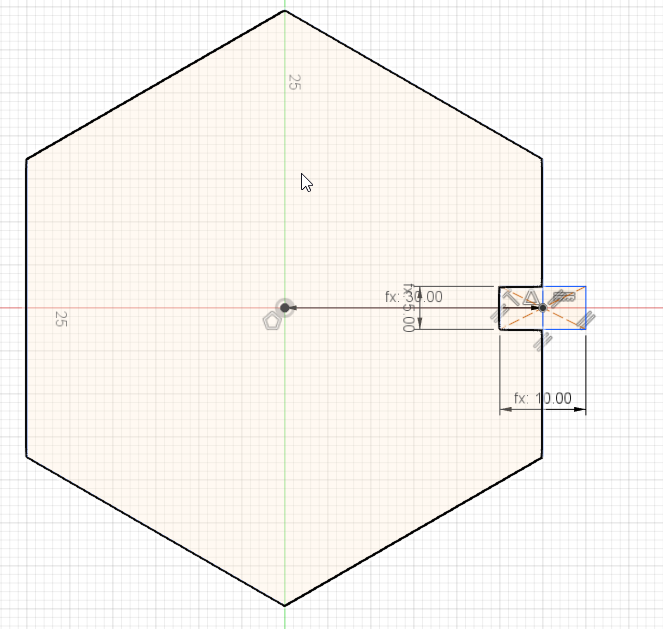
Then I trim the segments I don’t want to keep.
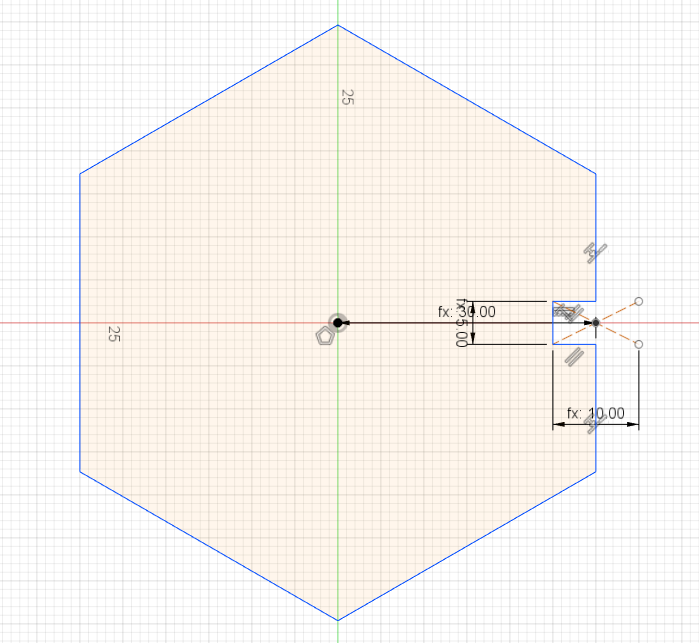
As you can see in the picture, sadly the parameters of the rectangle is related to one of the constructions lines and not anymore to the previous rectangle.
Then I made a circular pattern to repeat that shape.
And export the sketch as a .dxf file
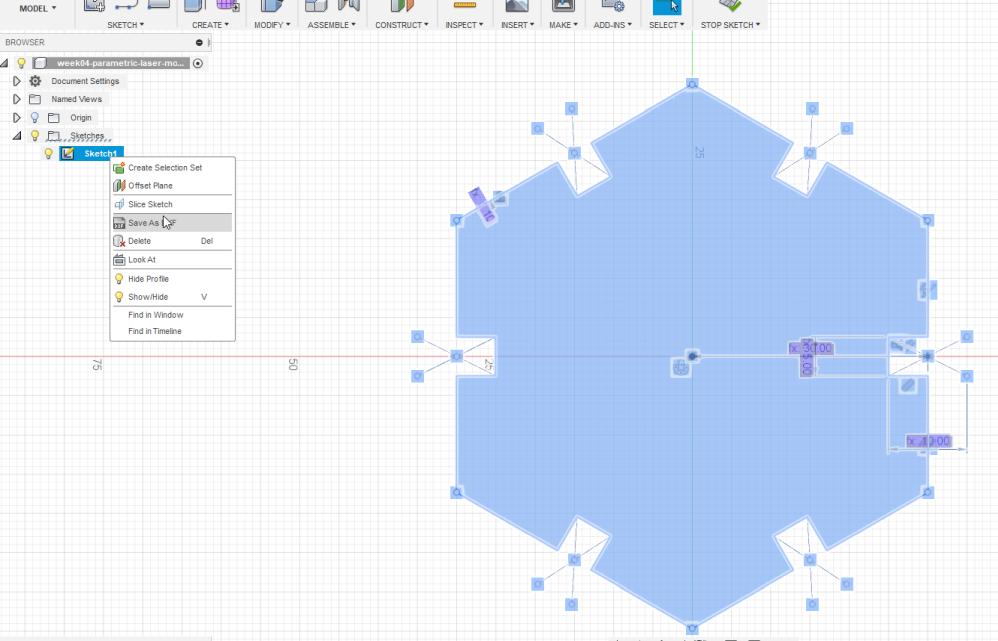
When I tried to modify all the parameters, some worked others didn’t.
Second attempt¶
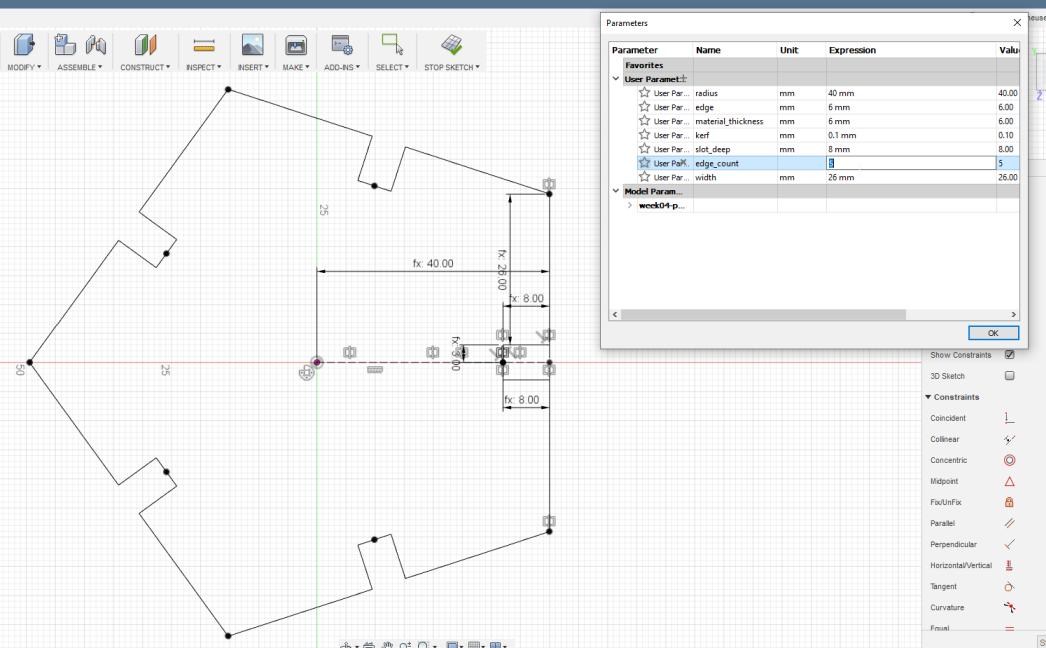
I built everything from lines with all the parameters.
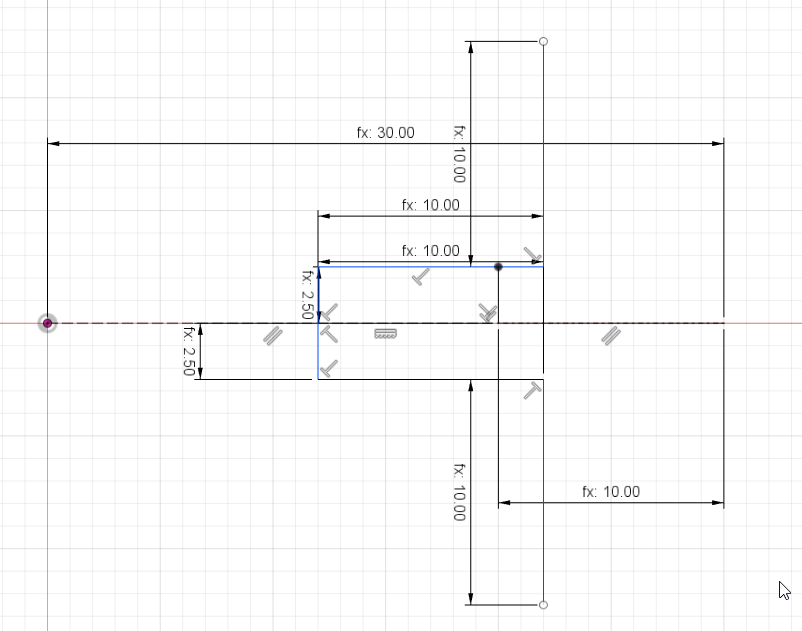
But they are some tricky things with dimensions and lines.
Then I made a circular pattern.
It responds in a better way but now, I know I need to add point to construct dimensions and not only lines.
Third and last attempt¶
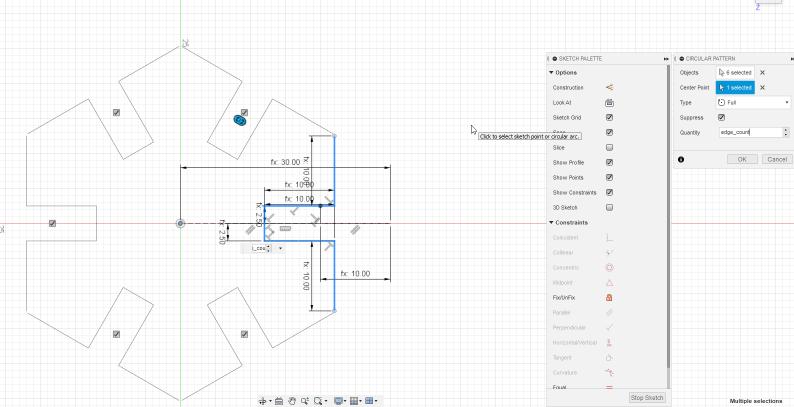
I draw lines add more points and use the mirror function .
I did again a circular pattern.
And now, I can play on all the parameters.
I can create a triangle, square, 5-edge, … , 7-edge, 8-edge and play with all the size parameters
Sadly I didn’t succeed in using the offset tool to set the Kerf.
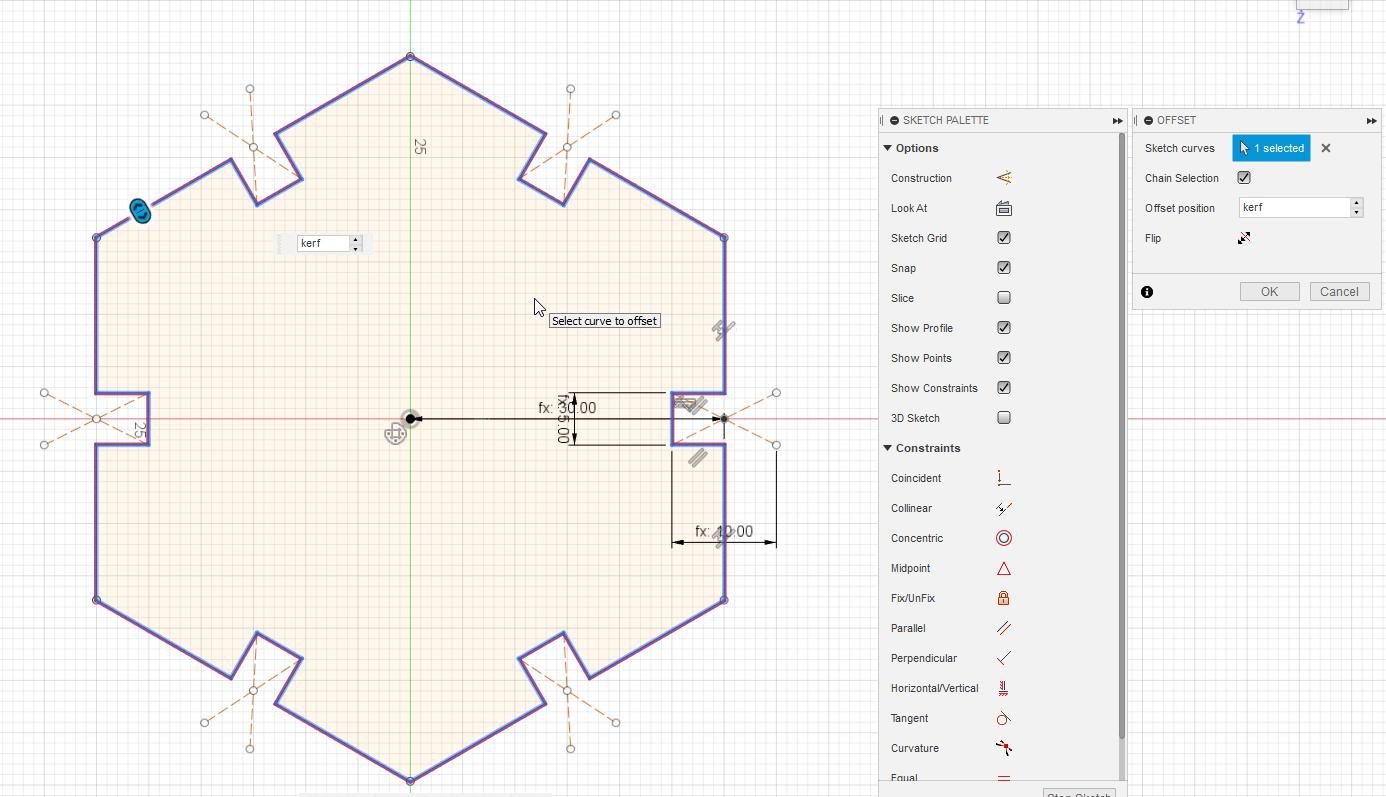
I think that it’s a lot of lines connected. But the shape is not really connected as a multipoint line. The software can’t then close the shape and find the inside and outside and apply the offset function .
Laser cutter device and software¶
The model is a “cheap” classic Chinese Laser Cutter CO2 model painted and rebranded under MlLaser name. It’s a 150 Watt CO2 Tube.

The Laser Cutter is composed of several units : The LaserCutter , an external exhausting fume system , a watercooling system and an air pump.
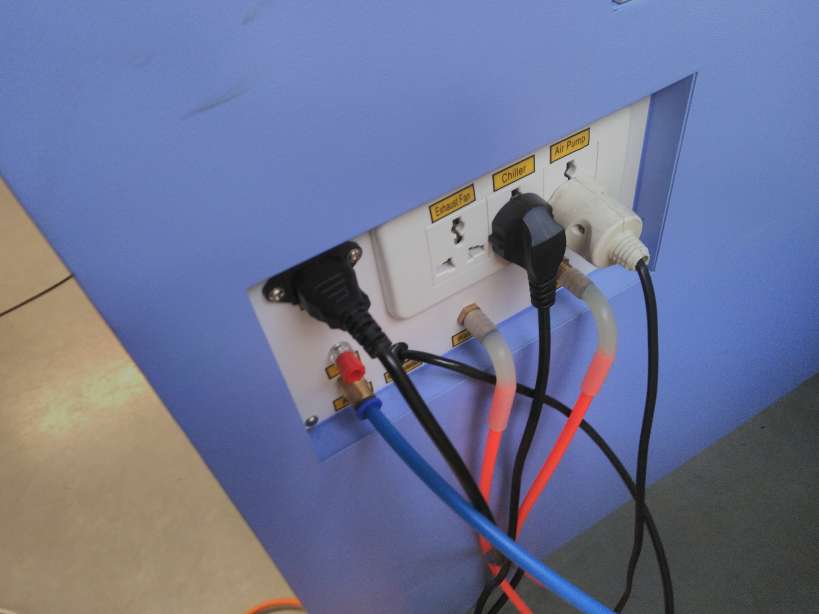
At the back of the device, you can see all the connection : air , water in , water out and each electric socket.
The fume extractor is placed outside. We are located in an industrial remote area, other laws than city crowed area apply.

The Watercooling system. Water cooled the laser tube. This unit, cool down the water around 22°C .

At the back you can see the laser tube. It’s highly pedagogical to be able to show the whole system and the path of the laser to the members. You can be more confident that they actually understand how the device works to minimize accidents.

The orange tubes are the connection for the water. You can see the water running through the tube .
The air pump inject air to push down the flame near the lens and to push down the burned particles.

A close-up photo of the lens holder. The tube on the right is for the air pump , a small red laser diode on the left show a visual red point for reference and at the back a yellow cube is the Z sensor, it reacts at a precise height from a predefined piece of metal . On the top, the last mirror reflects the laser downside, the laser go through a lens to be focus on the material cutted.
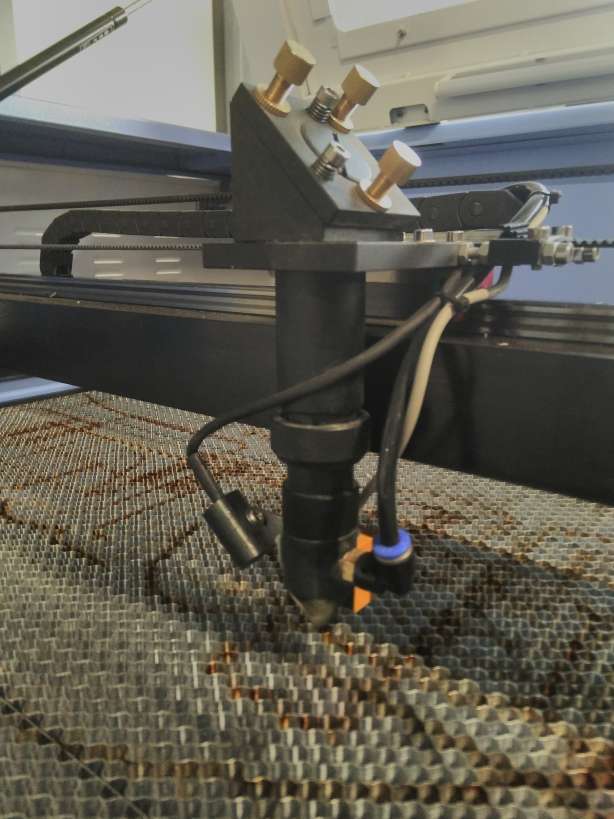
You can see the 3 mirror and understand the full path of the laser, from the tube to the lens .

The remote is classical. This model has 2 big galvanometer, they are useless but give an old-style look …

They are arrows to position the laser head, a Z button, a datum to reinitialise the end-course sensors, a laser button to send a pulse for calibration, a stop, and some start/pause, and a key to start the device.
Security: it’s a Chinese model, imported in EU, more precisely in France. It had to respect more strict laws, MlLaser rebrand them and is a warrant of that compliance, just to point the most obvious one : huge red stop buttons and a sensor to be sure that the laser stops when the top cover is open.
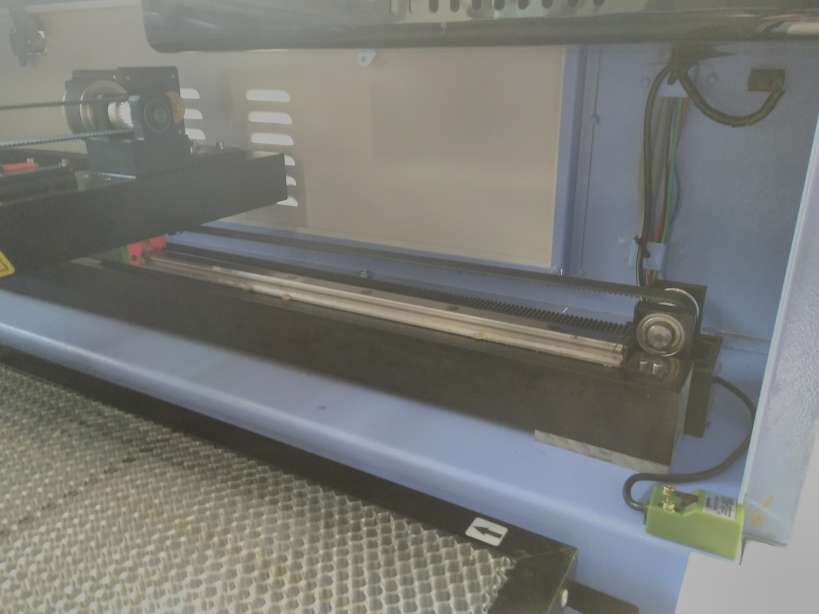
In this picture, you can see the green sensor to sense the presence of the top cover. But also, all the motor, belt to understand how the laserhead is motioned.
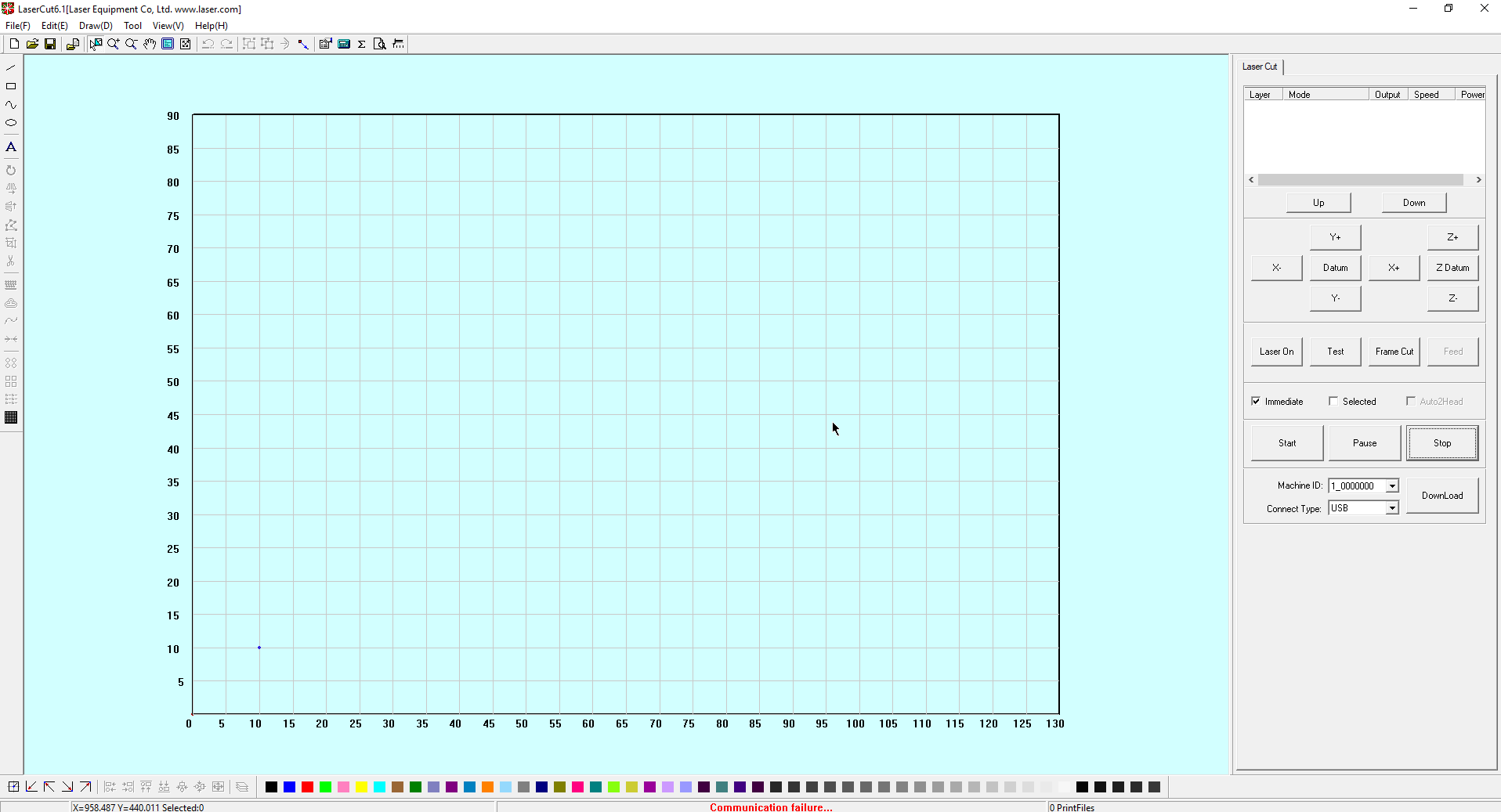
The laser software is called LaserCut 6.1 , a common software for many chinese CO2 Laser.
It opens files in .dxf format. The .dxf format is not really friendly, it is difficult to exchange files between different software. FabLabs develops many tips and tricks to solve many problems… I’ve written and complete several tutorials on the subject.
LaserCut 6.1¶
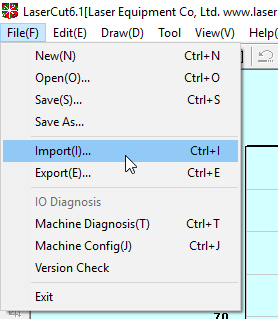
The first thing to do is to import your .dxf file.
You see the imported shape.
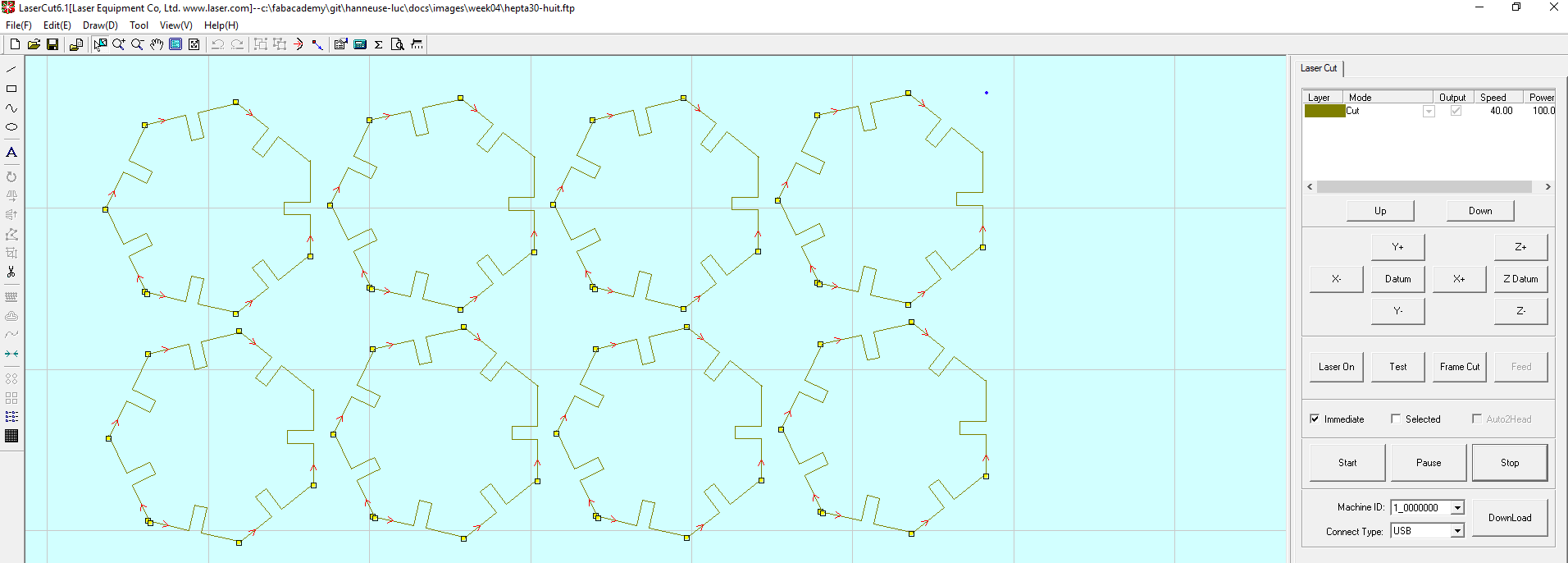
In this software you select the shape and give them a color that will be related to a layer on the right part of the screen. Each element of the same layer will have the same parameters : mode , speed and power.
If you want to cut and engrave, you will need at least 2 layers : one to engrave and one to cut.

The layer will be processed in the displayed order. It is important to cut the external shape at last, the object will be free to move and fall, so generally it is placed on the last layer.
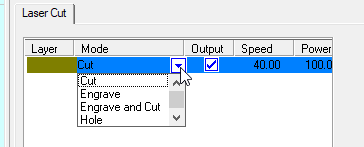
The name given to the modes are misleading … Cut means that it will follow the line. But the speed and power parameters will determine if it cut or engrave…
I engrave a lot with the cut mode !
Engrave will fill the surface of a shape with parallel lines. Hole will give a single burst of laser along the line of the model.
It would have been smarter to call them : line and surface.
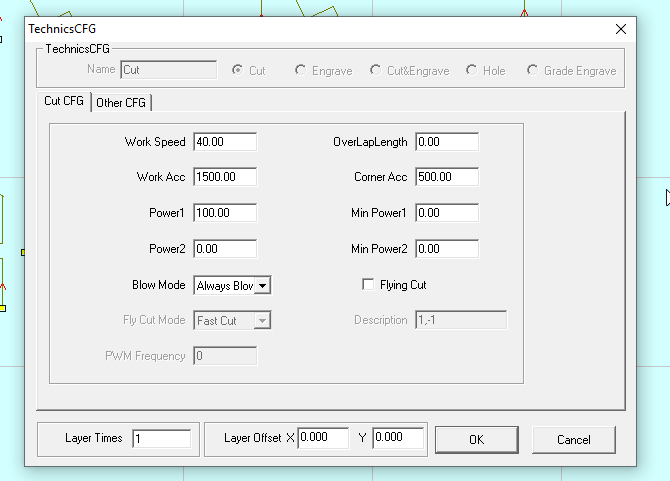
When you double click on the layer on the right side of the screen, a pop-up screen gives mode parameters : speed, accelerations , accelerations in the corner, minimum and maximum power related to acceleration, and if you want to blow some air to push down the flame under the lens.
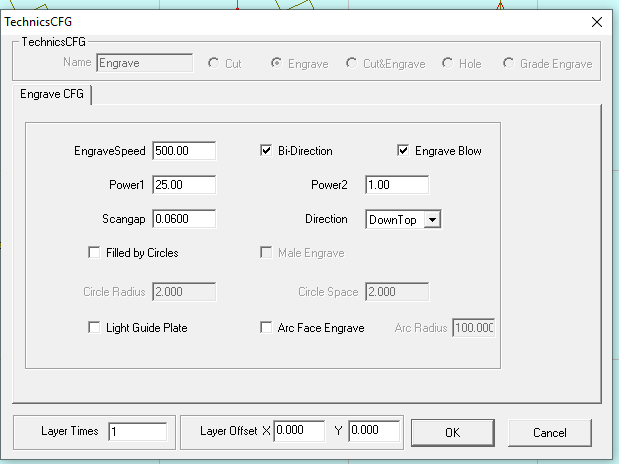
Engrave have other parameters and is generally used with high speed.
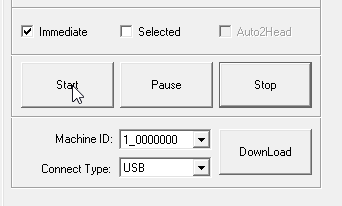
When all the configuration of your files, the setup of the device and all the security check are done, you can launch the job by clicking on Start .
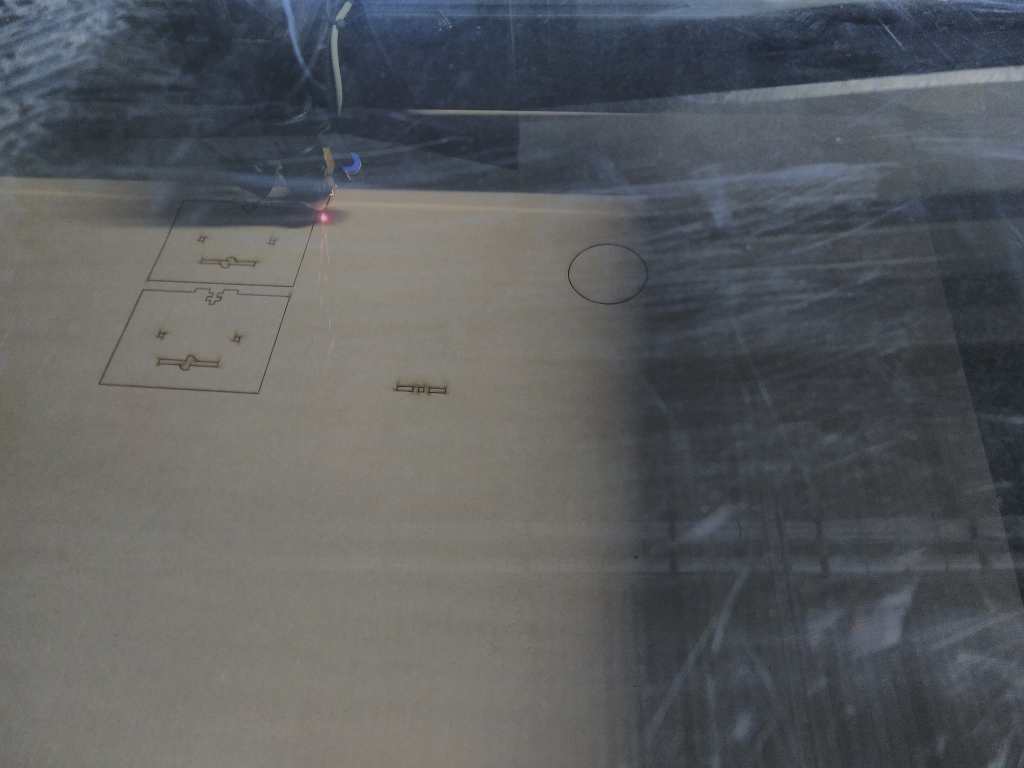
Finding the kerf¶
Calculating the kerf
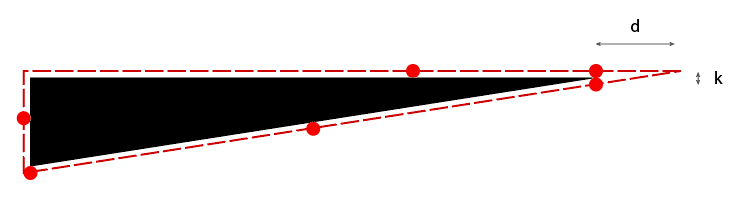
The group from last year used a electron microscope to measure the laser’s kerf, but we wanted to try a different approach. So we tried the set up below. The red dot symbolizes the laser, the dashed line represents the laser’s course and the black triangle the matter leftover after cutting. If the height of the triangle is sufficiently small (4mm) and the other edge very long (300mm), then by measuring the distance d, and with a little help from Thales theorem , we should be able to calculate the kerf (k)!
Test results
The result of the test gave us the following: d = 20,5mm so k = 0,27mm
Last year’s group found 0,1mm. We’re close but not precise enough. The wood must have burned away completely at the end. It was interesting to try another method though.
Power test
Each material has different properties. It’s a good practice to always do some power tests. The same pattern is repeated with different power and speed parameters, for engraving and cutting.

If you burn too much material, you’ll get a bigger measure than the real kerf.
Files¶
My fusion file with the 3 attempts, each one on a different sketche : week04-parametric-laser-modularv5.f3d
Dxf files of a 7-edges shape hepta30.dxf and a bigger 8-edges shape octa38.dxf
The laser file to be open with LaserCut software : hepta30-huit.FTP
The OpenSCAD files of the joinery : joinerya.scad and joineryb.scad and joineryc.scad
The Hershey example in Inkscape : hershey_text.svg
{kind=link}