Computer Controlled Machine
Individual assignement:
- make something big
Group Assignement:
- test runout
- alignement
- speeds
- feeds
- toolpaths for my machine
Group work
In this week I am going to make something big with the milling machine: but the most important thing to do this work well is to set the parameter of the machine:
Tip parameter
the most important parameter of the tip to set and test are:
- the speed: speed of the spindle rotation
- feed: the speed of the spindle translation when it are milling
- the tool type:
- cutdown or updown
- drill bits or router bits or end mills
In this screen there the setting of my tip:

in my tip setting I 've change the feed using 80,100,120 inches/min in order to see the each effect of them on the test.
Toolpath
When we export a dxf file or we make a project with v carve ,for exemple, we have to do the toolpath (choose if do a pocket or a cut )in order to launch the project with machine.
There are all the setting of the toolpath

After choosing the kind of the toolpath we have to set many parameter; the most important are : - the type of the tip( drill bits or router bits or end mills) - the passes - the cut depth - choose if do the tabs or not - choose if do the flutes or not - choose if use the t bon or not
There are all the setting of the 2d Profile toolpath:
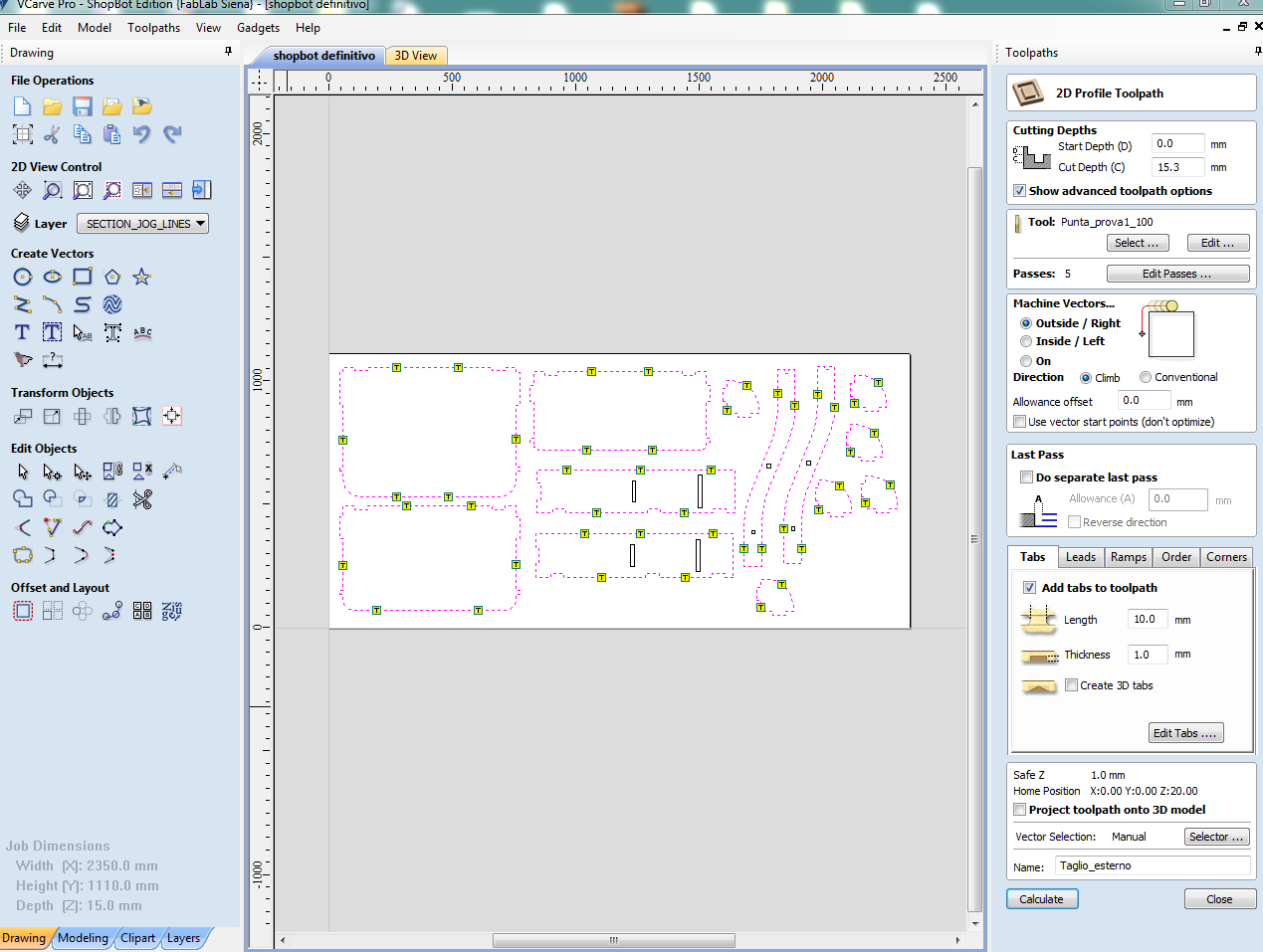
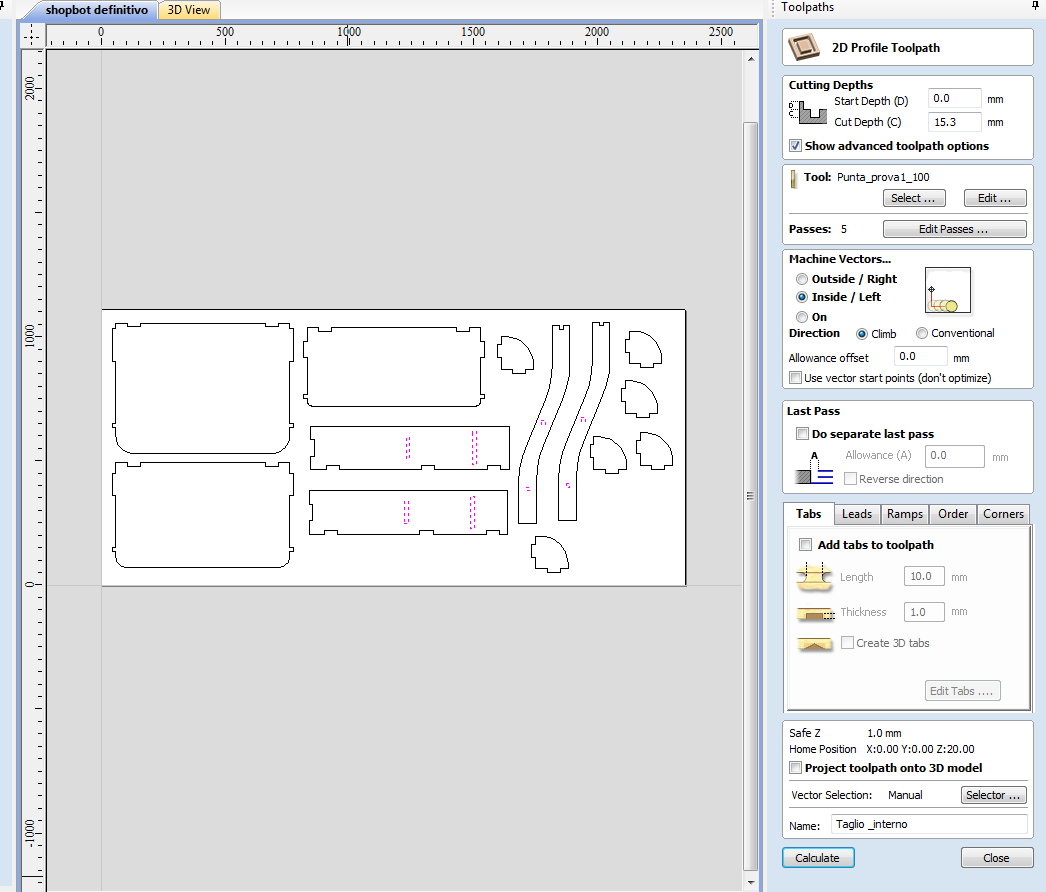
For the fillet I've decided the t-bon:

when I 've done the toolpath I export it in a file .shp to launch it.
Tests
In order to test the speed,feed and the runout I've done 3 figure with different toolpath for the feed in each one 2 different pocket to test them with the climb and the conventional pocket.


There are the three different blocks with the three test :
{kind=link}
the first cut is done not well because when the machine was milling its tip is dropped so the milling was deeper.
{kind=link}
but in my opinion the best feed is 120 because the milling is faster and better because the milling is clearer and has less imperfection than the other ones.
In this photo we can see the different cut up and down the block:
in the up side the cut is clearer then the down

in the down side we can see some imperfection on the cut because the tip cutdown, bring the residues of the milling in the down side:

Shopbot programm Vcarve
The object that I am going to do is visible below:

From the cad programm I've exported the dxf file and when we have set our toolpath we've save the file work .vcarve and then every toolpath file used for the project in a file .shp. We are going to launch this file in the shopbot programm:
file used for the toolpaths(dxf)
When I have cutting all the part of my object I've sended the single wooden block and then I' ve fixed everything:
I've had a problem fixing a lateral bar because I've broken a part of it:

so in the week of machine when I've re-used the shopbot for the structure of the machine I've re-done this bar too and I've solved this problem and terminated this work :
