8. Computer controlled machining¶
The task for this week was:¶
- Group assignment. Test runout, alignment, speeds, feeds, and toolpaths for your machine
- Explain how you made your files for machining (2D or 3D)
- Show how you made something BIG (setting up the machine, using fixings, testing joints, adjusting feeds and speeds, depth of cut etc)
- Describe problems and how you fixed them
- Include your design files and ‘hero shot’ photos of final object
The purpose of our group assignment was to know the basics regarding machining different materials with CNC equipment. Therefore, we have learned some theory and hade practice part. Also, we have designed simple parts with connectors and milled these parts out of a piece of plywood with a different setting. The purpose was to see the difference in these parts and find out the best settings.
Theoretical implications and Practice.¶
There are four basic steps to create the part with CNC machine: design, converting the design into tool path, preparing the equipment and milling.
Design.¶
It is important to under the stand what material will be used to produce the part. There’re many types of materials. The basic ones are machinable wax, polystyrene foam, plywood, MDF, MDO, polyethylene boards, polycarbonate, aluminum, and others. It is also possible to machine ceramics and metals. However, not every CNC machine can do it.
Also, it is important to understand what kind of milling machine will be used. Different machines have different abilities to cut the materials. Some of them can only process in two axis; some of them can operate in 5 axis. Therefore, we can define the following design rules: 2D and 2.5D. While designing the part, we should understand, that in this case, we will not be able to machine the materials from different angles. The endmill will go up and down and within x and y-axis. Therefore, in most cases, the parts produced with this machine will be flat. However, we can connect such parts to create a three-dimensional product.
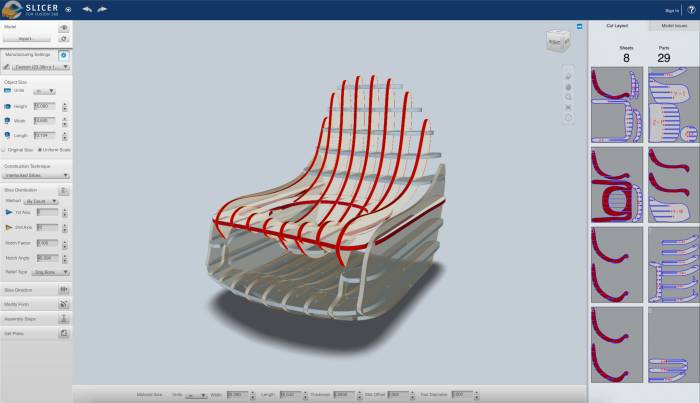
One of the design tools that can help us to make it is an application called Slicer Link. It can convert a 3D object into the number of flat parts that can be assembled. Here is an example.
Another important point is the geometry complexity. Especially it is important while designing a 2D part. We should always rememberer the lengths of the endmill. In case the depth of the cut is more than that endmill, the machine will not get to the required point.
Also, it is important to understand if the machine will be able to mill the material with certain angles. For example, the machines that cannot rotate material will not mill undercuts or any inner structures.
It is better to avoid any closed sharp angles if the end of flat endmill cannot reach it.
Creating tool path¶
While creating the tool path we need to consider many paints such as:
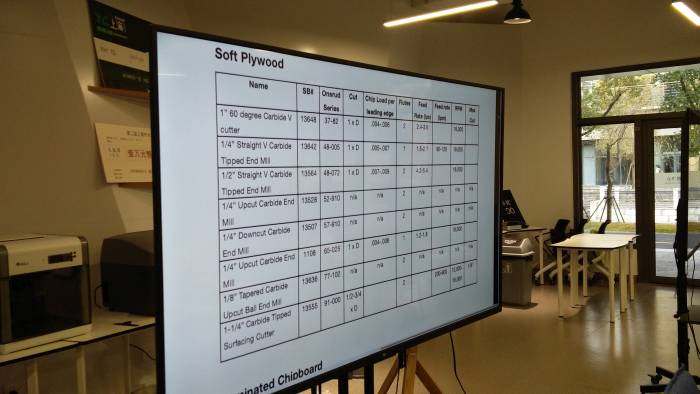
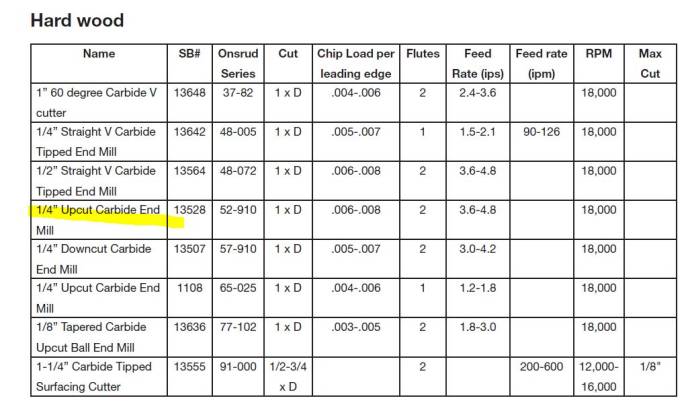
- The speed of the endmill moving and rotation speed of the endmill. Different materials require different endmills to be machined. But also, different materials require different speeds. If the material is soft, the endmill movement (feed) can be faster. On the other side, hard material requires slower feed and a higher number of rotations per minute. Here is an example of suggested setting for machining soft plywood on ShopBot.
- A direction of the movement of the endmill. Conventional and climb. The endmill rotation direction is important when the endmill is moving around the surface of the part. The difference can be observed in the following picture.

- The cut depth. In many cases, the depth of cut is suggested to be the same as the diameter of the endmill. However, it highly depends on the machined material. For softer materials, the cut depths can be more.
- Step over. This parameter is important because in many cases the endmill cannot cut all the material within one movement. For example, if the head of the endmill is round, it will leave noticeable channels. Therefore, it will require a higher level of step over to remove the edges of these channels. On the other side, flat endmill does not require a high percentage of stepover because it leaves a flat surface on the material.
- Kerf. Sometimes it is not enough to consider only the diameter of the endmill. The channel or the hole that the endmill creates can be slightly wider than the diameter of the endmill. Therefore, in some cases, it can affect the resulted product.
- Tabs. Tabs are the pieces that hold the cut part by connecting this part with the rest material. Is is important to locate these tabs on the part in the way it can be easily removed or in the places where these tabs will not affect the functionality of the part.
- Endmills. It was mentioned that the selection of the endmill is important for setting up the step over of the tool path. However, it is not only one point that relates to the type of the endmill. There are different endmills for different purposes. Some of them are designed to make holes; some of them are better to make cuts. On the other, some of them are better to cut the surface, as they do not create broken edges on the top layer, some of them are better to cut deep, as they remove the milled material more effectively. The end mills differ by following parameters: length, shank lengths, cut length, diameter, shank diameter, number of flutes, coating, up/down cut, the shape of the endmill head and others.

Preparing equipment¶
Before actual machining, it is important to set the material and fixate it on the bed. There should be a flat sacrificial layer between the bed and the material. There should not be any dirt or dust between those layers.


It is necessary to be sure that the material is tightly laying on the sacrificial layer before fixating it.
The material and sacrificial layer can be fixated with the following methods:
- Clamps.
- Vacuum.
- Glue.
- Tape.
- Screws.
- Weights.

Installing and changing endmills. Some machines can automatically change the tools. However, in many cases, it should be made manually. Therefore, it is important to know some rules.
Turn of the machine. It is an important rule that can help you to save some parts of your body. To be sure, that the machine is off, sometimes the key to turn on the machine and the tool change the endmills are connected with a wire. Therefore, the endmill cannot be changed without taking out the key.

First, the endmill sits in the connector part called collet. The collet and the endmill should properly sit in their places before actual machining.

Collet should be clean. The should be about four sentiments between flutes and collet.

Setting up 0 points for three axes. It is important as the machine should understand the place of the material to start cutting it according to the user’s needs. It easy to set up 0 points for x and y-axes. It is necessary to move the rotor to the angle of the material with the buttons in the application.
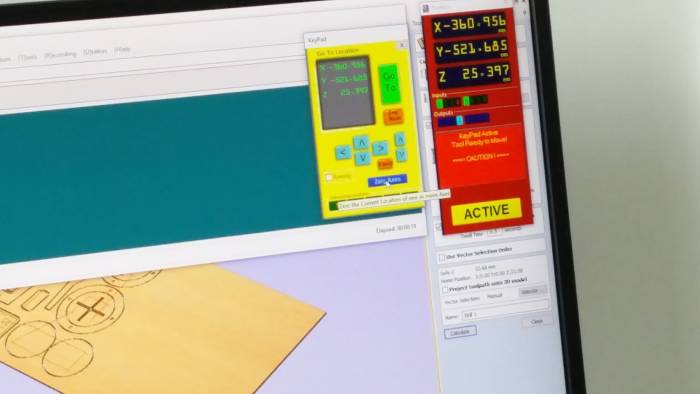
In our case, it was the top left corner of the bed. And zero the exes.
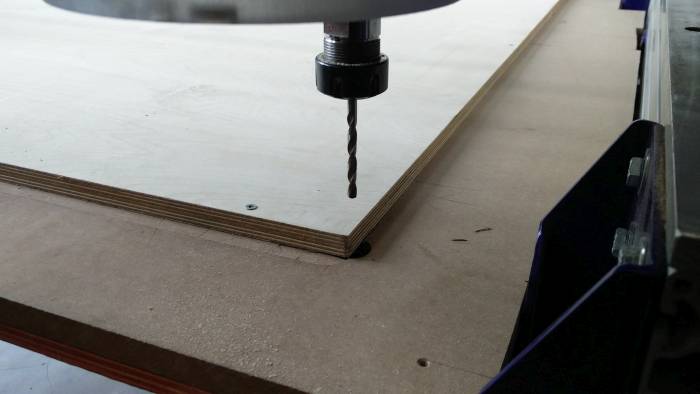
It was trickier to set up zero points for the z-axis. For ShopBot it is necessary to use a metal plate, that should be placed under the endmill. When the endmill touches the plate, the system understands where should be the 0 points for the z-axis.


Milling¶
Safety rules.
- Only operate CNC machines you’ve been trained to use.
- Do not approach the machine if your hair or clothes are loose.
- Always observe the milling process
- Do not change the tools when the machine is not off.
- The tools and endmill are in good condition.
- The tools are properly sitting.
- Be sure that the material is properly seated on the bed.
- Be mentally focused.
- Be ready to use the emergency button to end the process.

- Prepare firefighting equipment, such as fire-extinguisher.
- Use protection glasses or stay in a safe place to be sure that any pieces of material cannot harm you.

The sound is an important signal to understand if the milling process goes right or wrong. It should not be too high or too low. The low sound could mean that the material it too strong for this working regime. The high sound could mean that the feed is too low.
It is also important to observe the chips that the mill is making. For example, for wood, the chips should look like small pieces of material. It should not look like a powder.
Endmill temperature after 4 minutes of using should be hot but not burn the skin.
Group assignment¶
The purpose for us was to observe different settings of the machine and how these settings affect the resulted parts. We have decided to cut several similar parts out of plywood. For all of these parts, we used a different setting for rmp, feed speed, conventional and climb endmill moving.
Design¶
We have designed a simple part with the connector in Rhino and transferred a file to VCarve.
We wanted to observe how different parts produced with different setting will connect one and what parts will be better quality.

P.S. After we have cut the first version of the connector, we realized that we had not designed it well, as the angles did not have round intercepts, and the connection was not good enough. After that, we have created a new version and produced it with different settings. Please find the final product below.
Preparing tool path¶
We have used ShopBot suggested settings as a start point for our experiment.
We used VCarve to create the task for the machine. He has decided to use the following setting for different parts:
- 14 000 rmp, 3 inch/s feed, climb
- 14 000 rmp, 3 inch/s feed, conventional
- 16 000 rmp, 3,5 inch/s feed, climb
- 18 000 rmp, 4 inch/s feed, climb
- 18 000 rmp, 4.8 inch/s feed, climb
- 18 000 rmp, 4.8 inch/s feed, conventional
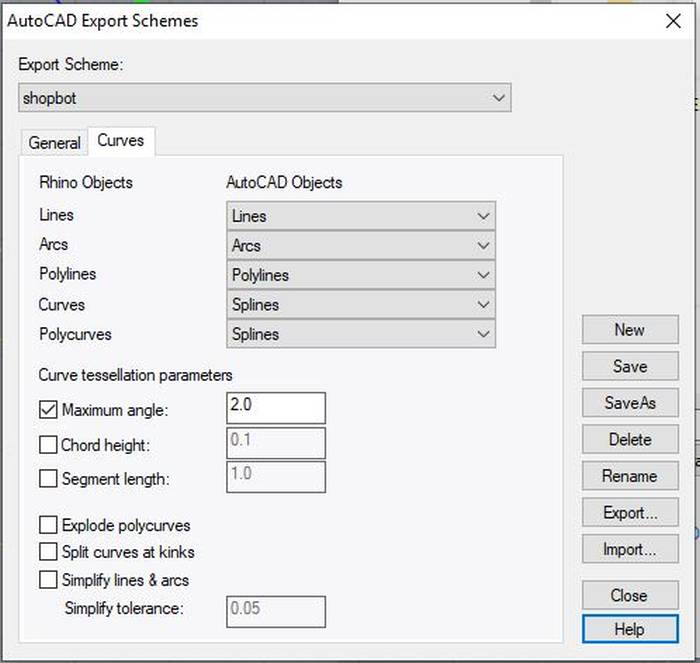
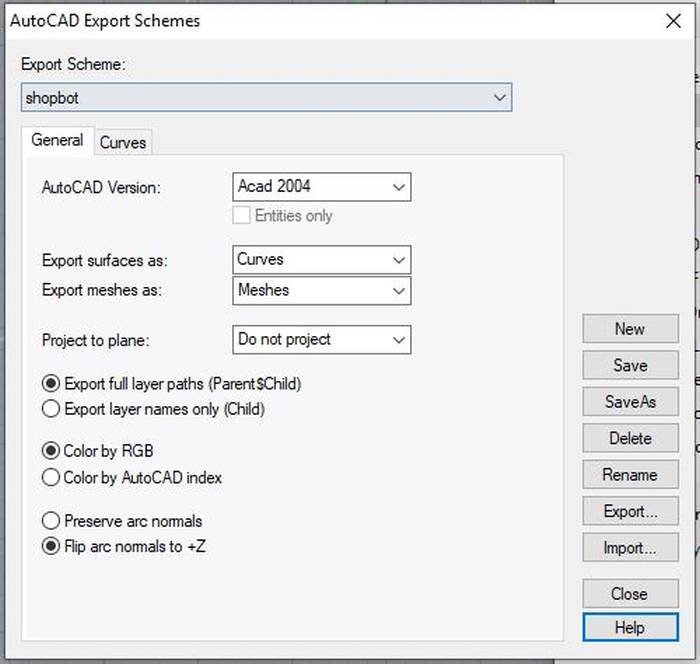
We have exported DXF file created in Rhino.
We have selected up-cut ¼ inch endmill to cut the parts.
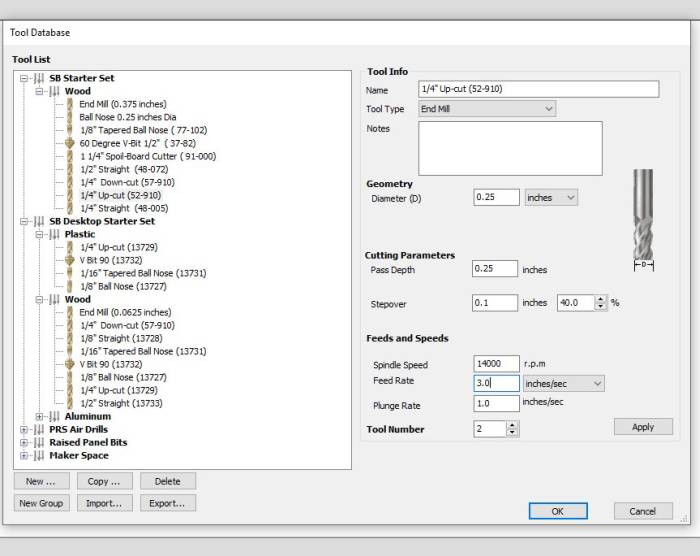
We have set up feed speed and rmp.
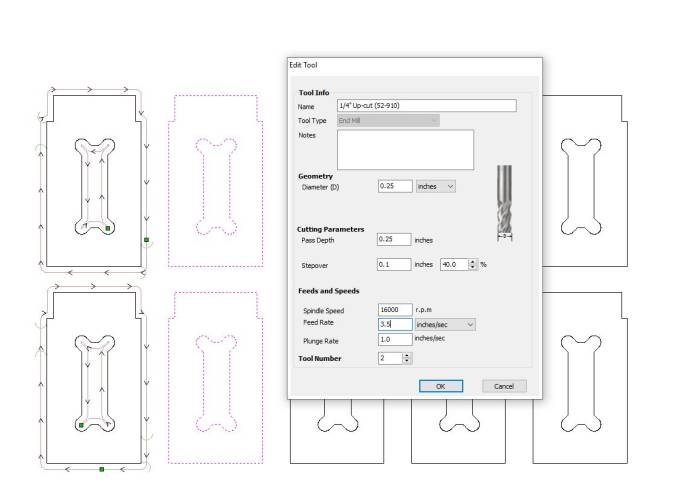
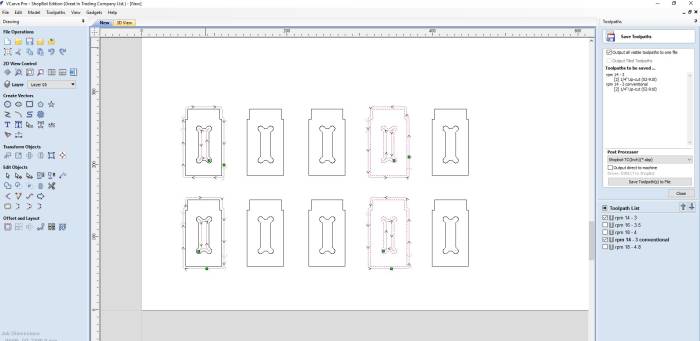
On the next step, we have set up a tool path direction for different parts.
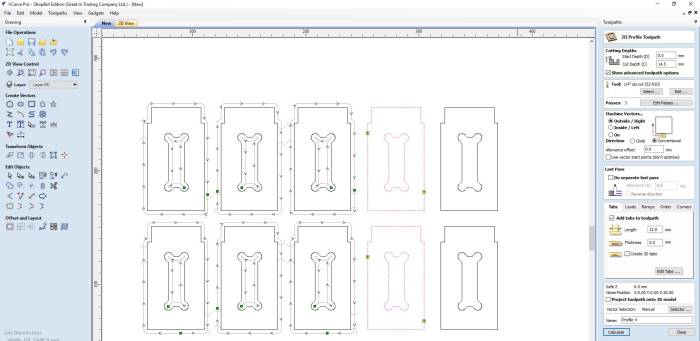
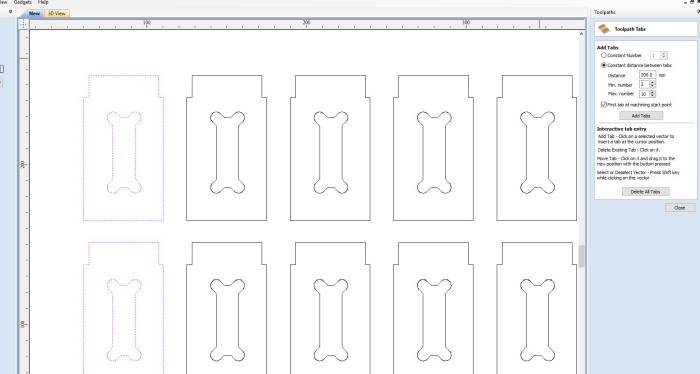
And tabs to hold the parts on the board.
Preparing the equipment¶
We have installed the needed endmill. Because our machine did not change the rmp speed automatically according to our settings, we have changed it manually before each task.

Milling process¶


Results¶
We have successfully cut all parts. However, we realized that the quality was not the same.



Here you can see that the sides of the parts different for different milling settings.

We have realized that the best quality can be reached with the settings that are close to the suggested settings of the ShopBot manufacturer. Also, the part that was produced with a conventional tool path was better than the part produced with climb tool path. Here is the part produced with settings 18 000 rmp, 4.8 inches/s feed, conventional.

Conclusion¶
- As I already said the first design was not good enough as the angles in the connector was too sharp. So, the connection between parts was not perfect. Paying attention to the design before the actual cutting is important.
- It is important to follow the suggestions of the manufacturer of the machine regarding the setting for different materials and endmills.
- In our case, the 18 000 rmp, feed 4.8 and conventional cut gave the best result.
- The distance between parts should be big enough so the rest of the material can hold the part with the tabs.
- It is better to locate tabs in the areas that easy to access for post-production preparation. Also, the location of tabs should not affect the functionality of the connectors.
Individual assignment¶
The purpose for the individual assignment was to practice in the creation of some more or less complex object with CNC machine. I have decided to do something not too complex. However, even with a simple thing, some issues were very frustrating sometimes. My product for this week was a small cabinet.
Design¶
To make a design of the cabinet I used Autodesk Inventor. As cabinet has several parts that should be assembled, it is very useful to keep common measures in the external file and. Therefore, I have created an Excell file and linked it to each part of the cabinet in Inventor for parametric design. Parametric design is useful here because the measures can change according to material that we will use for production.
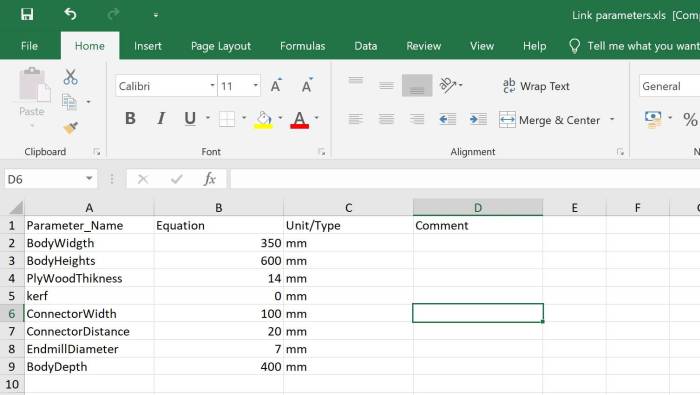
Please pay attention to the diameter of the endmill in the table. As you can see, it is 7 millimeters. Even though the endmill that I used is 1/4, which is 0,6096 mm, it is good to use slightly bigger holes on the model. In case the size of the hole is the same, as the endmill, it is not guaranteed that the application that creates G-code will create the path in such places. Moreover, this setting only affects the holes in the angles of connectors.
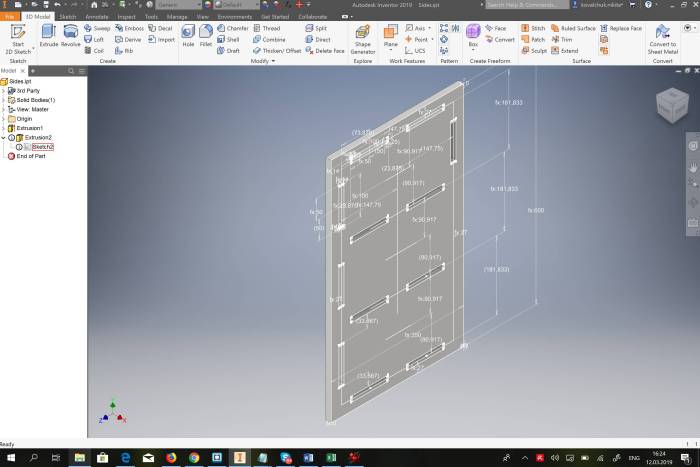
Then I have created all the parts one by one. Here is the model for the side walls of the cabinet.
The final assembled model.
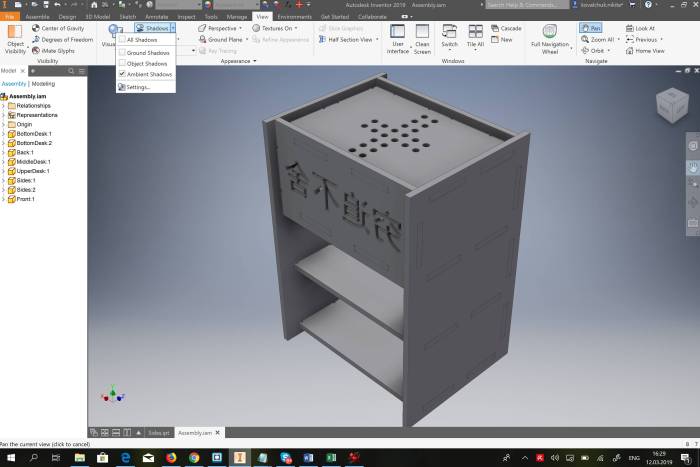
Here is the 3D view of the object.
Preparing tool path in VCarve¶
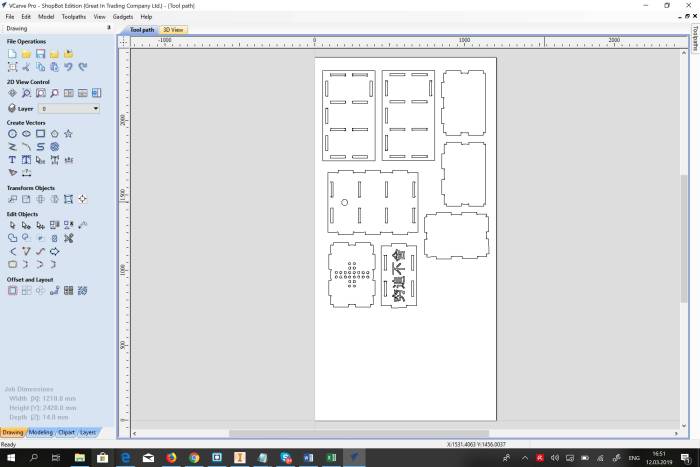
The next step was to transfer the information from Inventor to VCarve. I saved the face of each part as a DXF file.

Created a new file in VCarve with Job Size 1210 mm by 2420 mm.

And imported DFX files.
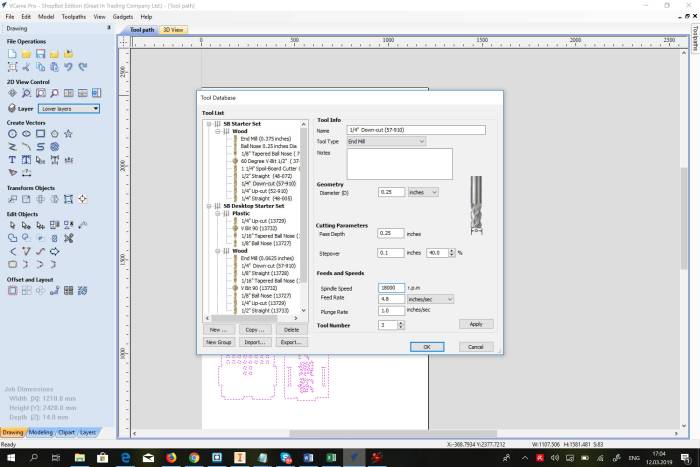
Then I have used the settings for milling that we used for our test parts:
- 18 000 rmp
- 4.8 inch per second feed
- Conventional tool path
- Endmill diameter ¼ inch
- Down cut endmill for the upper layer and Up cut endmill for deeper layers
- Path depth ¼ inch
I closed open vectors.
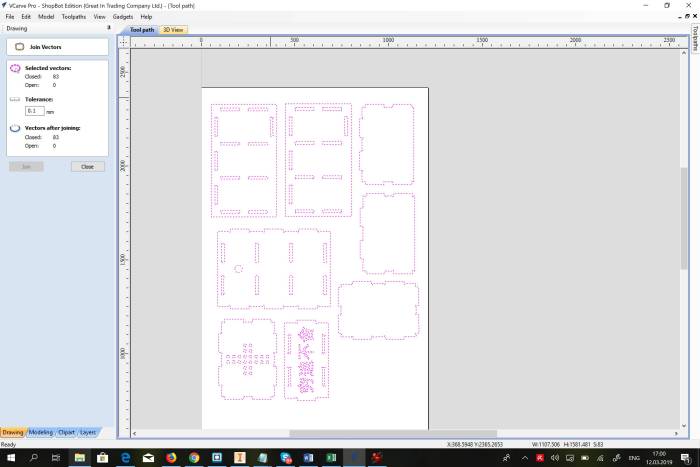
I have created the tool paths for upper and lower layers.
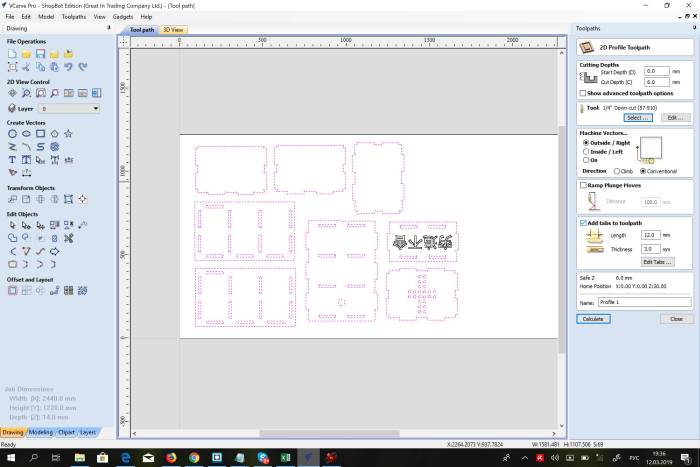
For the lower layers I also created tabs to keep all parts on their places.
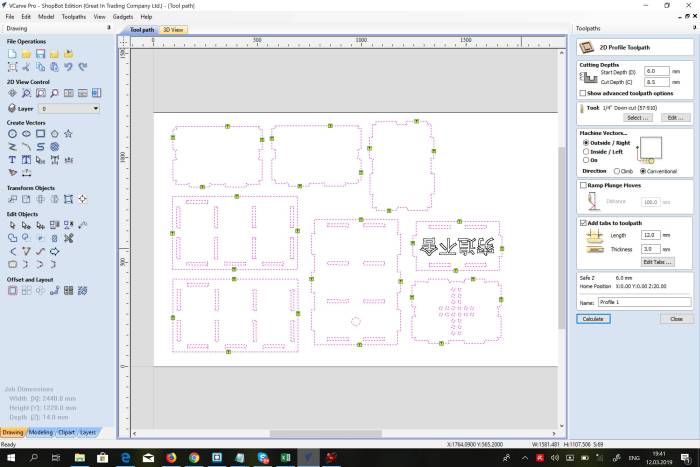
In the preview everything looks good.

Preparing tools¶
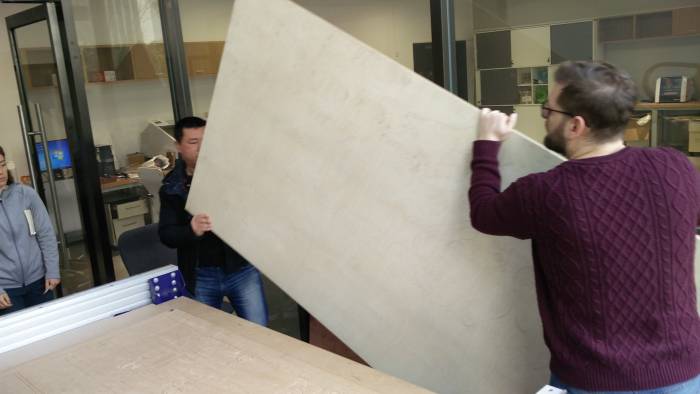
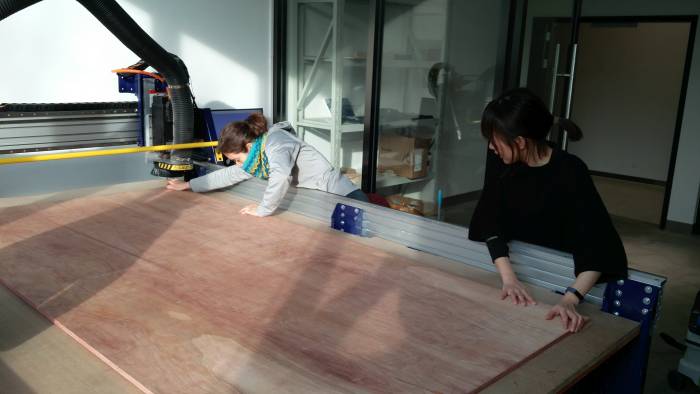
I put and fixated a new piece of plywood on the bed according to the above instruction.
As I already said, the upper layer should be milled with the down cut endmill. Therefore, first I installed it to cut the rout around the pieced of the cabinet and pocket (the letters).

Then I have zeroed XYZ axis.

Milling¶
To start the milling process I used ShopBot software. I have selected the files created in CCarve. One by one. First for the upper layer.
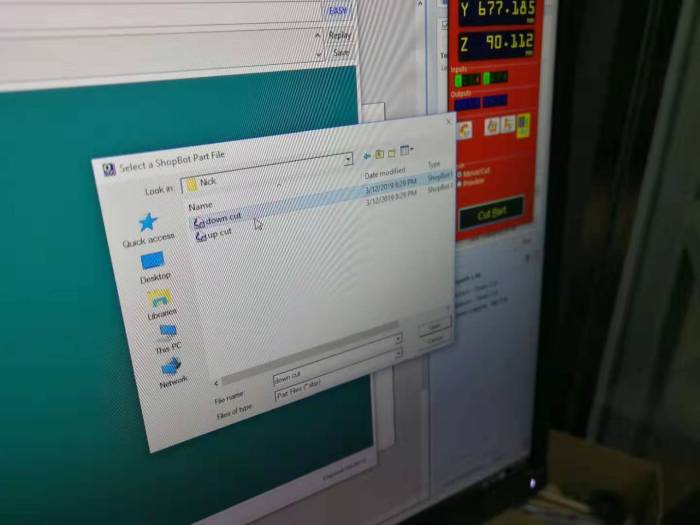
Then I have started milling.
After the upper layer was processed, I have changed the endmill to up cutting, chosen file for lower layers and resumed milling.
Problems¶
The only significant problem that I have faced was only the design on the product itself. I found out that it is nearly impossible to create parts that assemble without a proper approach to each part and using parameters for almost all measures. Therefore, this week I not only have learned a lot regarding computer-controlled cutting but also regarding the design of the product and especially parametric design.
It is important to mention that software is also highly important in this case. Inventor not only allows the user to create a common parametric sheet for multiple parts and to change the parameters of all parts in just several clicks. This software also allows to assemble resulted parts and find out the issues in the design. As a result, after milling all the parts fit perfectly together. You can see the cabinet pictures at the bottom of this page.
Files¶
Here are DXF files to cut with 14 mm plywood. Link
Here is the VCarve file with tool path for 14 mm plywood. Link
Photo of the product¶

