10. Molding and casting¶
This week I learnt how to make a molding part and how to cast a model with it.
I started modeling my final casting part, then I modeled and milled its molding part.
Modeling¶
I modeled my shapes to mill my molding part and so to cast its negative and its positive parts.
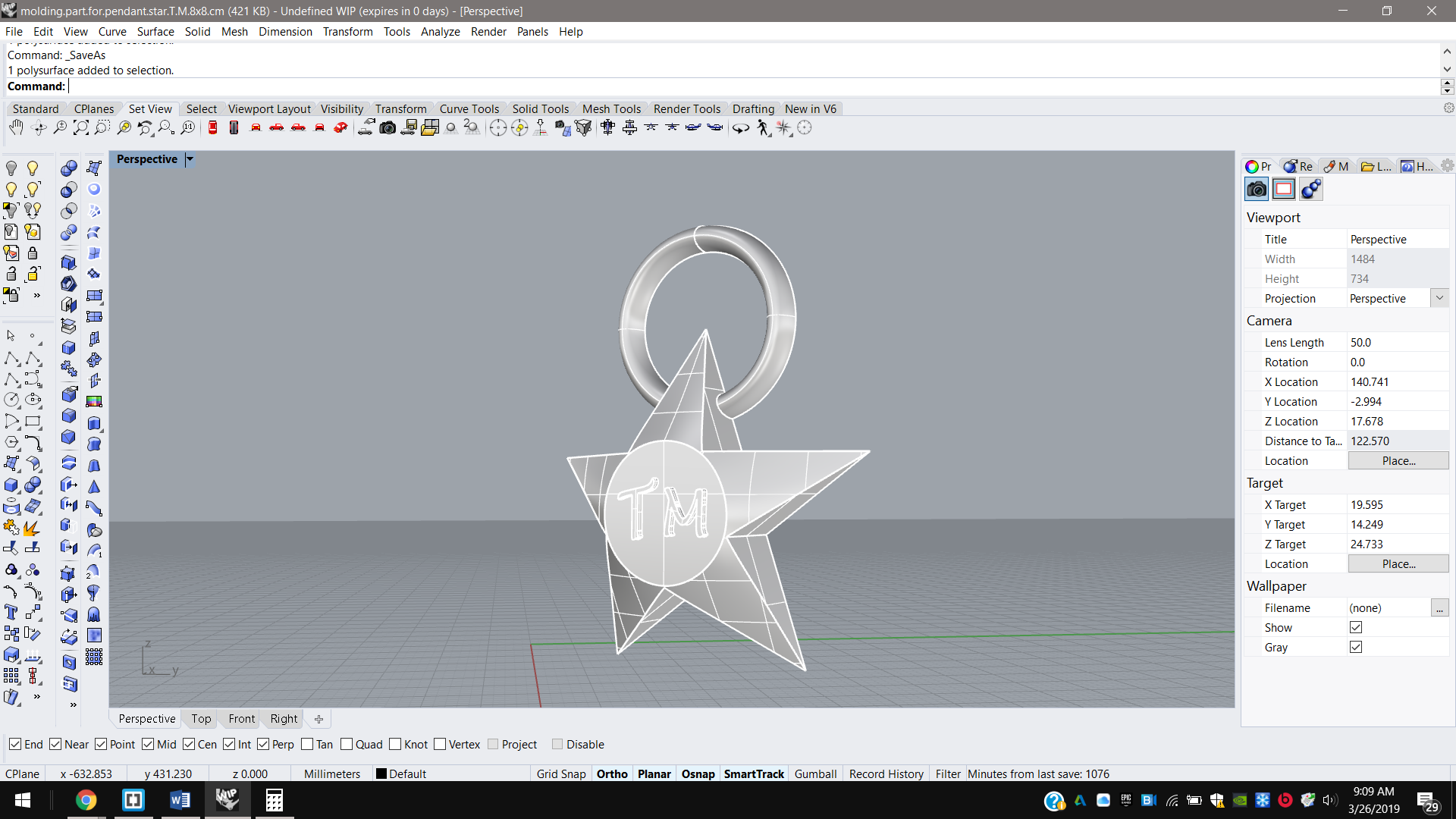
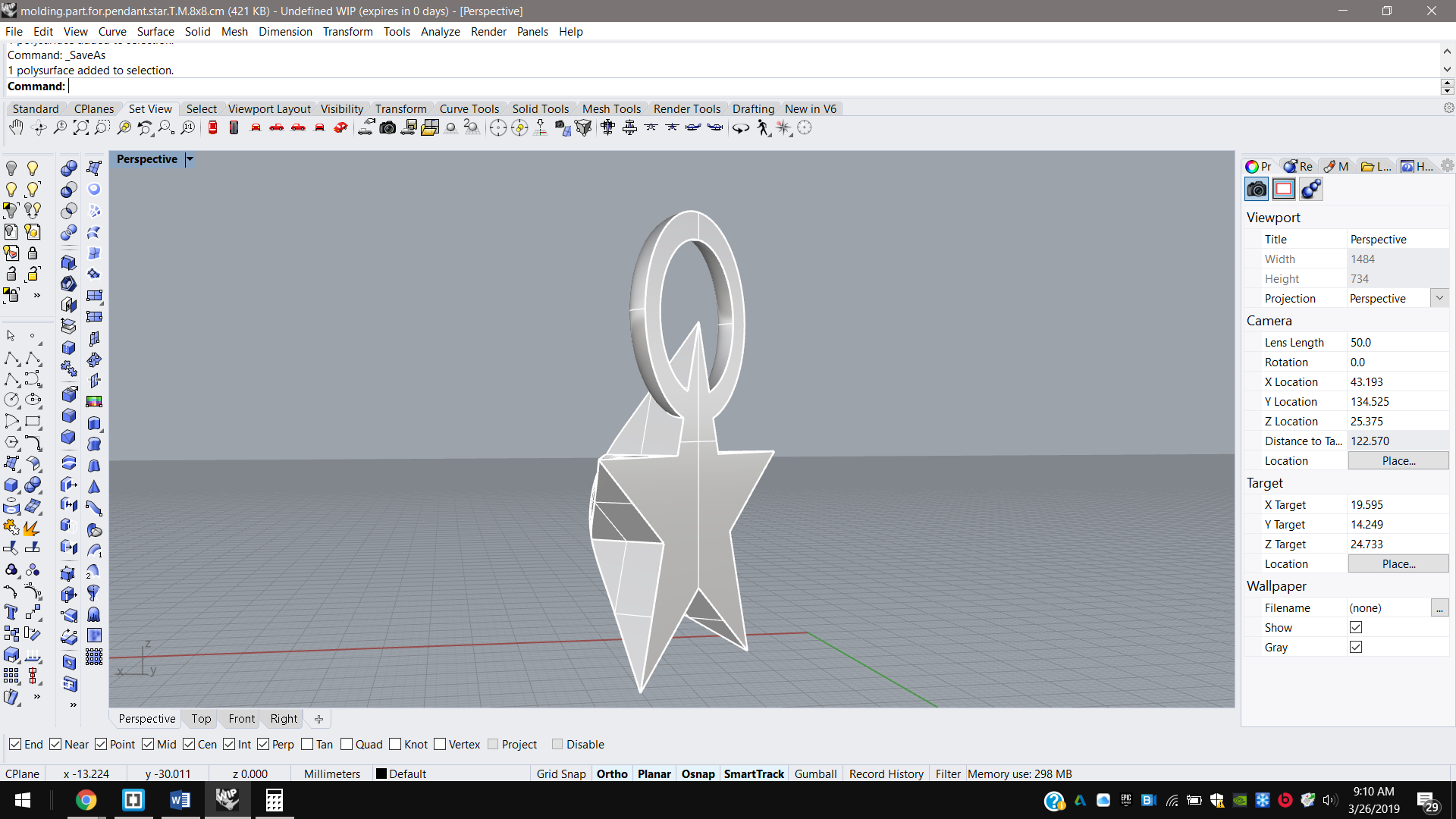
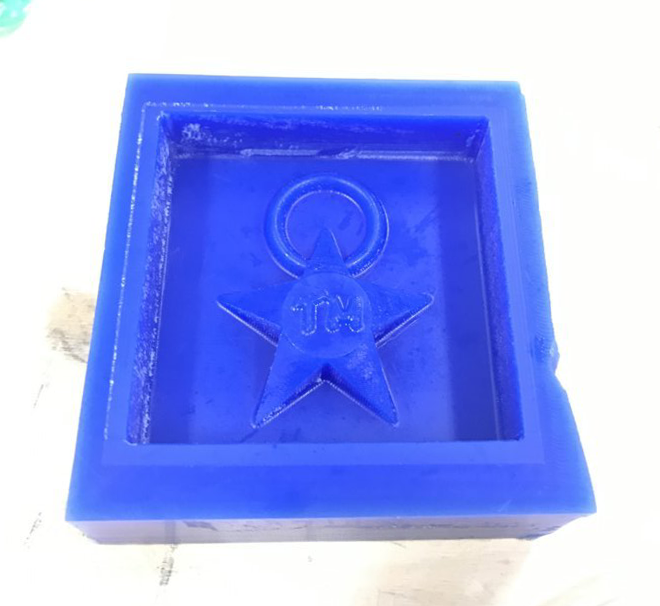
My star pendant¶
The model I made is a 45x35 mm star pendant; 1st I modeled it flat at one side, in order to cast it just using one molding part.
2nd Then I had to modified it as a molding part to mill.
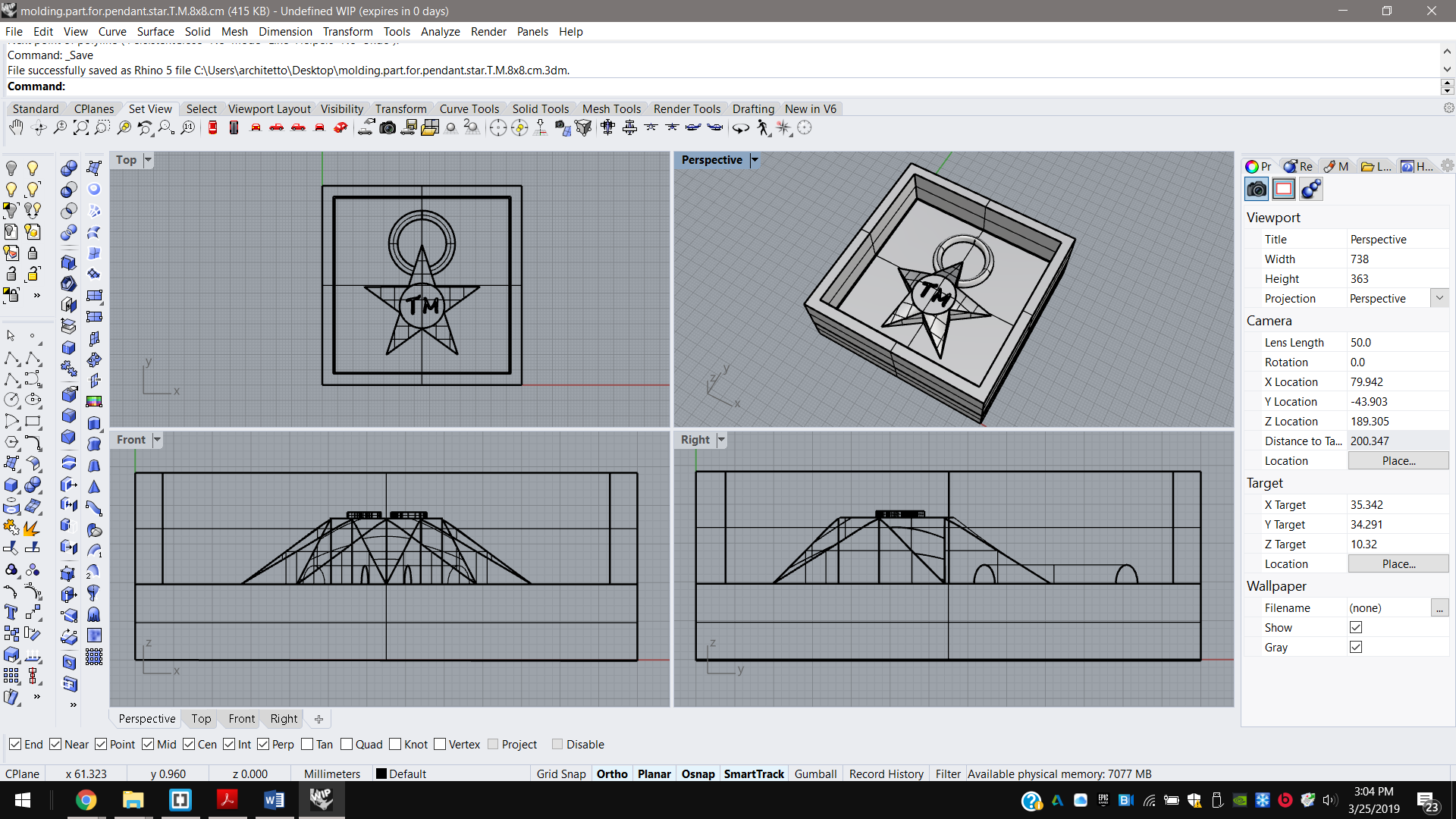
Molding part¶
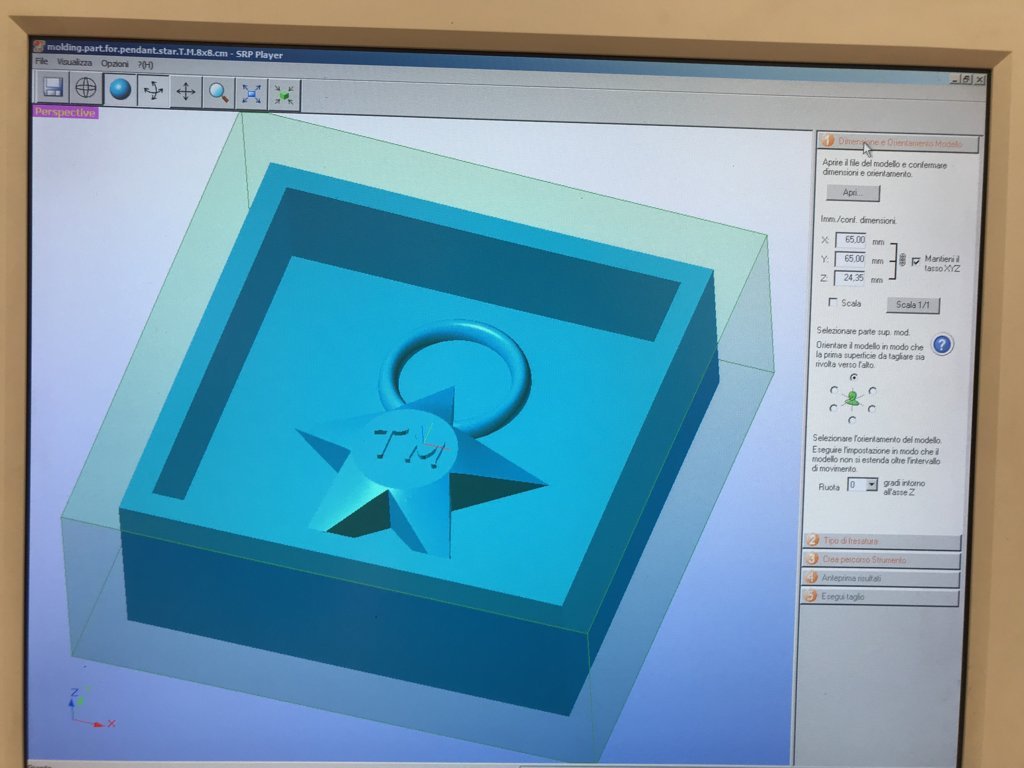
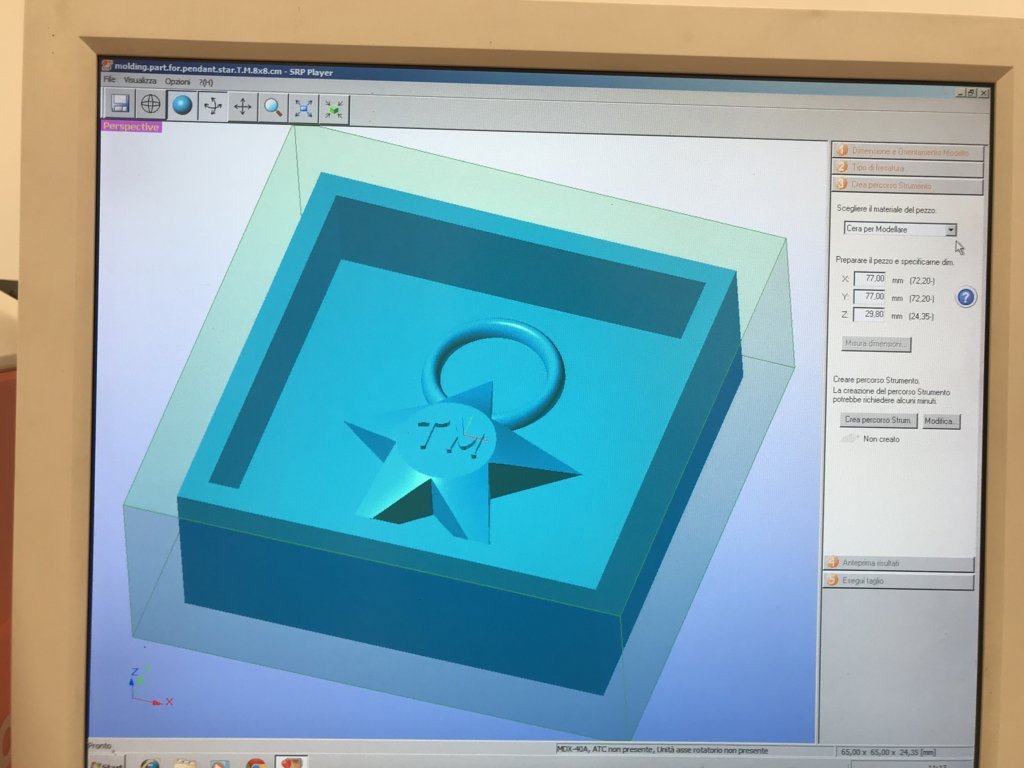
1st So I designed the molding part to mill moving it into a molded box with the same dimension of my stock, and subtracting to it the necessary parts to make the cast.
2nd According to the size of the flat blade, I had to leave the necessary length to mill properly and so to not break the margins of my molding part.
3th and I had also to consider a free space above the highest point of my model as its thickness twice, to cast properly with enough rubber.
Molding¶
Here I cleaned my stock and removed the excessive material to cast properly.
Makig the stock flat¶
I reused a molded piece of wax so I started cleaning it and making it flat.
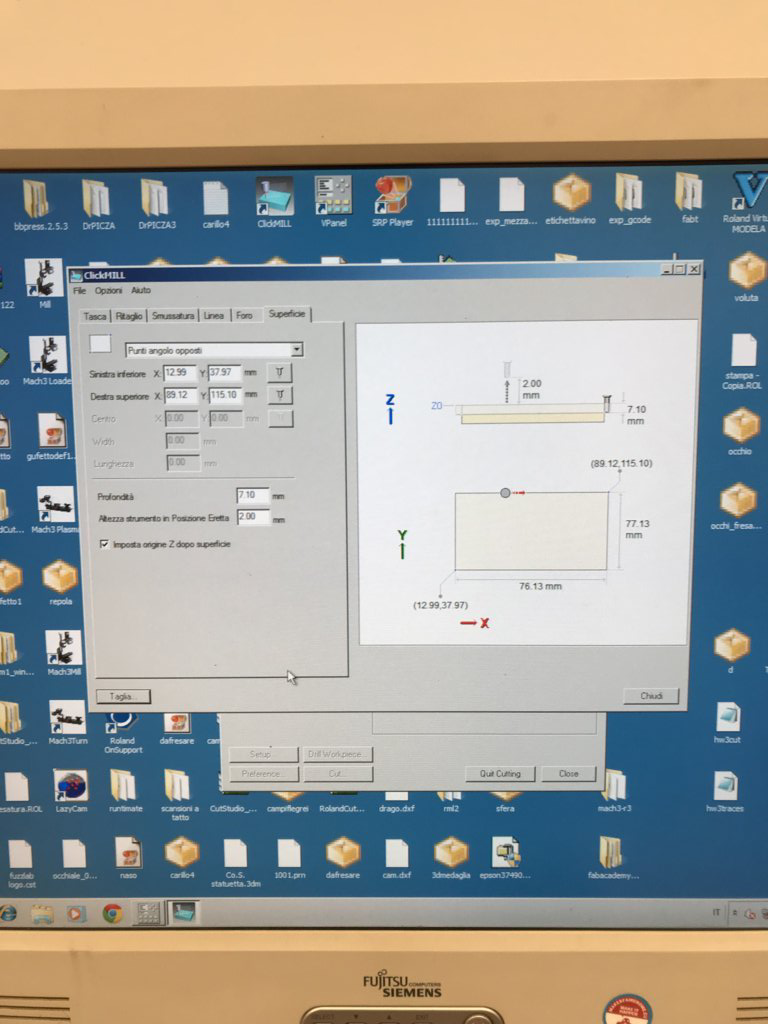
Click Mill software¶
1st I attached it on the cutting plane of a Modela x 40 machine, and using Clik Mill I set a cutting movement defined by two corner and for a height of few millimeters and with a flat blade of 4,5 millimeters.
2nd Here I didn’t need much time, I just set an high spindle as 12000 RPM and a big cutting trace.
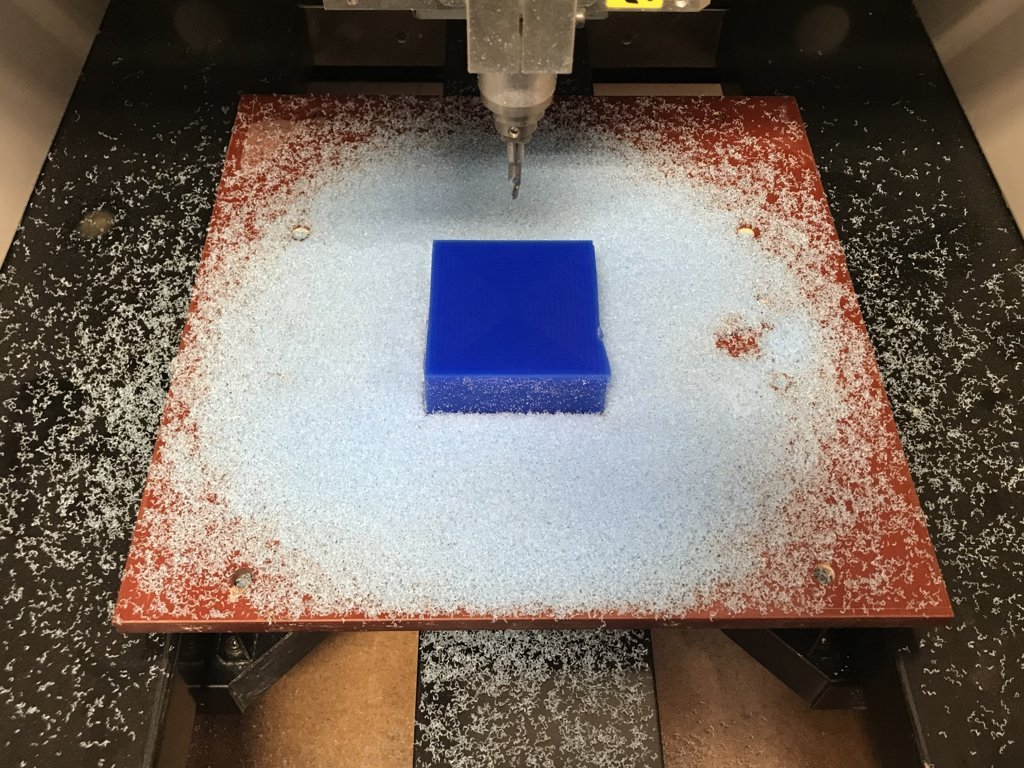
Roughing and finishing¶
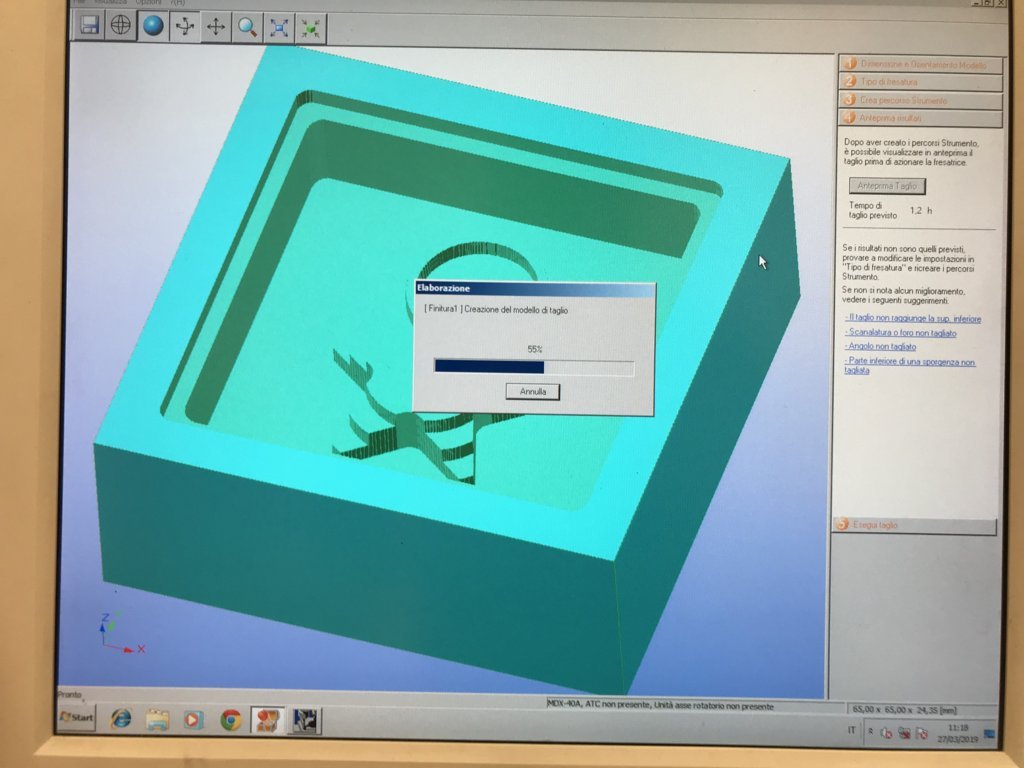
Than I properly removed the excessive material and I finished surfaces uploading the STL file in the Roland software SRP Player to set the right parameters of milling.
SRP Player software¶
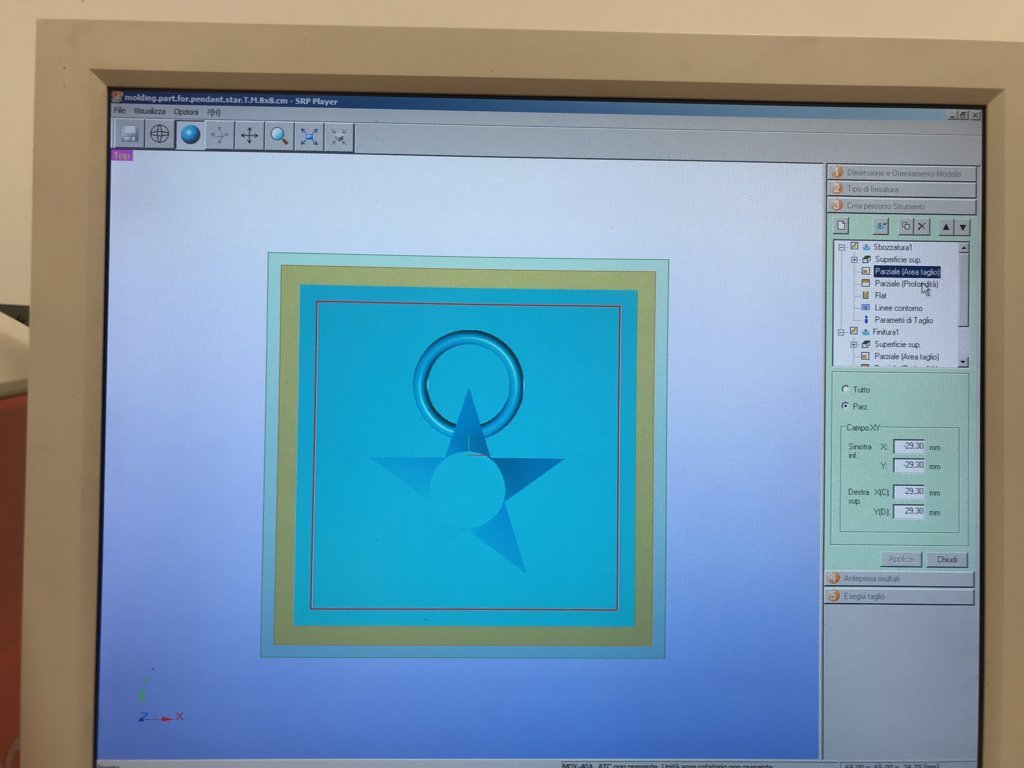
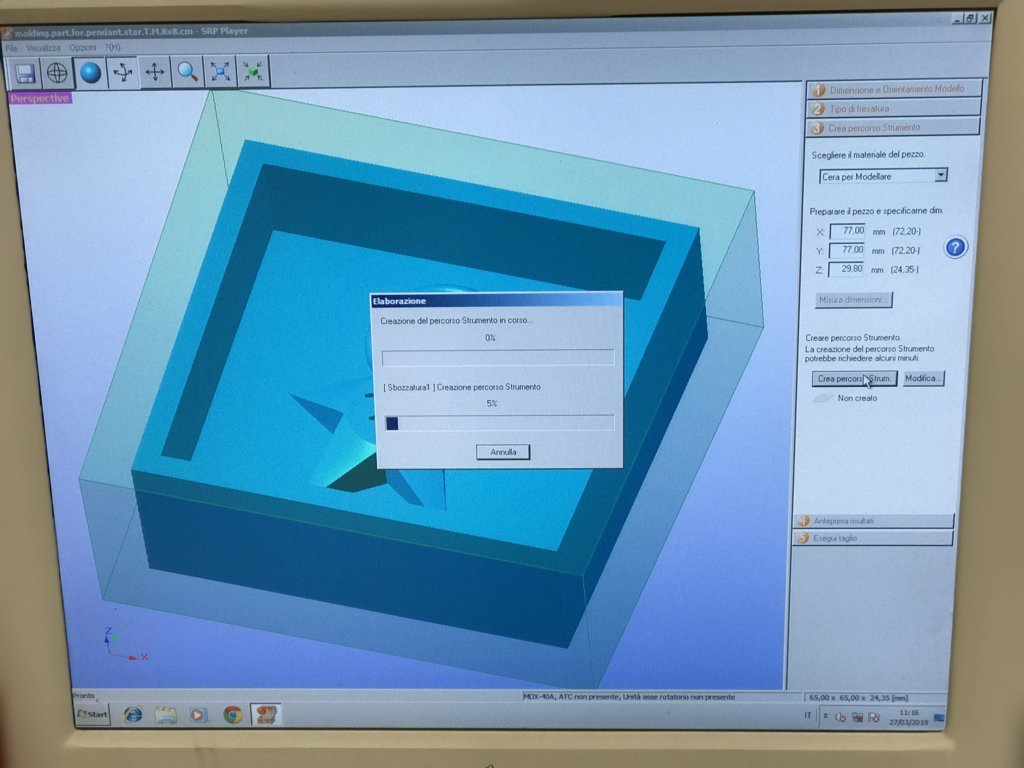
1st I started setting the dimension of the real stock and of the cutting parts and then other parameters:
2nd the type and orientation of milling according to the curved model;
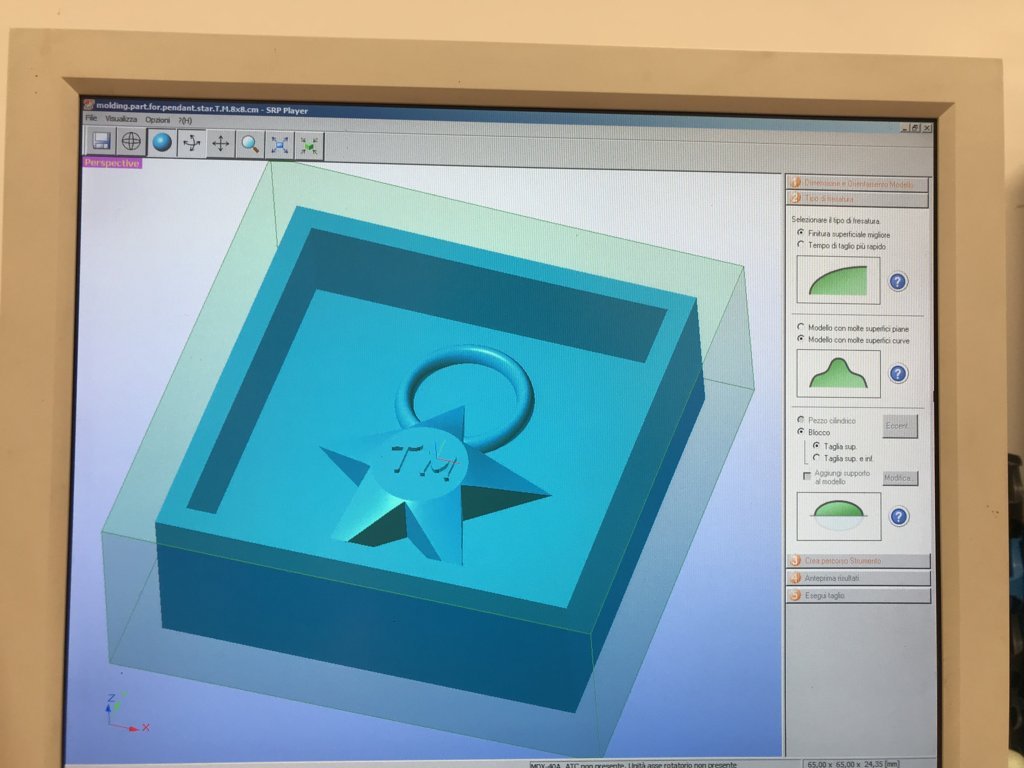
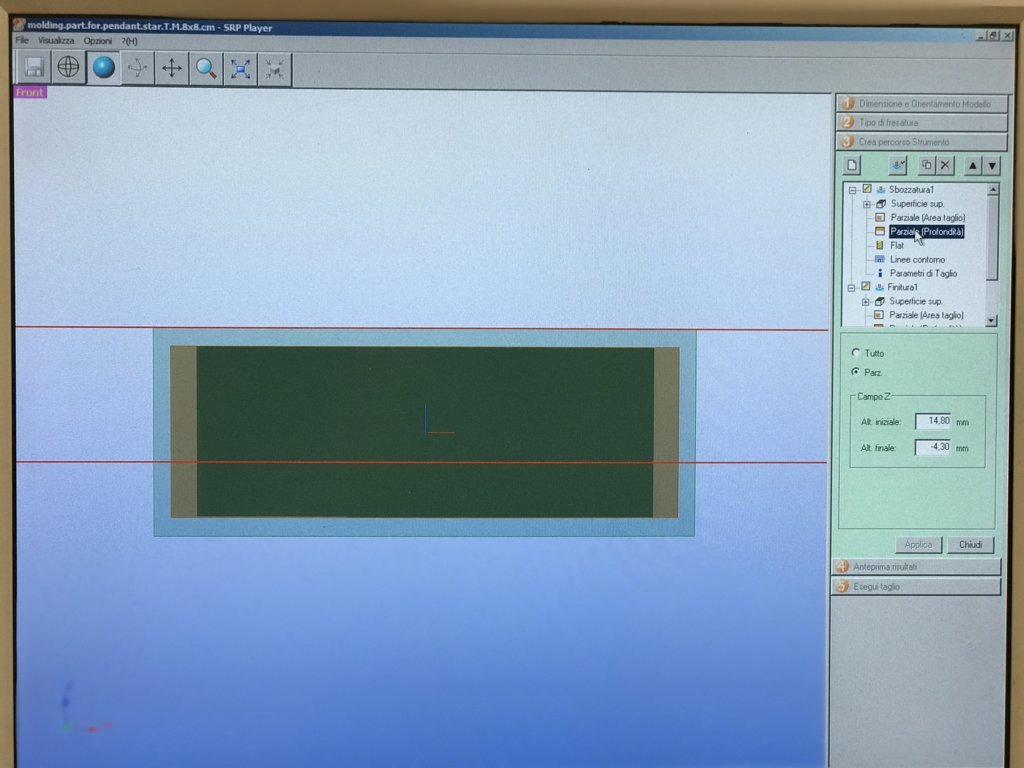
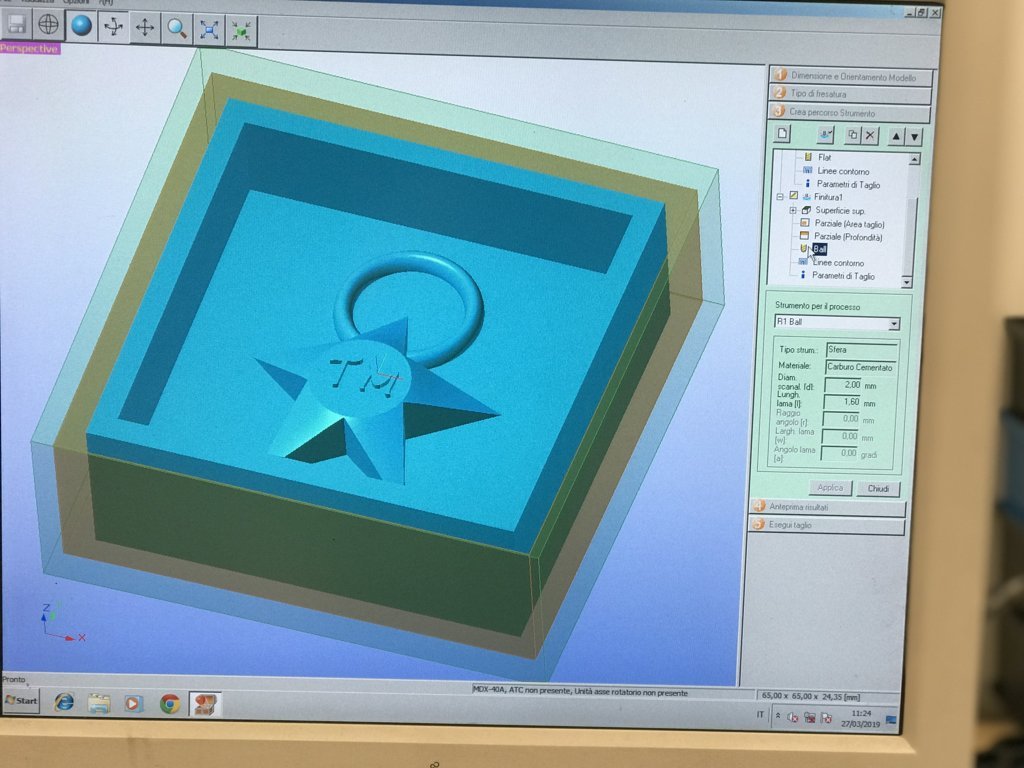
3rd the current material to upload the default parameters and a new cutting process of roughing and finishing, setting the surface and the height of milling;
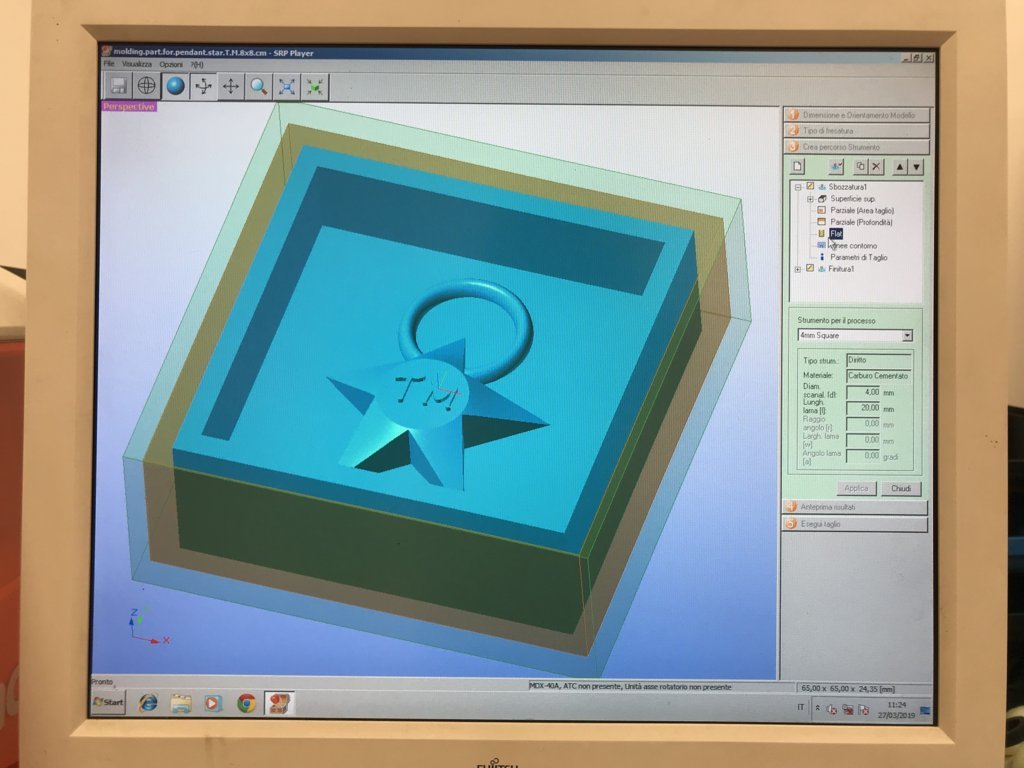
4th the two blades for the the process, the 4 mm flat blade to make the flutes and the 2 mm “ball” blade to finish the surface.
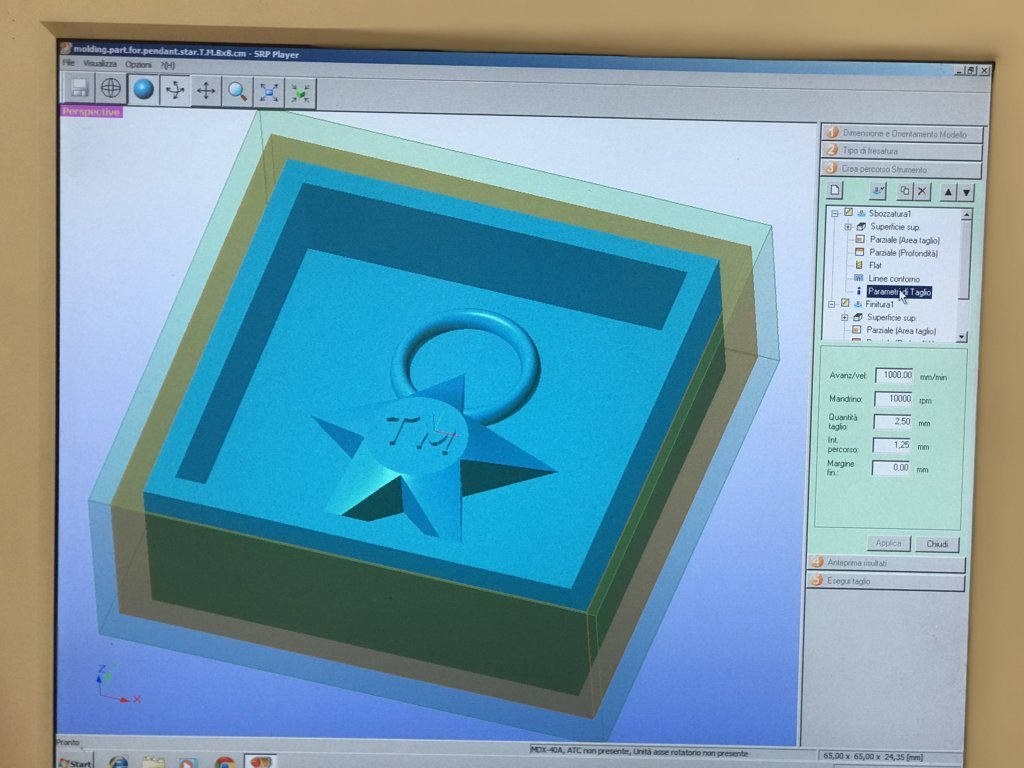
5th Then respectively I increased parameters, setting the spindle, the speed and also the movements of cutting, to cut half size of the blade step by step, removing the wax without the risk of making unexpected deburrings.
I removed all others margin beacause I had set them before.
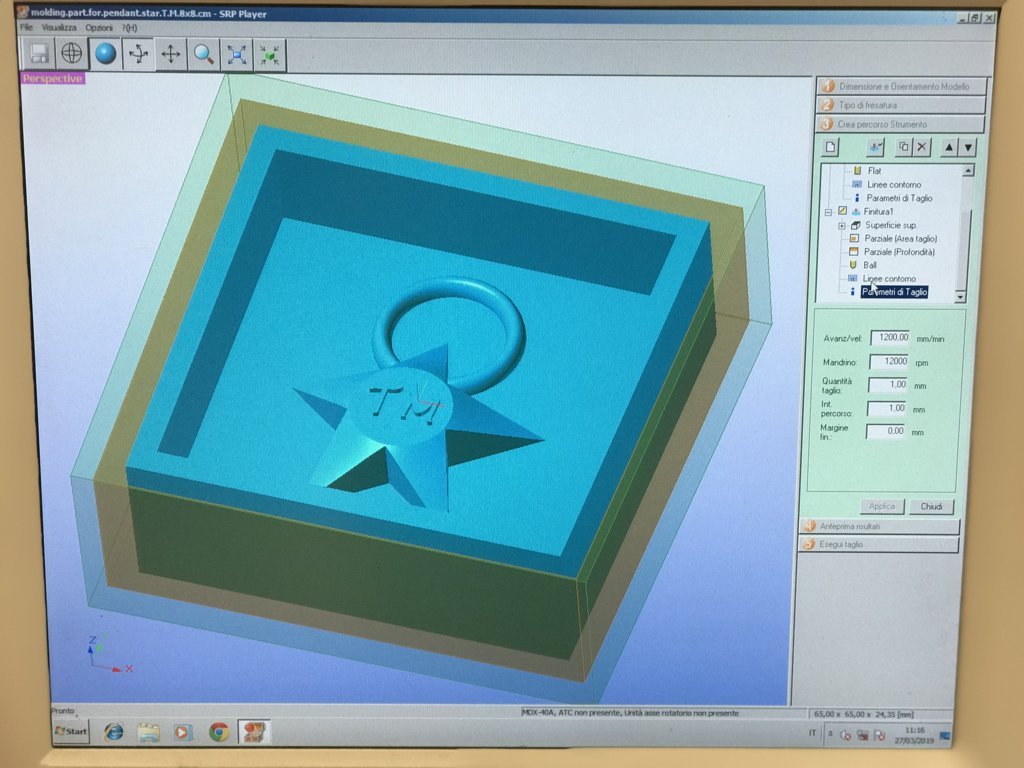
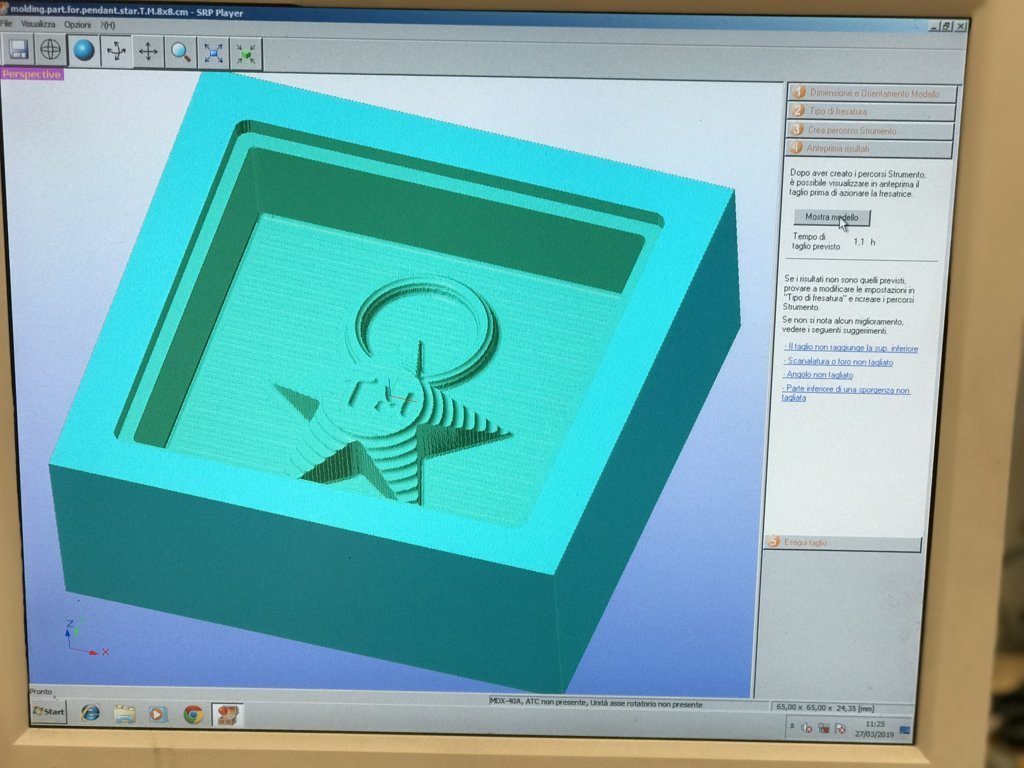
6th I saved this parameters, uploaded the 3d preview and saved the final current .spj file and the respective .prn roughing and finishing files.
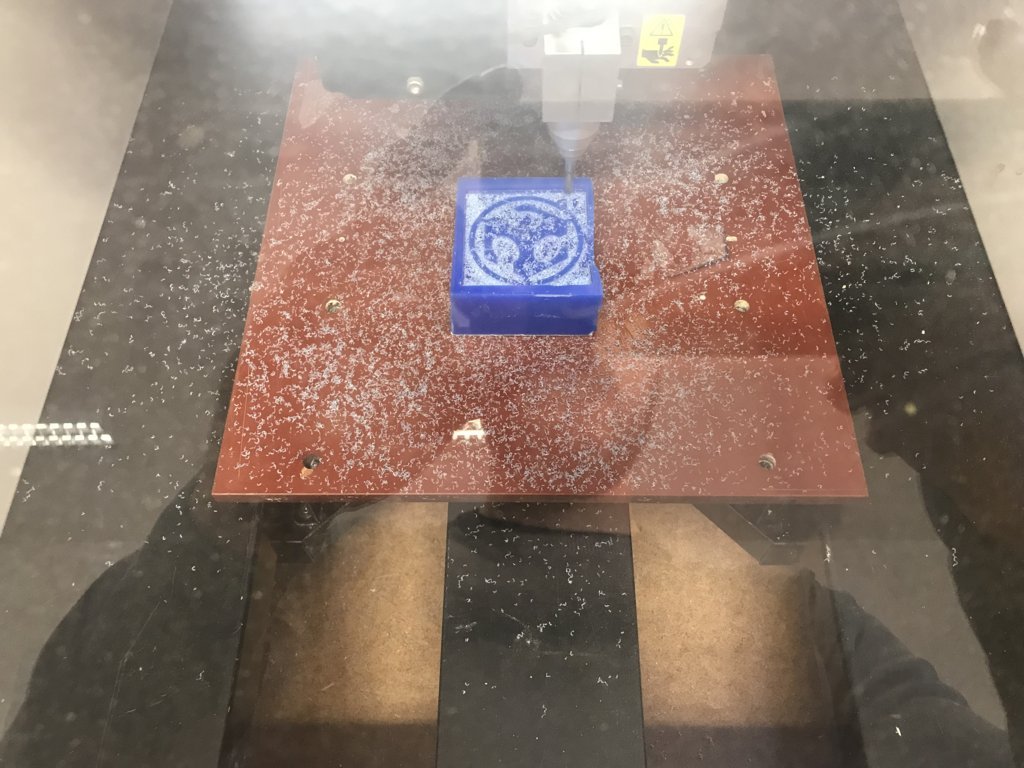
7th So I started cutting with the roughing process to remove the excessive wax; at the end of the roughing the software automatically stopped the blade to replace the flat blade with the ball one.
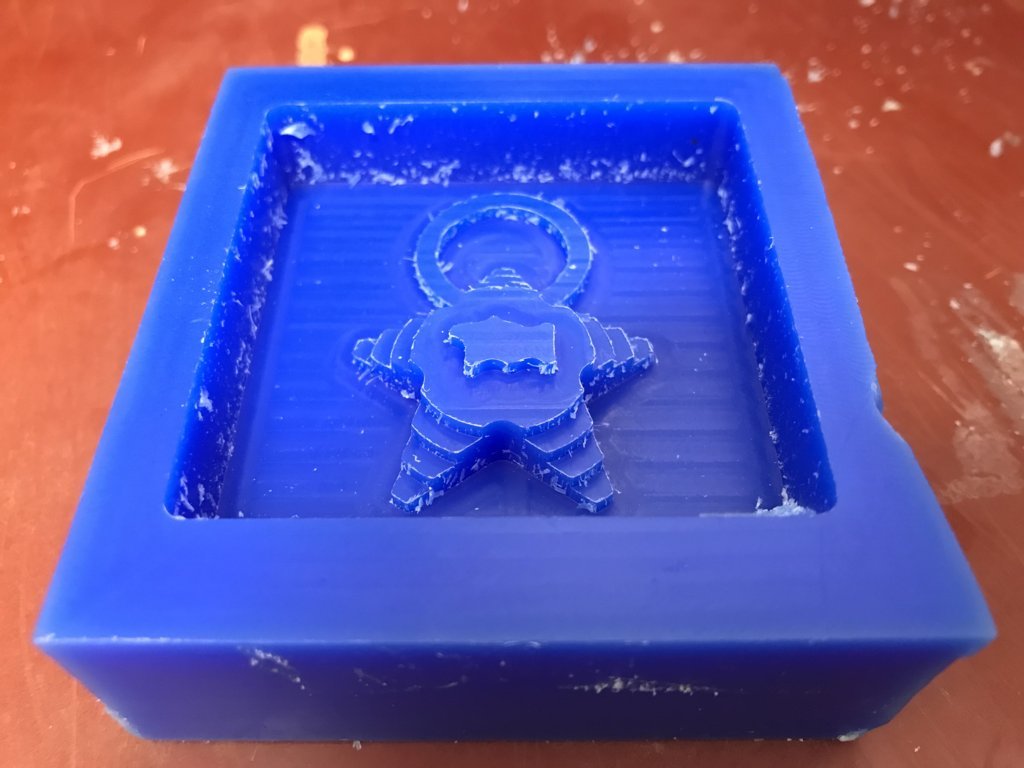
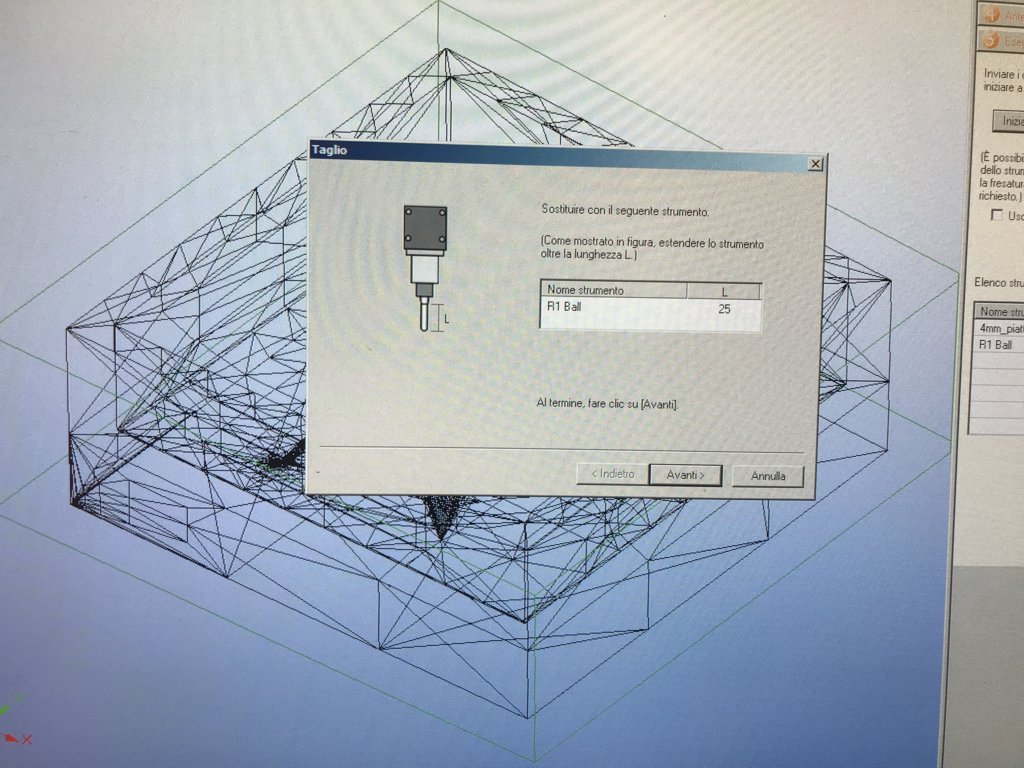
I replaced them and I finished my molding part; Here you can see a photo I made during the finishing process that shows the real differences.
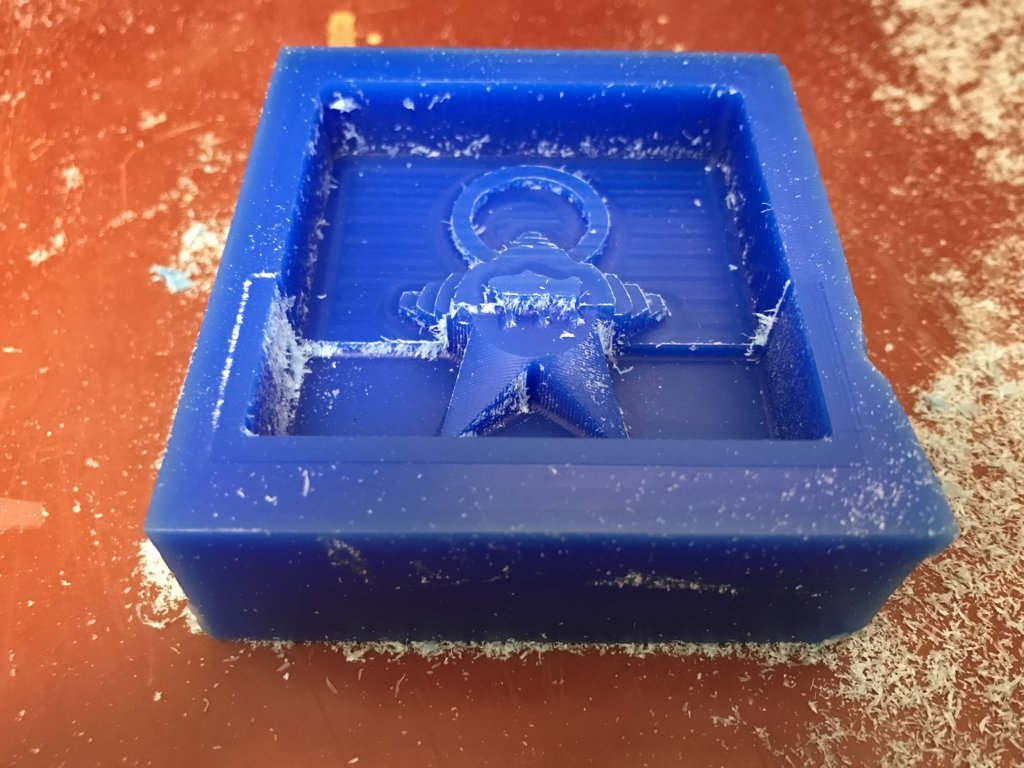
Casting¶
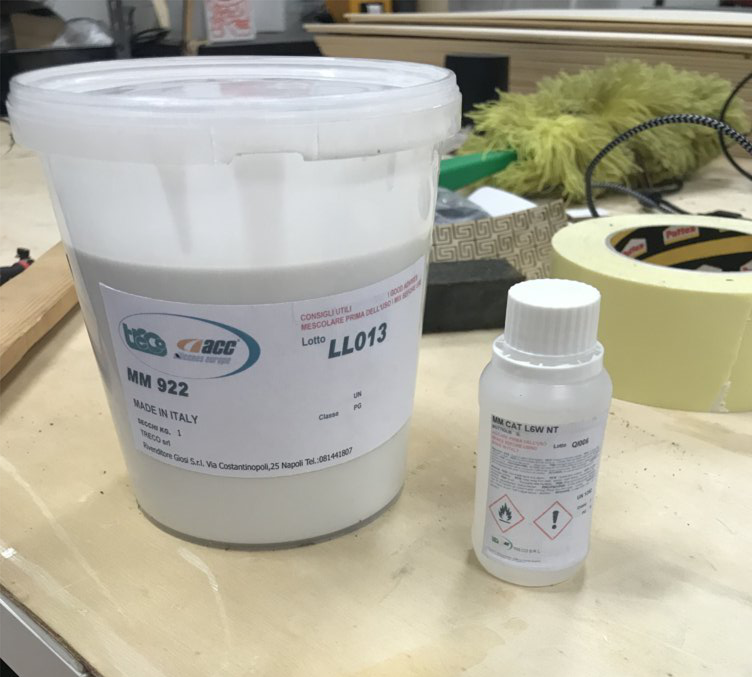
Safelly with gloves I blended a silicon rubber and catalyst to solidify the first part, and then I poured in it a resin to make my final model.
Pouring the blend of rubber¶
I used the ACC 922MM silicon glue and LW6 catalyst in a cup; I used its right proportions and so the catalyst’s weight as 5/100 of the glue’s weight.
This blend has working temperature from -50° to 200° and 45 mintutes pot life; Its de-Mold time it’s about 8 minutes.
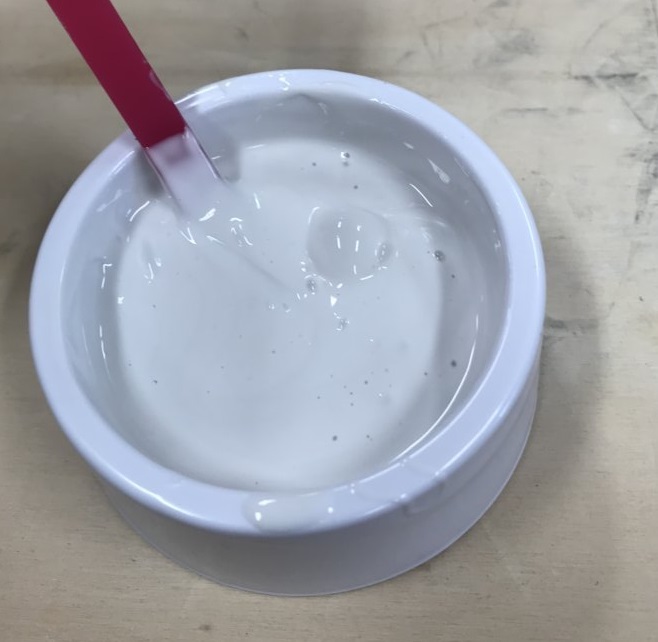
I blended them to have an homogeneous solution and removing with soft movements all the gases inside it and poured it in my final molding part.

Pouring the blend of polyurethane resin¶
And finally I blended and poured in my rubber part; the other two components of polyurethane resin have a pot life of 120-130 seconds. After I removed the rubber from my model and removed all its deburrings.



{kind=link}
{kind=link}