8. Computer controlled-machining¶
This week I made something big designing and just cutting assembling parts without adding elements.
I made an assembling table with a height of 70 cm with a plane of 50x70 cm, cutting two chipboard wood sheets with a thickness of 19 mm and using a blade of 4 cm.
Modeling¶
Me and my instructor designed an assembling table easy to move.
We designed the shapes considering cutting parameters, in order to respect the maesures of the project we thought and to make right joints of the parts.
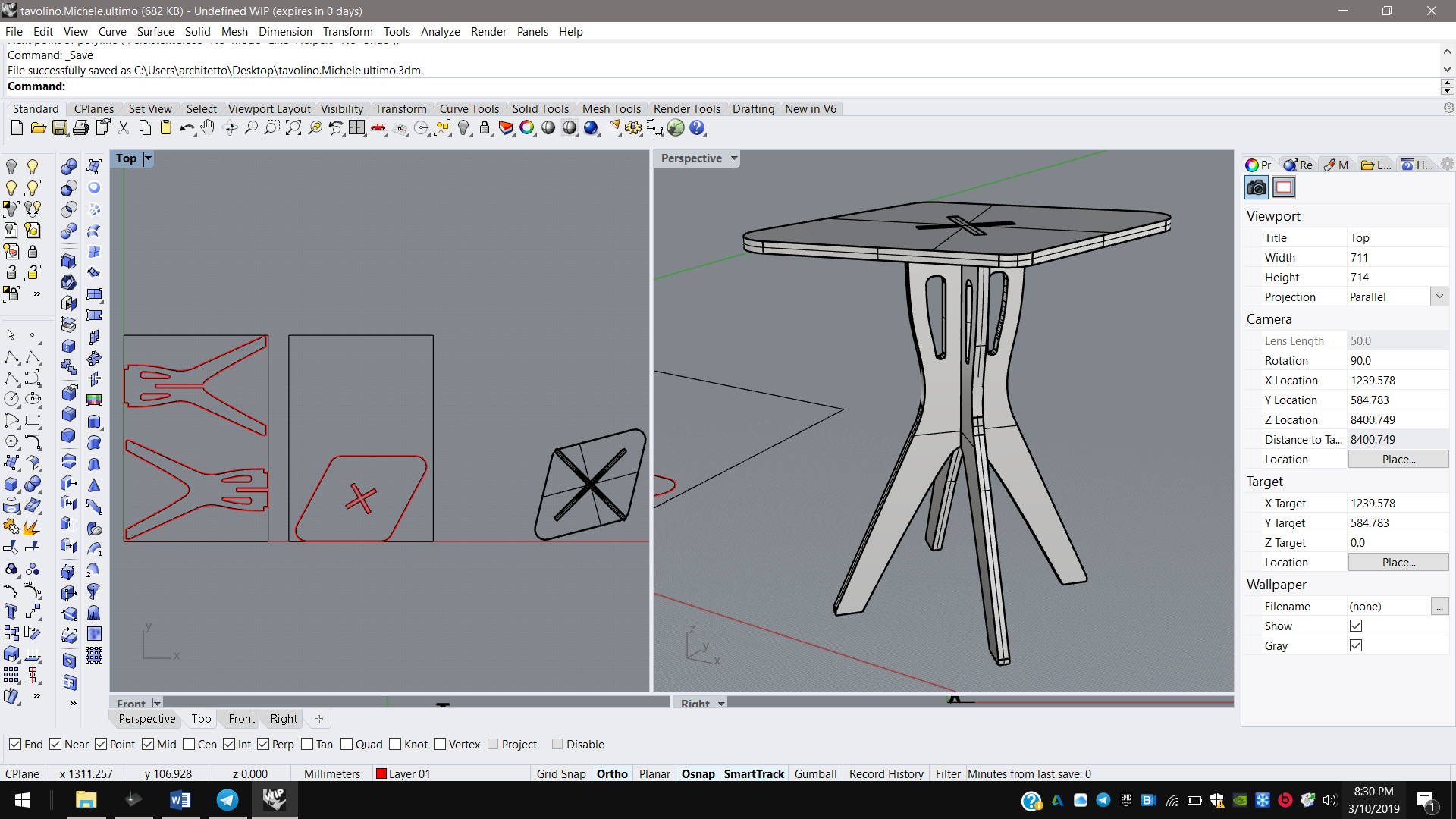
Kerf and joints¶
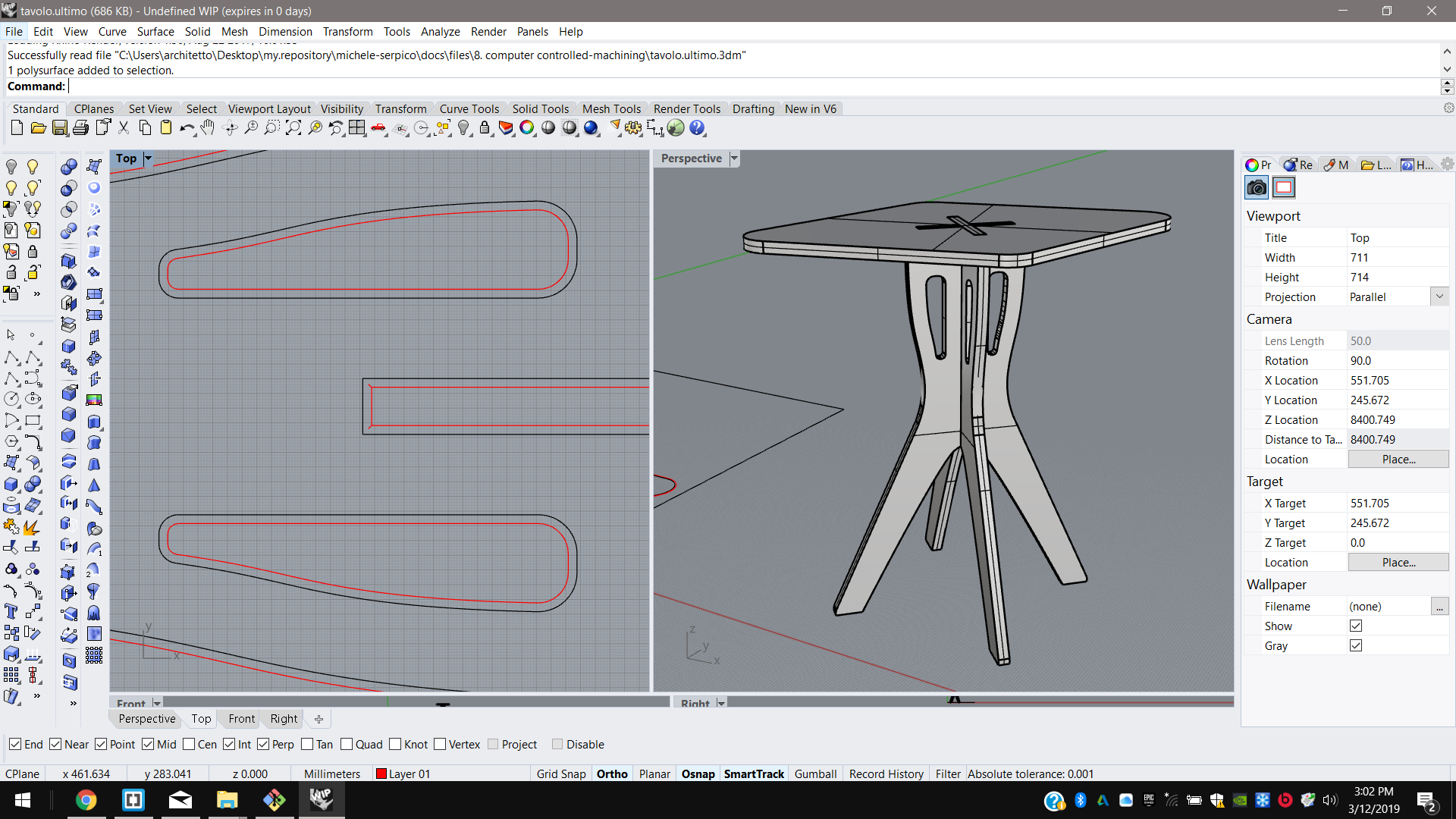
1st I knew I would used a blade with a diameter of 6 mm, so in Rhinoceros I considered the offsets of the curvers for the kerf of 3 mm for the interior and external curves.
2nd I had also to consider and set the further cuts in the corners, where the cutting blade would made fillets and so issues joining parts setting the thickness of the cutting sheets of 19 mm.
Exporting¶
Then in Rhinoceros I exported the final models in DXF files to upload them in TypeEdit cutting software and so to the DF 6090 handcraft cutting machine we used.
Test¶
We made a scaled model of this table using the Epilog Helix laser cutter. I cut small wood sheets to test joints and balance, and so checking errors and changes of the cad project.
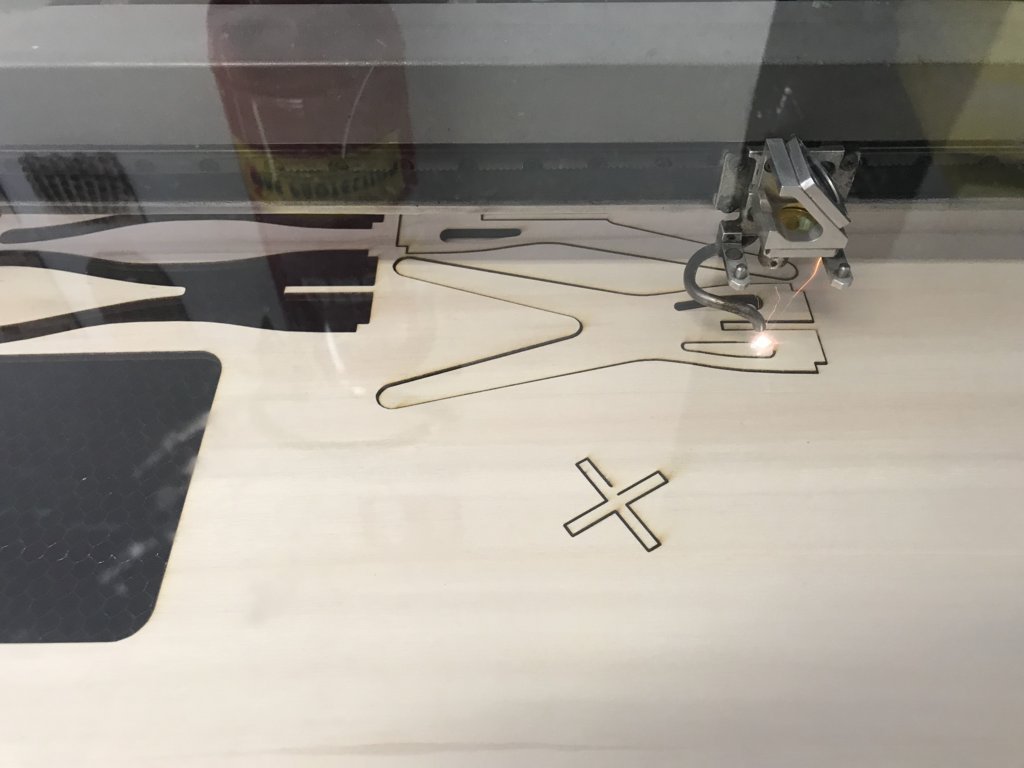

It hadn’t enough balance so I reduced its height and I increased the lenght of the legs.
Cutting¶
Properly, I positionated the cutting sheets in the size of the default cutting plane of the machine and I set the process with TypeEdit sotware connected to an handcrafted machine.
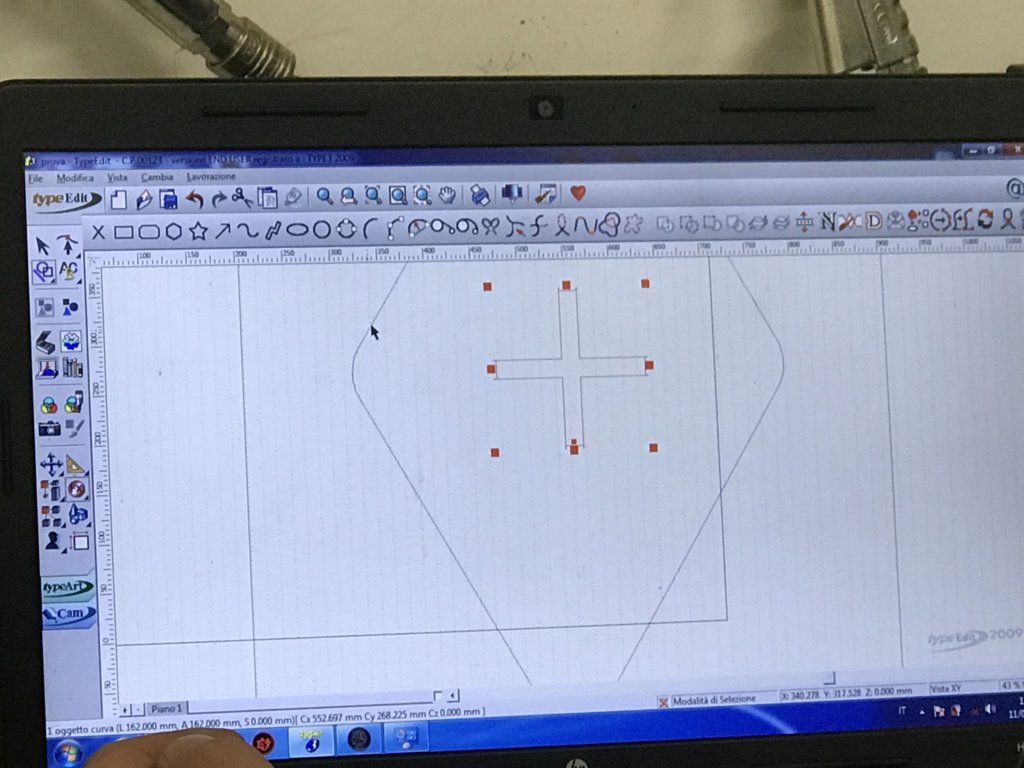
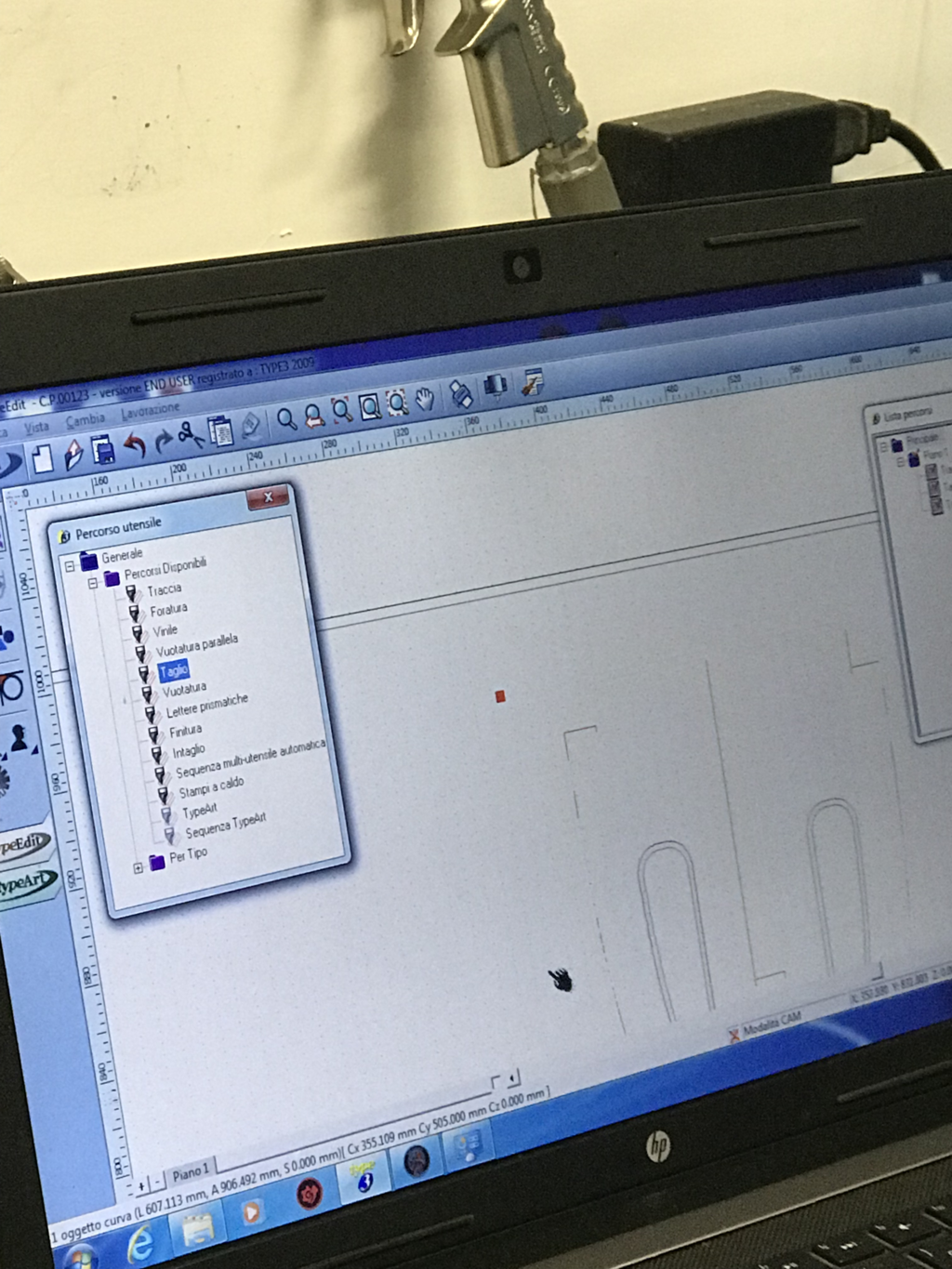
TypeEdit¶
1st I uploaded the final DXF files on TypeEdit.
2nd I respectively grouped the internal and external traces
3rd I set a cut steps with depth of 5 mm for a total thickness of 20 mm to cut properly each layer of the sheets.
4th Then I set a cutting speed of 600 millimeteres/minute with 9000 RPM due to cut slow and properly this OSB material.
5th And I set the cutting process from the interior curves to the external curves.
Type-Edit shows real time G-code, but I couldn’t get it so I uploaded only the .dxf file.
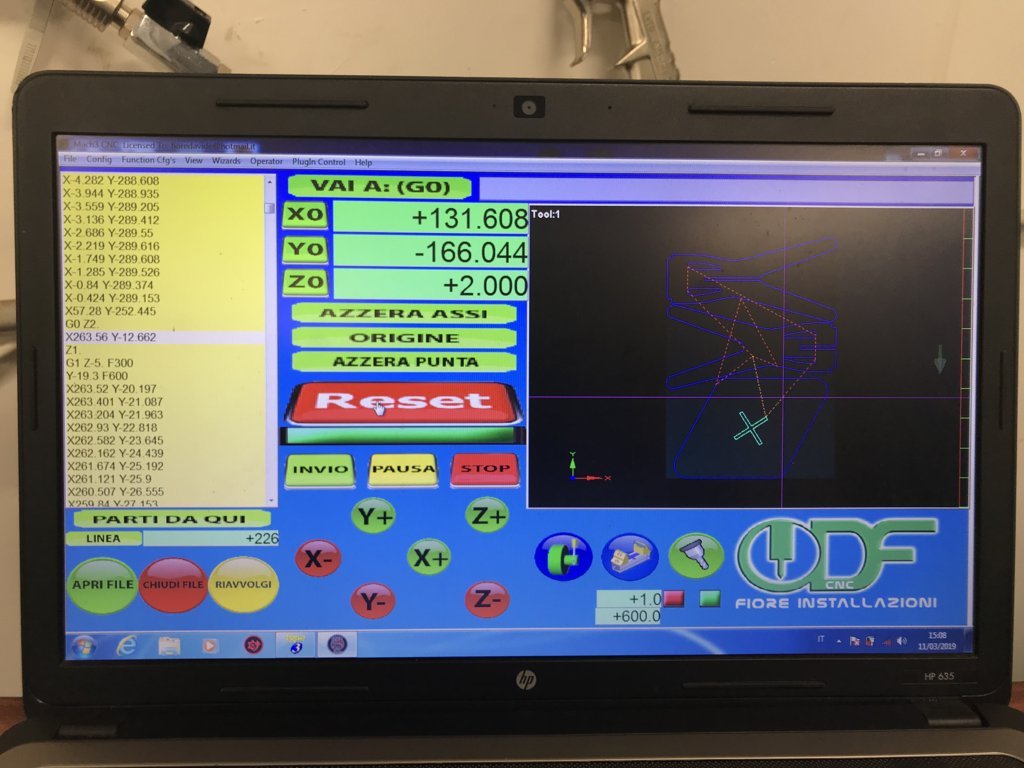
DF 6090 handcrafted cutting machine¶
I cut a OSB with a thickness of 20mm.
1st Then I put the cutting sheets on a sacrifical metarial in the limits of the default cutting plane of the machine;
2nd Then I fixed the OSB sheet to the perforated plane of the machine with metallic supports and screws.
3rd And to start the cutting process I had to defined manually the centre of the cutting area on the machine setting it in the software too, using a connected magnetic sensor of the machine.
4th And I set the right end mill, composed of tungsten steel with a size of 8mm, with 3 flutes and for a total lenght of 60 mm.

4th After, I started process on the software and I constantly removed the dust. I changed the first cutting sheet and I positionated another one; I cut the legs of my assembling table using the same parameters and so I completed this cutting process.
The sotware automatically generates the g-code in real time.



Fixing deburrings and joints issues¶
I checked the joints and cleaned the table removing all the the deburring with rasps.

