8. COMPUTER CONTROLLED MACHINING¶
Goal¶
Make (design+mill+assemble) something big.
Do¶
Well for this assignment I decided to make the structure of my final project. I will do the Drink Mixing Machine .
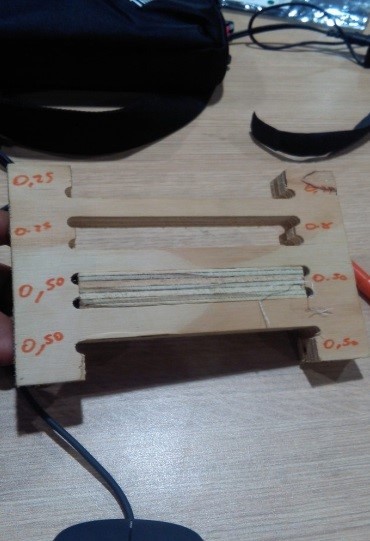
First I did a tolerance test to be able to design the house, remember we will use press fit, not bolts. As you see the proper tolerance for the type of material we use MDF , is 12 mm in width.

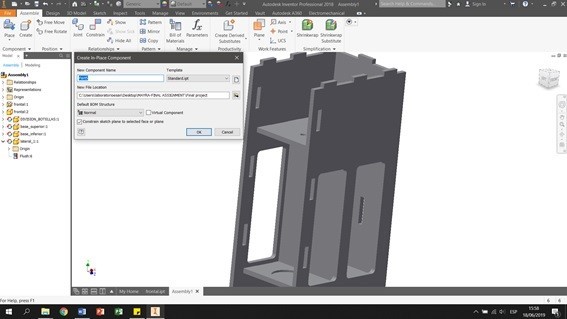
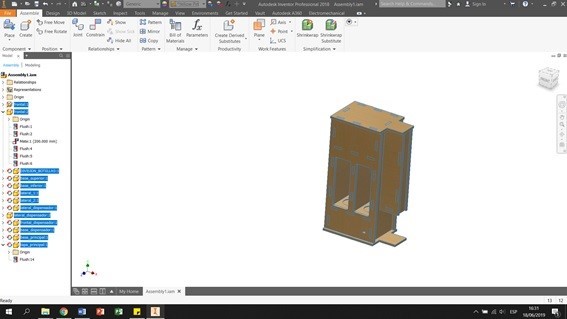
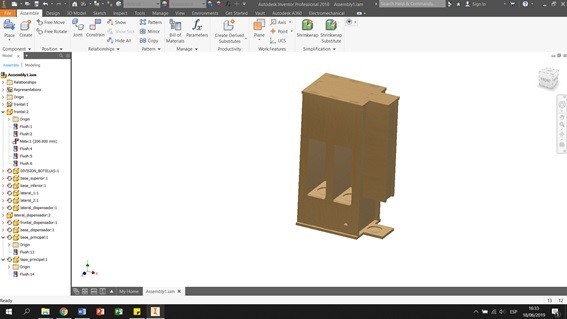
Then , I use Autodesk Inventor to design the structure of the machine,I used as a reference the measurement of a glass bottle.
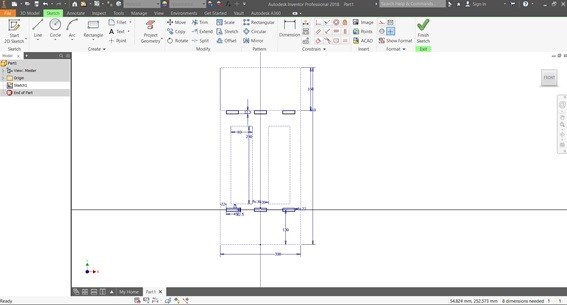
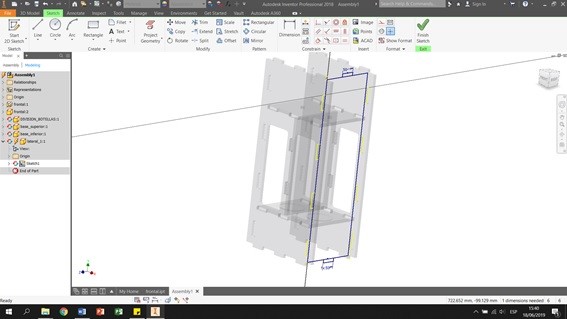
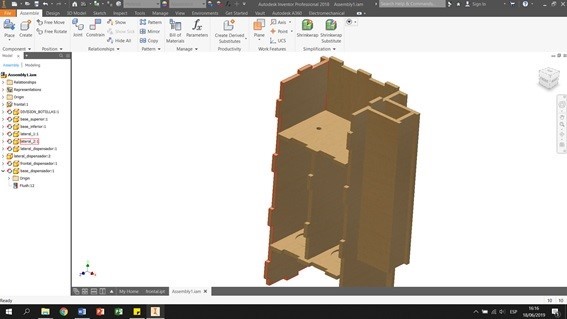
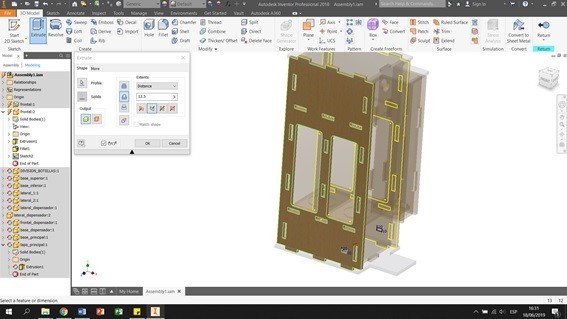
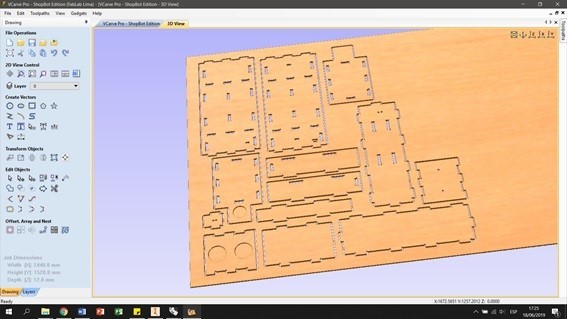
As you can see, with the option ASSEMBLY, we can see how the structure looks according to the advanced.
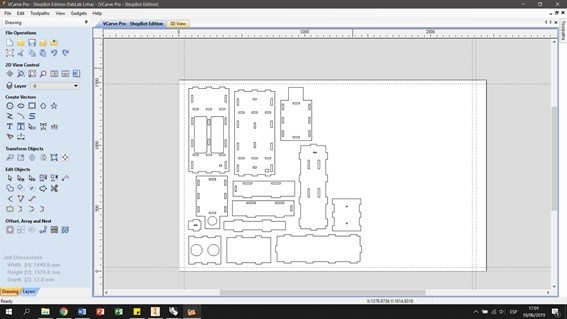
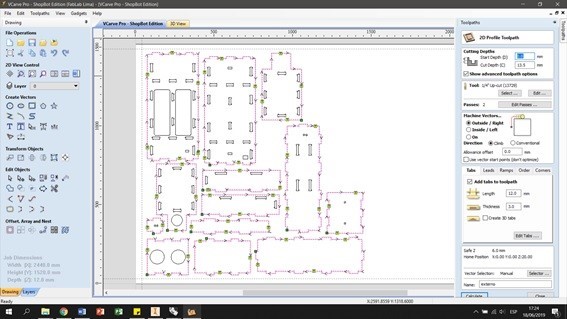
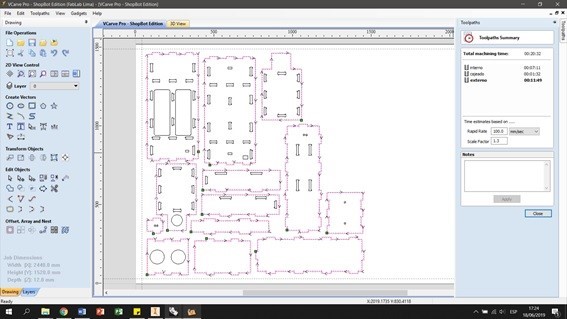
Then I use the program VCARVE PRO, which allows you to load your designs by exporting the face in DXF or DWG format, and configure the milling characteristics. For the operation I use a 1/4 inch.
As you can see, I set the characteristics of milling, cutting depth (1mm more than thickness), number of passes, type of milling cutter, internal cut, external cut, etc.
In the first configuration I use the PROFILE option (internal) to perform internal milling of the design.
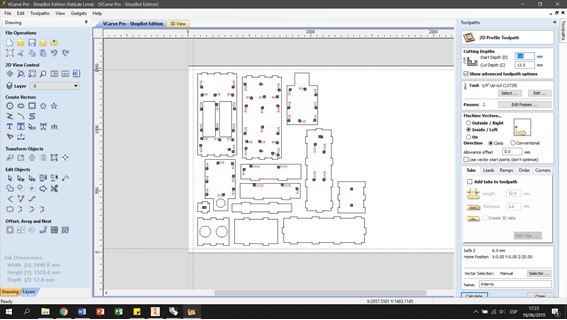
In the second configuration I use the POCKET option that allows you to make a recess of the material or “cajeado” according to the depth that is designated in the design, In this case apply 5 mm of depth to simulate the blocks of wood.
PARAMETERS MILLING¶
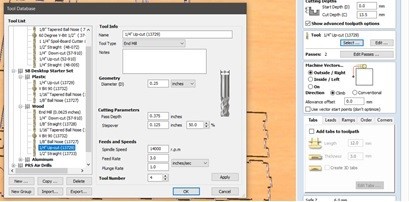
For the machining process, the following milling parameters must be set: - SPINDLE SPEED:
14000 RPM
- TOOL:
mill 1/4 inch Up cut, this tool will be used as it will work with MDF 12 mm and a higher resistance of the material is required.
- PASSES:
3 passes, each time the mill makes one pass, it will reduce 5 mm of material, which is within the limits of the tool
- FEED :
The feed used is 2 inch / sec The speed of descent (height) the spindle each time you make a pass is 1 inch / sec. These values are by default in the program Vcarve where we configure the paths of the design, which are configured automatically choose the tool or mill to use in a certain material, in this case WOOD.
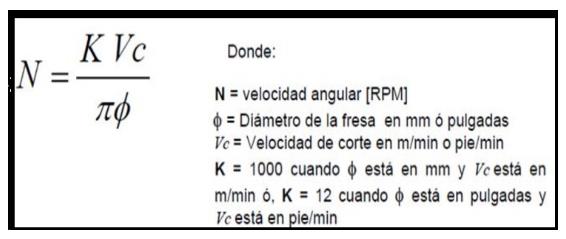
These values can be checked theoretically if we apply the formulas.
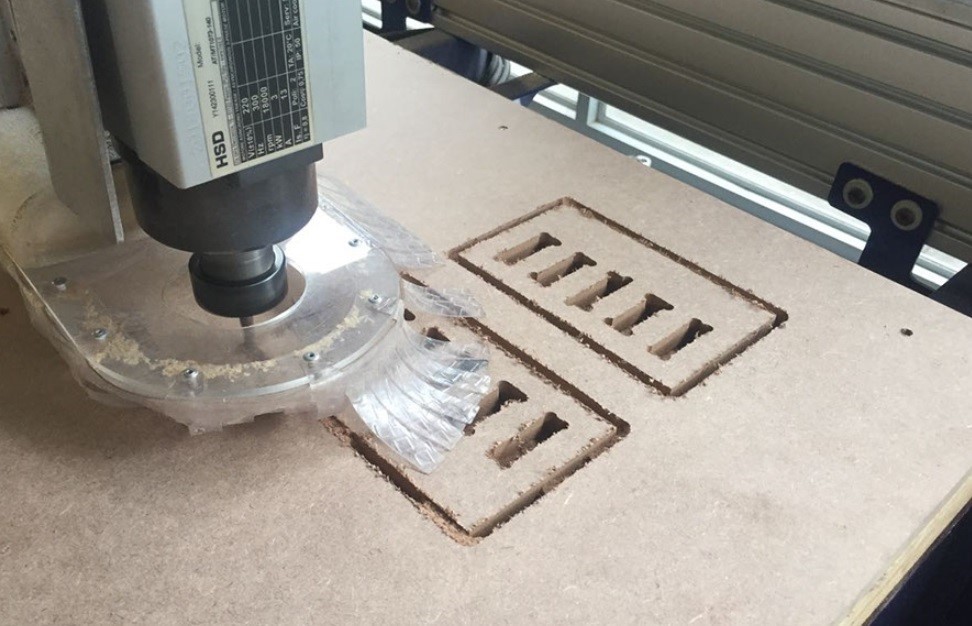
I had to adjust the mdf plate with the drill and bolts

Before starting the milling process, it is necessary to calibrate the machine, for this we first perform the zero “Z”.
Which is where the spindle regulates the height and detects the cut start point.

Then, the zero “XY” is done, which is where the machine places the spindle in the corner of the bed.

As a lesson learned, it is important to note that the file is loaded first, then the spindle is turned on, then the extractor is turned on and finally the command is executed.


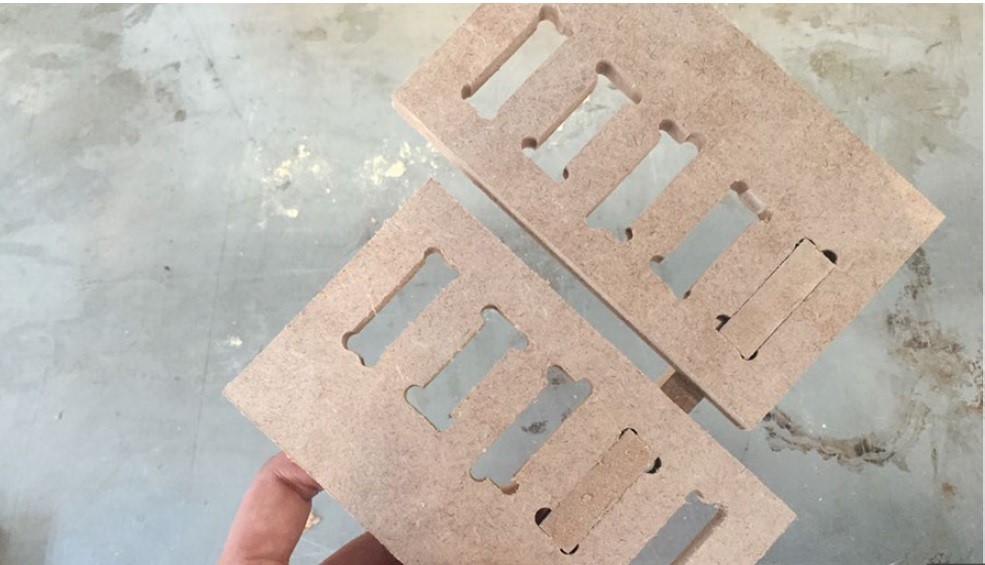
Then remove the milled parts.

Also use a rubber hammer to assemble the PRESSFIT.


And finally, this is my final structure

You can download the file by clicking on the bullet.