13.Molding and Casting¶
Group assignment¶
This week was quite interesting. Ashot told us a lot of interesting information how we can cast iron and plastic polymers moulds.

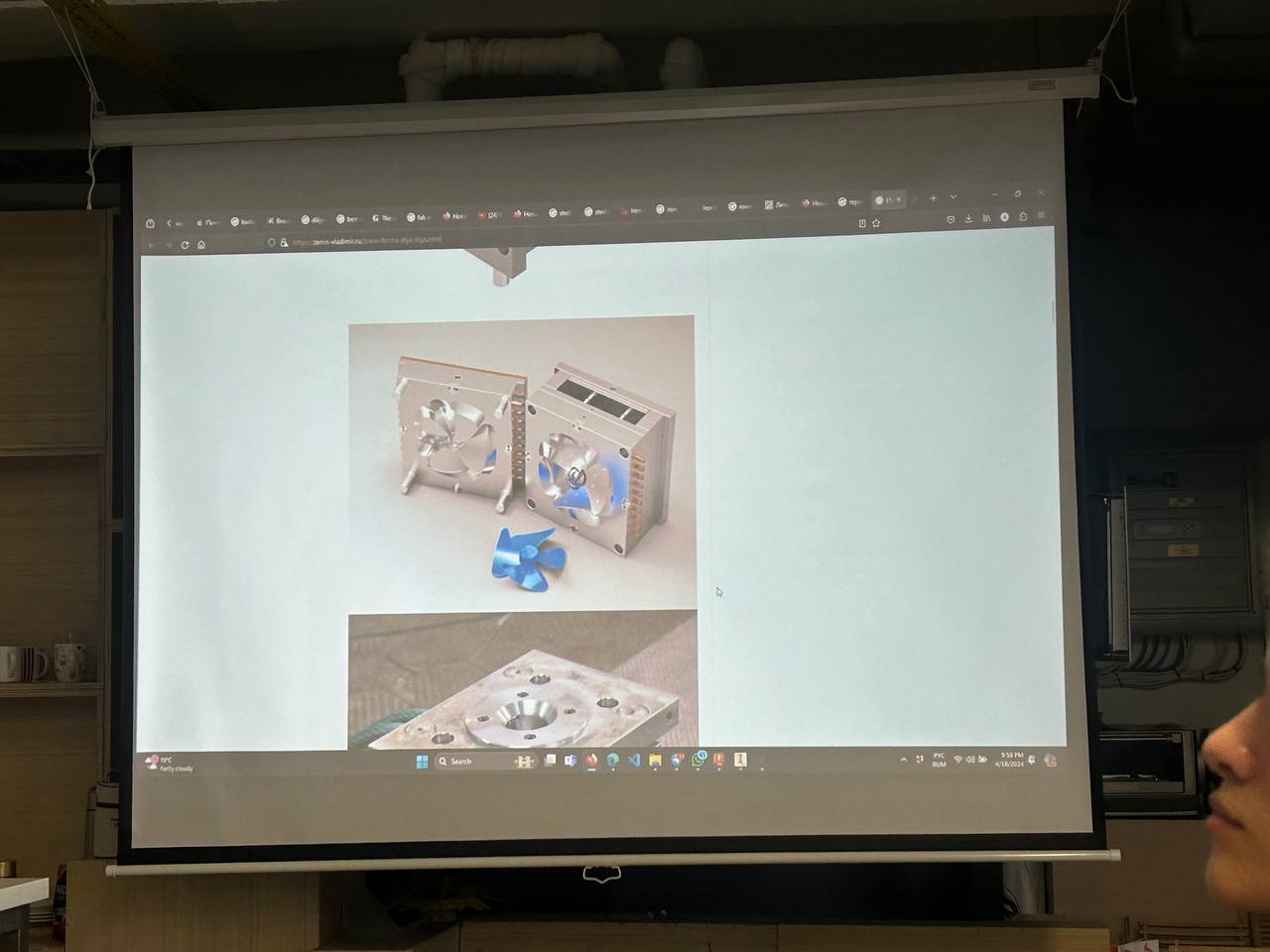
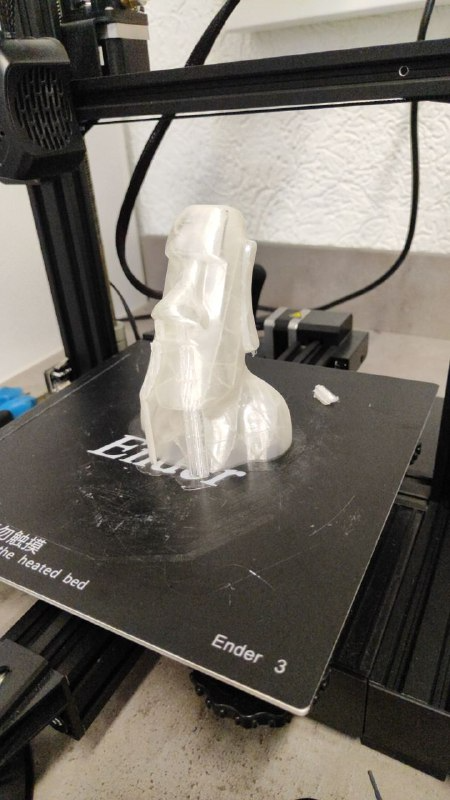
After that we discuss what we can make for our individual assignment. He suggested interesting things. And it helped me a lot. We visited also his metallurgical plant where we made our projects. Ashot made for us presentation and also show videos of iron casting process. He also suggested to try iron casting with 3D printed pattern. We decided to test how it would look like when PLA filament melt as we pour the mold with iron . Here is the result and steps.



During our visit he introduced us all machines and processes that they use in iron casting process.
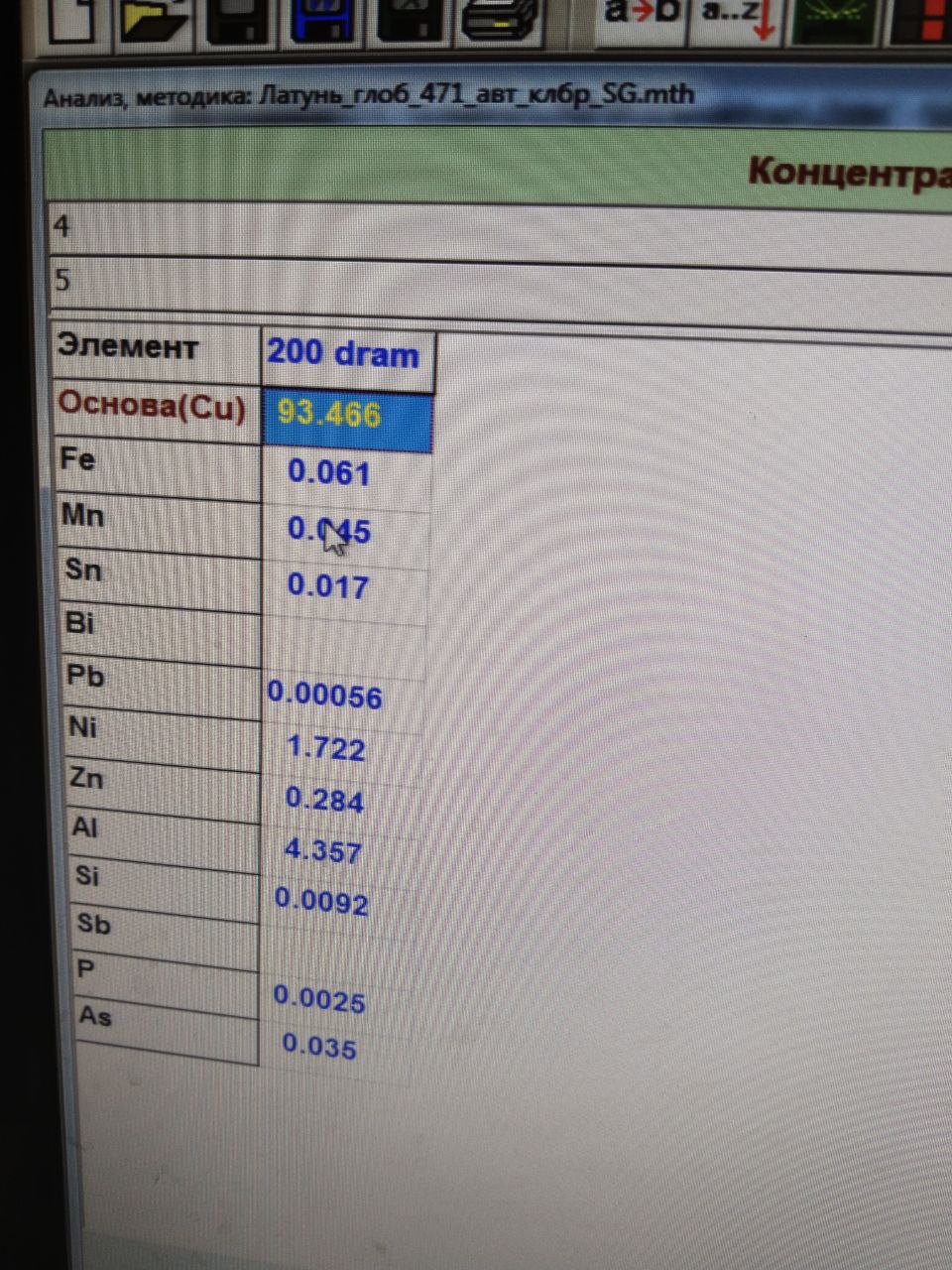
We also saw the machine that diagnose the material compound. It performs spectral analysis. It has libraries for each metal and detects components of material and the values.

We tested the machine work with 100 and 200 Dram coins.

Here is the result of analyze.
Individual assignment¶
I did sand casting. It is a casting process by which sand is used to create a mold, after which liquid metal is poured into this mold to create a part.
What is sand casting¶
The first step in the sand casting process involves fabricating the foundry pattern – the replica of the exterior of the casting – for the mold. These patterns are often made from materials such as wood or plastic and are oversized to allow the cast metal to shrink when cooling. They are used to create the sand mold for the final part, and can potentially be reused depending upon the pattern material. The second step is the process of making the sand mold from these patterns. The sand mold is usually done in two halves, where one side of the mold is made with one pattern and another side is made using the other pattern. The top part of the mold is known as the “cope” and the bottom half is the “drag”, and both are made by packing sand into a container (a “flask”) around the patterns. We must firmly pack the sand into each pattern to ensure there is no loose sand, and this can be done either by hand or by machine. After ramming, the patterns are removed and leave their exterior contours in the sand, where manufacturers can then create channels and connections into the drag and a funnel in the cope. These gates/runners are necessary for an accurate casting, as the runners and gates allow the metal to enter every part of the mold.
Modeling with Autodesk Fusion¶
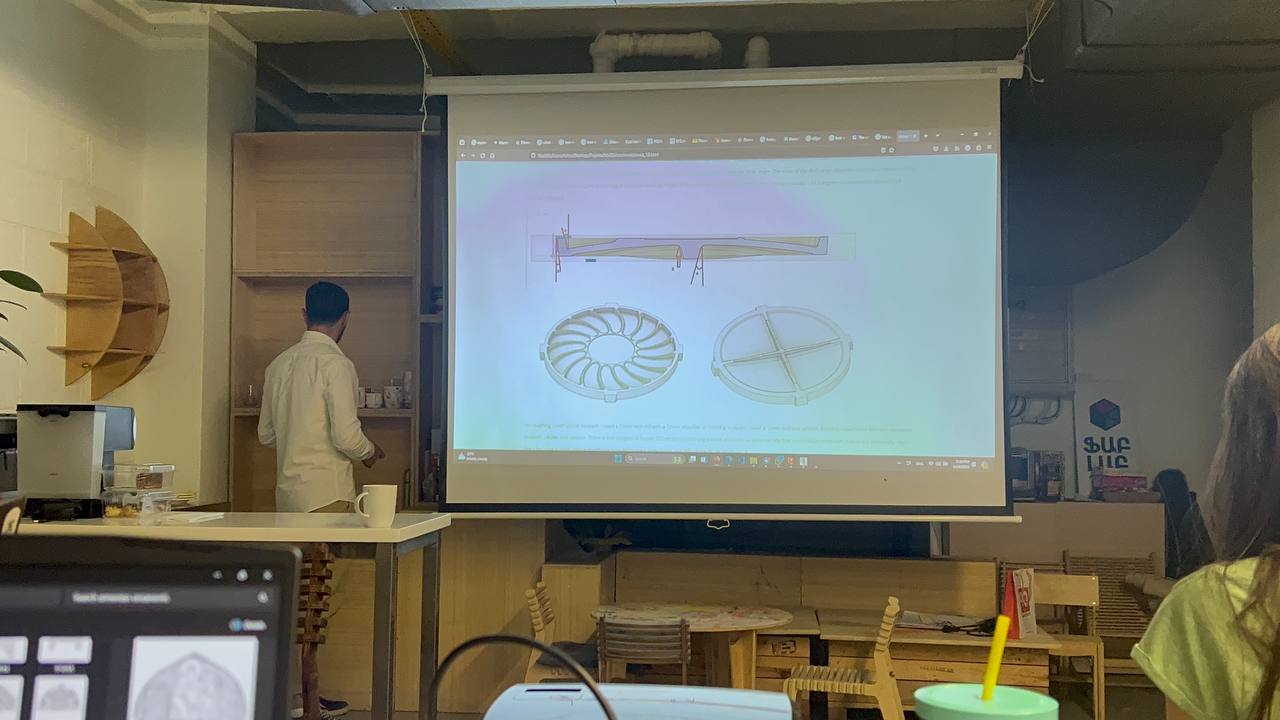
Also as I mentioned we can also create pattern with wood I decided to make frying pan . This time I made 3D model with Autodesk Fusion. At first I watched some tutorials and when I had questions about tools I asked Ashot. As it have user-friendly interface I started modeling. Here is a step by step video how I designed it.
CAM process¶
After that I generated Gcode. For that we need to navigate to the MANUFACTURE section.
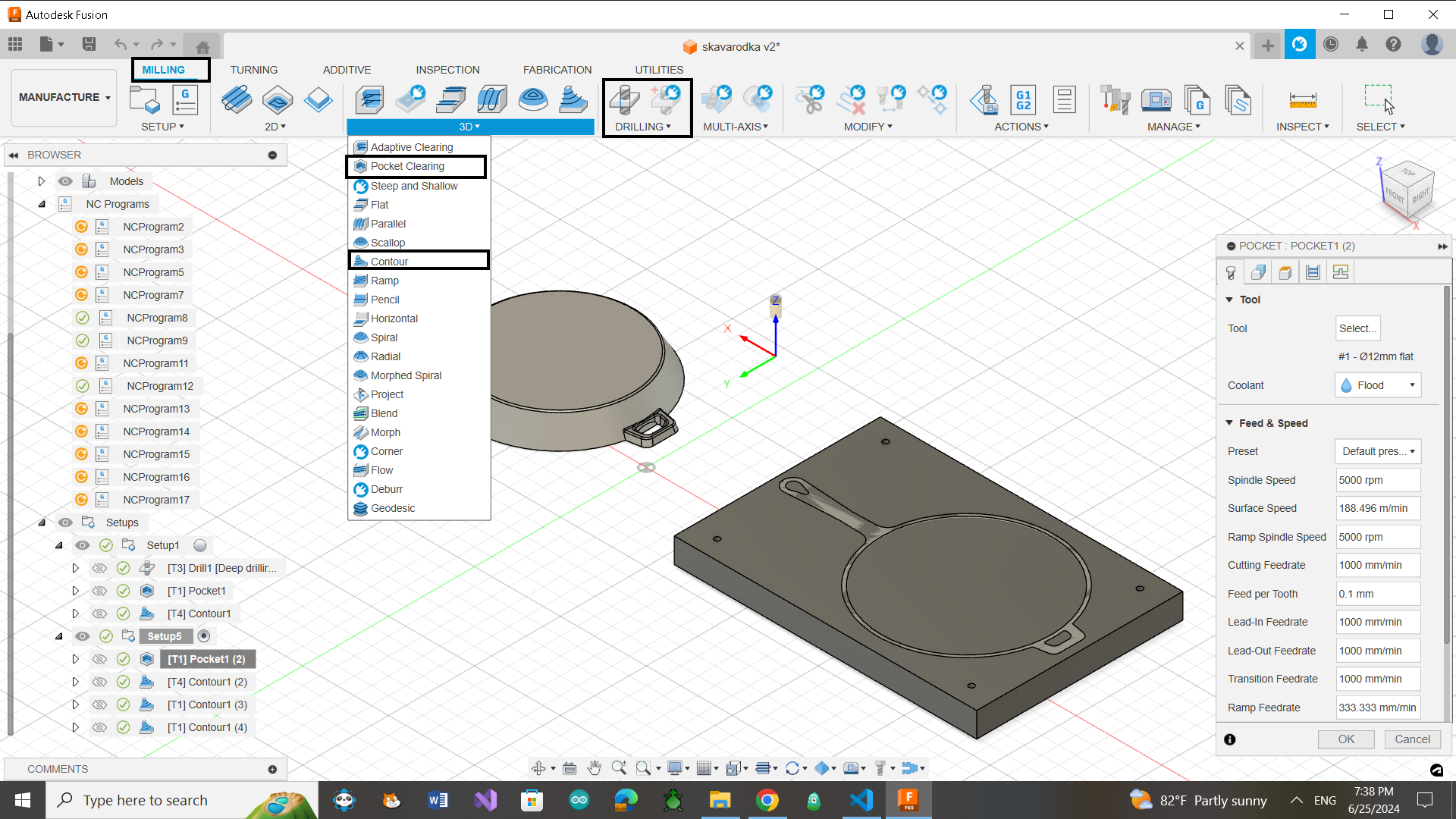
And create a 2 Setups for my pan 2 sided. Here are all milling toolpaths for my model. First I created toolpath for holes and rough and after that for finishing. Here is how I chose toolpaths.
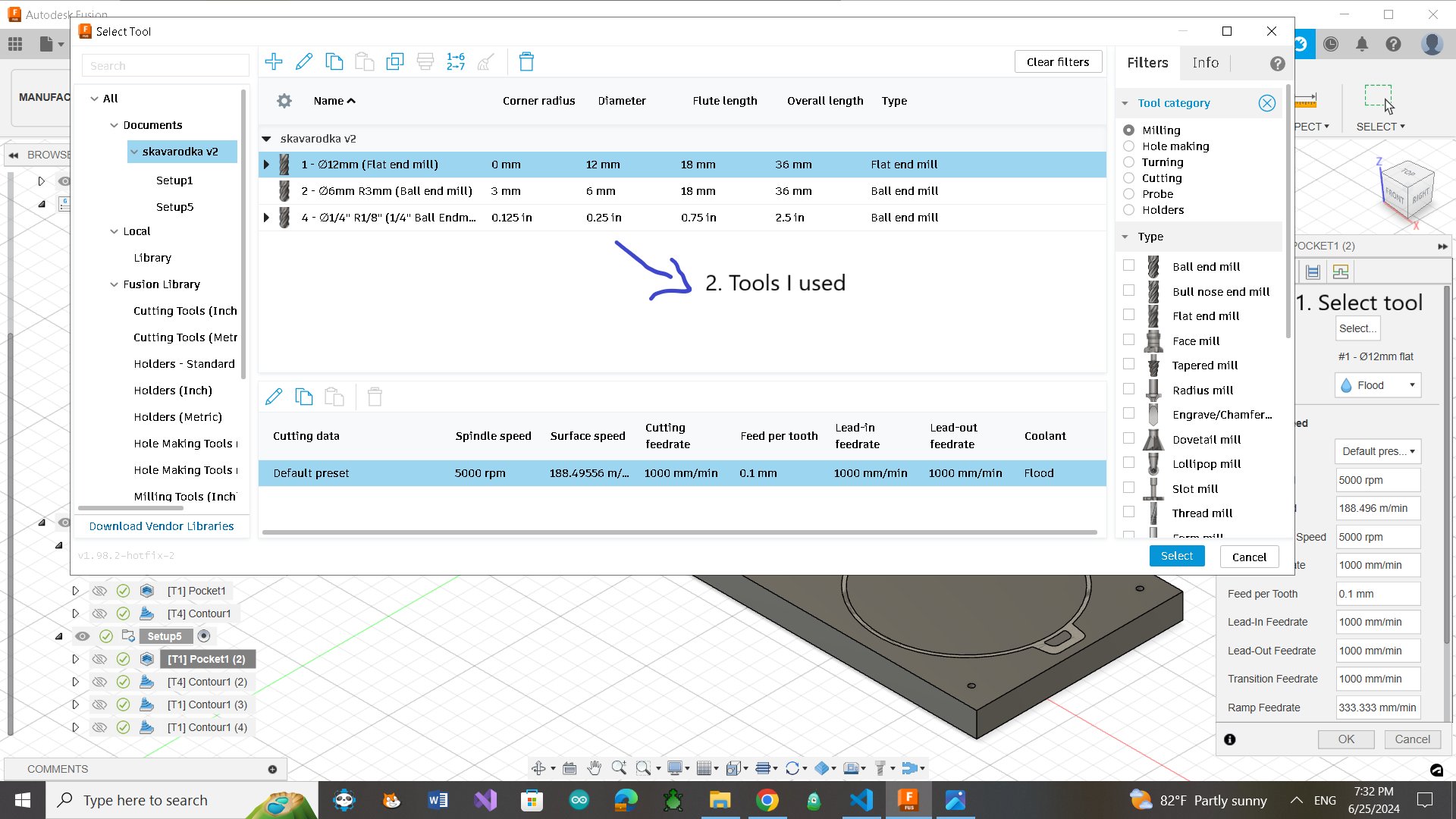
Here are how I chose the tool for my toolpaths.
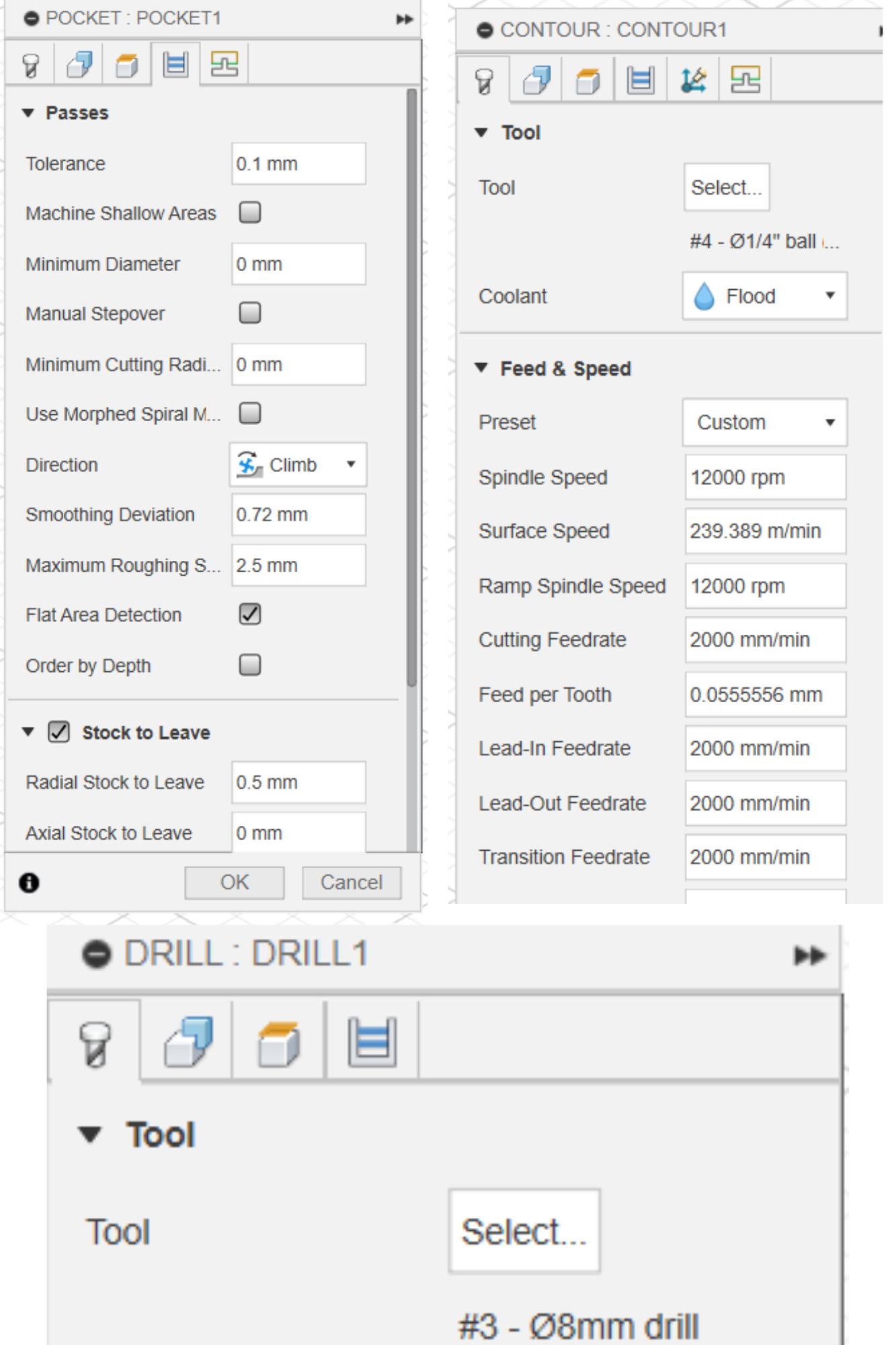
Here are the tools properties for first Setup.
And for second Setup.
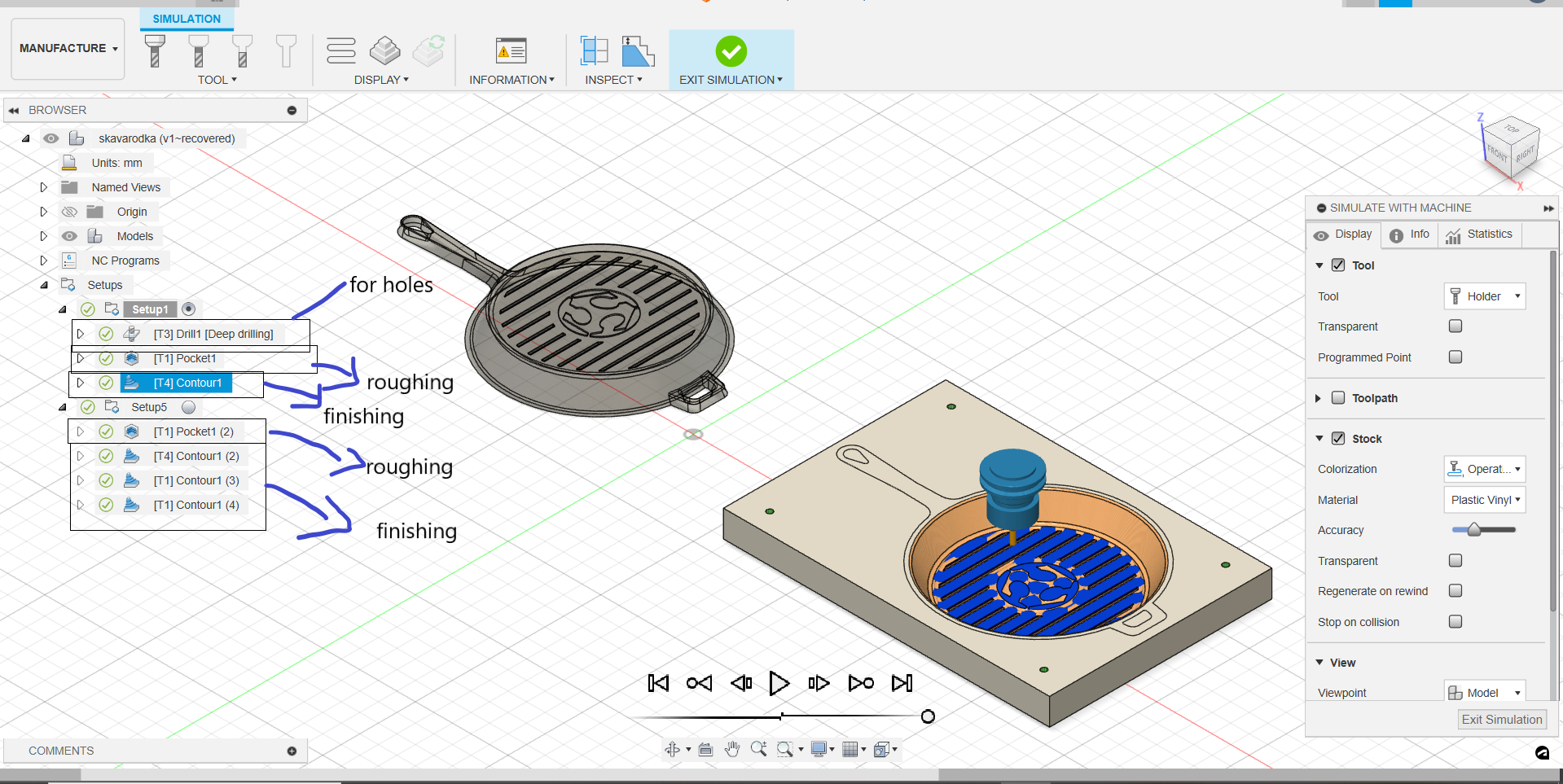
After I created all toolpaths first I simulated it to understand how it works and then I created NC code.
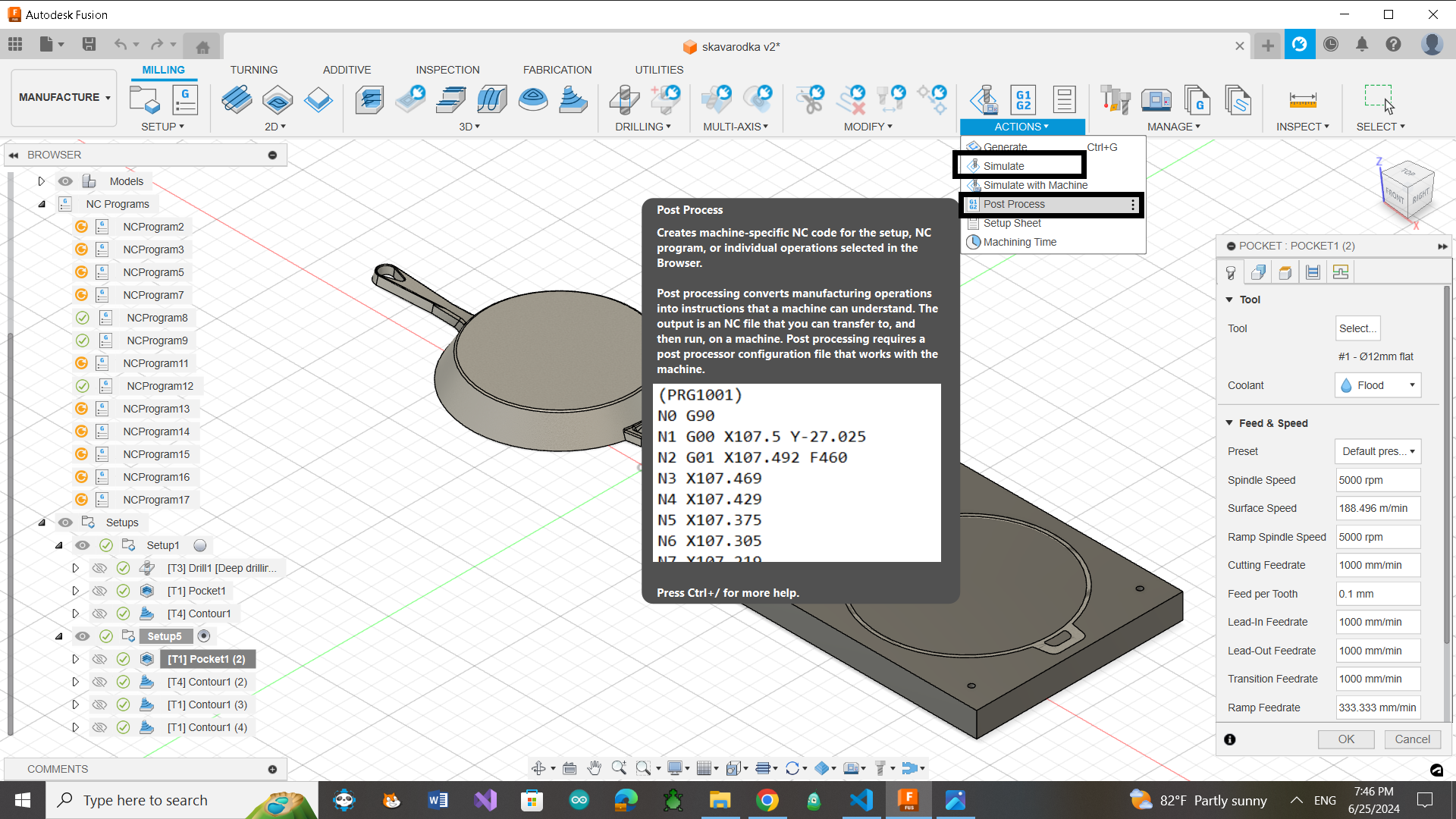
For that I selected CNC machine in my case ShopBot CNC.
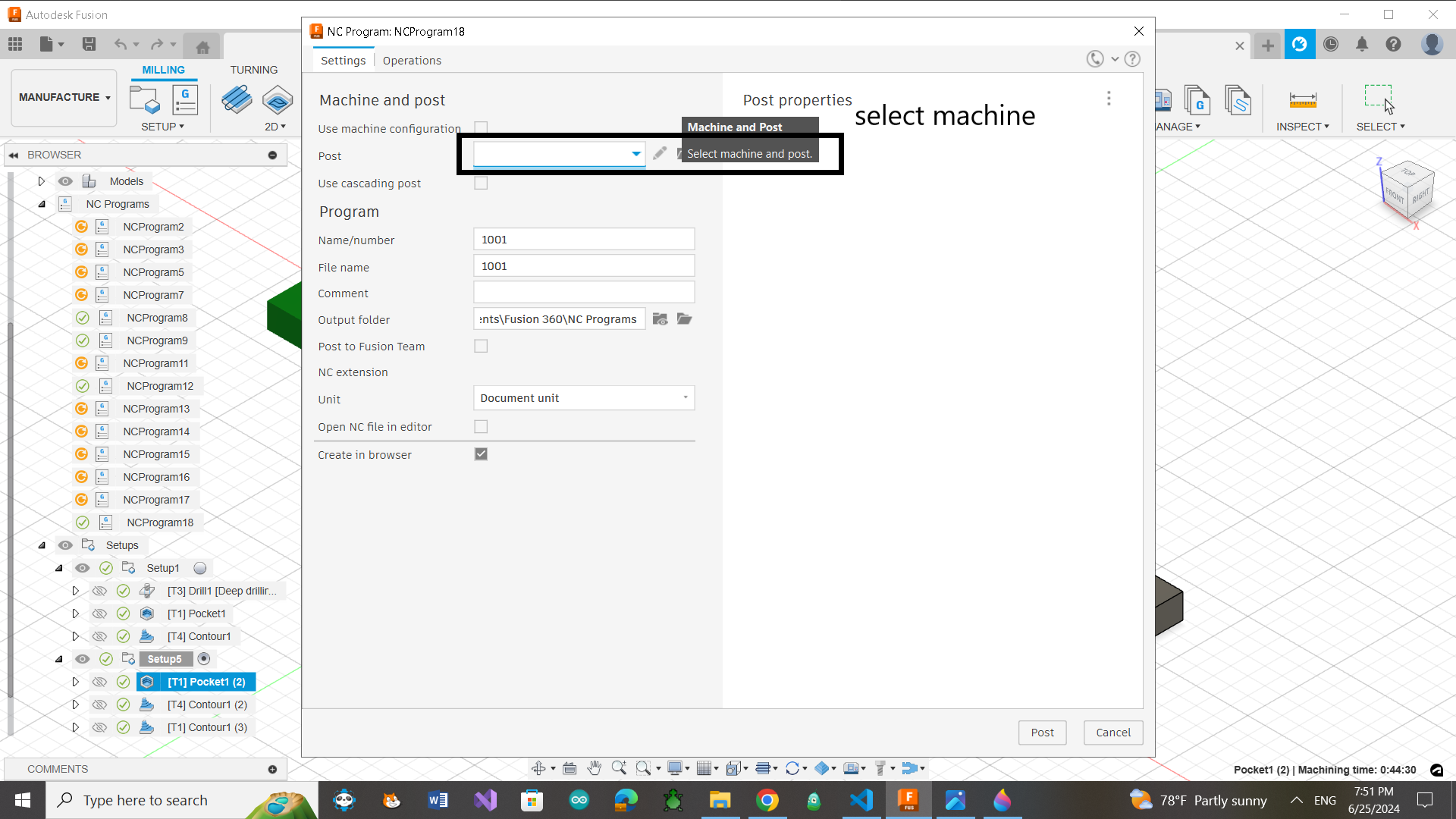
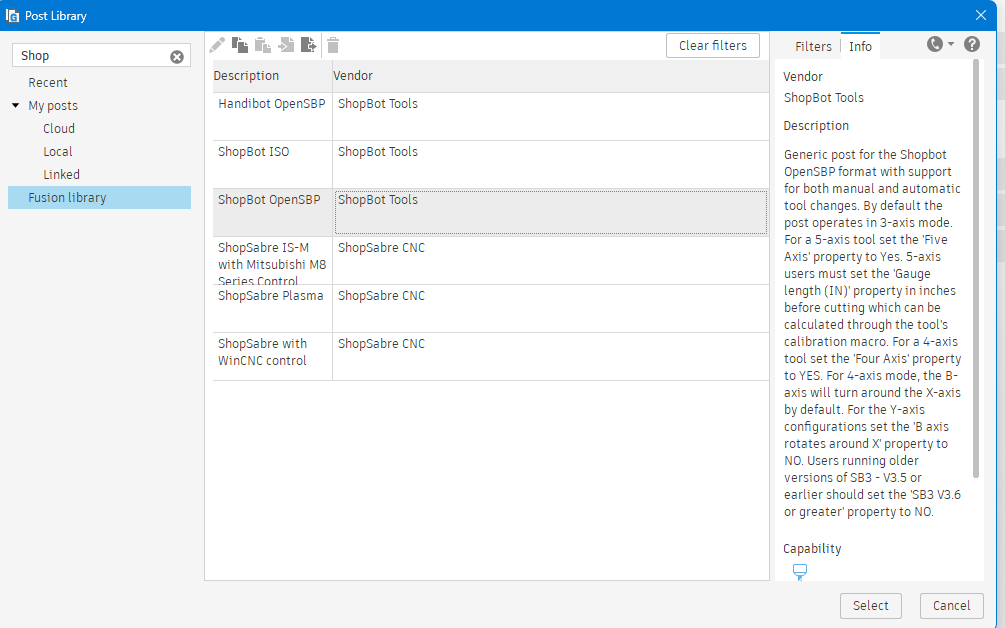
After that I selected ShopBot OpenSBP and clicked Select button.
Also gave the name and selected Post button.
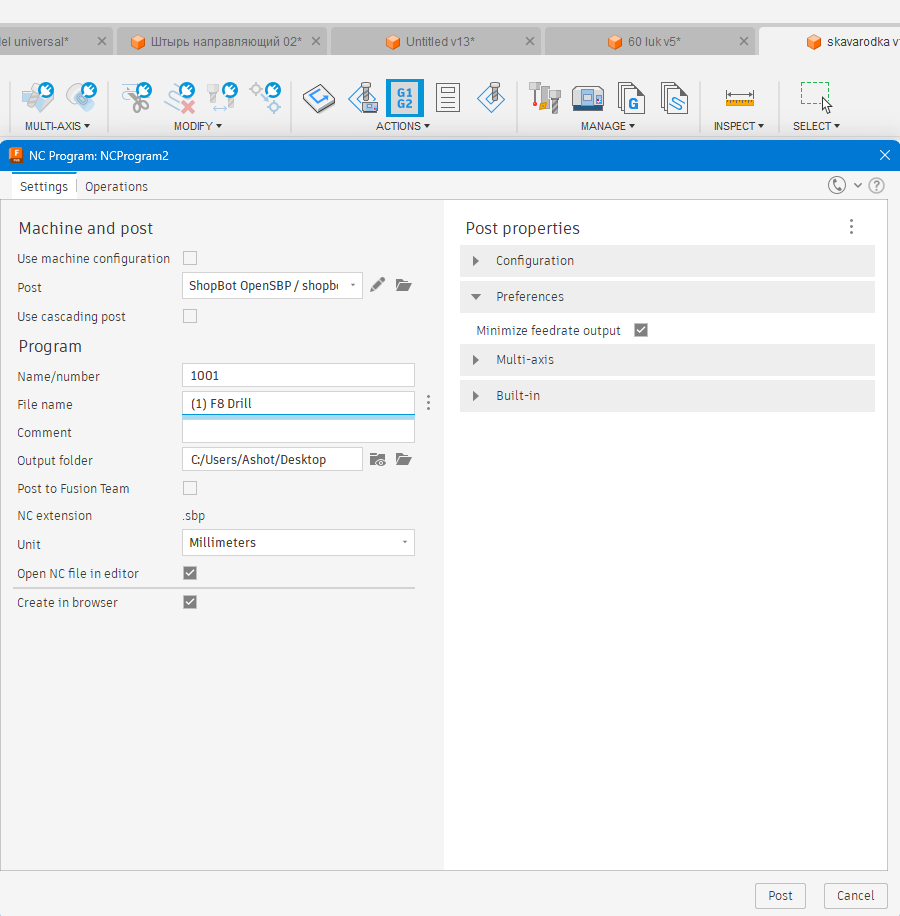
I did it for all my toolpaths.
Milling and preparing process¶
And when all toolpaths were ready I started milling process. I used 36mm MDF. I glued 2 18mm MDF together, because we didn’t have the 36 mm material. Here is the pictures from milling process.
Here is one side of my pan.

Here is the opposite side of pan.

And here is the result at the end of the milling.

I sand the pan with sandpaper after that primed with polyurethane primer to prevent it from absorbing moisture.

Here is the finished pattern.

Molding and casting¶
After my pattern was ready we went to the factory creating my frying pan with cast iron.
At first we learnt about safety rules at the factory and that we need to wear helmet and gloves, that would protect us from injures.
Then we started casting process. I have positioned the pattern on flat surface and put flask top of it.
 Then I spread the graphite on surface between model and sand.
Then I spread the graphite on surface between model and sand.
 After filling the sand the sand needs to be pressed.
Then the flask was removed.
After filling the sand the sand needs to be pressed.
Then the flask was removed.
 Then was created gating system for filling the metal.
Then was created gating system for filling the metal.
 Here is the first part of the mold. The second part I did the same way.
Here is the first part of the mold. The second part I did the same way.
 After factory specialists poured the melted metal through the vessel
After factory specialists poured the melted metal through the vessel

And after removing casted model looks like this.

Factory specialists polished and removed unnecessary parts and thanks to them my model look like this.

I want also remove the rust when I will have enough time. I am trying to find the easy and less time consuming way.
Conclusion¶
This week was quite interesting. I learnt a lot of new things about molding and casting and how to prepare mold for casting process. Learnt a lot about sand casting. And it was great experience because I did almost all casting process by myself.