12. Moulding and Casting¶
This week we had an incredible guest: a former Fab Academy student
Ashot Margaryan, who currently works in a steel factory and possesses extensive knowledge about various molding techniques.
 Collaboration is key to a well-rounded learning experience in Fab Academy, and Ashot Margaryan ‘s involvement in this year’s “Molding and Casting” week is a testament to that.
Collaboration is key to a well-rounded learning experience in Fab Academy, and Ashot Margaryan ‘s involvement in this year’s “Molding and Casting” week is a testament to that.
 As a student of the 2020 Fab Academy program and a professional in the metal processing industry, Ashot’s experience and expertise provided valuable insights for new students and helped bridge the gap between theory and practical applications, providing a more holistic understanding of the subject matter: from part modeling to mold making and metal melting.
As a student of the 2020 Fab Academy program and a professional in the metal processing industry, Ashot’s experience and expertise provided valuable insights for new students and helped bridge the gap between theory and practical applications, providing a more holistic understanding of the subject matter: from part modeling to mold making and metal melting.
 This kind of collaboration inspire innovation and creativity, and helps to foster a stronger sense of community within Fab Lab Armenia, as students from different backgrounds and experiences can bring fresh perspectives to the table.
This kind of collaboration inspire innovation and creativity, and helps to foster a stronger sense of community within Fab Lab Armenia, as students from different backgrounds and experiences can bring fresh perspectives to the table.
Safety¶
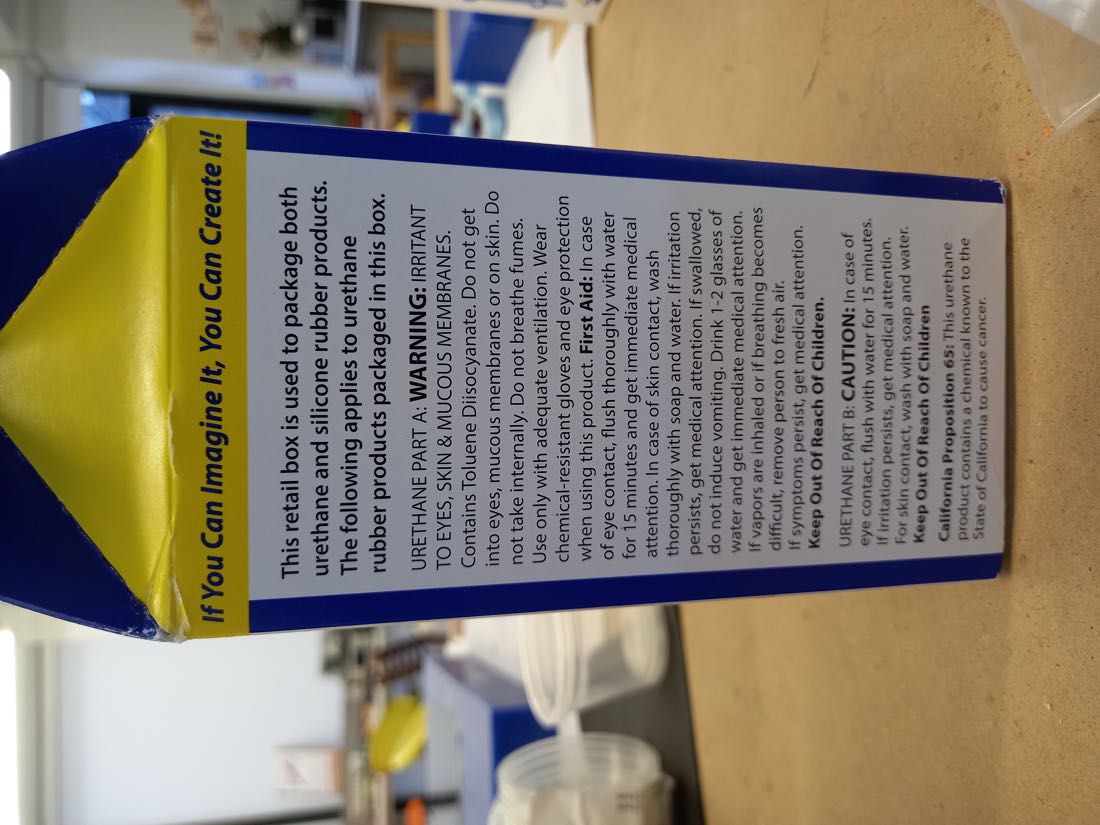
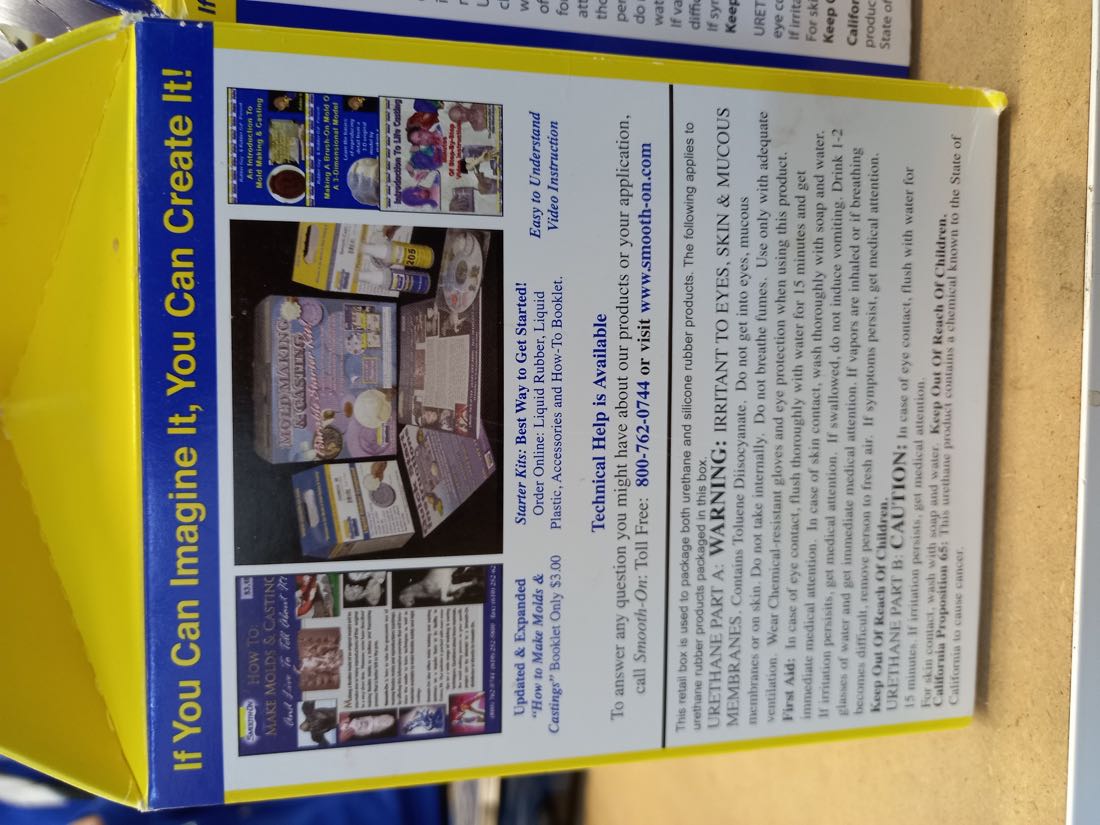
First of all, we started by getting acquainted with the safety guidelines of the products we would use.
We would test the PMC 121/30 DRY rubber:
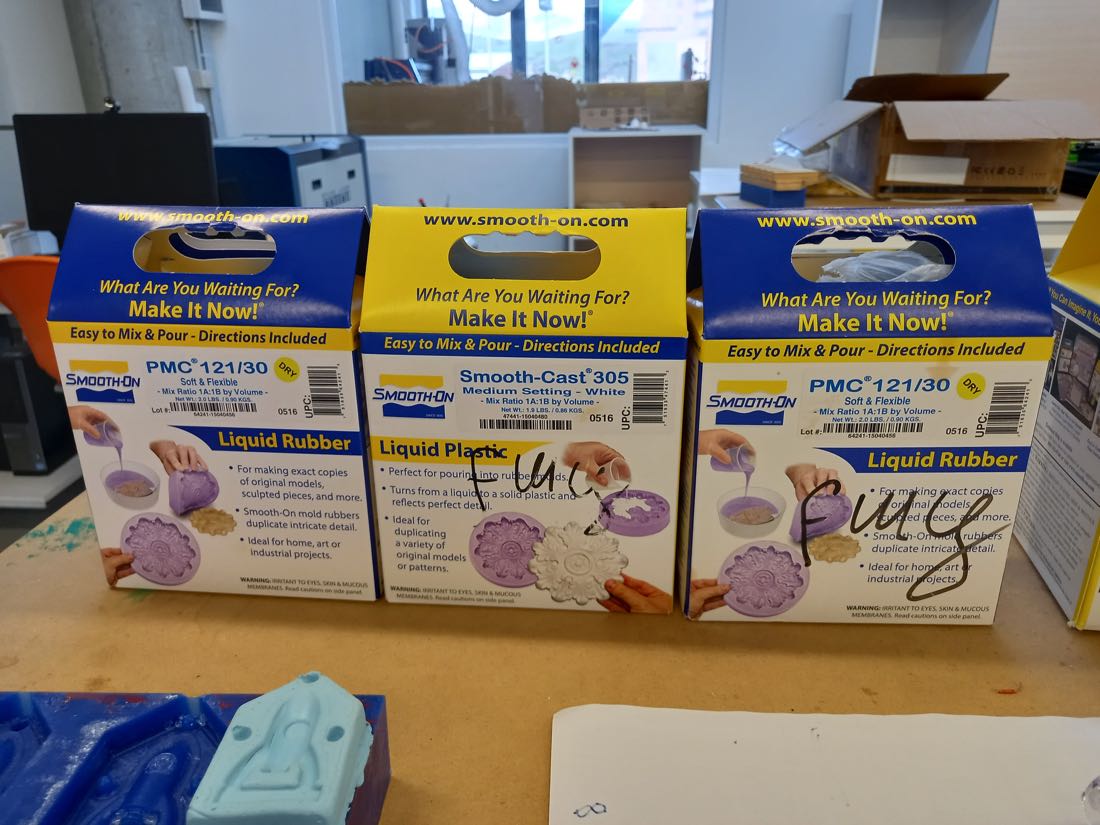
We read that it was irritant to any skin and mucous membrane, so we protected ourselves with glasses and gloves. We also would work in a well aerated room.
We would also try a mixture for molds that can withstand higher temperature: Mold Max60.
Since it was also irritant, we would use the same protective gears:
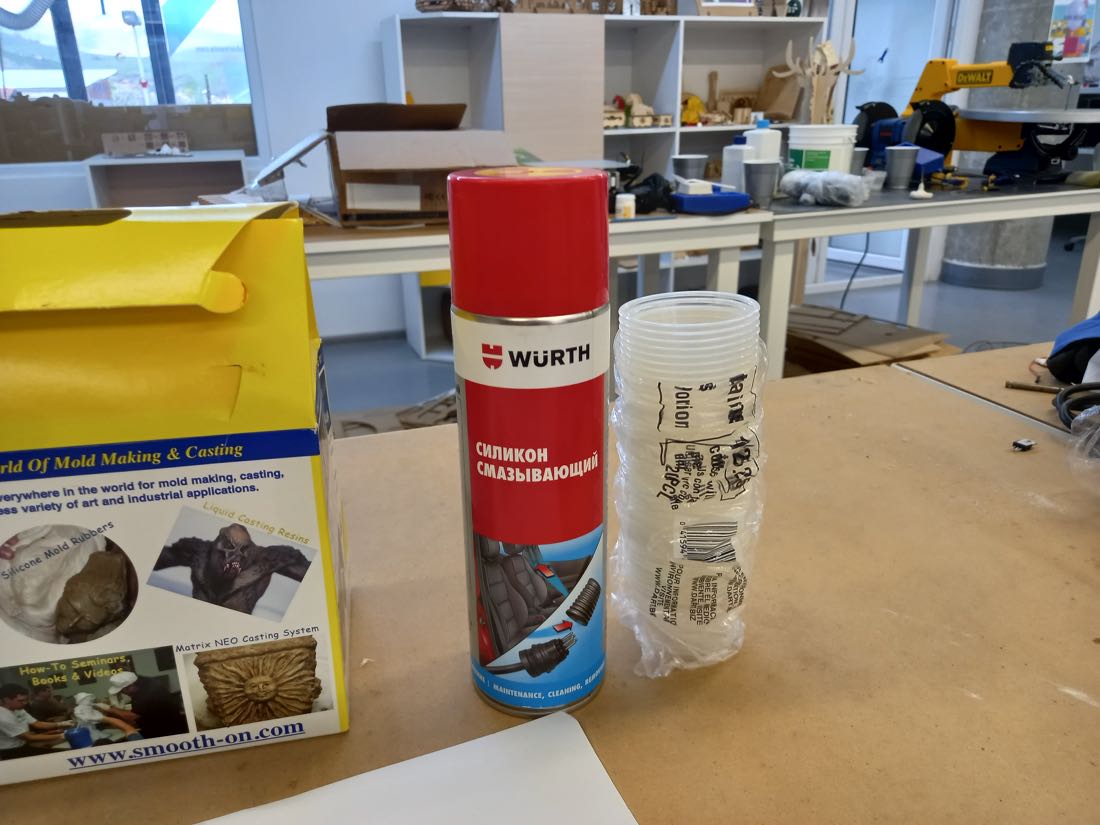
In order to make demolding easier, we used a silicon lubricant:
Casting¶
We also had some type of clay available. Since it wasn’t dangerous, we didn’t have to wear any protective gear.

We decided to try making a negative mold from one of the negative molds we had available
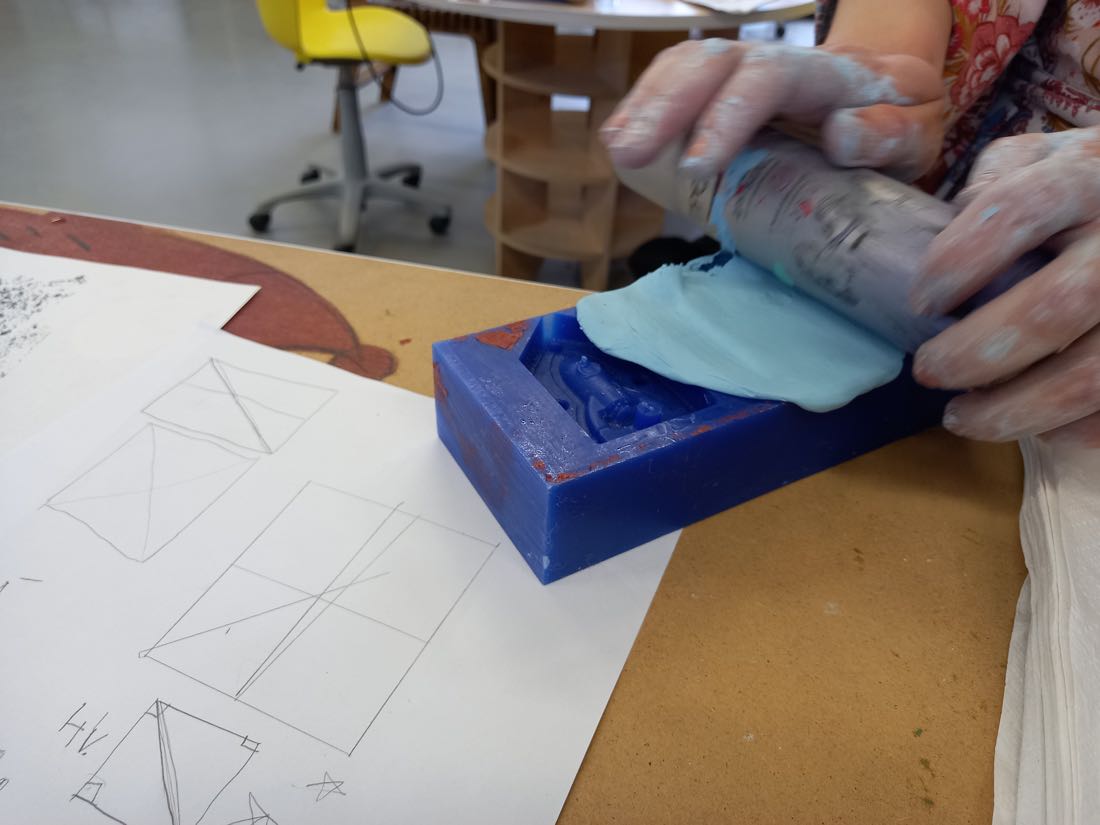
Here it is:

Mold Max 60¶
We then started to stirr the Mold Max 60 before using it. First part A:

And part B:

We had to mix 100 parts of A for 3 parts of B (mass scale).
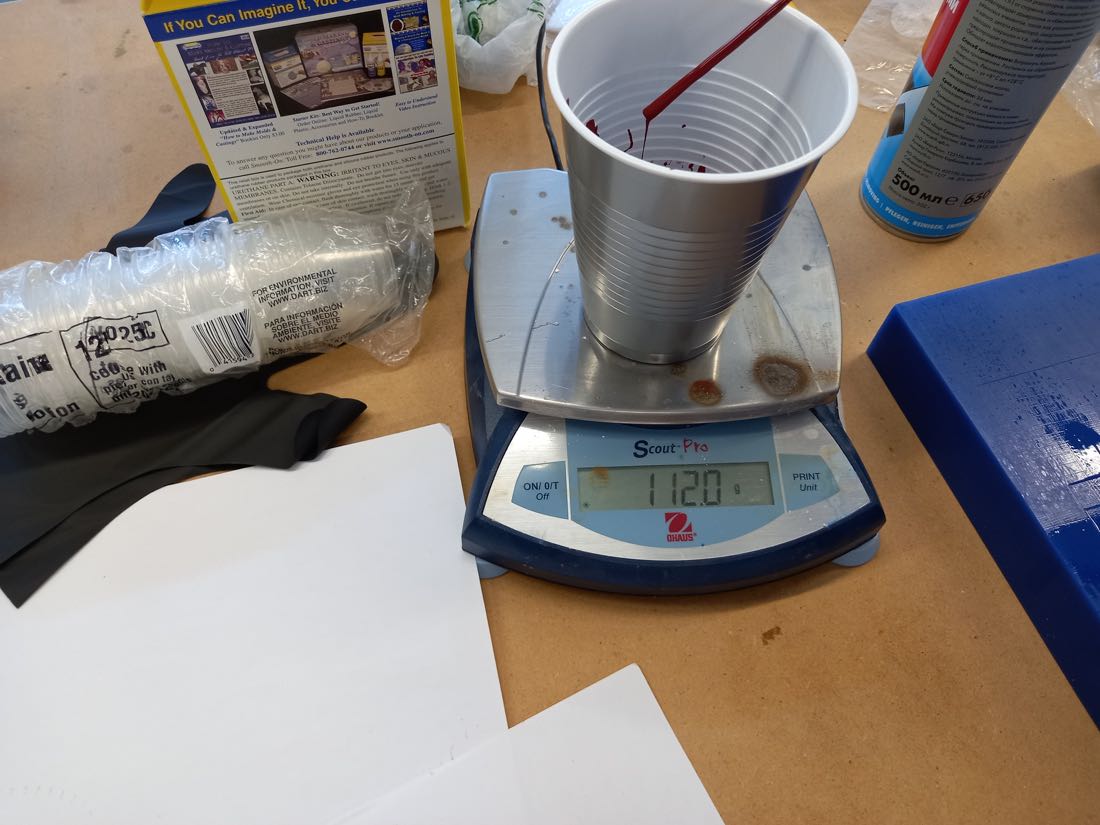
After mixing thoroughly, we could pour it into our mold.

PMC 121/30¶
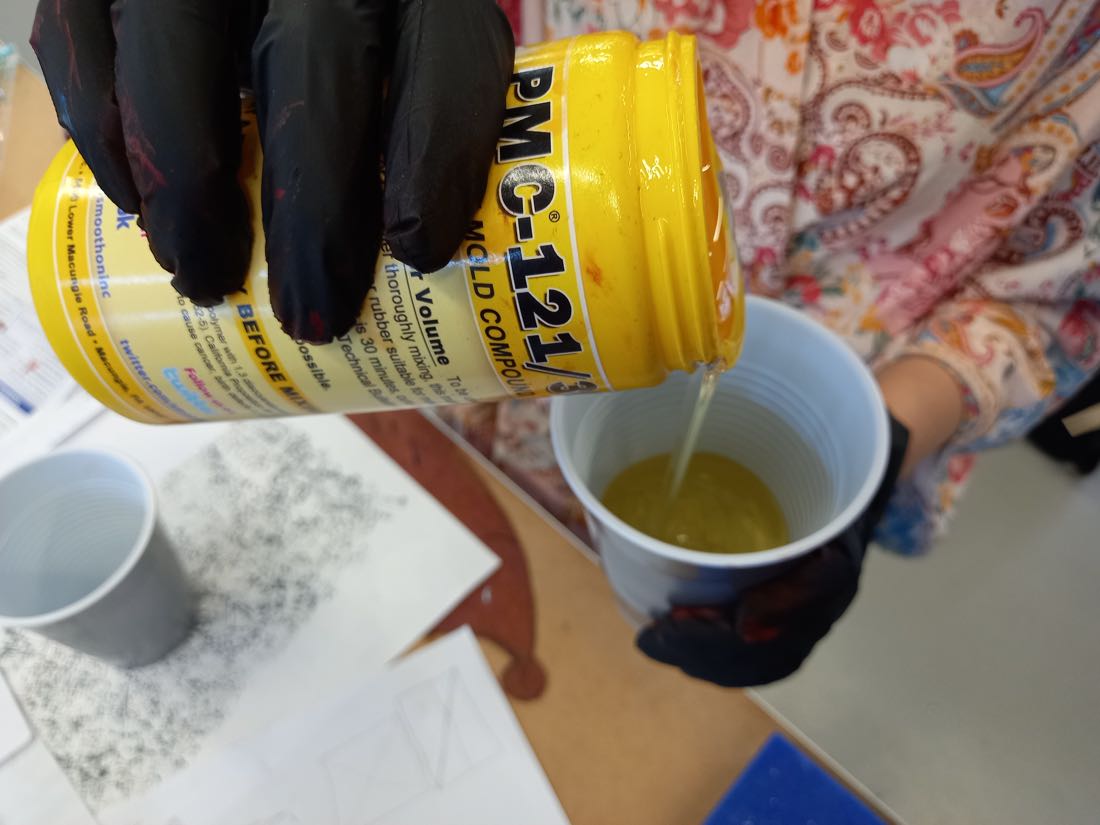
We then tried the PMC121/30 liquid rubber. It is also made out of 2 parts.
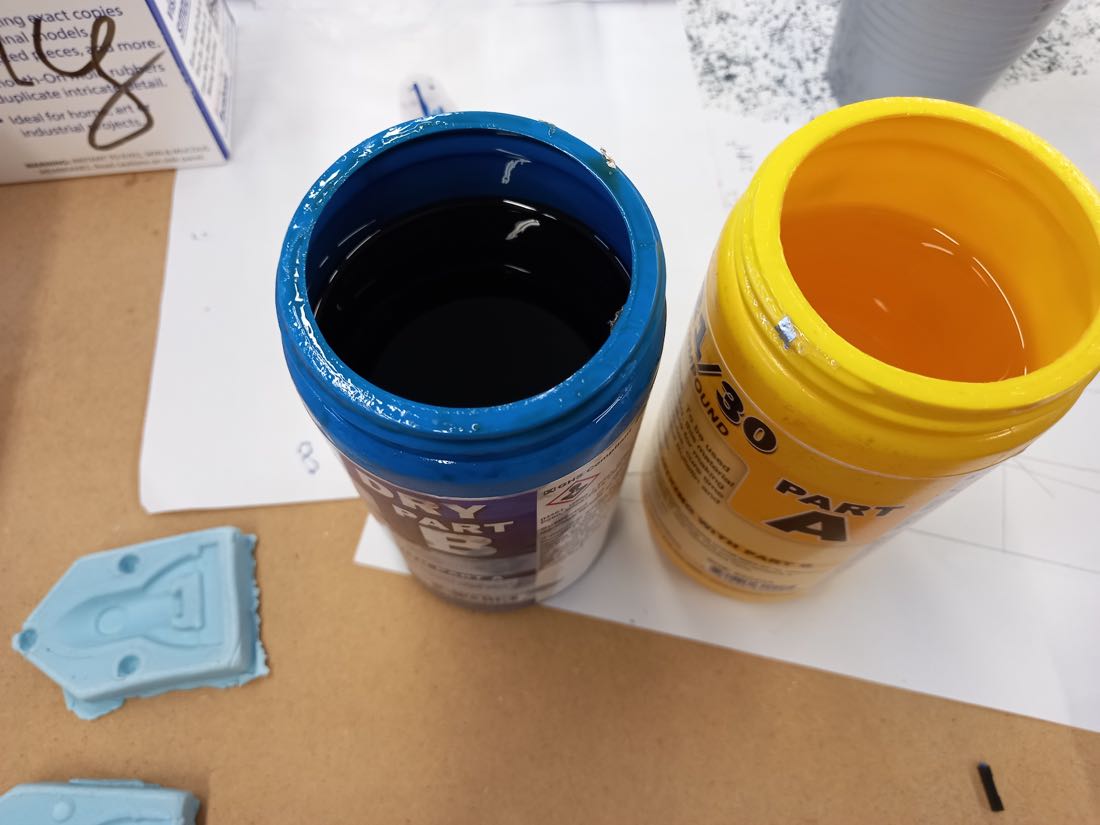
Each part should be mixed in a 1:1 volume ratio. We measured the volume with some simple plastic glasses, using the marking on them:
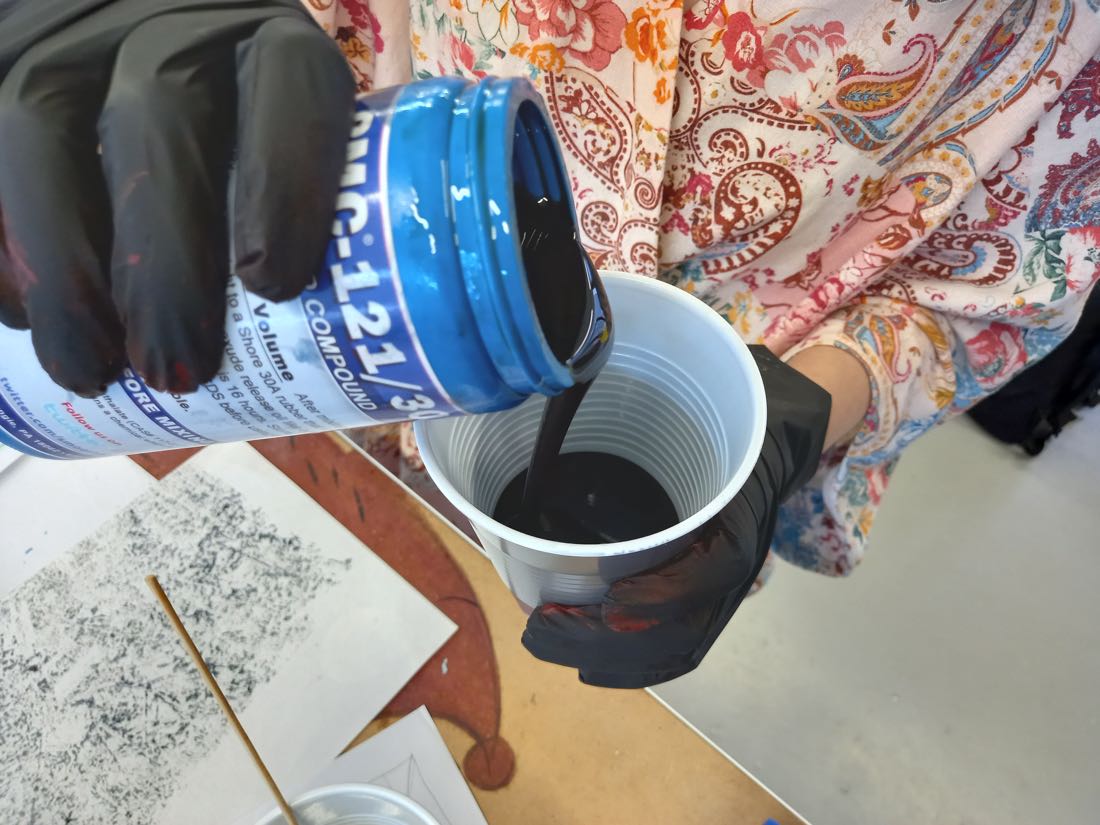
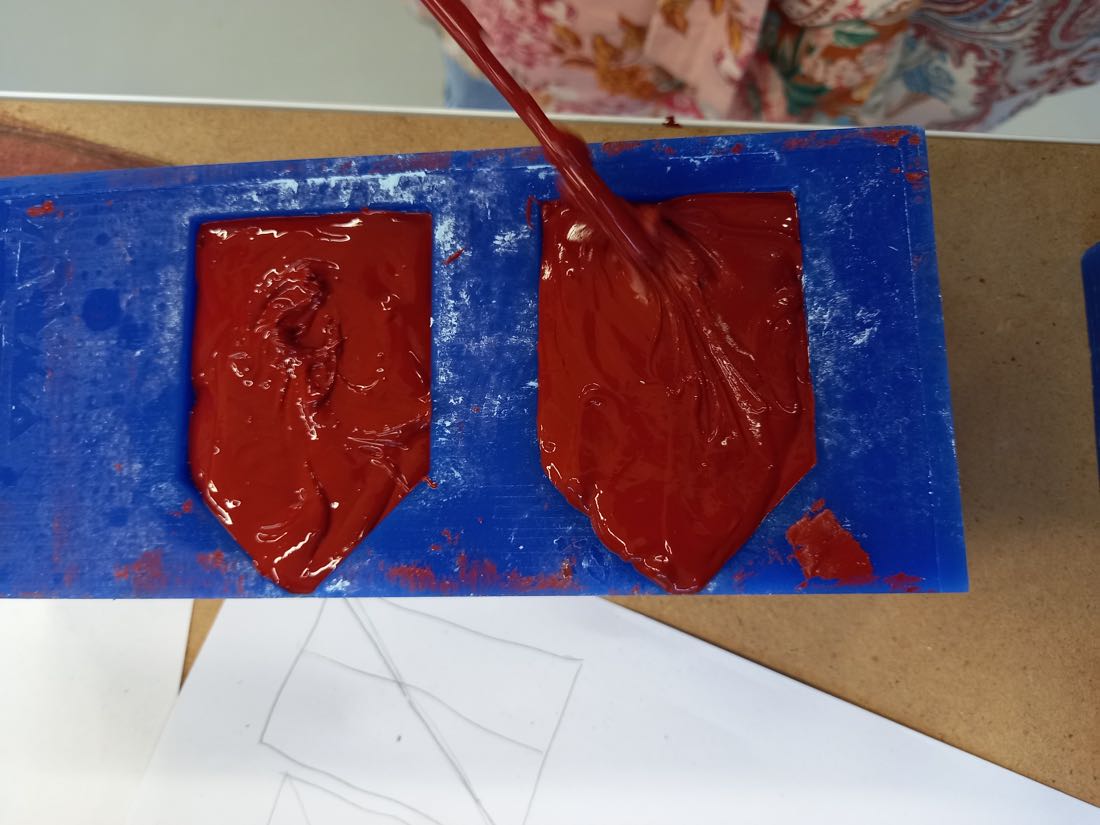
We then mixed the 2 parts together.

And stirred the mixtured while trying to not incorporate any air.

Once we judged that it was well mixed, we poured it into the molds.


Unfortunately, after waiting one night, we noticed that some molds didn’t solidify at all. The problem was most probably that the misture wasn’t homogeneous enough. Indeed, we made a quite large quantity and it was hard to mix well with the small stick we had.
Demolding¶
However, some of the molds solidifed correctly. Our little experiment with clay worked not too bad.

It was easier to use a thin object, like a ruler, to remove the rubber from the mold.



Some were had more bubbles than other. It could be caused by the inhomogeneous nature of our mixture.

The Mold Max 60 came out very clean:

All in all, we were quite happy with our tests.

Babbit¶
We didn’t try out the babbit alloy during the group assignment. But since some of us would use it later, we went over the safety issues working with it.

This alloy melts at low temperature compared to other metals. Most of the babbit alloys melt a bit after 200°C. It is however still dangerous to work with it and adequate protective gears must be worn.
Since this alloy contains lead, we also need to be careful when manipulating it.
Aluminium¶
A former student of Fabacademy, Ashot, gave us a little demonstration of casting aluminium. He is working in a metal foundry and has experience with this process.
We used a mold made out of gypsum:

He melted the aluminium with an oven that can heat up to around 1000°C. Aluminium is melting around 660°C.
The result was not bad:

Some small details of the mold didn’t have time to form until the aluminium stopped flowing, but it was a great experience.