 Erwin Kooi
Erwin Kooi
11 - Molding and casting
This week is about molding and casting.
I have seen some people already use this to create molds for epoxy projects, so doing it myself will be an interesting challenge.
- Group assignment:
- Review the safety data sheets for each of your molding and casting materials
- Make and compare test casts with each of them
- Individual assignment:
- Design a 3D mould around the stock and tooling that you’ll be using, mill it (rough cut + (at least) three-axis finish cut), and use it to cast parts.
- I have worked with epoxy resin, but that was a long time ago and using pre-made molds.
- I would like to work with other casting and molding products like urethane.
- Using wax for molding lets you reuse lots of material. Very environmentally friendly.
- Making good caramel is hard.
- For a time/resolution trade-off, 3d-printing a mold can be an interesting alternative.
For the group assignment we tested various materials.
| material | type | pot time | handling time | curing time | details | ||
|---|---|---|---|---|---|---|---|
| KX flex 60 | cast | liquid plastic | flex | 2.5 min | 20 min | 24 hr | product info |
| Mold star 30 | mold | silicone rubber | flex | 45 min | 6 hr | product info | |
| OOMOO 30 | mold | silicone rubber | flex | 30 min | 6 hr | product info | |
| PMC 121/30 WET | mold | urethane rubber | flex | 30 min | 16 hr | product info | |
| SmoothCast 325 EU | cast | silicone rubber | hard | 2.5 min | 10 min | product info |
These materials come with an accompanying data sheet and safety sheet. This safety sheet is important, because it will inform you how to handle the material, what can go wrong and what to do when things went wrong…
**Tip** When you have a little bit of material left after pouring, keep it in the cup. It will help you determine when the material you poured has hardened enough to be removed from the mold. You can feel how "sticky" the material is by wiggling the stick you used for mixing. If it starts to feel set, you can try to touch it with your fingers. If this does not feel tacky, the material has set enough to be removed from the mold and left to set till the full curing time has elapsed.
Tip
Pour water in the mold and measure the weight of the water. This will tell you how much material you need to use to fill the mold.

KX Flex 60 is a liquid plastic.
…

Mold Star 30 is a silicone rubber that is easy to work with.
We taped a few Lego bricks to cardboard and poured the Mold Star over it. The Lego has air trapped inside, so the blocks started to float. A weight (piece of wewd) with three screws held it down properly.

OOMOO 30 is a silicone rubber that is aimed at the novice caster. It is more viscose (fluid) than Mold Star, so it is easier to pour. It is also less strong than Mold Star, so molds cannot be reused that much.
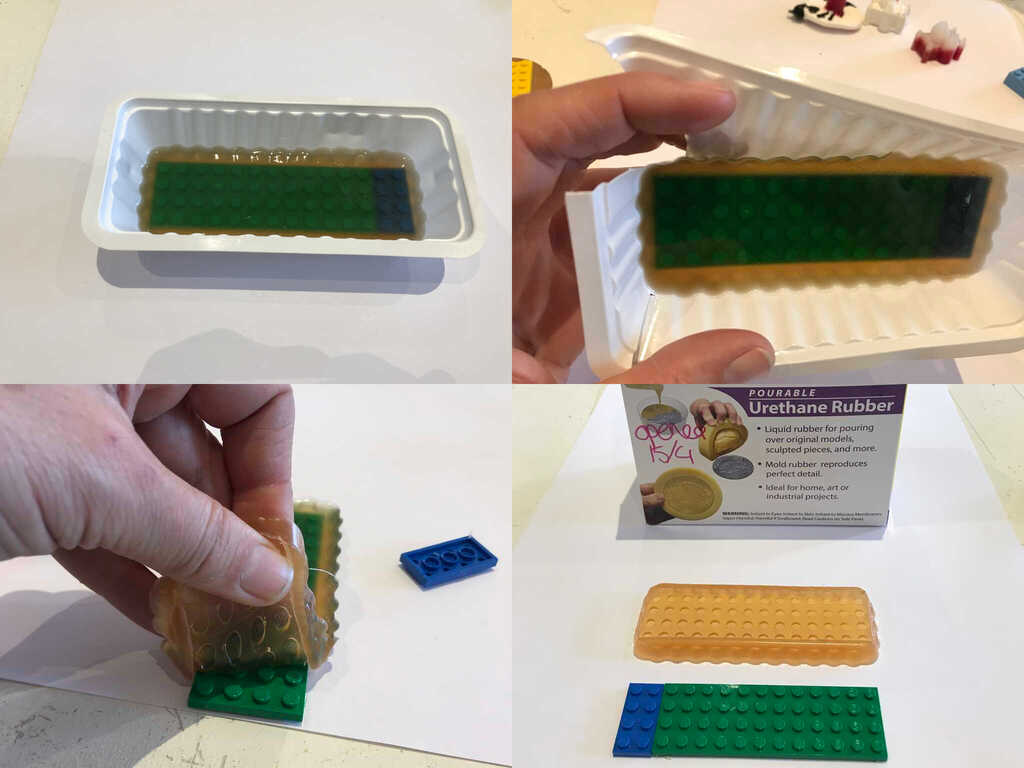
PMC 120/30 is an urethane rubber. This results in “gelly” molds.
NOTE: This material must be used in a ventilation chamber.
We found some casting material that can have pigments added to them. Of course we needed to try those…

We added some red and some black pigments to component B (as per instructions), stirred well, added component A and stirred again. This became quite hot. A very exothermic reaction.
We used some pre-existing molds and tried adding plain and colored material together.
This material has a pot time of 2.5 minutes (!) so you have to work very quickly. When we tried to fill the cat-mold, it was already like chewing gum and very hard to apply evenly.
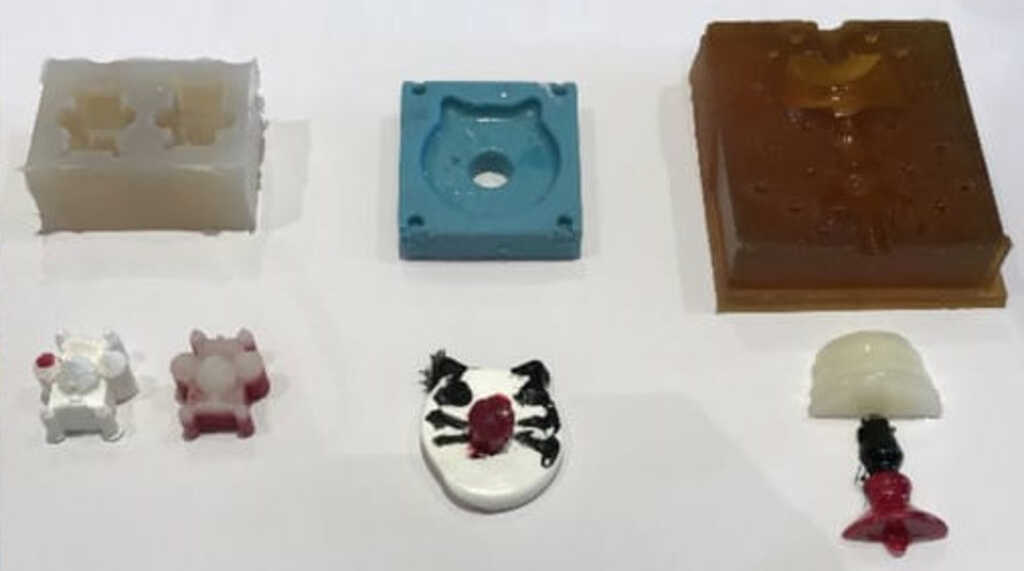
I still have nightmares about clown-cats…
 I had a number of ideas to cast. Edible lego bricks for example. Martin Lersch wrote a very interesting book on hydrocolloids. These are (natural) food additives that can be used to solidify/gellify food. This is an interesting area to see how food-safe silicone molds can be used to shape all kinds of food.
I had a number of ideas to cast. Edible lego bricks for example. Martin Lersch wrote a very interesting book on hydrocolloids. These are (natural) food additives that can be used to solidify/gellify food. This is an interesting area to see how food-safe silicone molds can be used to shape all kinds of food.
Unfortunately, I did not have enough time this week to research this further, but is is on my “To investigate”-list.
In a previous life in a goldsmithing course, I created a silver sealring. For this assignment I will try to recreate it.
The markings on the seal cannot be cut by the Shopbot, as it is carved into the plate of the seal. This will have to be done afterwards.
The creation of the mold is done in industrial wax. This wax has a melting point of 76 degrees C, much higher than regular wax. The model is created in FreeCAD by first defining the wax, then substracting the pockets and then adding the model. It is all parametric defined. This was very useful when I had to make some tweaks after deep philosophical discussions on the Shopbot.
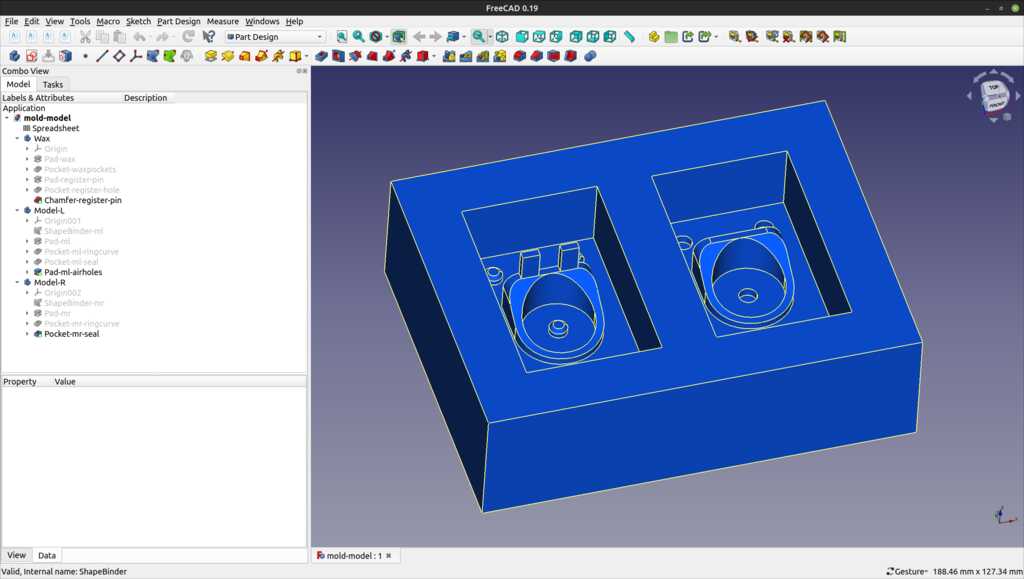
The model of the wax with pockets and model cut out.
I loaded the exported stl into PrusaSlicer to see if the stl contained all the parts. It did.
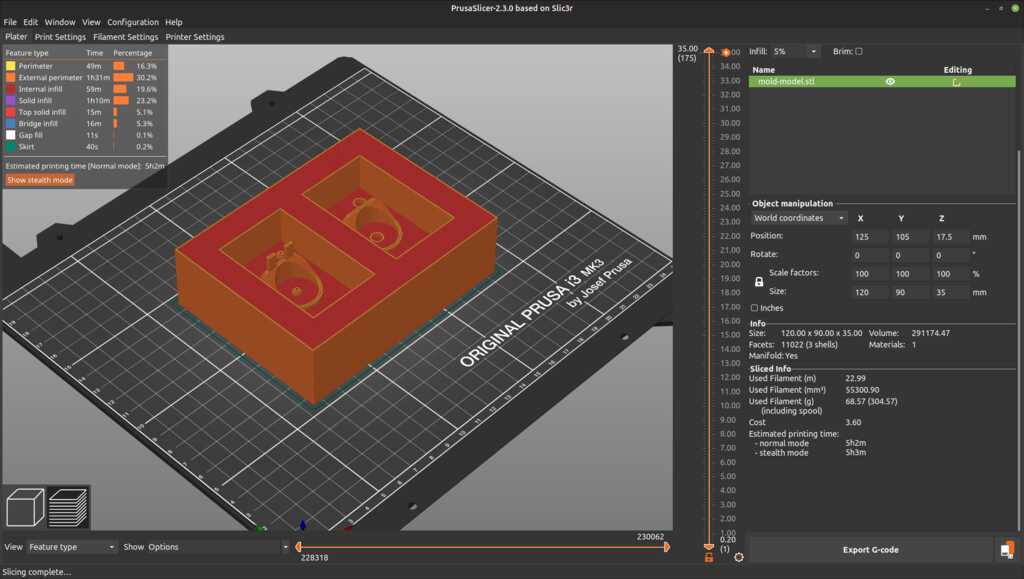
PrusaSlicer estimated that it would take five hours to print. This time can be reduced by not starting from a defined block of wax, but by the dimentions of the model that will be casted.
For all milling a 5mm 2-flute end mill bit is used. This is the same bit as was used for the wood in week 7.
The toolpath is not the 2d path like week 7, but a 3d path. This will vary the z-height of the mill while traveling the x and y, allowing for features in the z direction.
The cut is typically done in two steps:
- A rough cut to remove lots of material fast (stepover 50% of the mill bit diameter)
- A finishing cut to add the required details (stepover at the required detail level (eg. 0.25mm))
The steps in V-carve Pro for creating the toolpaths are similar.
- create a new job
- set the dimensions of the raw material
- import the .stl
- in the “Model Size”, center the object
- in the “Zero plane position” make sure the red box is slightly above the model.
- in the “Zero plane position” make sure the “Discard data below plane” checkbox is unchecked
- create a new 3d toolpath
- select the “3D Roughing Toolpath” as toolpath operation
- select the mill bit (same as week 4, 2-flute end mill bit 5mm) with a stepover of 2.5 mm
- NOTE: the spindle speed is set on the ShopBot itself
- select a z-level “raster y”
- press “calculate”
- check the 3d toolpath in the animation
- create a new 3d toolpath
- select the “3D Finishing Toolpath” as toolpath operation
- select the mill bit (same as week 4, 2-flute end mill bit 5mm) with a stepover of .25 mm (depending on the time, 0.5 mm will work too)
- NOTE: the spindle speed is set on the ShopBot itself
- select a z-level “raster y”
- press “calculate”
- check the 3d toolpath in the animation
- export the individual toolpaths as individual files and save them for the shopbot program.

I chamfered the edges of the register pins so the will fit nicely in the register holes.
But this is the cast for the mold, so pins will become holes and holes will become pins… I now have a mold with nice chamfered holed, but the pins are still straight. They do not fit all the way to the bottom. This was a nice inverted-thinking-mistake. But nothing a sharp knife cannot fix.

For a final cast, I will try something edible. Because the mold is soft, the cast best be rigid. Caramelized sugar is an interesting material for this.
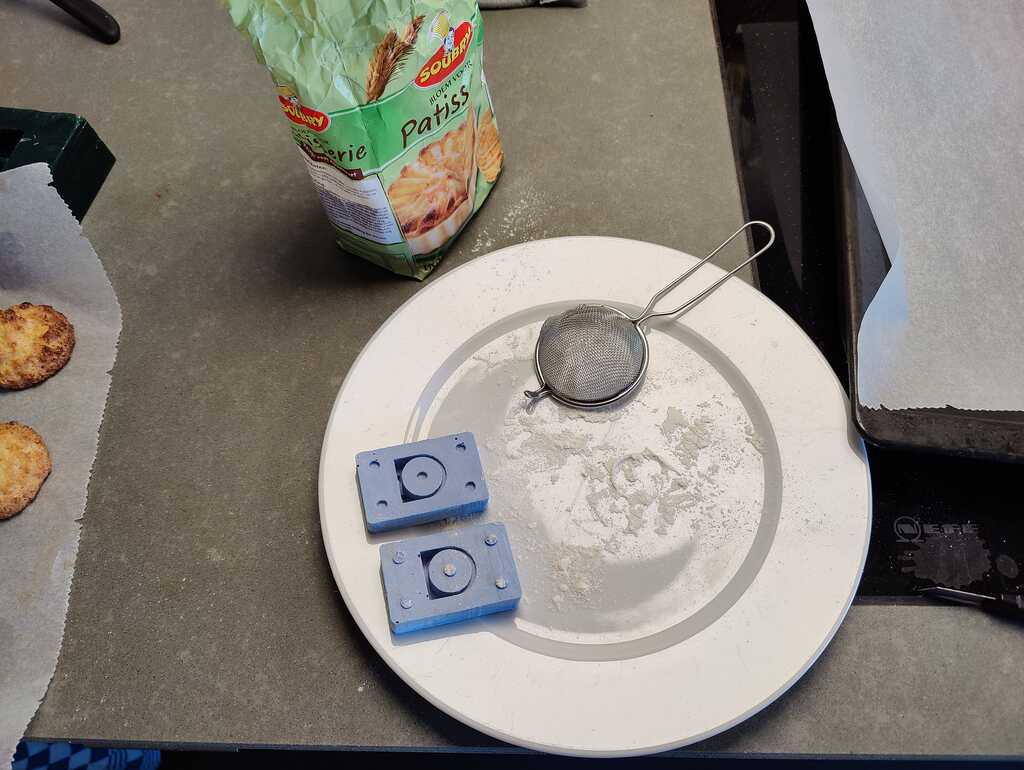
The cast is coated in flour to have a non-sticky surface for pouring.
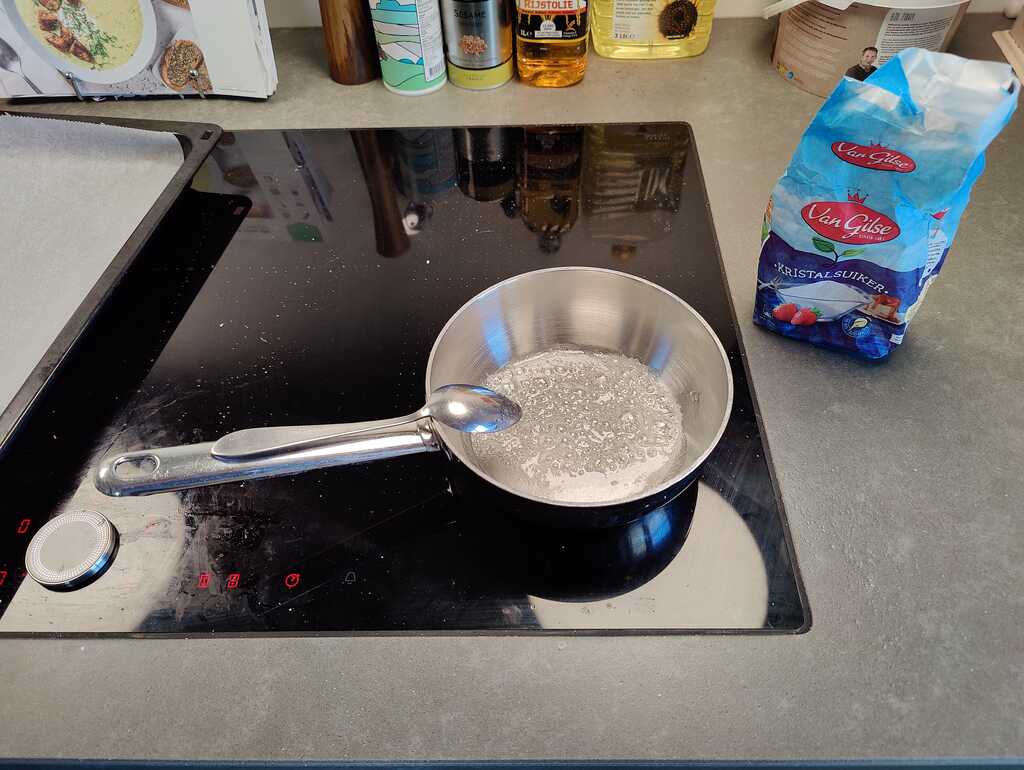
Melting 50 gr sugar with one spoon of water.

The sugar is not really viscous enough to be poured in the small holes I made in the mold…

The sugar cooled down too quickly in the mold, so it did not flow through the entire mold.

I will finish this cast with epoxy.
Since it is Kingsday today (27 April), I will make a red-white-blue cast.
I made three batches of epoxy and added red, white and blue dye (with alcohol base). With a syringe I poured drop by drop in in the mold.

<tada.wav>
The cast is freed from the mold after 24 hrs. You can already see the mixing of colors that happened inside the mold.
The FreeCAD design file can be found here.
…
- Creating the mold in wax went really well after carefully thinking through all the required steps beforehand.
- I made a positive-to-negative mistake with the register pins and holes. This was fixed by removing some material from the register pins after casting the mold.
- Caramelized sugar is not viscous enough and sets really quick when it is cooled down. This clogged up the final mold and the pour did not finish well. I used colored epoxy to create a final cast.
- I would probably use a 3d printed mold for casting the final mold. This gives a good resolution and can create small overhangs.