8.Computer controlled machining¶
Group assignment¶
Machine parts and description¶
At AgriLab we have a large 3-axis CNC with a cylinder turner on the side. This machine is equipped with a vacuum table which allows to clamp the material and to prevent it from moving.
The size of the vacuum table is 250cm x 150cm x thickness depending on other parameters (martyre, length of the milling cutter,…)
We also have a tool change system with 8 storage compartments.
Oil bath circuit for metal machining
Wood chip extractor.

The device is composed of several elements
 The control unit
The control unit
 A cooler for a spindel motor
A cooler for a spindel motor
 The vacuum dust
The vacuum dust
 The cylinder turner on the side
The cylinder turner on the side
 The vacuum for the table
The vacuum for the table
 The tool changer
The tool changer

The remote
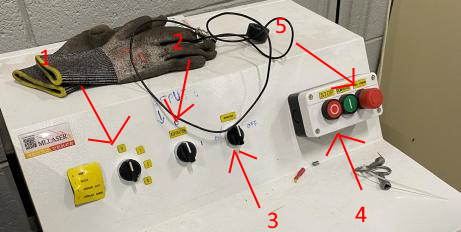
The remote control is used for several things:
-
Control the position of the cutter, click on the X, Y or Z arrow to make a movement. The + or - keys reverse the direction of movement. The fast/slow key (located in the centre and blue) changes the speed of the movement by increasing the precision of the movement.
-
Realize the original coordinates. The XY->0 is used to set the origin point in X and Y. The ZC->0 is used to make the origin point in Z. The toolset button is an automatic Z, you must use an electrical sensor that measures the contact between the spindle and the sensor. This is an accurate way to determine the Z.
-
You can change a tool that is in the tool changer with the tool switch button
-
You can select your file located on the usb stick. You confirm with the yellow OK button. And you start the work by clicking on the green run/pause button.
Risk assessment check list¶
Before starting any work verify the next things:¶
- The building bed of the machine is clean and clear of any obstacle or object.
- The tools are in good mechanical state, it means there’s no sigh of rupture or crack in any mobile or spinning part of the machine.
- You are in company of a certified competent instructor and you have complete attention into the work.
- You are in a normal capable physical and mental condition, avoid working tired or after hours to prevent accidents.
- The CNC machine, is completely operative, and has had maintenance periodically.
- The spinning parts of the machine are well adjusted to their respective holders.
- There’s a well maintained electrical infrastructure for the power needed by the machine.
- You have visual and physical access to any emergency stop/cut-down button.
- You have verified that the minimum and maximum feed-rate and spinning speeds of the machine.
- The material you have selected its stable and with physical integrity so there’s no risk of any part projected as the material gets cut.
- You have ear, face and skin protection and your companion does have it too.
- You have visual contact with your companion, so there’s no risk of not receiving warning signals from you and viceversa.
- You’re wearing appropriate footwear.
Once you have started the CNC machine¶
- Verify that no person of object opposes obstacle to the building area and safety radius.
- Verify that the spindle mill and axis don’t get overloaded during the work by excessive:
- Spinning speeds.
- Feed-rate.
- Miss placed Z axis that compromises the sacrificial plate.
- Out of range X and Y axis motion.
- Don’t touch or try to clean the spindle while milling.
- Don’t try to remove any debris from the building bed while milling or with the spindle on.
- Be prepared to stop the machine if something seems to go wrong, it’s better to prevent any situation.
- If you notice a potential part of the machined material that can get projected, pause the process and stop the spindle, remove the part and then resume the process.
After work¶
- Ensure there are no debris or any large piece of material on the axis rails.
- Clean thoughtfully the building bed using the portable vacuum machine available in the “petit mechalab”.
- Check if the dust collector needs disposal of the collected dust.
- Check if the sacrificial plate it’s still in optimal condition.
- Protective wear is very important so once you’ve finished the work clean it and place it back on their corresponded stands or toolsets.
- Place the tools back in their toolsets or boxes identify those who belong in the “petit or gros” mechalabs.
- Dispose of the remaining materials and save some of it, if possible.
- For the disposal there’s a bucket outside the lab that will serve as combustible for “fire pits”
- For saving there’s an area close to the Okume and OSB racks.
- Please save only good quality materials.
Test¶
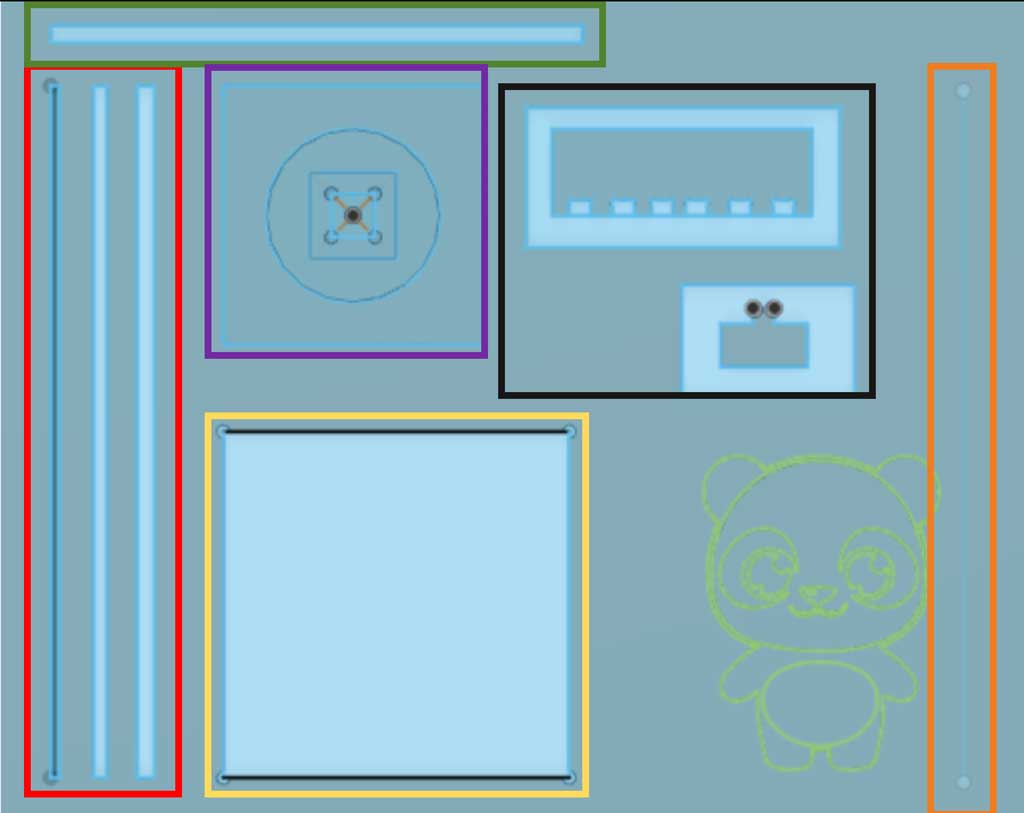
Red shape : test of the Y axis with several widths. All these tests were carried out with the 2D Contour tool. Our speed was set at 2,000 mm/min for a speed of 10,000 rpm and removed 5mm of material at each pass. Results: - The leftmost line was not cut as it was too small in width for the bit: 10mm for 10mm. - The middle line was well machined. After having measured the passage of the milling cutter we observed a difference of 0,1mm between the drawn widths and the reality. - The rightmost line was well machined. However, during the machining process we observed a lot of vibration, which led to large deviations in the measurements. In some places (in the middle of the line) there were deviations of up to 0.5mm. - The lines are well within the required length of 800mm Conclusion: the machine is accurate to the hundredth on its Y axis. In addition, be careful with the spacing between two parts, vibrations can occur and create an inaccuracy of the dimensions.
Green shape : X axis test. This test was carried out with the 2D Contour tool. Our speed was set at 3,000mm/min for a speed of 10,000rpm and removed 5mm of material at each pass. Results: - The line is the required length of 617mm - There was a difference in measurement of 0.1mm Conclusion: The machine is accurate to one hundredth on its X axis
Purple shape : Z axis test. All these tests were carried out with the 2D Pocket tool. Our speed was set at 2,000mm/min for a speed of 10,000 rpm and we removed 1mm on the first pass, 2mm on the next and 3mm on the last.
Result:
- Very accurate work from the machine we found no differences in dimensions.
Conclusion: This machine is very accurate on its Z axis.
Yellow shape : Test of the interior angles with the dogbones and precision of the cutting. This test was carried out with the 2D Contour tool. Our speed was set at 3,000mm/min for a speed of 10,000rpm and removed 5mm of material on each pass. Results: - The dogbones were well made and allowed for the insertion of a shape with a right angle - The dimensions are exactly respected. Conclusion : The dogbones plug-in can be useful for our project.
Orange shape : Test of the trace tool. Single pass at 1000mm/min and 10,000 rpm for the spindle. Working depth 18mm. Result: - Very precise work, we also observed a difference of 0.1mm in the middle of the part, probably due to a too high stress on the bit which caused a vibration. Conclusion: Interesting result but will not be used for our personal work. This technique requires a lot of time and creates important constraints for the tools.
Black shape :
This test was to find the value of press-fit. We did a test in cutting some holes at different values: 25.5 mm, 25.3 mm, 25.1 mm, 24.9 mm, 24.7 mm, 24.5 mm. We also did a shape to test these differents holes, a notch at 25 mm.
Result: - in the OSB wood, a 25 mm notch fir in a hole at 24.9 mm, so we don’t need clearance to do a press-fit. This test is working only for the kind of wood we cut, OSB. If we want to use another kind of wood, like okoume, we have to do again some test before milling the whole shape.
General conclusion :
Our professional machine is accurate on all these axes. Slight inaccuracies on the X and Y axes were found due to high stresses which led to vibrations. For our own work we can use the speed values of 3,000 mm/min for the feedspeed, 10,000 rpm for the spindle and 5mm thickness for the multiple depth.
Milling¶
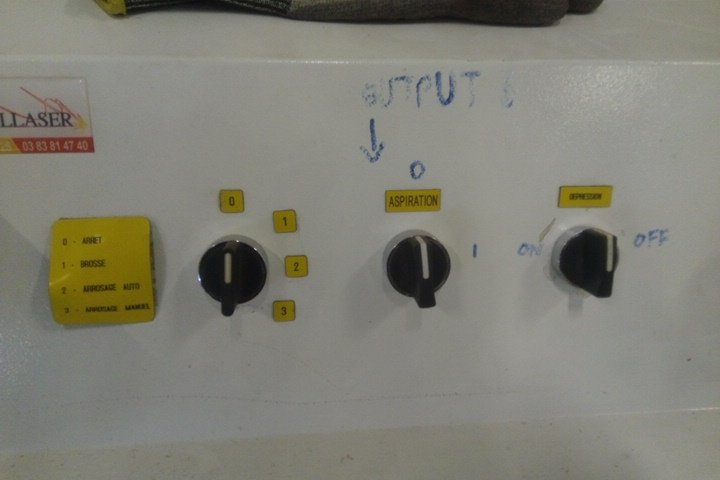
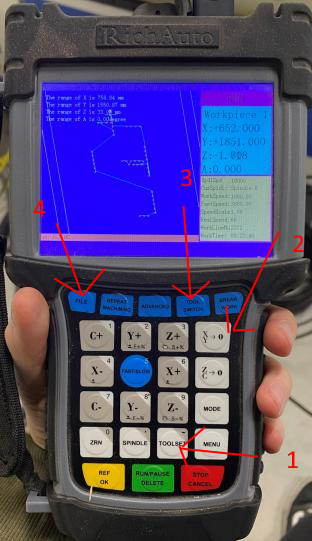
The machine works with command center with the button that up or down the skirt (1), the suction of the table (2) and the dust collector (3) switch on off buttons. There is the stop button use to trun off the device (4) and an emergency stop (5).
First, switch on the machine by pushing the green button. Let the machine do the home process.
On the device remote. First we have to select output 6 so that the skirt goes down for the vaccuum of the dust. The output 6 has to be turned in red in the input / output menu. Then go back to the menu. Mode change the mode of moving.
The tool switch button in blue is to change the tool on the rack, and select the tool (3).
Then do the X and Y manually. Push on XY -> 0 (2).
Then there is the toolset button to do the z at 0 automatically (1). We need to plug the probe height of cnc (in metal) to the device and the pliers to something connected to the milling bit. And then push the button. The Z has to be done with depressure.
To laucnh a file from the USB, click on file (4).
Load file:
- Connect the USB memory to the remote.
- press the “file” button.
- Find and select the file with the arrow buttons in the remote.
- Press ok to load.
- Press Run the start the work.
- Select the global speeds and press Ok to start working.
To do the Z, first we test the conductivity by holding the probe height in the air, to test that the device is seeing right the detector and won’t plung through the material.
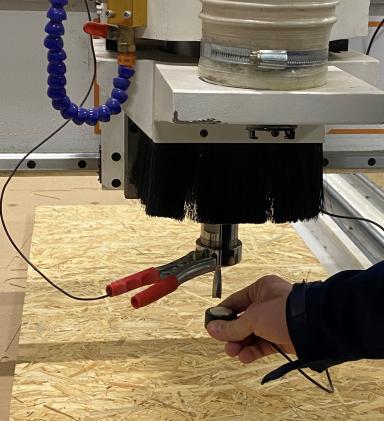
Then we can do the Z on the wood with the suction depresure.

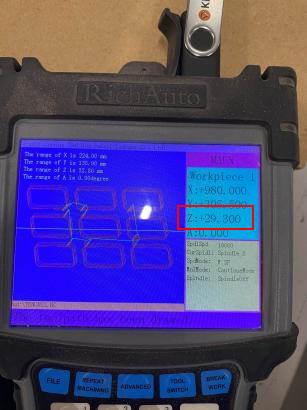
Here is the value, Z = 29.3 mm shown on the remote when the milling bit has touch the probe height.
So the correct tool has to be selected, then launch the file from the USB Key, check the output 6.
Apply the dust extractor, switch on the depressure and put on the skirt (on 1 on the command center) but we can lift it up to see.
Files¶













