16. Wildcard week¶
Amsterdam May 20, 2020
To do¶
| Description | status |
|---|---|
| Group assignment | done |
| Document group assignment | done |
| Design 3D book cover mold | done |
| Mill mold | done |
| Cast mold with composites | done |
| Prepare pages for book | done |
| Assemble book | done |
| Documentation: is everything included to reproduce it? | Yes! |
Source files¶
| Description | link |
|---|---|
| Tinkercad design of the book cover mold first iteration | Downloadable zip |
| Tinkercad design of the book cover mold second and final iteration | Downloadable zip |
| Tinkercad SVG export of lettering for lasercutter | Downloadable zip |
| Inkscape design .DXF of lettering for lasercutter | Downloadable zip |
| The second lettering made in Inkscape is provided in the source file table of week02 | https://fabacademy.org/2020/labs/waag/students/tessel-renzenbrink/assignments/week02/#source-files |
| New TinkerCad design that I did not mill because of lack of time | Downloadable zip |
urls¶
| Description | link |
|---|---|
| Index of this week’s topic | http://academy.cba.mit.edu/classes/molding_casting/index.html |
| Global lecture video | https://vimeo.com/420785988 |
| Global review video | https://vimeo.com/423606198 |
| Group assignment | https://fabacademy.org/2020/labs/waag/groupAssignments/week16.html |
Pandemic update¶
Second week back in the lab. We are still dividing the group in two with each group having two days in the lab. Last week Nathan and I were present in the lab during local lecture. This week it was reversed and Hyejin and Harm were in the lab. And Henk of course. This is what the corona local lecture looked like from my perspective.
And this was the perspective from the Lab.

This setup works remarkably well. Social distancing poses limitations but it does give us an opportunity to learn new ways of doing things.
Individual assignment¶
This week is wildcard week. Henk proposed we will do composites. I was planning to make my own paper for the final project. But composites is nice too. I will make the cover of the book. For composites we have to mill a mold out of a foam block. Then you add textiles and a resin and it will become hard. The underlying technique of composites is that you take a soft flexible material and make it hard. This gives entirely new possibilities when compared to other techniques. The book cover I will make will be embossed on one side. Not on the back side because then you can not put the book down.
Assignment requirements¶
This is the description of this week’s assignment: Design and produce something with a digital fabrication process (incorporating computer-aided design and manufacturing) not covered in another assignment, documenting the requirements that your assignment meets, and including everything necessary to reproduce it.
Special about this week is that you have to describe your own requirements and how you meet them. Some requirements are already given by the FabAcademy:
You need to make use of a digital fabrication process including design and manufacturing. This requirement is met because I will design a mold in Tinkercad. This mold will be manufactured on the CNC-machine.
This week’s assigment must include things that aren’t covered in any other assignment. Henk said that composites have two new techniques: First, we will be milling in foam instead of wood or wax. Secondly, we will be making a hard product out of soft materials. I add myself: we will look at different resins and base materials to see what sort of end products they produce. For instance, with different resins you can make semi-flexible materials, or iron hard materials. Another new technique is stitching. Book binding involves stitching techniques to bind the pages and other book parts together.
Adding my own requirements: I want to end up wth a book. Furthermore the book must be usable. That means it will need to be opened and closed easily. My book is a manual, so I want it to be able to be opened and laid flat on its back. Most books have semi-rigid back sides and you need your hands to keep them open. But I would like you to be able to put the book on your workbench and that it stays open.
Research¶
I started out with some broad research about bookbinding.
Standard book binding¶
Here is a diagram of the standard binding of a book.
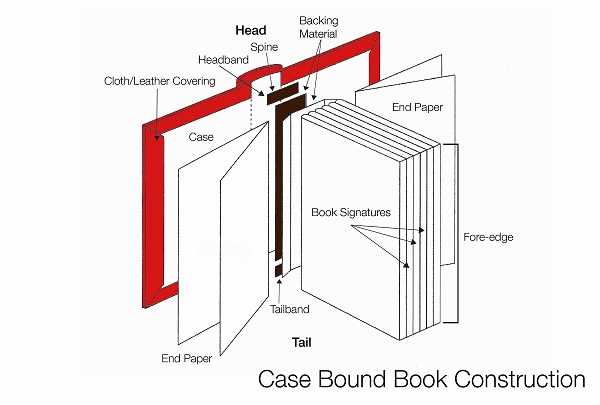
Source: antseybookbinding.com.
From the right working to the back we see: signatures. Signatures a groups of paper stitched together and then the signatures are stichted to each other. The signatures are glued to a tailband. The cover of a book generally consist of a three hard covers: front, back and spine. These are then held together by a colth or leather covering. The end papers are glued to the covers.
One difference for my book is that I don’t want to use a cloth or leather covering because I want the cover I am making from composites to be the outside of the book. This offers a little problem because the leather or cloth is used to pull the hard covers together. There are also different techniques to pull the different parts together. I will get into that below.
I read two tutorials from Instructables on book binding to get an initial idea of how it is done. This oneexplains the basic steps but takes it rather easy. They use staples for instance. This one uses more complex tehniques that make for a better outcome.
Signatures¶
The pages of a book are bundled in signatures. This is a group of paper sheets that form a unit. The signatures are then bundled together to form all the pages of the book. A signature usually contains of 8 sheets that are folded double and stitched together. They are then sewn fast to the signature that went before it.
Source Wikipedia
{kind=link}
Stitching¶
Stitching is an important part of bookbinding. You stitch the pages together in signatures. There are different techniques.
All examples are from thebookdesigner.com

Smyth sewn
The signatures are glued to a piece of cloth. And that in turn is fastened to the spine.
Saddle stitch
This is the simplest method in which a staple is used to staple cover and pages together.
Perfect bound
The is a more modern technique where pages and the spine are glued together.
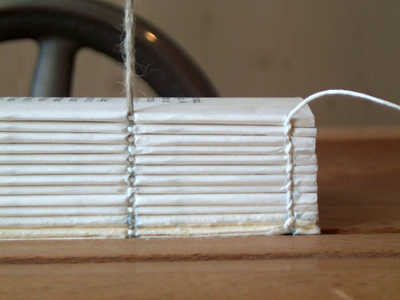
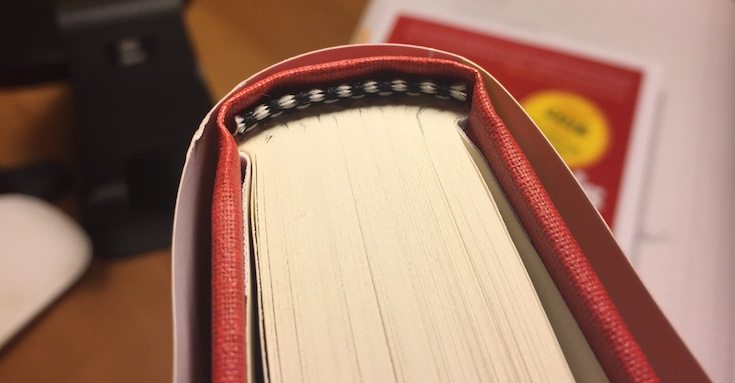
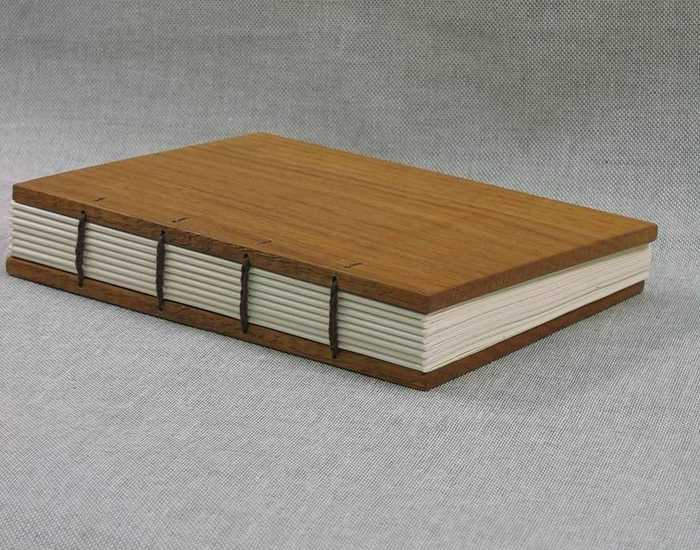
Coptic stitching
You can also use stitching to pull all parts of the book together. This techique is called coptic stitching. The book has no hard spine. Instead you sew cover and signatures together. The plus side of this technique is that you can open the book flat on its back. Just what I want for my manual.
Source wikipedia
Here is a tutorial for coptic stitching. Most interesting is the explanation of the special stitching technique.
Casing¶
It would be nice to make a casing for the book. I don’t think I will have the time to do it this week. But I will use coptic stitching to meet two requirements: I want my book to be able to lay open flat and I don’t want to use a leather covering to pull the covers together. This means I will have no spine. And that makes the book less robust. Therefore I might at some point make a casing you can place the book in for safe keeping. Casing for books aren’t unusual. See for instance:
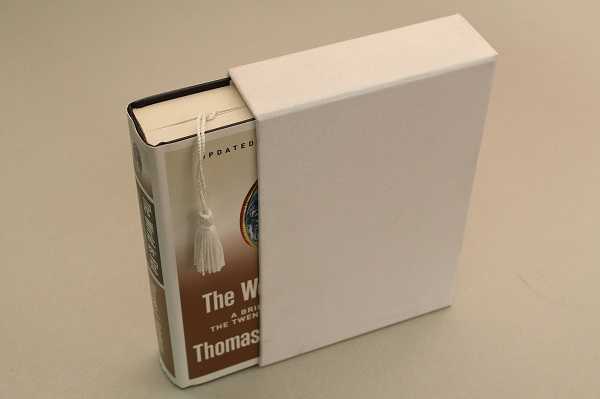 source: antseybookbinding.com or
source: antseybookbinding.com or 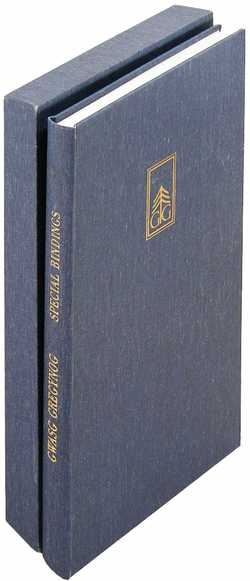 .
.
I would like to make the second type of casing because the first type still does not protect the spine.
(Note: I doid not manage to realize this stretch goal this week.)
Dimensions¶
For years I’ve used blank paged dummies for writing stuff down. I really like their size, the thickness of the pages and the hardness of the cover. So for page thickness and size I will take the dummies as my example.
Cover: Length 220mm, width 155mm, height 23mm. But mine probably will be less high as I will use less pages.
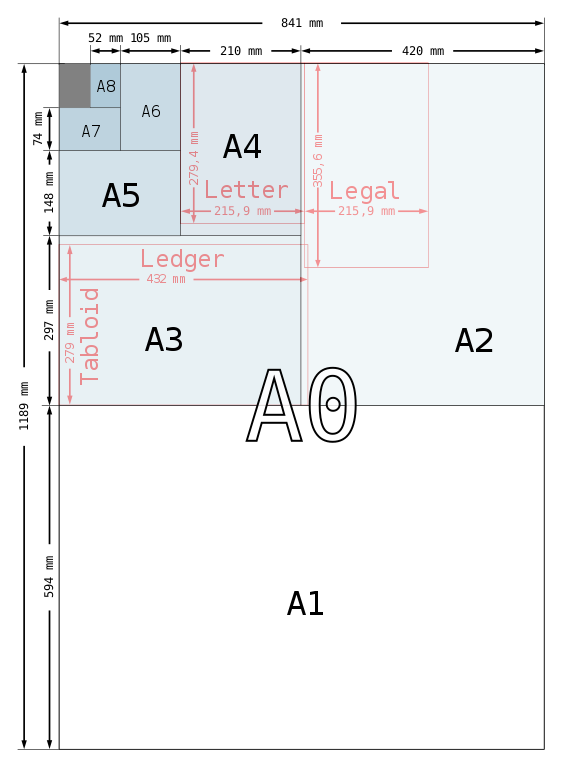
The pages inside are exactly half a A4, which is logical since paper measures are standards.
 Source: wikimedia
Source: wikimedia
{kind=link}
Here is a calculator for the the exact dimensions of paper standards. A5 is 148mm x 210mm. My dummy cover is 22cm in length. It gives it a nice 5mm overhang on both sides to protect the pages. I will use that too. The width of the dummy is 155mm, with the paper width at 148 that is a 7mm surplus. To give a little more room for the coptic stitching I will make it 14mm. I will place the holes for the stitching at 5mm from the rim and leave a 5mm overhang on the other side. The holes are 4mm in diameter 148+5+5+4=162mm.
The thickness of the cover is 3mm which is also a nice size.
The thickness of the entire book including the pages is established by the number of pages you put in. My dummies have a thickness of 23mm measured cover to cover. They have more pages than I will use. But I’ll use this measurement anyways in case I want to make other books from the molds. The thickness is relevant for the casing.
Material:¶
The foam blocks are large and come in 30mm, 50mm, 120mm thickness.
Drills:¶
Extract 20mm from the length of the drill because this will go into the collet.
We have a 4mm mill, 100mm long.
A 6mm mill with a length of 60mm
And a bolenosed end mill of 3mm with length of 100mm. Henk advises against using the bolenosed drill.
I will use the 4mm x 100mm drill. Which leaves me 80mm of drilling depth. Which is more then enough.
Book covers (front and back):¶
Length: 220mm
width: 162mm
height: 3mm
Embossment on the cover will be 2mm. Settings: Font: Sans; Height 10mm; Bevel 1.16; segments 0.
15 holes of 4mm. bottom to top: starting after 10mm. Three holes 10mm apart. Skip one 10mm and repeat the 3 hole pattern.
The holes outer rim will start 5mm from the side of the cover. At 4mm a hole they will take up 9mm space measured from the side.
Mold: I’ll use the above dimensions + 20mm on each side. So¶
Length: 260mm
width: 200mm
height: 50mm (this is the thickness of the material)
Casing:¶
I set the cover-to-cover thickness of the book to 23mm. Adding 2mm for embossment I arrive at 25mm.
Height: 25mm (+ 3mm for bottom wall of 3mm)
thickness of the walls: 3mm
For length and width I add 10mm to the book’s dimensions. This will allow you to stick your finger in to get the book out.
So length: 220+10= 230mm
Width: 162mm + 10mm = 172 mm
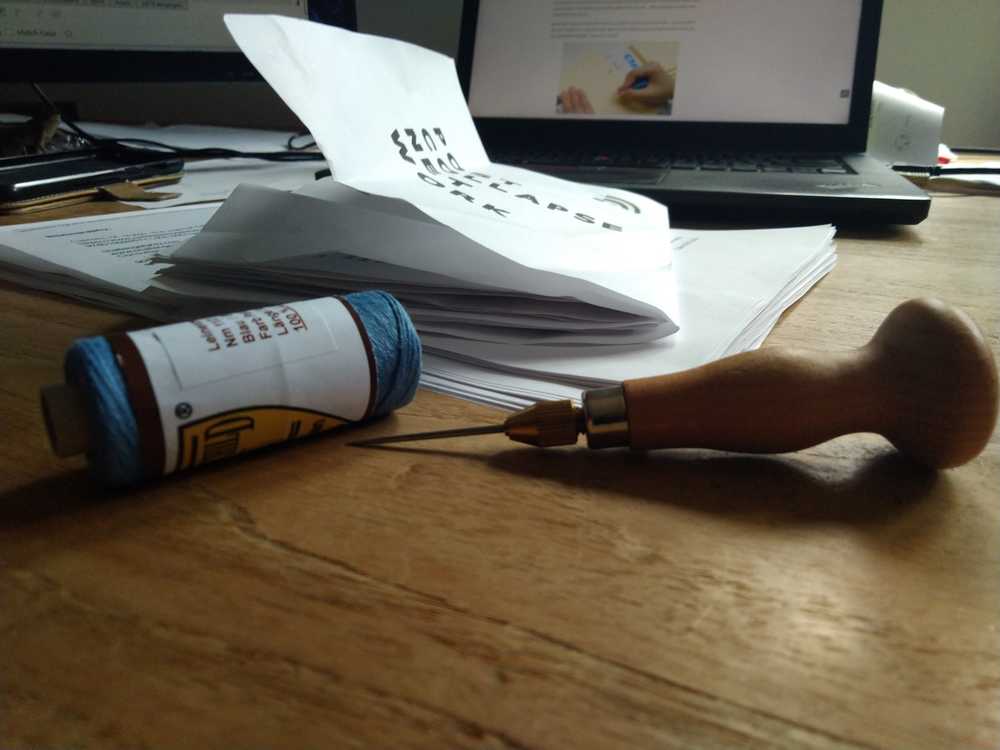
Tools and materials needed¶
Tools:
Awl: a punching tool used for leather working and book binding to put holes in the materials.
Needle: for the stitching. A curved needle is advisable.
CNC-machine: for making the mold.
Scissors
Materials:¶
Glue: special bookbinding glue exists.
Waxed lined thread
Foam block: to make the mold in
Cloth: the base material for the composite
Resin: to harden the cloth
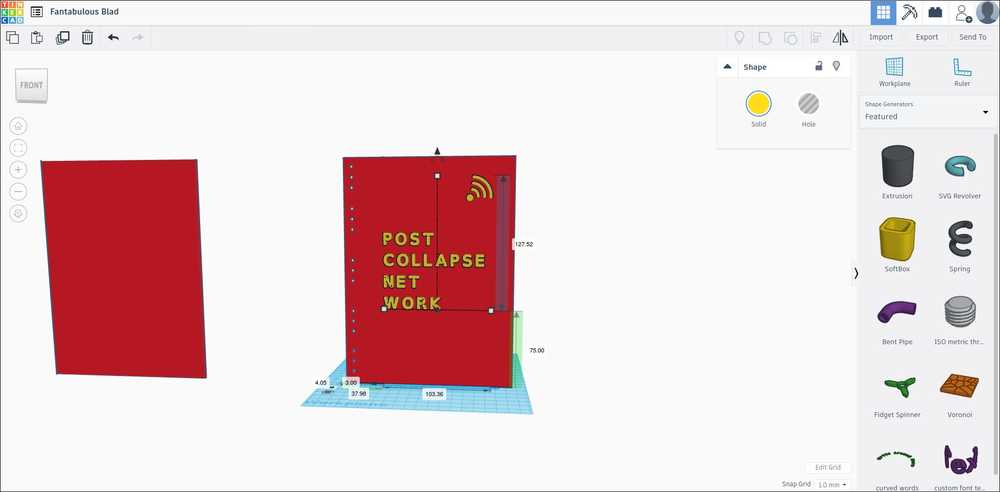
Design¶
I am going with TinkerCad again to make my design.
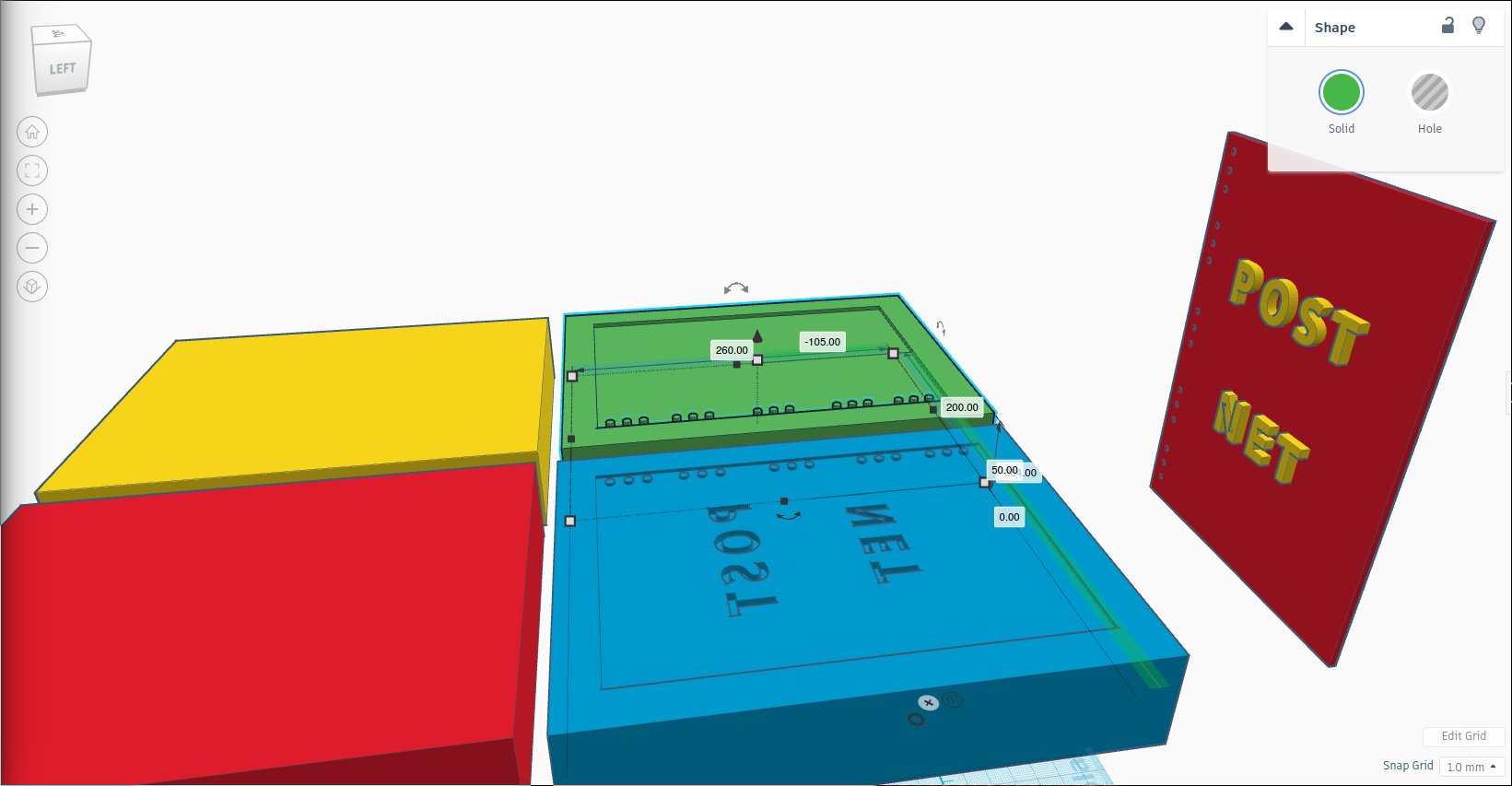
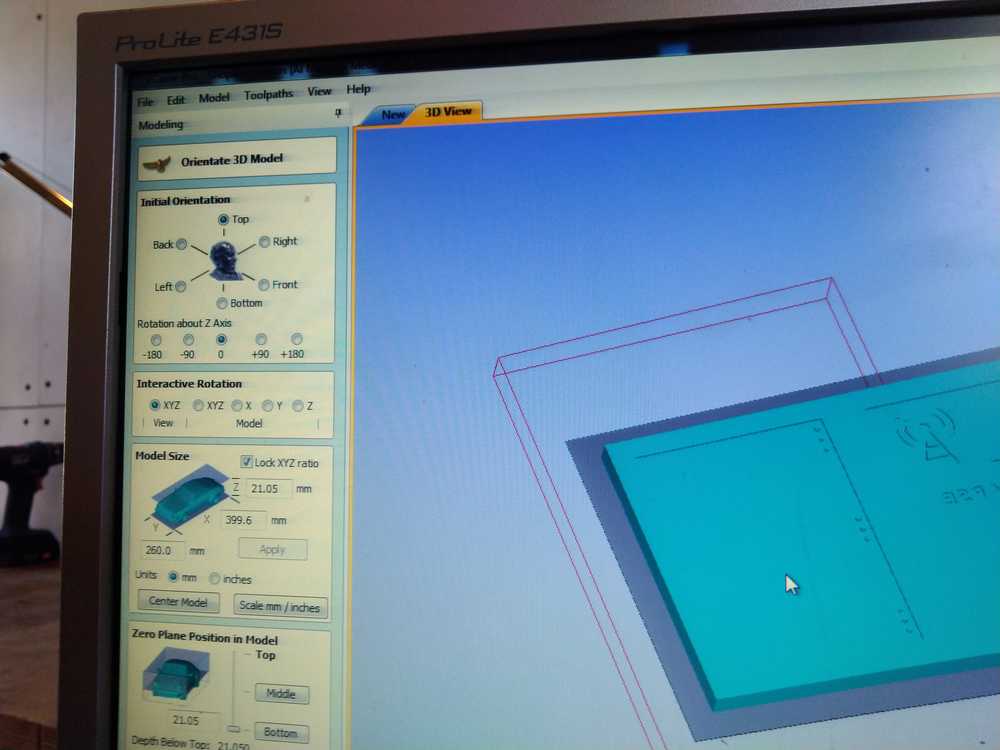
This is my design with the model of the book cover that I used to hole out the mold.
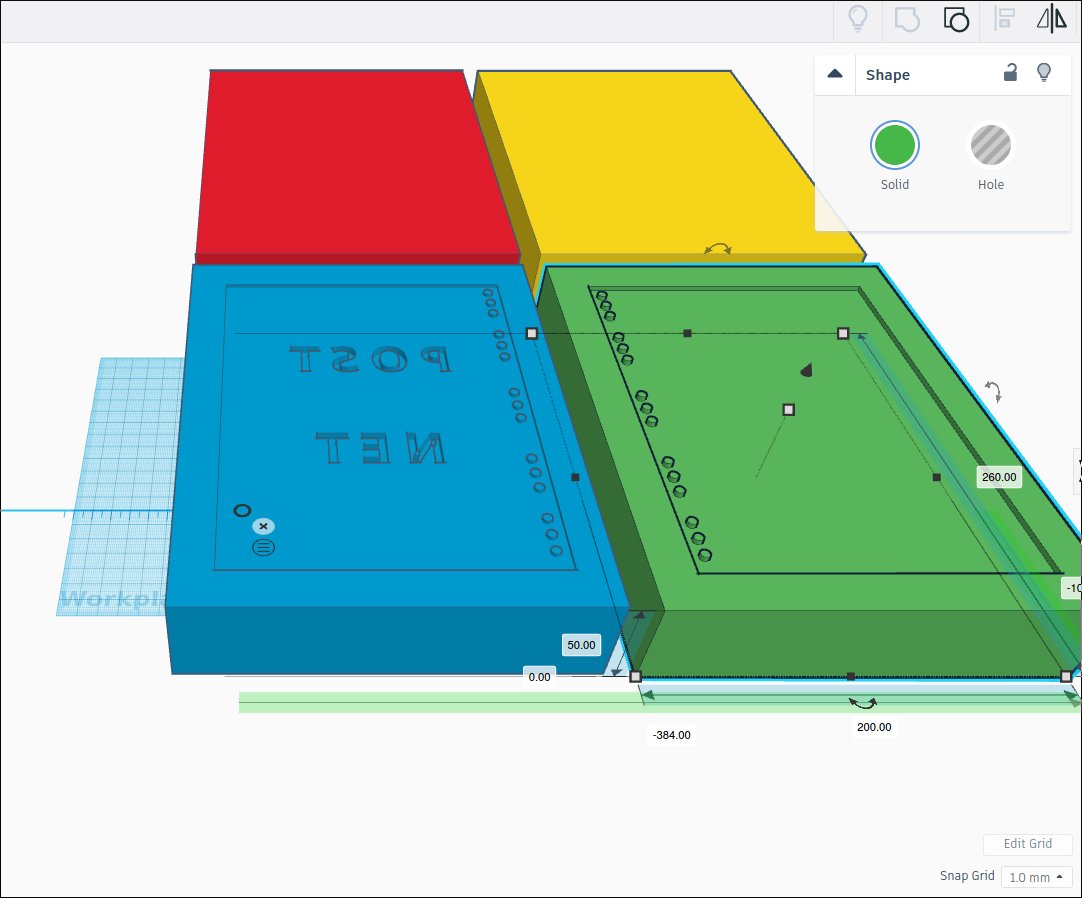
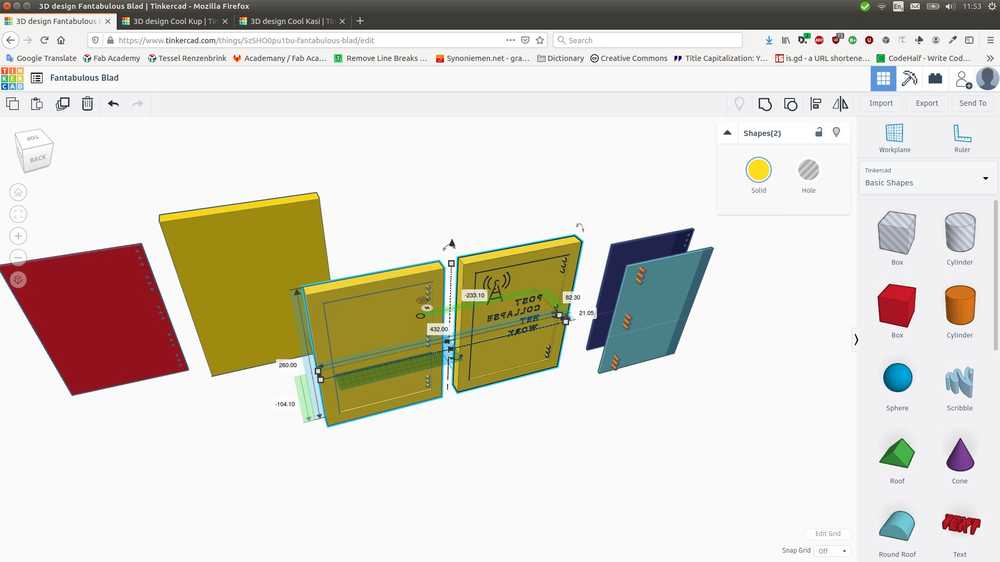
Final design as I exported it to .STL. The .STL will be imported in V-Carve to make the toolpaths.
In the lab Henk said it won’t be necessary to mill out the second blocks that are used for pressure. You can just use a piece of wood.
He also said I need not mill out the mold. You can just leave them in the material as we did with the wax. So that saves a lot of drilling time.
I made a few adjustments to my model because of this new approach. I removed the two ‘pressure block’ objects and grouped the two remaining blocks into one object.
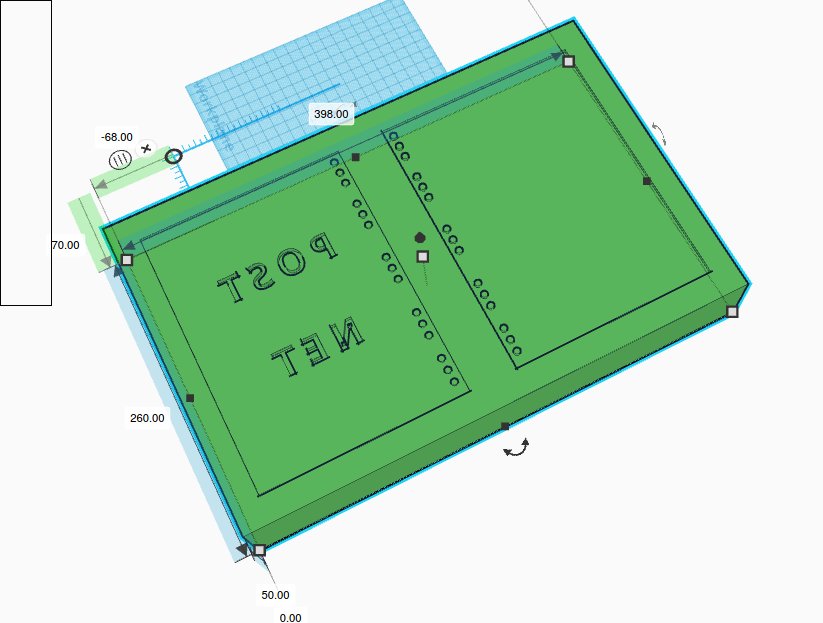
Instead of using only wood to apply pressure, Henk advised to use plexiglass. This will leave a smoother finish.
Milling¶
Setting up the material¶
For the stock material we use a foam called Iko enertherm. I sawed off a piece of 300mm by 600mm. I applied double sided tape on one side to stick it to the milling bed. Then I screwed in wooden strips to keep the material in place.

For my initial plan I would’ve needed a extra long drill. And we have one of 3mm diameter and 100mm long. But for the new Henk-way I can use a normal 3mm drill with a length of about 25mm.
Setting up the machine¶
I have changed the drill before but not the collet. I did not get the collet back in the ring, but that is just a matter of applying more pressure. You can set the ring on the table and apply pressure to the collet from above. I use a two-flute 3mm drill with a length of 25mm.
V-Carve¶
When opening up V-Carve the first thing you do is setting up the material. This refers to your stock material. You start with determining length and width. I kept doubting which was X and which was Y. But with help of Rutger I have no obtained certainty. In CNC week I determined the X-axis of the physical machine is the one that runs along-side the window (see map I made in week07). When setting up the material in V-Carve it asks for length and width. But below it, it says X and Y, and this corresponds to X and Y of the machine.
After setting up the material I imported the .STL design file by file > import > 3D object. The representation of the object did nestle itself into the the representation of the material. Instead, the Y-axis of the design, matched the X-axis of the material. Again Rutger helped. You can go to drawing this is a tab at the lower side of the panel. Here, at the top of the panel, you can change the orientation of the design object and flip it 90 degrees. So this is what I did. Now the X and Y axes correspondend.
More tips from Rutger: when giving dimensions to your stock material, you can choose to make them smaller than the actual size. This reduces your chances of the CNC drilling in places you don’t want it to. This is relevant when you have screwed the stock material to the machine bed. Giving smaller dimensions will help avoid accidently having the mill hit the screws.
When I wanted to apply the toolpath settings, I got that dreaded ding! sound V-Carve gives when it warns you something is wrong. The pop-up window informed me that the model is empty. It took Henk’s help to figure out that I had simply not pressed okay after setting the settings in the Model panel. This panel sits on the left of the screen. It can stay open while working on the Toolpaths panels on the right of the screen. But I now learned that if you do not press ok V-Carve thinks the model is empty.
You need to press okay on this panel, or V-Carve won’t be able to compute your toolpaths.
I missed another panel last week that has important settings. When clicking toolpaths on the right hand side of the panel, there is another material setup panel. Here multiple settings options are given. One of them is start below the surface of the Z-axis. If you fill in 2mm here, the CNC will first drill out the top 2mm of the stock material. This will make it flat before drilling out the actual object.
Another mistake I made is the thickness of the material. For my original design I planned to mill out the blocks entirely and make them 50mm thick. As Henk advised on a much simpler design, this was no longer needed. So I choose different stock material of 30mm but had not changed the design before loading it into V-Carve. So, I set the material to 30mm but the design was 50mm. V-Carve marked that as a red error. I ‘fixed’ it by telling V-Carve the material is 60mm thick. The error disappeared. But Ruther said I should not do that. Setting the thickness is also a way to tell the machine not to drill into the stock material. So you should adjust this in your design and not in V-Carve.
Talking to Henk and Rutger, I set the speed rate to 120 and the feed rate at 120. Stepover for roughing at 50% and for finalizing toolpath at 15%.
I set spindle speed for this material to 10.000. Henk explained that speed rate and spindle speed are related. At a higher speed rate, the material produces more chips. Therefore the spindle must turn faster to get rid of the chips.
Toolpath previews in V-Carve:
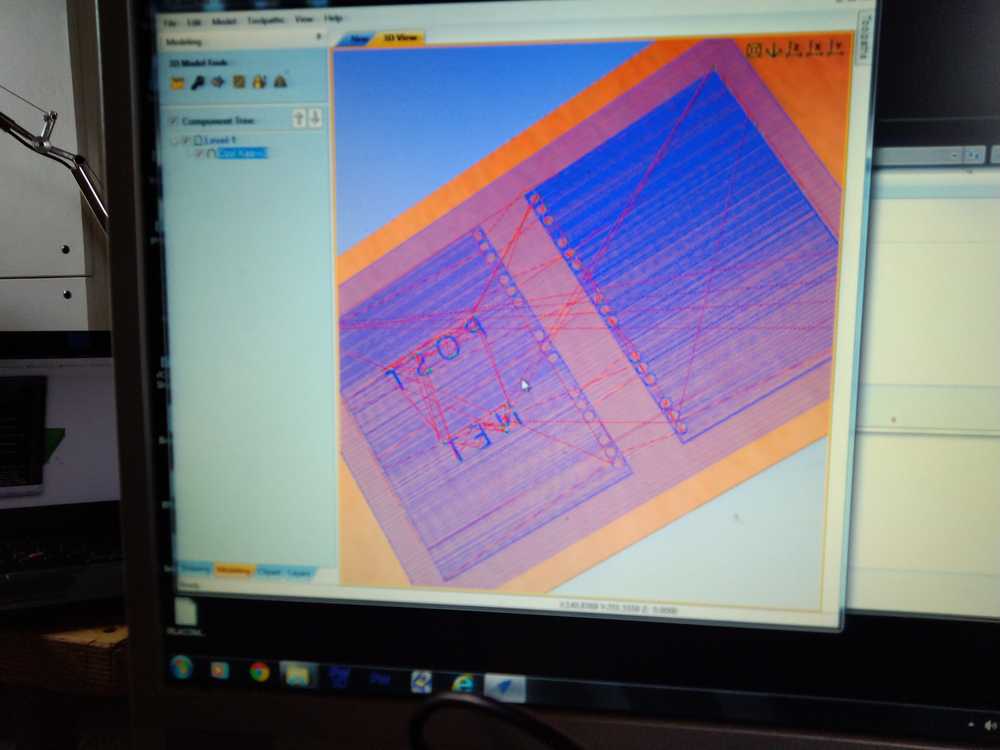
Shopbot software¶
This went without hickups. Remember to first put on the machine, then load the software. Close the software first and then shut off the machine.
Actual milling¶
Rutger showed me a tricks to double check if you did all the settings right. You can check if you have the right Z-axis by lowering the drill and checking if, when you are close to the material, Z shows close to zero. In the yellow panel you can fix the distance the Z-axis lowers. So instead of the default 10mm you set it to 1mm. This can be done with a button called fix.
He also visually checked the drill to see if it turns straight and not wobbly.
It was the first time I milled myself with the use of the exhaust. (Last week with the wax we did not use the exhaust.). In the back of the CNC room there is a big red switch. Turn it to on. On the table of the CNC machine is a red button. Also click that on. A turning knob next to it let’s you determine the sucking power.
Milling went well. It went slower then expected and we were a bit strapped for time. So, after roughing had been done, I decided to not go through with the finalizing toolpath. The mold looked good enough for the purposes it will be used for. You can just stop the machine by pressing the space bar. But when you it’s better not to leave it idling like that. Either quit the job by clicking quit in the software. This option is given in a pop-up window after you’ve pressed pause. Or resume milling.
Milling:
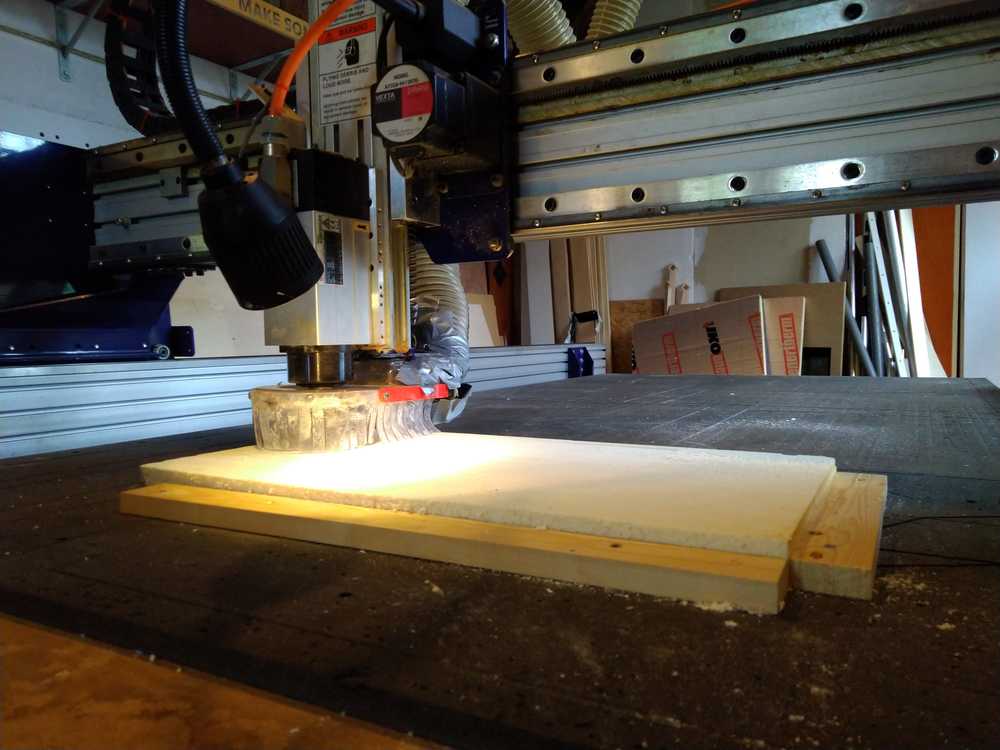
The mold. I am happy with the result.

Casting¶
As you can see in the picture of the finished mold, the CNC machine took out the top layer 2mm of the material as I told it too. This means I can’t just place a random-sized plank on the mold for pressure. Because the epoxy would spill over the limits of the book covers. So I sawed a piece of wood roughly in the dimensions of the outer milled out square. This I will place facing down on the epoxy. On top of that I will place a larger and thicker plank that I will use for applying pressure. I did not get to pour the mold this day. I cut the wooden plank to size with a saw. The saw was not at all right for the material, it was much to coarse and the wood came out splintered. I think I will make a new inside plank with the lasercutter before pouring.

Preparing: have your glue fasteners and planks for pressure ready. Wrap them in vaselined cling foil. Do this before preparing the epoxy because after your hands will be too dirty. So wrap both your mold and pressure planks in cling foil. Orient the vasiline toward the epoxied cloth. Soak the cloth in epoxy and place several layers of cloth over each other. Wrap vasiline on the clingfoil. Place vasiline toward the cloth again. You can place baking paper between the cling foil and the pressure planks. This will make the surface come out more straight.
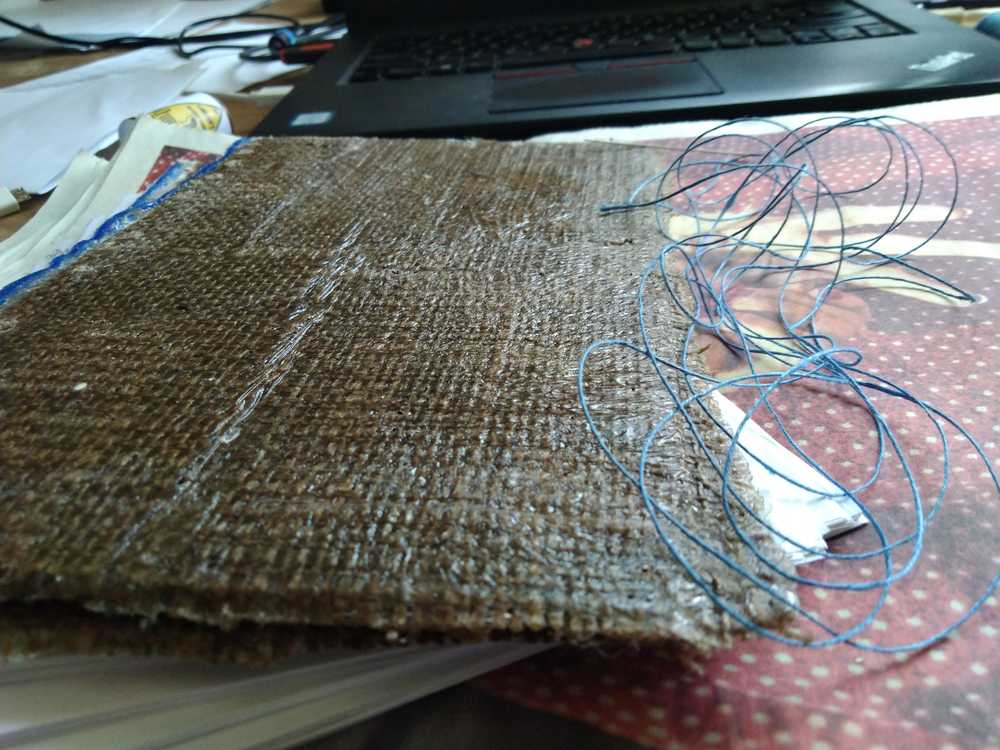
But before doing that I started with preparing the cloth. I collected some colored string which I may mix with the jute to give some variety of color.

I cut the Jute into pieces. First I tried to cut them at exactly the length and width of the book cover. But jute is so loose that it loses shape rapidly. So, after a while I decided to cut it in small straps that I will fill the mold with.


I proceeded to fill the letters of the mold with pieces of string. It won’t be possible to fill them with pieces of cloth, they are too small for that. But I did manage to curl pieces of string into them which hopefully will give them enough color. At least, that was the plan. But I forgot to put in vaselined cling foil first. So out came the strings I’d painstakingly put in. I vaselined cling foil and taped it to the mold. And tried to get the strings in the letters again. That really would not stay in place. I started the realized that the epoxy my not even make it into the indented letters. Or the cling foil might tear when pressure is applied.
I thought I would just give it a try. Have no strings to fill them up but see if I could get out clear lettering. If it would fail I could add lettering in another way. Instead of embossing the lettering I could cut them out of cloth. Place the letters on the mold of the cover that does not have the embossed letters (the backside cover) and add letters that way.
Lasercutter¶
But then Henk came up with a plan. He had the idea of lasercutting the letters from acrylic sheets and push them into the indented letters. The epoxy will attach to them and I’ll have embossed letters in acrylic. A marvelous plan!
So I started working on the lasercutter. But it has been since week03 since I had used the machine. I had to use my documentation to start remembering how it was precisely done. This already started with the design. I exported the letters from TinkerCad as an .SVG but what file format did the lasercutter want? I looked it up in my documentation. It’s .DXF. You need to use Inkscape to turn the SVG in a .DXF. And you had to do something with making paths in the SVG I vagely remembered.
It was past 18.00 on a Friday evening and Rutger was very kind to let us stay in the lab until very late. BUt of course, we could not stay there for ever. So I had to rush through re-remembering how to do lasercutting. Under different circumstances I would’ve sat down and carefully look up all the steps again. I would’ve taken hours. But now I just had to go and do it. And this was a really good lesson. I did not feel as prepared. Stuff went wrong and Rutger helped. But I re-mastered the lasercutting process in a very short time. This is what Neil refers to as time-supply project management. Rather then reserving the time you think you need to do something, you do something in the time you actually have. I think that if I had ot been under time-pressure it would have taken me 3 or 4 times as much time to do it. So that is an interesting lesson.
As I said, some stuff went wrong. I imported the STL file into Tinkercad but it seemed like an empty file had been imported. When I zoomed in at maximum I could see there were the lines, outlining the lettering. Rutger showed the trick to fix it: Open fill and stroke under object > fill and stroke. Select all by CTRL-A and adjust the stroke line. It was something like 0.004mm. Rutger set it to 0.5mm so I could actually see the letterin
My documentation for handling the lasercutter was much better than how to prepare a .DXF file in Inkscape. So this went better than I expected although here were to hickups too. First, lasercutter software would not import my design file. I remmbered from week03 that that happened a lot. Sometimes it was a matter of just keep on trying. But then I remembered that you have to put on the machine first before importing the file. So when I did that, the file imported.
In my week03 documentation I read: ‘check if the file is the right size. The software will sometimes mangle it.’ But I hadn’t written down properly how to check it. I just skipped that step and proceeded.
I set the settings to speed 100 and power 15 and operated the lasercutter. As I said, my documentation on that was straight forward. I remember having trouble with anchoring the X and Y back then. But appearantly I made so many mistakes back then that I was able to document the right way properly. So that went smooth. Then I wanted to zero the Z-axis. We do this manually by turning the laser head at the top ring. But someone had fastened it super tight. Rutger helped again.
So press Start it was and the machine lasered the letters. But they were very small and the were only engraved not cut out.
The step I had skipped before was important but I knew I had not documented it. So Rutger helped again. The setting for checking the size of your file is an icon at the left side of the panel. I don’t have a picture but you can hover over the icons and one will say size. Open your design in Inkscape. At the top of the panel it shows the dimensions of your design. Don’t forget to set the measurement to millimeters. Then look at the size in the lasercutter software. The design was indeed much smaller there. Copy the size of the X-axis from Inkscape into the size panel of the lasercutter. Then click the three dots behind it. This will scale the Y-axis to the same proportions. (I will add this to my week03 documentation too.)
The engraving rather than cut-through was the result of wrong settings. To cut the power needs to be much higher. Rutger showed the example cuttings. In it materials are handled at diffent settings. You can see that to cut through acrylic, you need speed 75 and power 100. This I did and the lasercutter cut through the acrylic and the letters were the right size.
The letters came out by applying a little pressure. And they fit perfectly into the indented letters of the mold. But then it was really time to leave the lab. So pouring will be done on my next day in the lab.

Casting¶
Today I did the casting. I cut the jute into smaller pieces. I reasoned that it would be better to fit little pieces together then have big pieces of jute that more or less fit the entire mold. My reasoning was that the jute is hard to cut to exact measurements and so it would be better to make a composition of small pieces. I don’t think it was the best plan. It was not easy to get an even amount of jute everywhere as corners of pieces of cloth overlap each other. Would I do it again I would opt for one big piece per layer.
 Mold with the lassercutted letters pressed in.
Mold with the lassercutted letters pressed in.
I blended the Tarbender the same way as for the group assignment.
I smeared it over the cloth.
When I had my gloved hands full of epoxy I realized I had forgotten to place clingfoil and vasiline around the second plank used for pressure. Luckily Tarbender had a potlife of 45 minutes. So I managed clingfoil and oil the plank before the epoxy began to harden. I have no pictures of the epoxying process because of very dirty hands.
I put the mold between the two planks with the little extra plank in between them. I tnen clamped them together with the glue clamps.
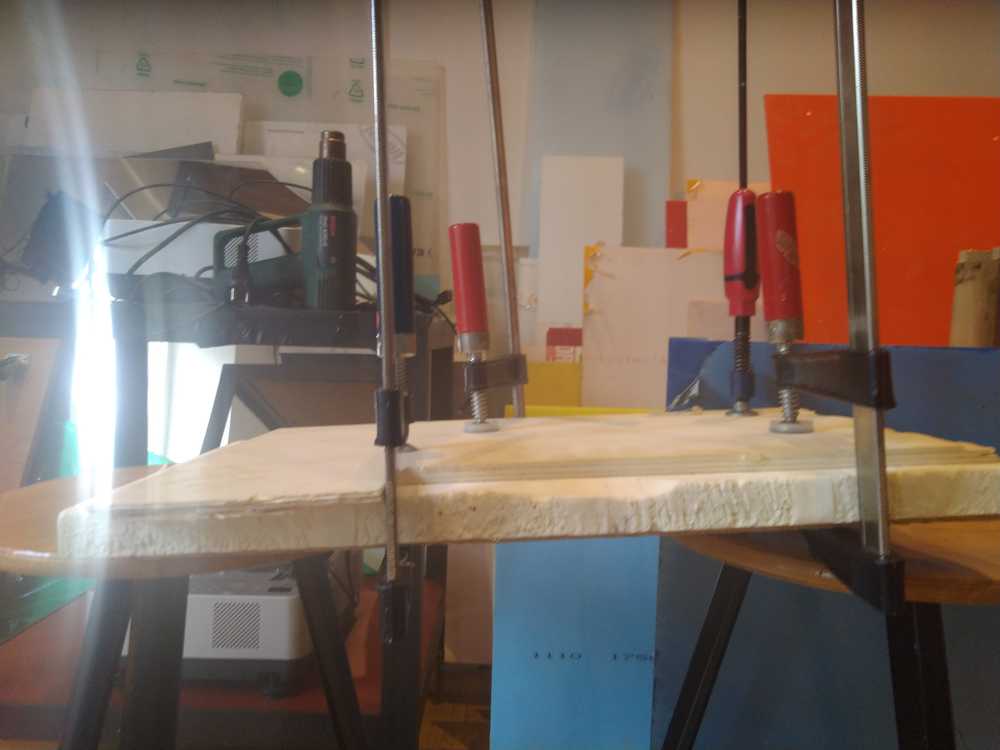 Clamped mold
Clamped mold
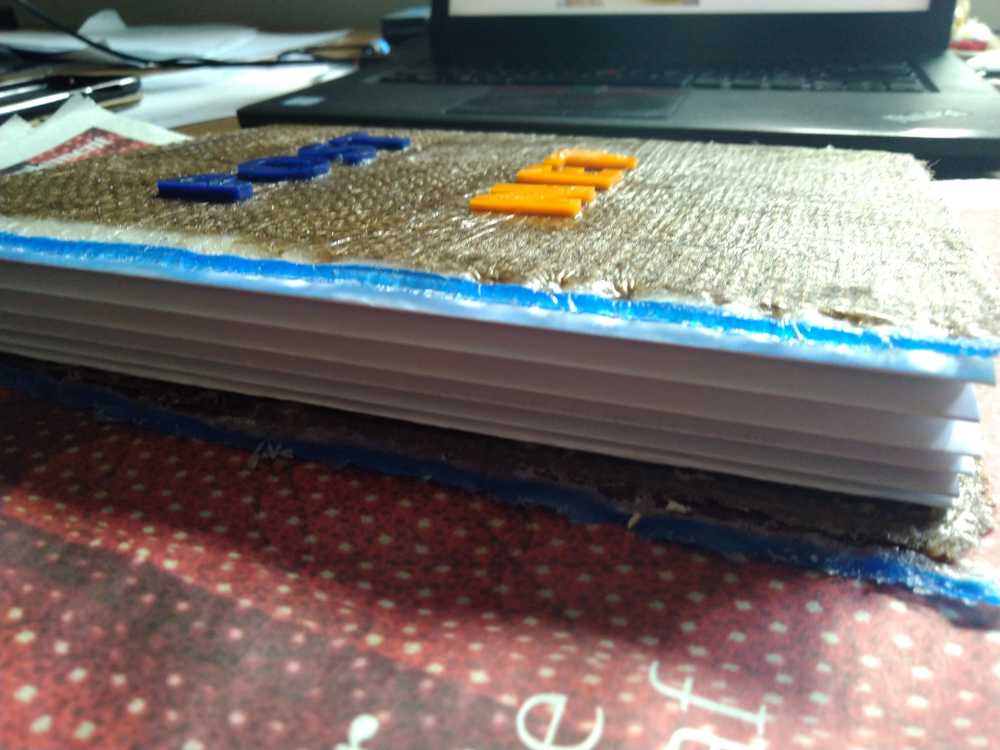
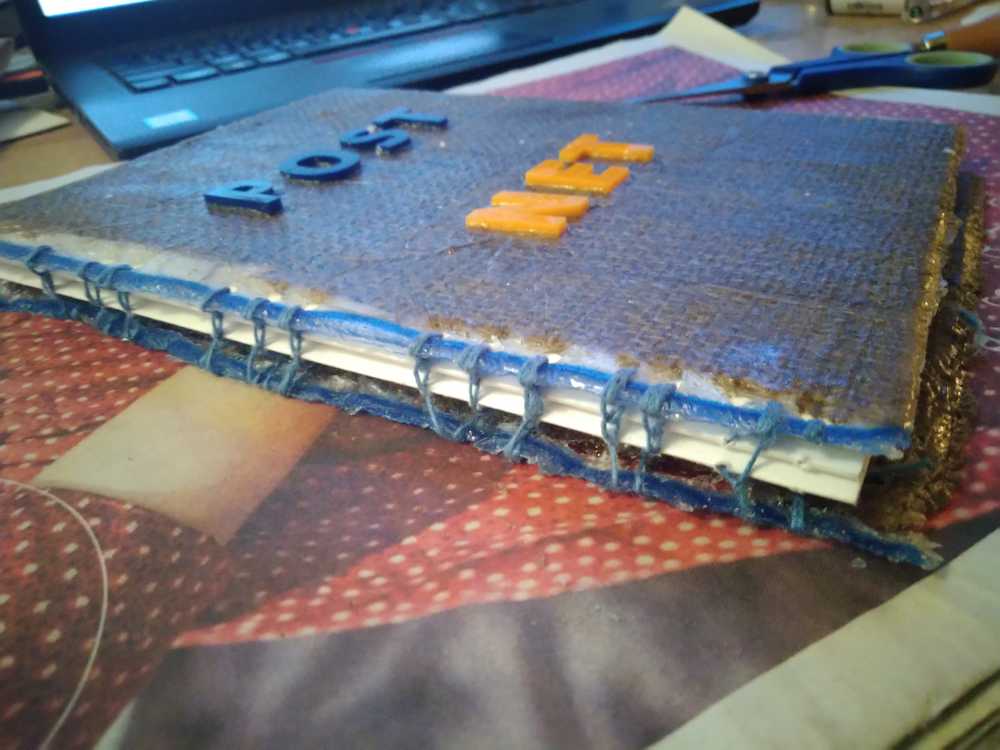
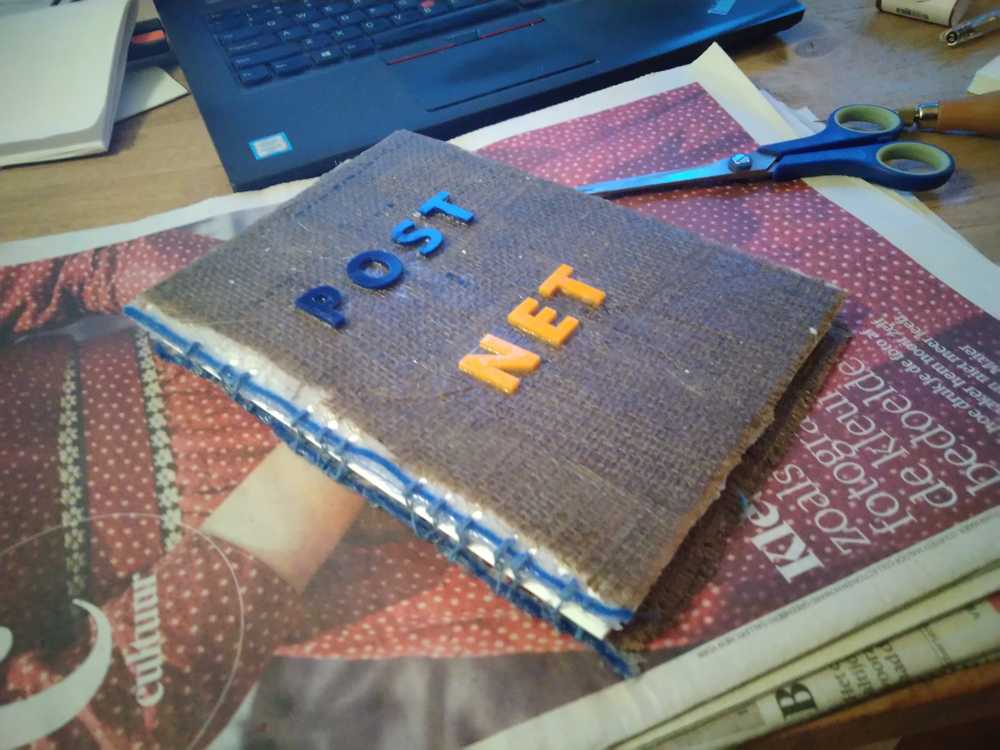
Outcome¶
The model comes out pretty good at first glance.

The lettering works great! It is fastened super tight.
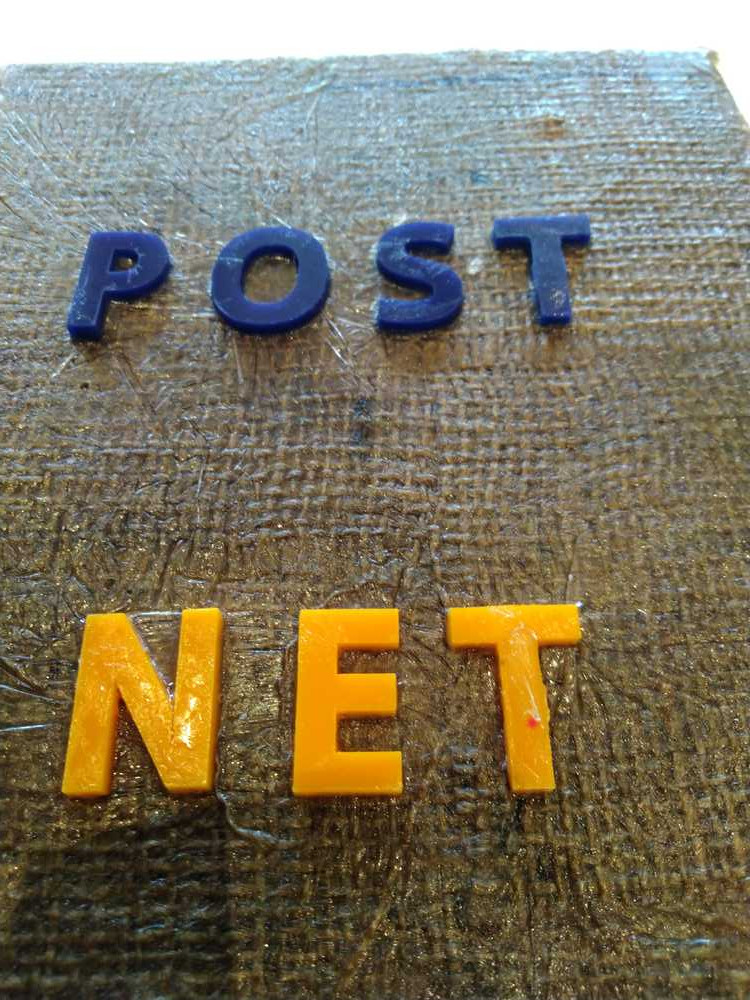
Adding different colored cloth works too, it really is visible.

What has not worked are the holes. They have filled with epoxy and can’t be used to run a thread through. Even worse, where the holes should have been the material is the least sturdy. There is no cloth there to make the material stronger and less expoy went there so it is also thinner.

Fixing it¶
The most important thing to fix are the holes. Without them the pages can’t be fastened to the book cover. I used an awl tool to punch through some of the holes.
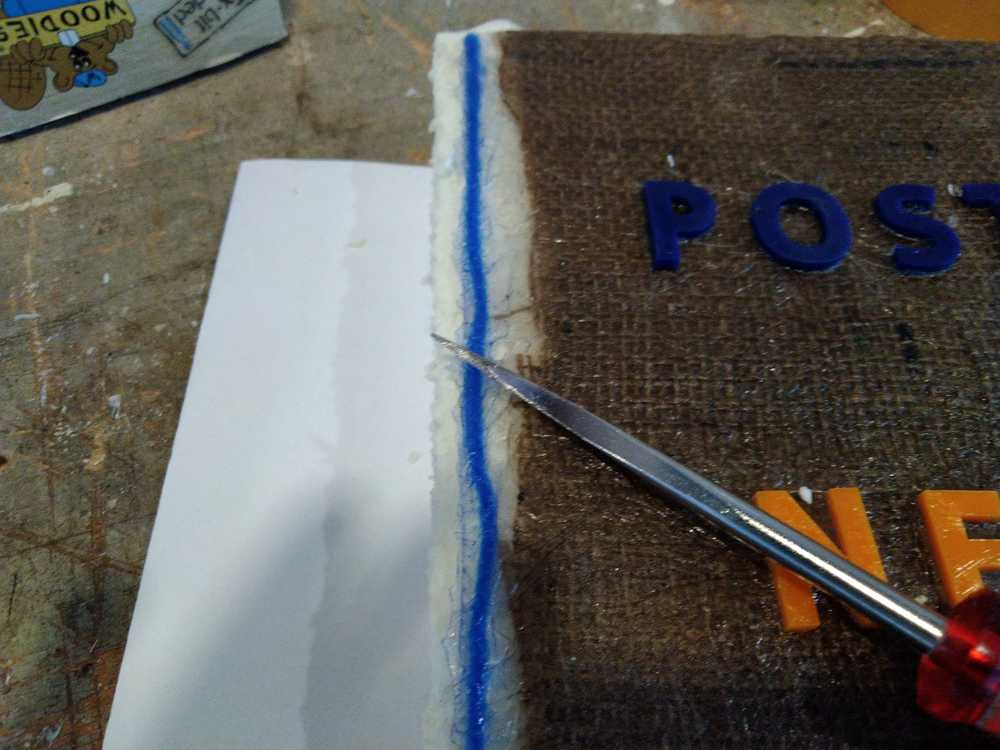 Of the two, the cover with the lettering has the best holes. In most cases the holes have a tiny layer of epoxy covering them. These could be removed with the awl. The back cover was much worse. Here the epoxy had not flowed to properly and there were quite a few large holes in the cover. It would be to weak to use for fastening.
Of the two, the cover with the lettering has the best holes. In most cases the holes have a tiny layer of epoxy covering them. These could be removed with the awl. The back cover was much worse. Here the epoxy had not flowed to properly and there were quite a few large holes in the cover. It would be to weak to use for fastening.
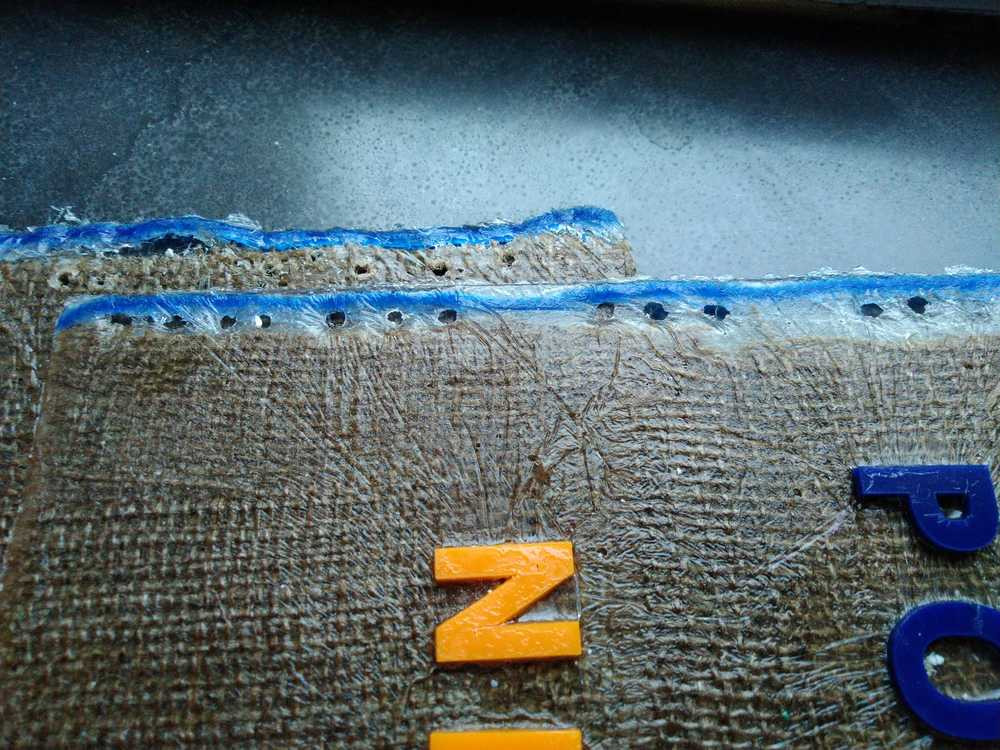
 So here I used a drill to make holes a centimeter to the right of the original holes.
So here I used a drill to make holes a centimeter to the right of the original holes.
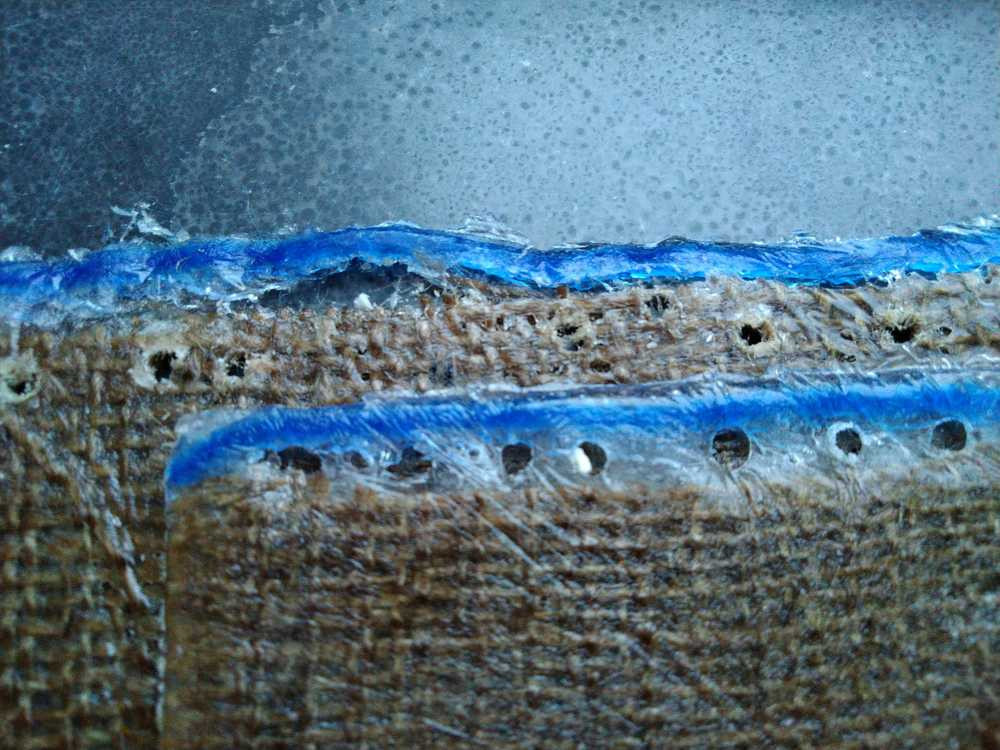
This is how the holes came out
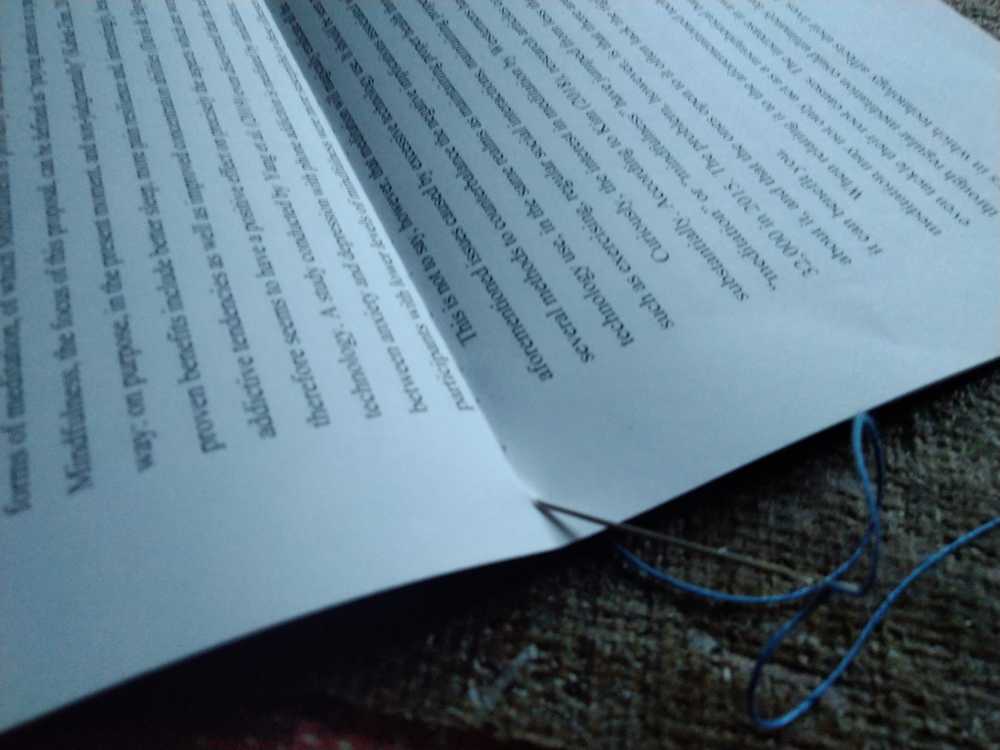
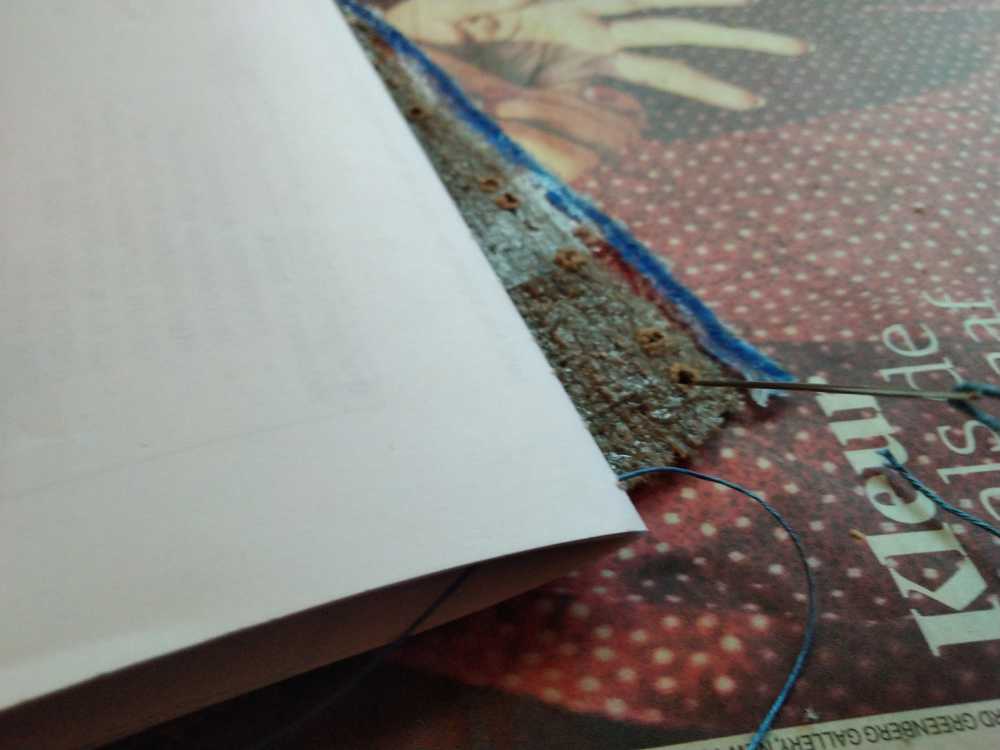
Book binding¶
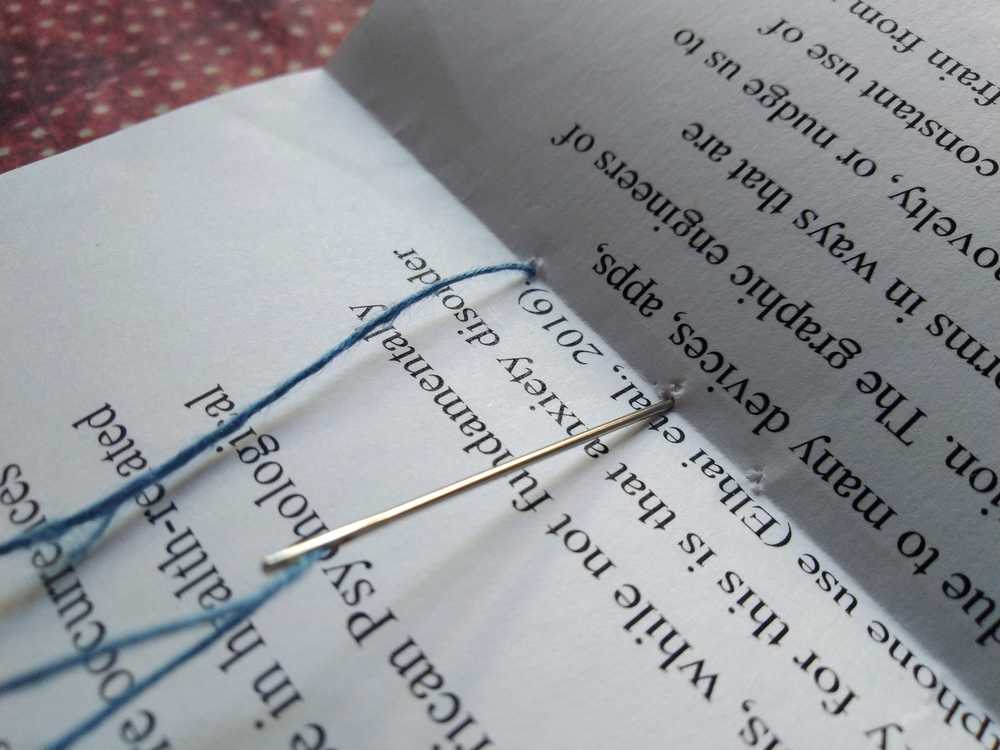
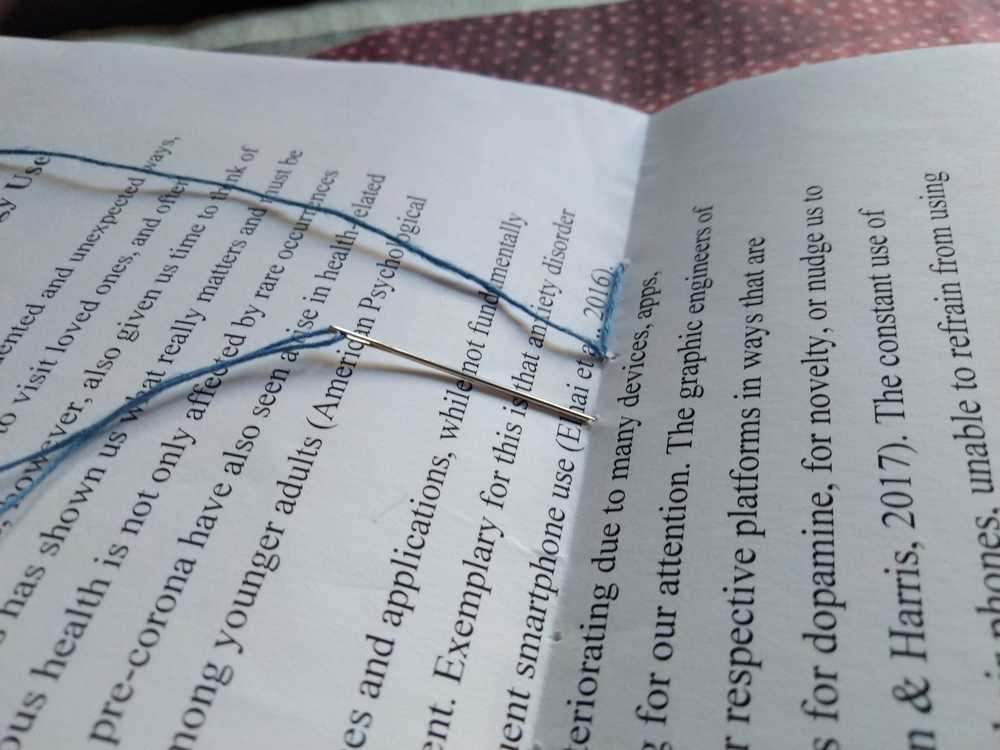
Next up is binding the covers into a book. As explained above I’ll the use coptic stithcing technique. I follow this tutorial. First I make the signatures. These are folded pages that together make up a bundle of pages. The most common number of pages used for a signature is 8, which fold to 16 pages in the book. In the front you see the awl and the thread.
Signatures between the covers.
Use the awl to punch holes in the signatures. Be generous with your holes to make the stitching easier.

Make sure you use adequate padding underneath the signatures. A few folded newspapers is not enough :(.

You need a long length of thread I use 10 times the length of the cover.
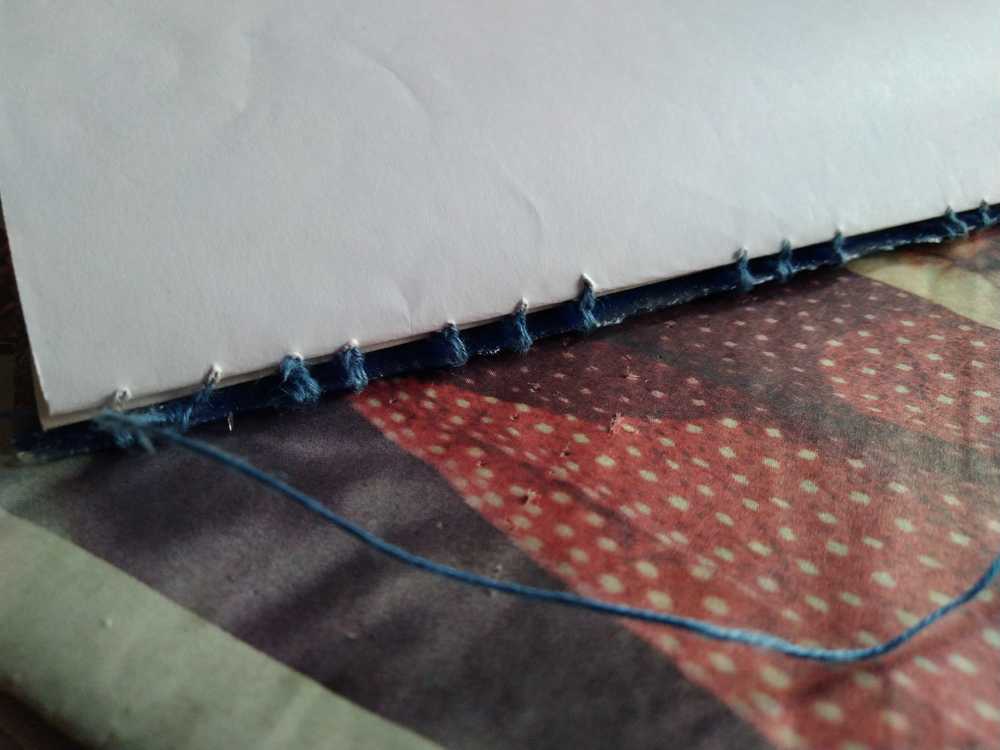
Start with the first signature, the one that contains the first page of your book. Lay it open and run the thread through the bottom hole. Run it through all the pages and let it come out of the back.
Then run it through the bottom hole of your front cover.
You can wind it through once or twice, you can choose. I run it twice.
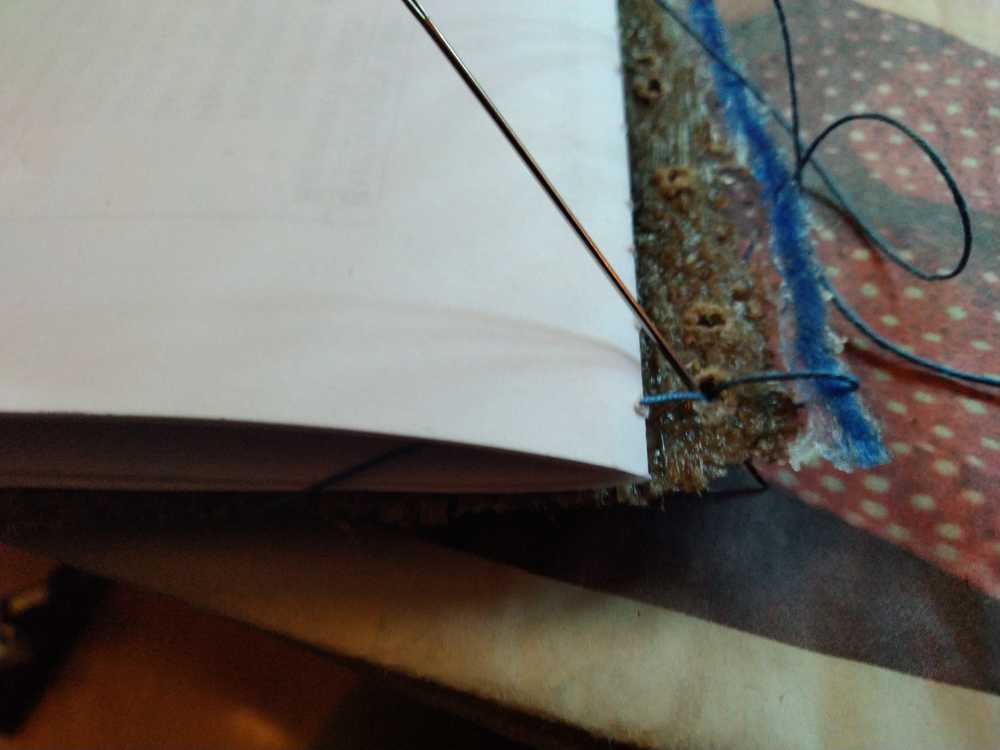
Then stitch it back through the same hole of the signature

Tie a knot. This you do only for the bottom hole. Run the thread through the next hole and follow the same procedure.
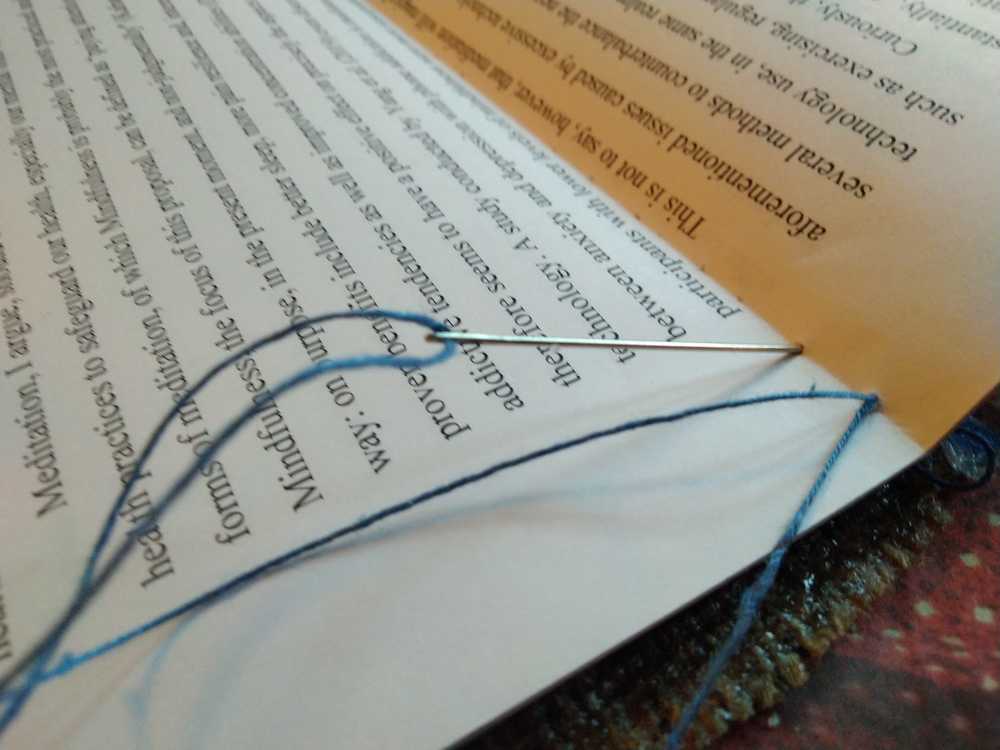
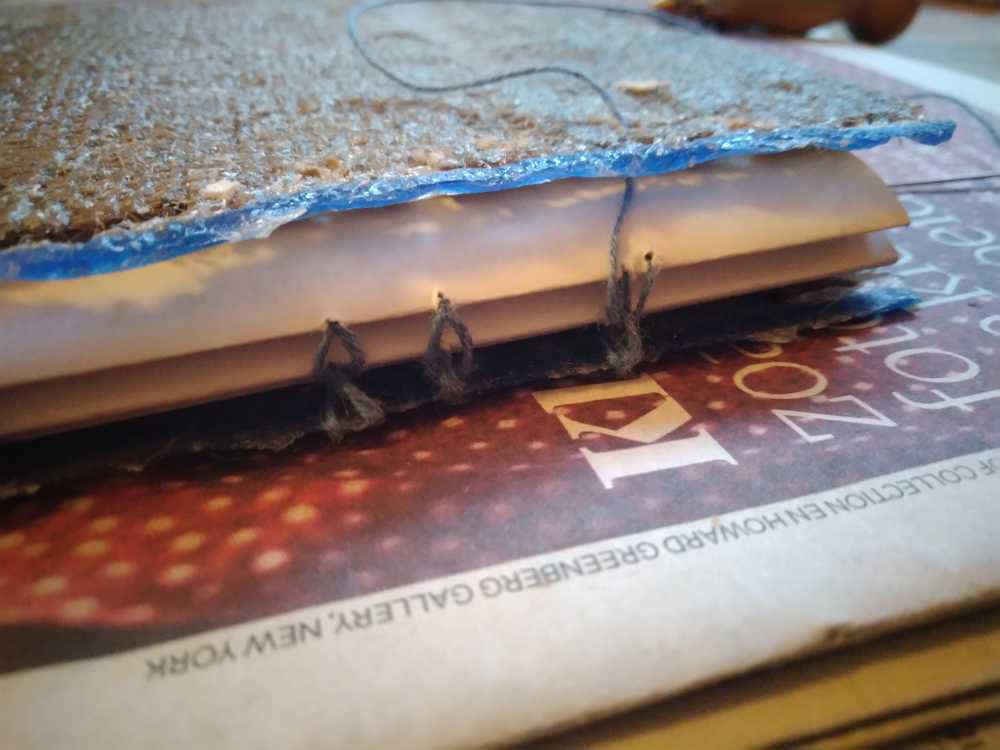
When you reach the end of the signature and have stitched it to the cover, you add the next signature. You run the thread from the back of the signature.
Go up to the next hole and run the thread through it.
You fasten the signature to the previous signature with a kettle stitch.
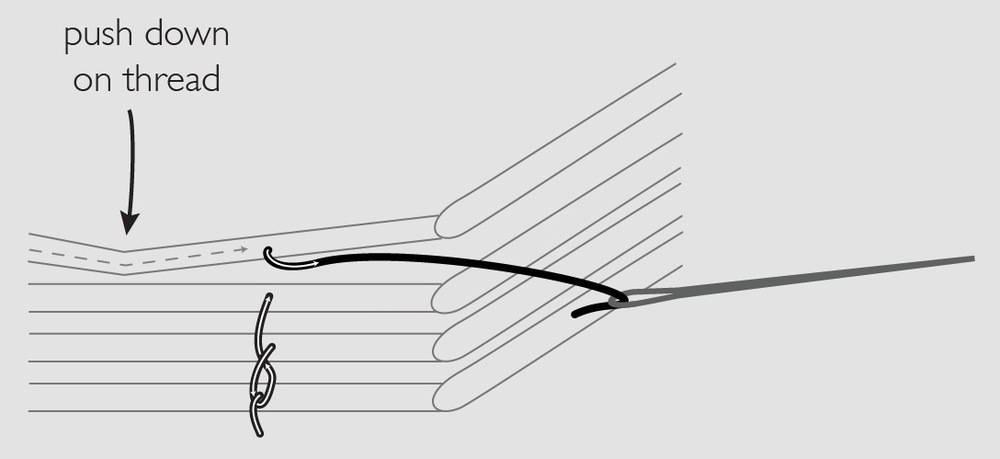
Source of kettle stitch image. This stich loops through a previous thread in order to fasten things together. Unlike this picture, you don’t go up the signatures, but move horizontally among the signature’s back. But you use the same loop-like stitch.
Loop through the outside threading of the previous signature.
Then run the thread back through the hole you came from.

Then on the inside of the signature, go to the next hole.
Have an even amount of holes. Otherwise you don’t end up on the outside of the signature at the last hole but on the inside.
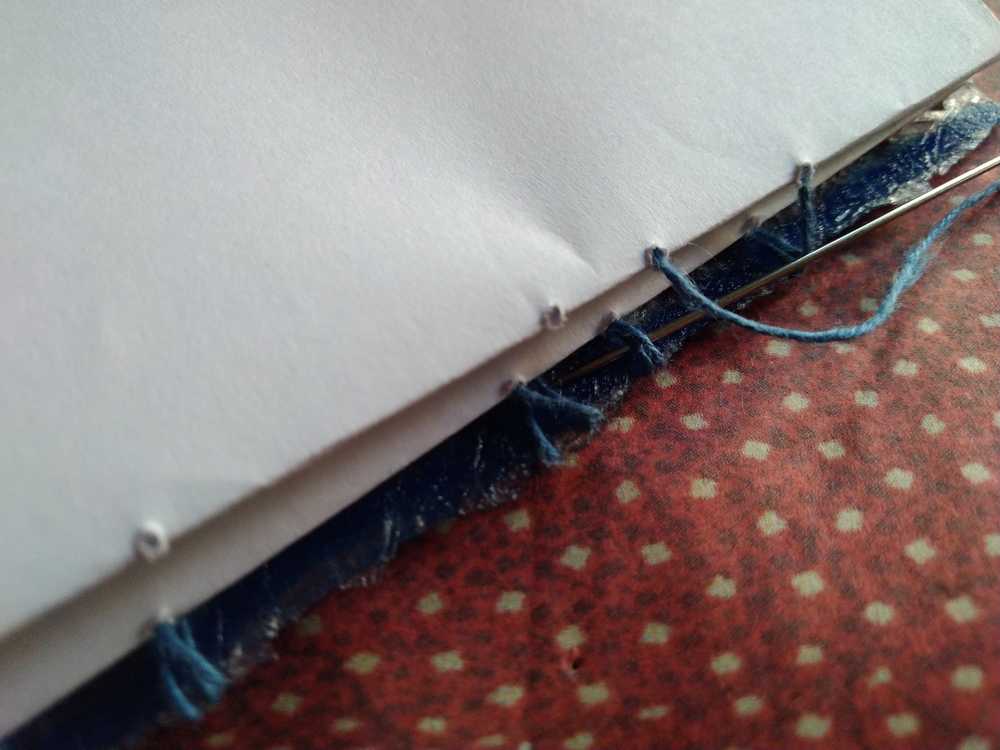
Don’t pull your signature’s too tight to the cover. This one is to close to the cover.
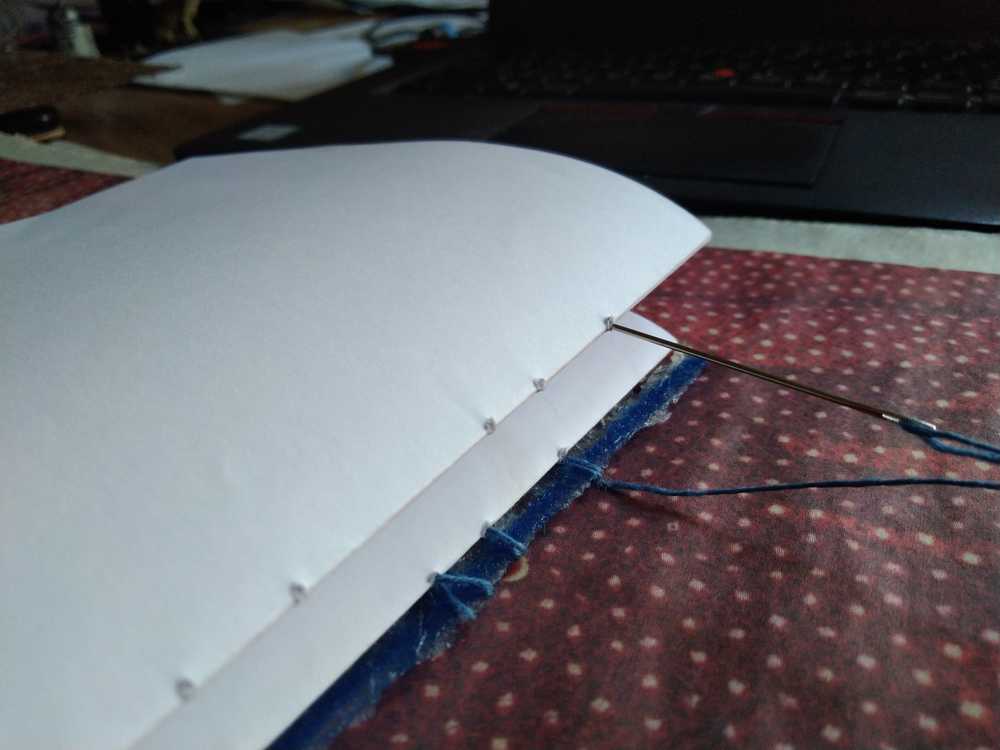
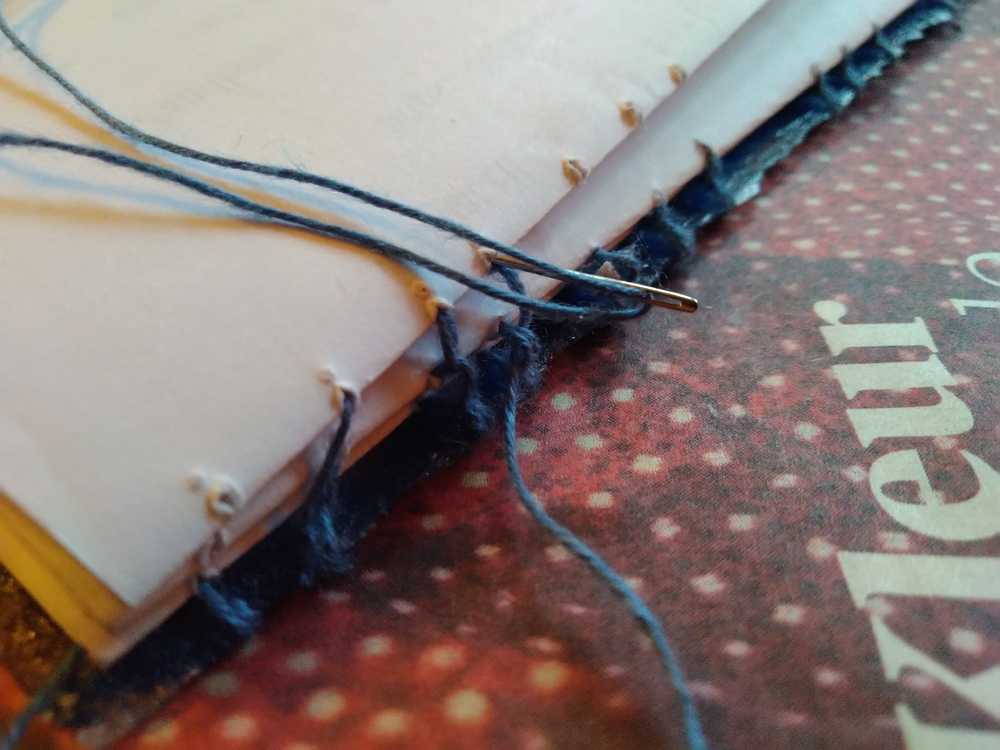
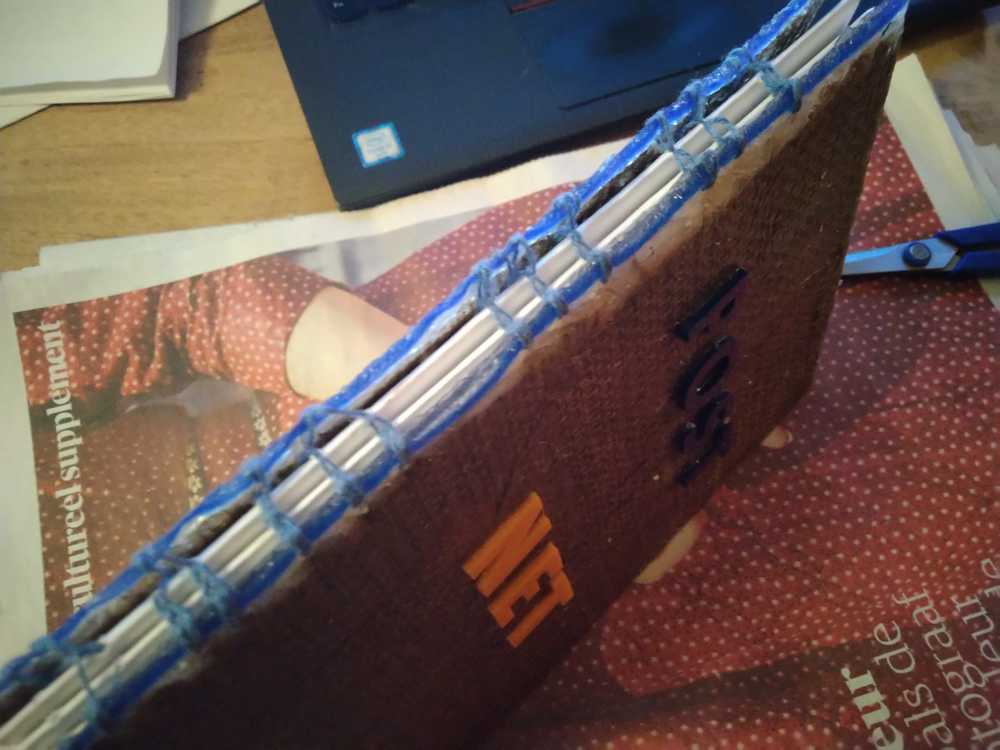
Attach the back cover the same way you added the signatures. Attach the thread with a kettle stitch through the last signature. Use the double winding of the hole as you did with the front cover. After running through the cover hole. run the thread back through the hole of the last signature.
Tie a knot when you reach the last hole.

This is what it looks like:
What I would do different next time¶
I really need to think about making the holes better. Good holes are important.
The cloth I use must cover the entire object. In the current version the left side of the holes has no cloth and you can see the paper through it and that’s optically not very nice.
I think I will go with wooden letters instead of acryl. A better way to sticth the back cover to the last signature.
I’ll try to use less epoxy. It gives a shiny appearance. In some places where accidently less eposy flowed to, it looks nicer. Closer to the original jute.
Use less holes. I had 15 this time. I think 12 is enough. and use an even number of holes.
New lettering in Inkscape¶
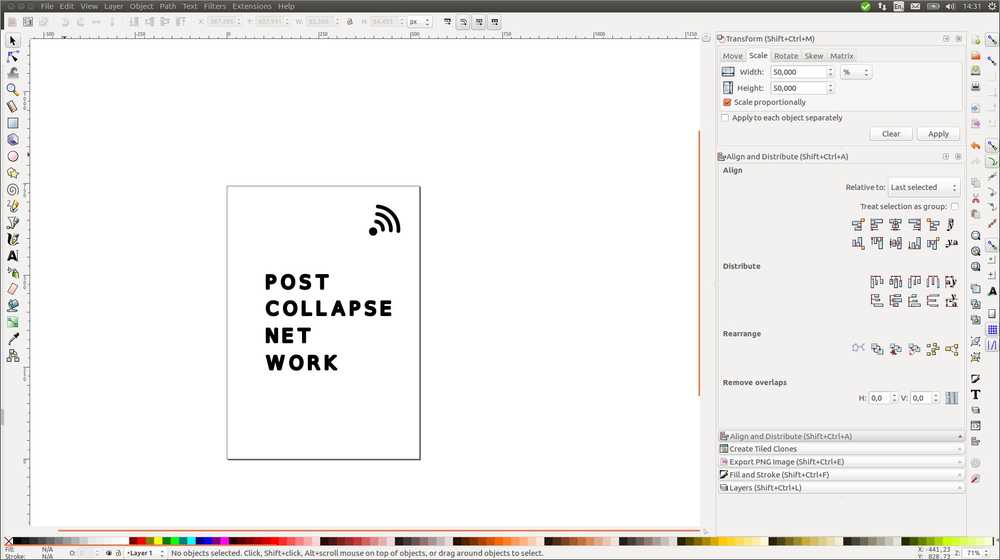
For the global review I had to add documentation to week02 making a design in Inkscape. So I did the lettering of the cover of the book in Inkscape which is an improvement to the one I did in Tinkercad.
Here is the new lettering in Inkscape. The file is part of the source files table of week02.
I printed it out to see how it fit to an A3 shaped notebook:
And I imported the Inkscape SVG into Tinkercad:
Later I changed the wifi symbol for a more general signal symbol.
Here is my final design. I decided to remove the signal tower.
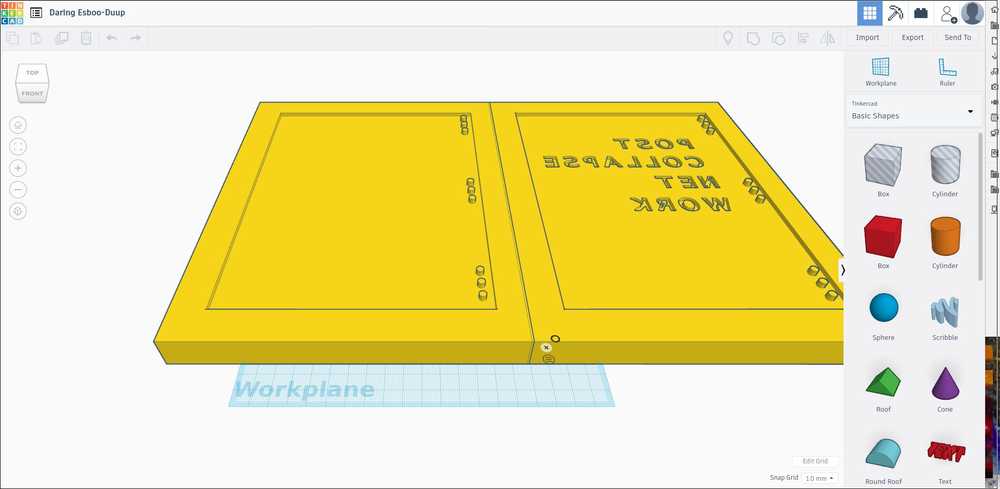
It all looks much better and I started with making this second version. I went to the CNC machine to mill the new mold. By now I have used the CNC machine often enough that I thought it would go quickly. It was Tuesday so milling and pouring had to be done on that day. I loaded the design into V-Carve choose my settings and ran the toolpath preview. The model looked really bad. The milling looked bad. The roughing toolpath hardly cut out the lettering.

Which was strange because for the previous model I did not even need a finishing toolpath. So I selected a finishing toolpath for this one. But it did not become much better. The lettering looked stepped. The bottom would be milled out but the sides were more like a stepped pyramid. I thought that maybe my lettering had not gone well in Inkscape. That I had not made them big enough even though I paid attention to it. So I enlarged them, loaded them into TinkerCad adjusted. But it was hardly better. I did not get it right and it was 14.00 already and it was no longer feasable to mill and pour in one day. So I had to let go of making the second book.
In the morning I woke up and new what had gone wrong. Some setting I had not encountered before was set to 6mm. I had not paid attention to it in the CNC room. I had seen it but it had not registered. In the morning I realized that any setting with 6mm for a design that is only 3mm deep will not be right.
I looked it up in the V-Carve manual and it was Ramp plunge moves. This make the drill not go straight in but with an angle. This was the reason why my model had such ugly toolpaths. It was not milling the sides straight but coming in at an angle and a big one at that. This was in accordance with the ‘stepped’ toolpaths I saw in the design.
Second book cover¶
For the final assignment I made a new book cover. The goal was to:
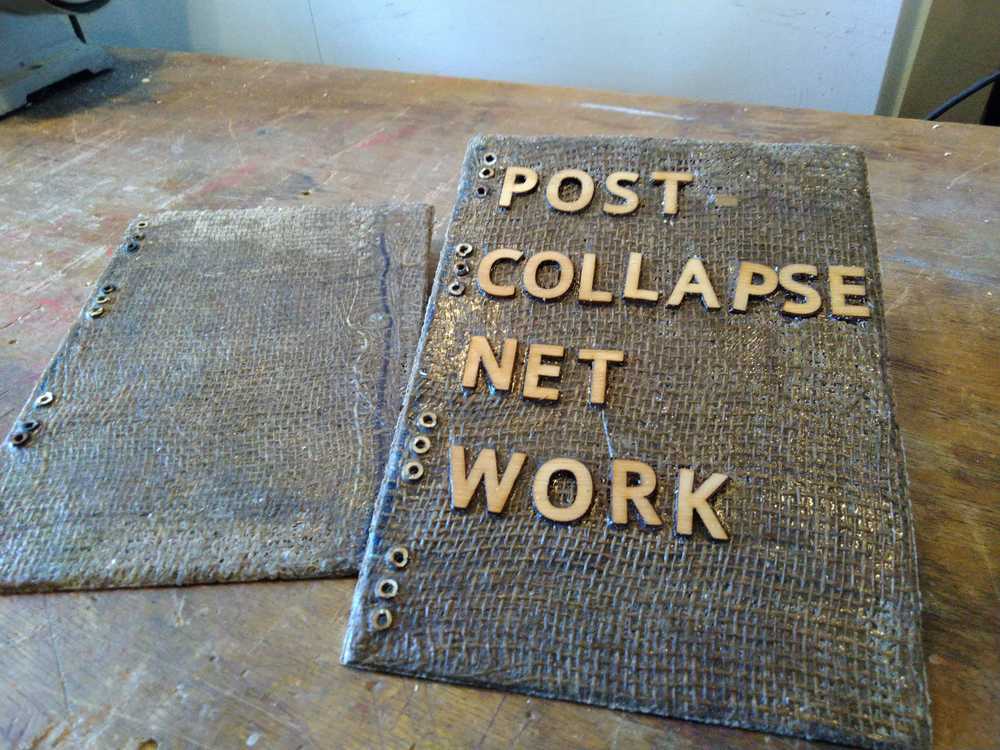
- make it look nicer
- Change the cover title from ‘post net’ to ‘post-collapse network’
- Use wood for the lettering instead of acrylic.
- Correct some of the mistakes. The most important of which is the holes in the covers that did not come out very strong.
I used the same processes. I’ve documented it on my final project - how to page.
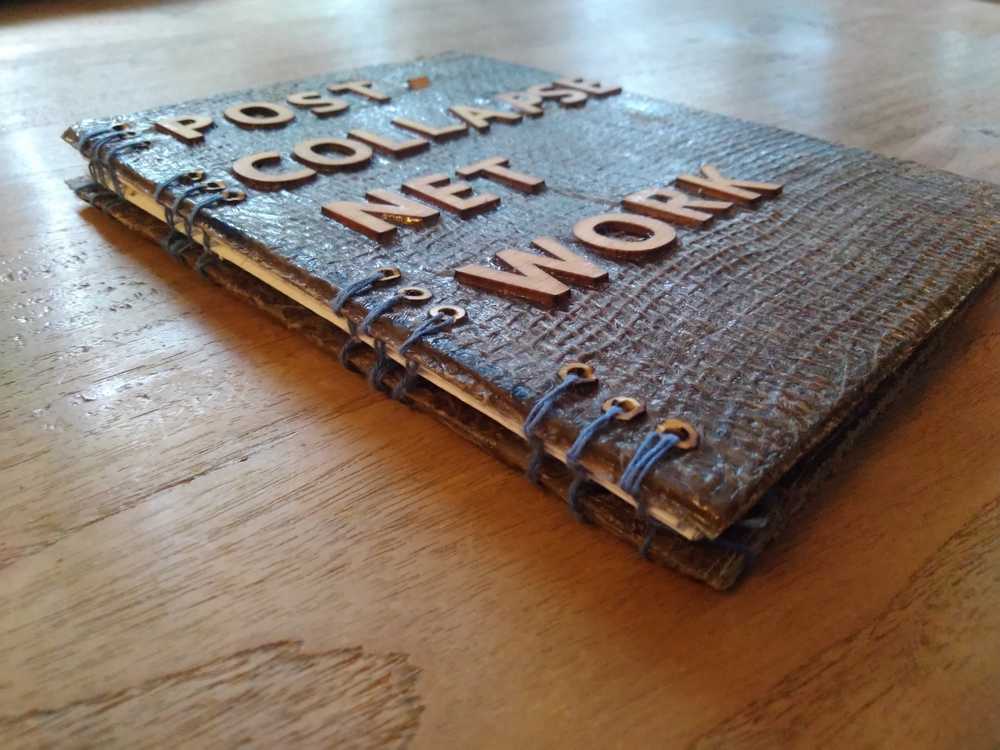
An important difference was using lasercutted rings to make the holes in the cover.
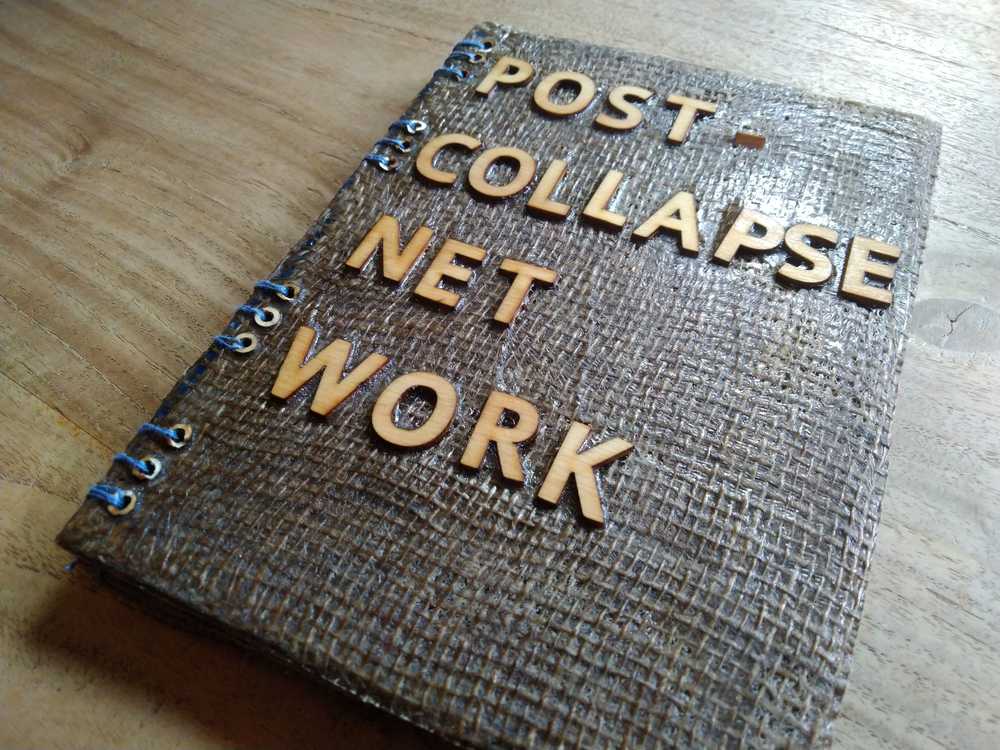
This is how the covers came out:
Stitching the book together with coptic stitching
Group assignment¶
A full description of the group assignment can be found on our communual page.
For the group assignment we are going to make sample pieces of composites of epoxy. You can vary with combining different textiles, the number of layers, the amount of expoxy you use, etc. After they are finished we will describe the difference between the different example pieces: Are they flexible, hard, nice to look at, etc. We have divided the work between the two groups: Hyejin and Harm do four, same for Nathan and I.
We also have to read the datasheet and safety sheet of Tarbender: the epoxy we will use. It’s mean stuff so you have to prepare by reading the manual.
Tarbender¶
Here is the online safety sheet. And here is the product page of of Tarbender by Smooth-On, the company that sells it.
Technical:
Tarbender is a liquid epoxy. It can be poured or brushed over material and provides a strong, high gloss coating.
Curing: It cures at room temperature and takes about 16 hours.
Application: It can be used on wood, plaster, concrete, foam, fabrics, paper, etc.
You can add colorants to the epoxy.
You can use 90% Isopropyl alcohol to remove Tarbender from surfaces.
Tarbender consists of two parts. Tarbender Part A (SDS No. 1050A) and Part B (SDS No. 1050B).
Pot life is 45 minutes.
Cure time is 16 hours.
Shore hardness is 75D.
Safety:
Avoid breating the fumes. Wearing a NIOSH approved respirator is recommended.
Use only in a well ventilated area.
We will use gloves, lab coat, safety glasses and respirator.
Warnings from the safety sheet: this product may cause skin irritation and eye irritation. If you need to see a doctor, bring the container with the label. Don’t breath it in. Don’t eat, drink or smoke while handling the product. Wash your hands thoroughlu with soap after use.
If on fire use water fog, dry chemical or carbon dioxide to put it out.
Environmental advise: don’t let Tarbender enter the sewer or open waterways.
User instructions:
Mixing ratio: 2A:1B. No scale is needed.
Shake both the parts in their container.
Stir for two minutes.
Pour over in a new cup and stir for two minutes again. The mixing cups should consist of plastic, metal or wax coated paper.
If you mix a lot of Tarbender at the same time, pot life may reduce and it may become too hot to handle.
Wash hands thoroughly after use.
Store at room termperature.
Table of how much volume you need per square centimer: Source: Smooth-on.com

Cutting cloth and pouring¶
Nathan and I each made a couple of test pieces. I used jute because that is what I want to use in my individual assignment. I cut out four layers of jute. The second sample is part of an old blue blouse. Two external layers of the blue cloth and in the middle two pieces of jute to give it some volume. Third piece is two layers of black sturdy linnen from an old trouser. Lastly, I filled my mold from last week with Tarbender because I am curious what an object of pure epoxy looks like. Harm also wanted to know what pure Tarbender looked like but he had forgot to make a test poor himself. So he asked us to fill one for him. He had taped a piece of 1mm plastic on the workbench of which he had cut out a square. He asked us to fill that with tarbender. This turned out to not be not the smartest of setups. Throughout the day I kept touch the square accidently, dropping stuff on it, etc. A workbench is not a good place for an open mold.
After preparing the cloth we mixed the Tarbender as per the instructions. Two minutes of stirring, pour into another cup and stir two minutes again.
We made 150ml of mixed solution. Each having 75ml to work with. I started out with the jute but it soaked up a lot of epoxy so I ended up having to make another 75ml. With a pot life of 45 minutes this was not a problem.
I had prepared two planks and a bunch of glue clamps to serve as pressure mechanisms. I attached cling foil to the planks with tape and then smeared vaseline on the cling foil. The purpose of the cling foil is to keep the epoxy from attaching to the mold. The purpose of the vaseline is to keep the epoxy from sticking to the cling foil. One mistake I made is that I had wanted to place all the epoxied cloth samples between just two planks even though the samples have different thickness. The four layers of jute are much thicker than two layers of linnen. I only figured this out when I was laying the epoxied mess on the planks. Having my gloved hands full of epoxy I did not want to go search for extra planks and glue clamps and mess with the cling foil and vaseline again, so I just placed all samples in the same pressing mechanism. How that will come out we will see after the curing.
I also poured pure epoxy in my mold from last week. This time I did not forget to add release agent. In one half of the mold I added to strings of jute to see how that comes out. Lastly, I poured Harm’s ridiculous square.

Now wait 16 hours.
Flexibility test¶
The test samples came out nice. Here is a picture of our samples.

Starting left and then going down each row: 2 layer jute, 2 layers heavy black linnen, white linnen two layers, glass fiber two layers, pure epoxy, 4 layer jute, 2 layer blue cloth.
We did a crude flexibility test:
Two layers of thin white linnen is pretty flexible.

Two layers of glass fiber is pretty flexible

Two layers of thin blue cloth is very flexible.

Four layers of jute is very strong and will only bend minimally.

Two layers of thick linnen … breaks!

No it doesn’t. Something has gone wrong with the pouring. Appearantly there was not enough epoxy in the middle of the piece. The two halves can not be broken any further.

Pure epoxy bends a little.

Local lecture¶
Put cling foil between mold and textiles.
Use vaseline as a release agent.
Tar bender has really toxic fumes. You need glasses, gloves and a respirator. It becomes a milky colored hard substance.
We all have to read the Tarbender datasheet because it is dangerous stuff.
For the group assignment we will make test pieces. We have textiles with different structures. You can test different amounts of epoxy, and use different numbers of layers of textiles etc. Combine different structured textiles etc. you can test with molds and with the pressure bag.
You can bring your own textiles. I will bring some old clothes.
The foam blocks are large and come in 30m, 50mm, 120mm thickness. For the 120mm block you would need to have a slope in your design to give the drill head space.
4mm mill, 100mm long. So you can go 80mm deep in the material because it has to go 20mm in collet. 6mm mill with a length of 60mm. Bolenose end mill of 3mm with length of 100mm. Bolenosed means it has no flutes. With its stepover it will have stripes.
We all have to read the Tarbender datasheet because it is dangerous stuff.