7. Computer controlled machining¶
In this weekly task we had to do something big, meter scale big. I’ve never worked on such a large CNC machine so this week will be interesting. I decided to make a bar stool. I used Fusion 360 for the design. Why a bar stool? My colleague is making a bar table so I decided to make a bar stool to have the whole set.
Individual assignment¶
For an individual task, I decided to make a bar stool. I used Fusion 360 for the design. I opened Fusion and set some parameters first. We had a plywood that was 15 mm thick and measuring 1250 x 2500 mm.
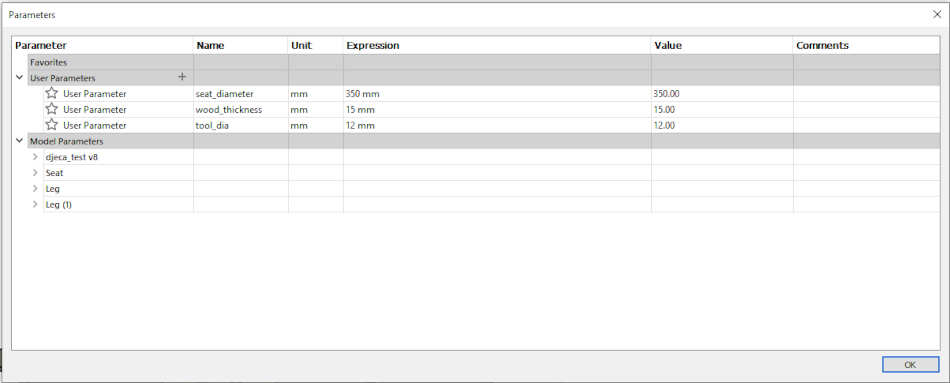
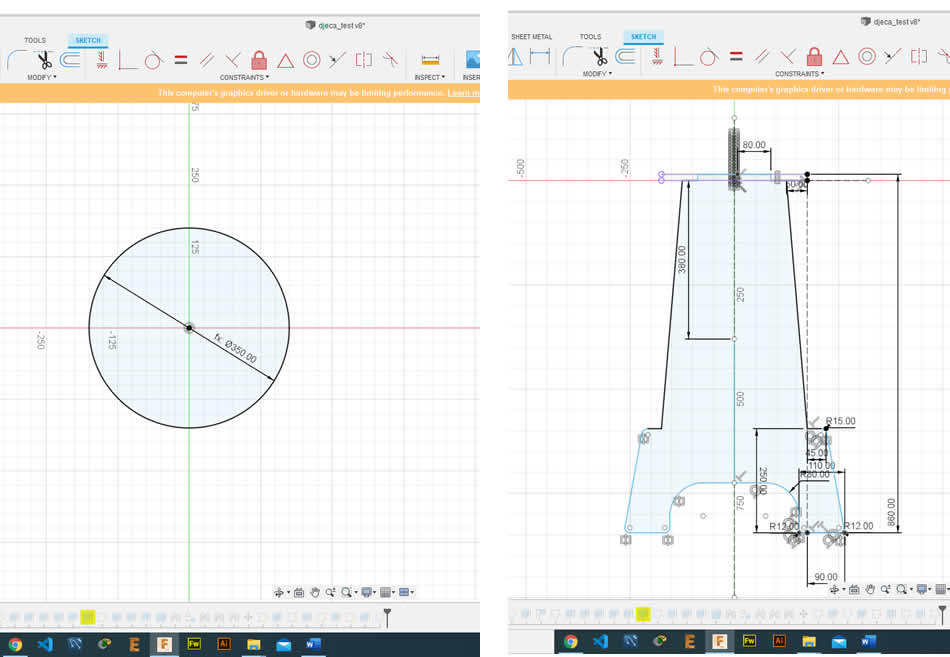
First I started drawing seat. I set the diameter to 350 mm and the extrusion is set to 15 mm. I was thinking that one leg fits into the cutout of the other.
After extrude, I got the result as in the picture. The next step was to draw the other legs of the stool.
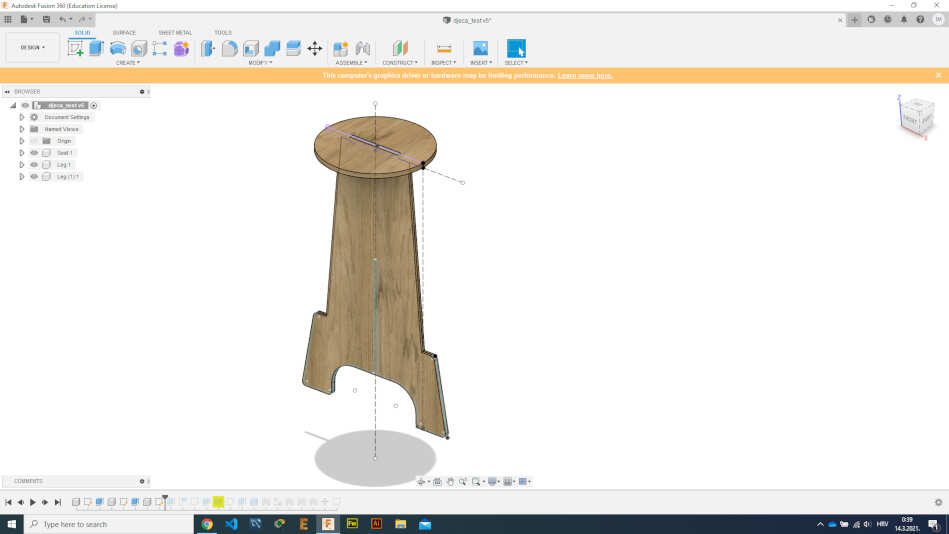
I drew the other leg, and I put the groove on the opposite side from the last. In 3D it looks like this.
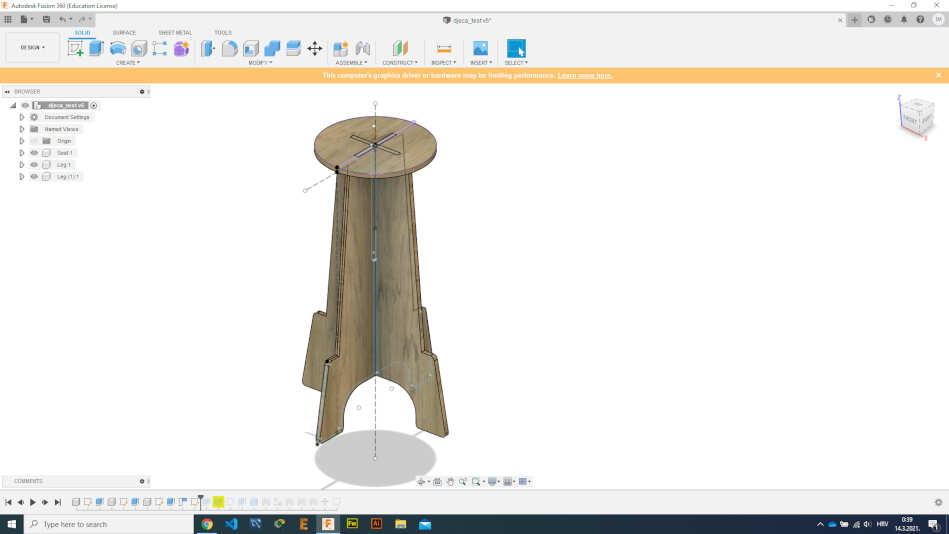
For better stability and support for the legs while sitting I made a hoop. The hoop will contribute to better stability of the chairs, and at the same time legs can be placed on it.
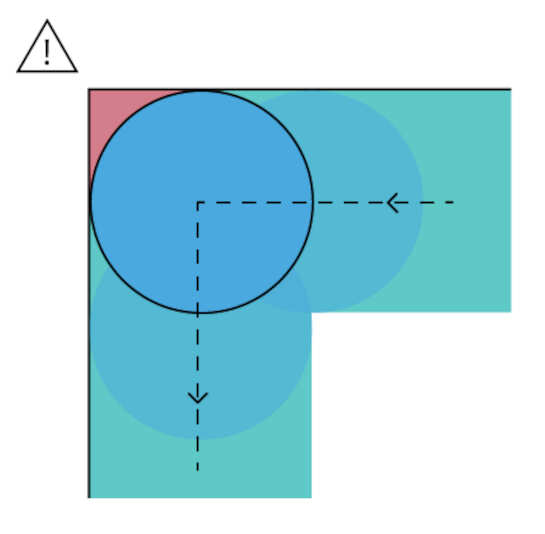
Now that I have all the parts of the bar stool I decided to deal with the details related to the milling process. The problem with milling is that any time we want to cut out an inside angle, we need to keep in mind that we can’t reach all the way into an inside angle with a rounded bit. This comes up frequently when making furniture or any type of joinery. You can see it in a picture bellow.
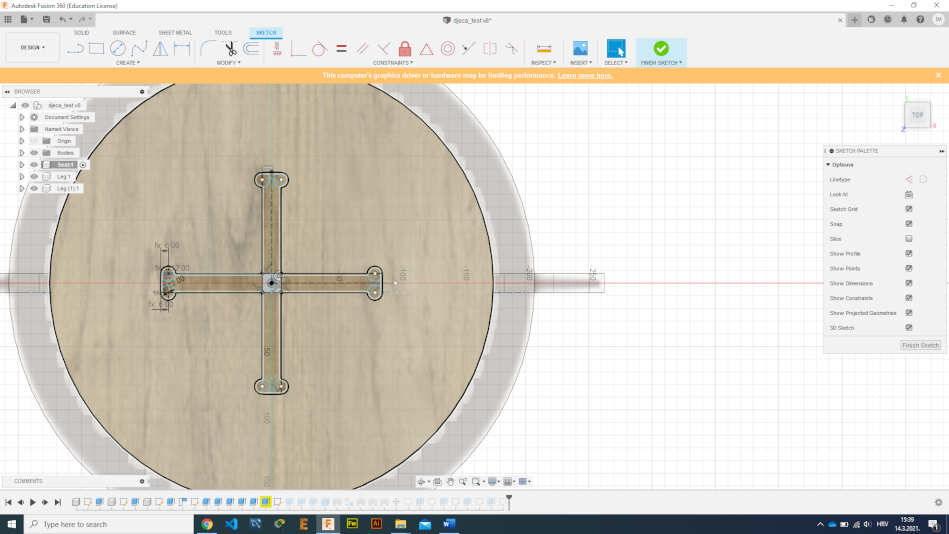
To fix this I need to modify joint a little bit. I need to add T-bone and dog-bone fillet. I first cut a cross on the seat so that the legs could be inserted. I put T-bones on the ends. The result is shown in a picture
After that I did the same for both legs. In some instances I used a T-bone, and somewhere a dog-bone fillet.
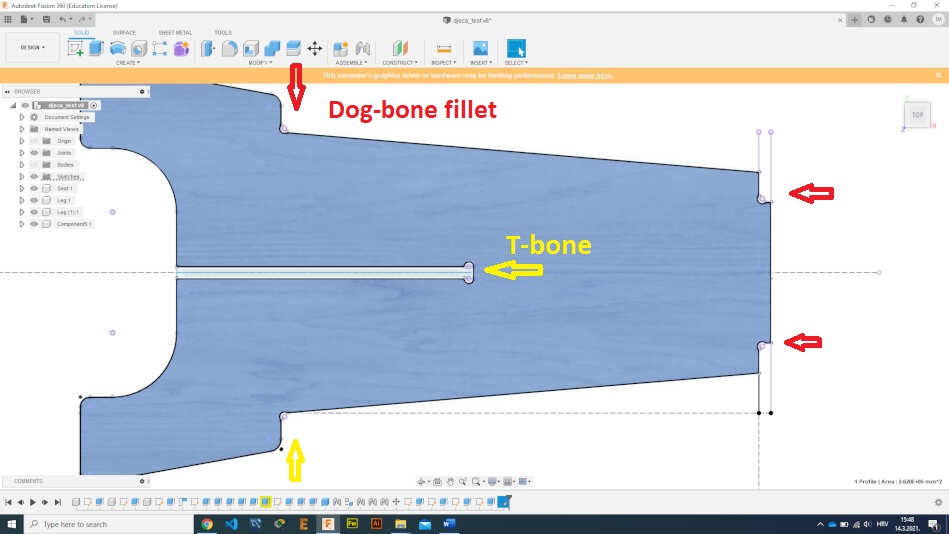
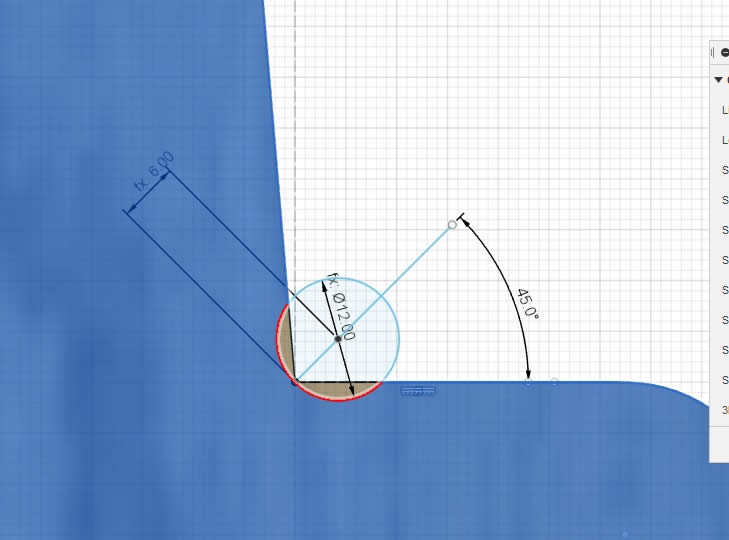
The dog-bone fillet I made by drawing a line from the corner at a 45-degree angle. I set the distance from the corner to the center of the circle d/2 (in my case it is 6 mm, because I use a 12 mm cutter).
I applied that to the other leg as well.
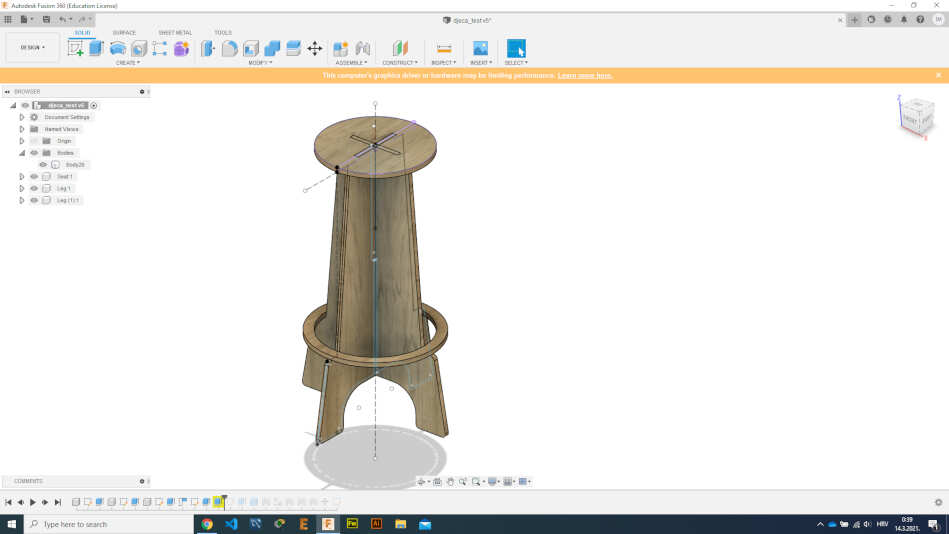
This is what the finished bar stool in 3D looks like.
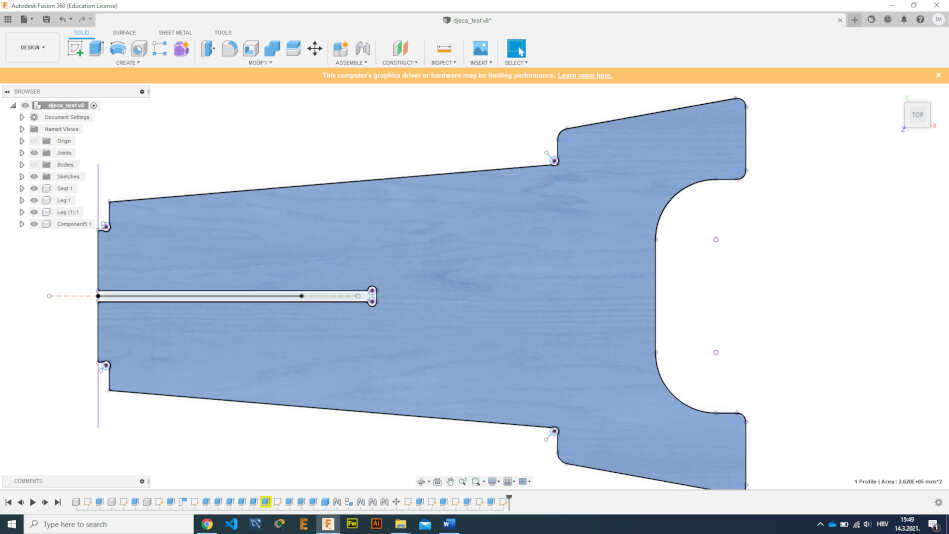
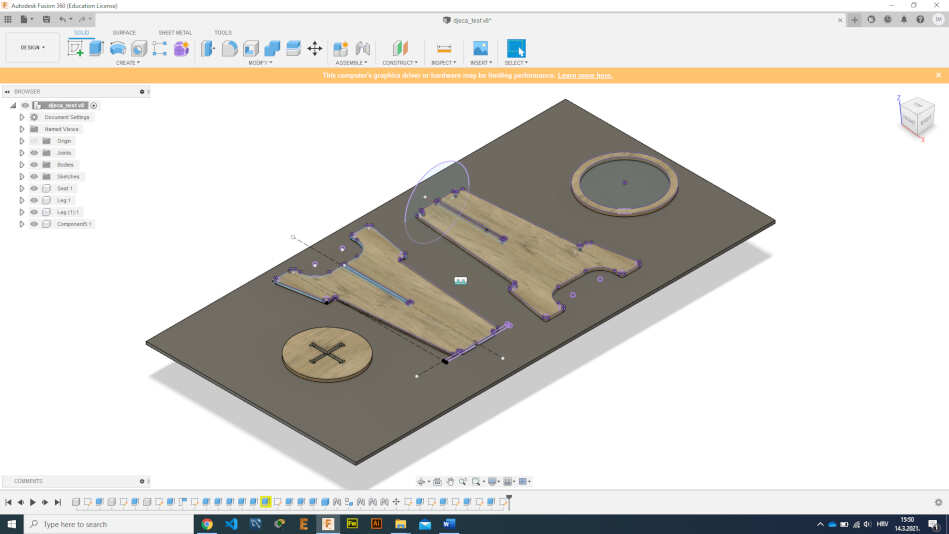
I need to export the file in dxf format. I made a plane measuring 1250 x 2500 mm and placed all the parts on it. I used the joint and move command to arrange the parts next to each other. This will make it easier to export to dfx format.
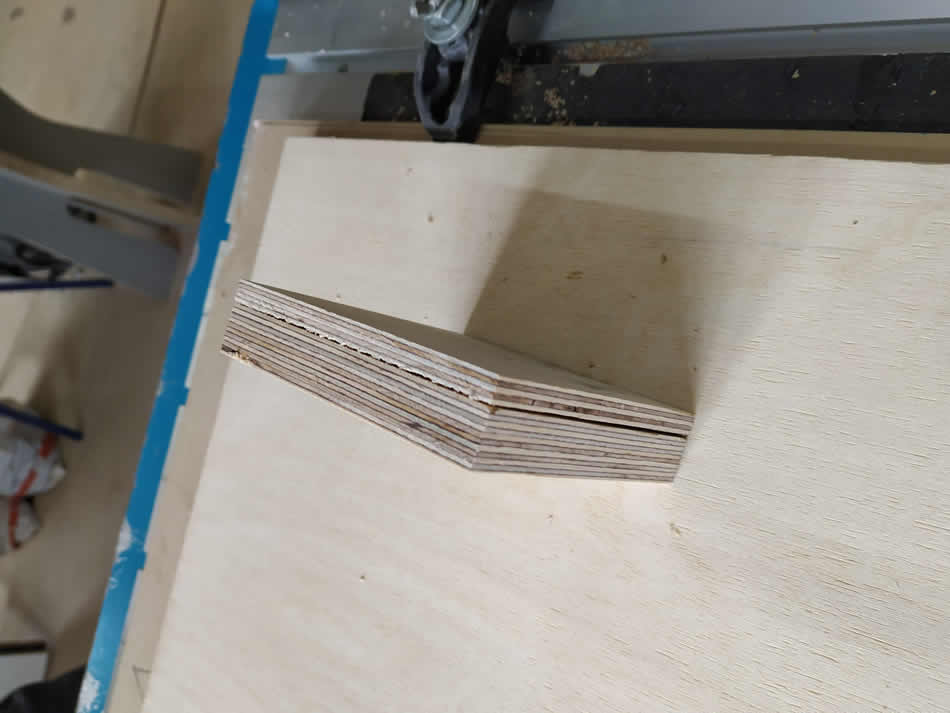
Now it’s time to work on milling machine. We were working on Gauss CNC Router that has a working area of 2500x1300 mm. Material that we used was a plywood 2500x1250mm and 15mm thick.


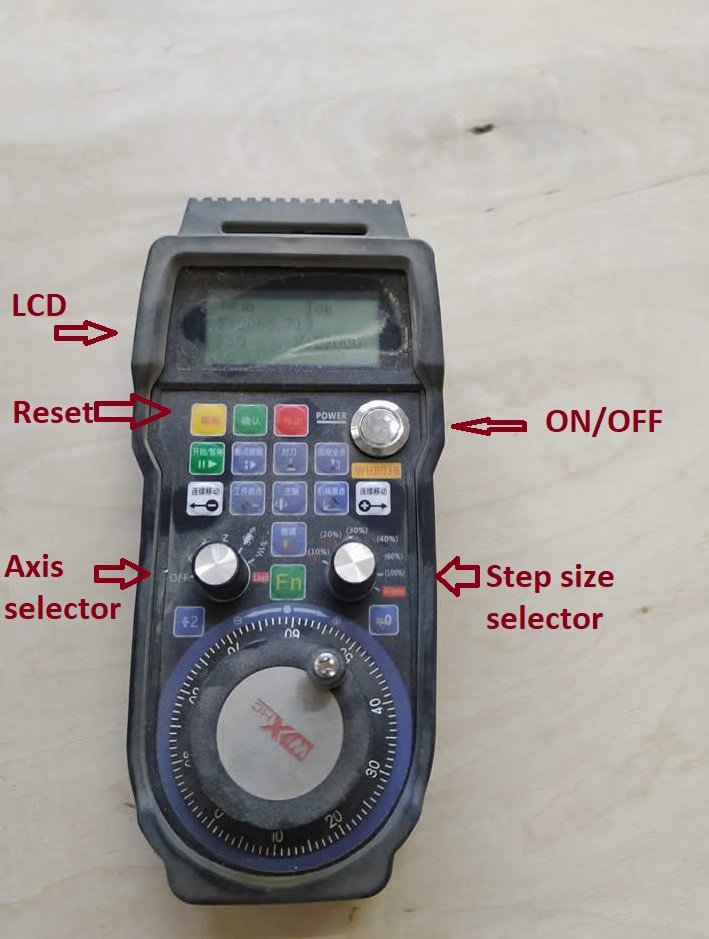
We placed a plywood on CNC. Below plywood there was mdf plate. When the cnc works then it mills a little bit of mdf pad underneath. CNC Router comes with wireless remote. You can see it in a picture bellow.
For the fixure we have two options, clamps and screws.

I used screws to secure the board. This method of using screws should be better for such large boards.

For the tools we used 12mm end mill. You can also see the V-style end mill in the picture. It is used for engraving. My colleague Tatjana used it to engrave the table surface. I didn’t use it. Software that we used for CAM process and controling the CNC machine was Aspire from Vectric that can be found here.
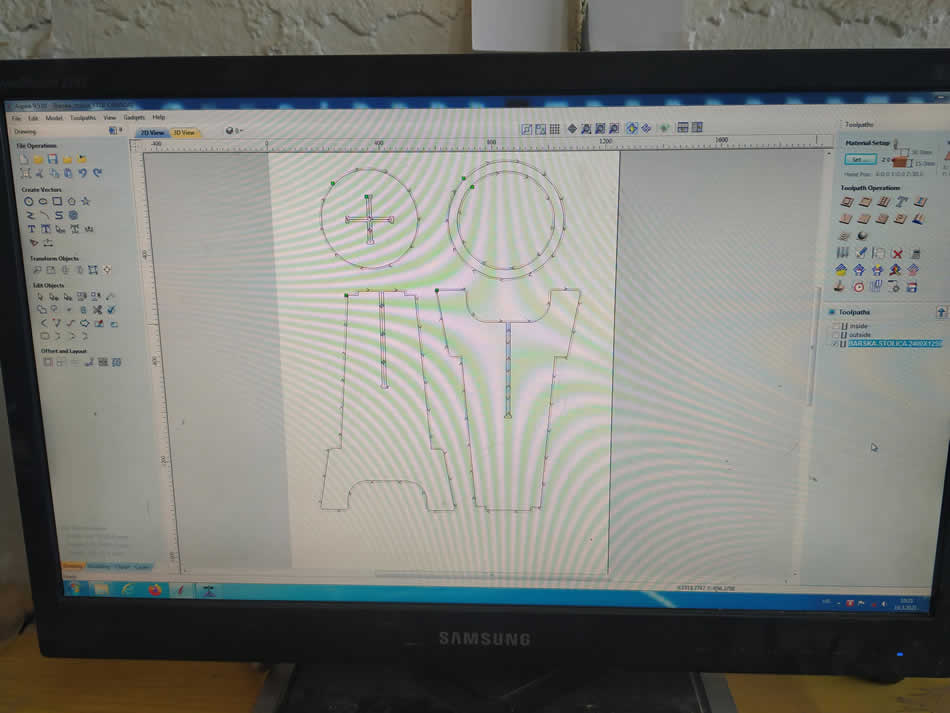
I loaded the file that I previous saved as dxf file into Aspire. Now it’s time to set parameters. First thing that I set was end mill parameters.
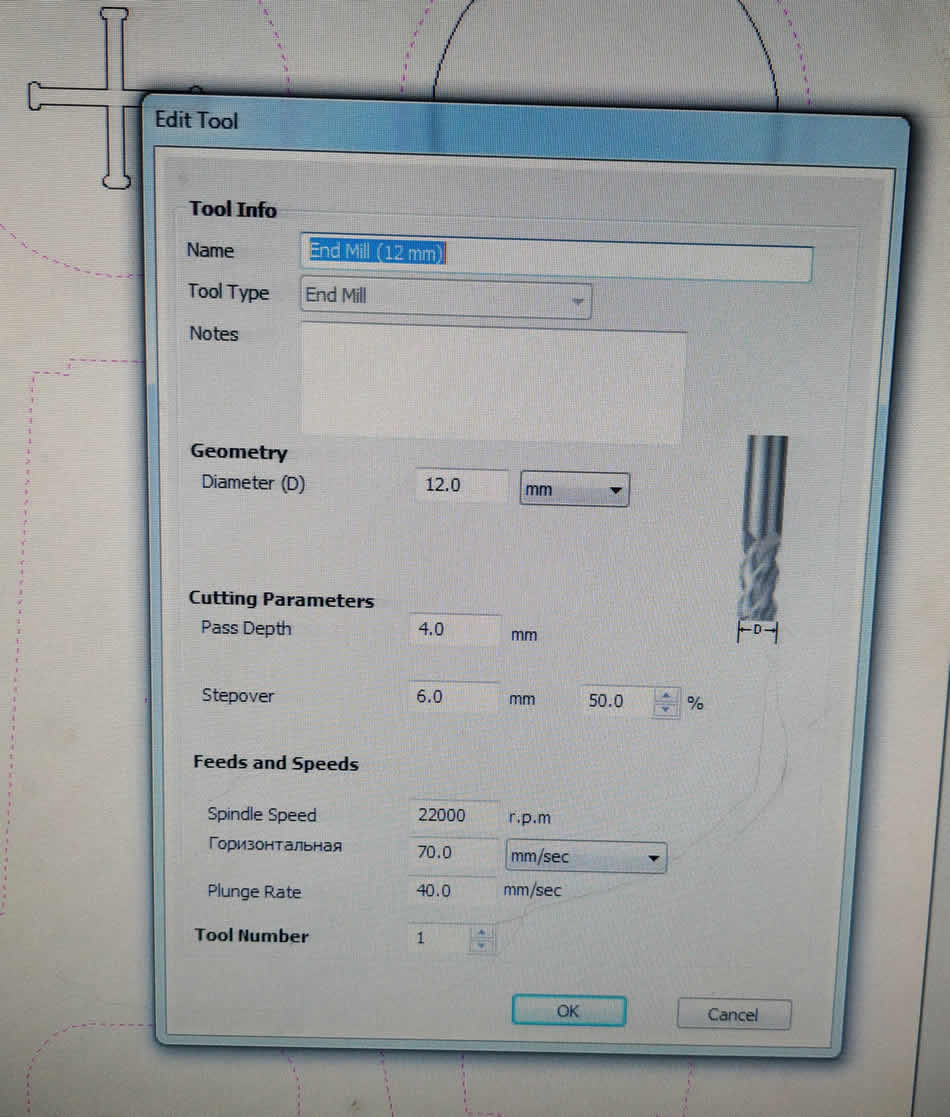
The end mill is 12 mm in diameter, spindle speed was 22000 rpm, plunge rate 40mm/s and feedrate 70mm/s. After a bit of experimentation, we took those values. The following figure shows the parameters for the 2D profile toolpath, ie inside and outside parameters.
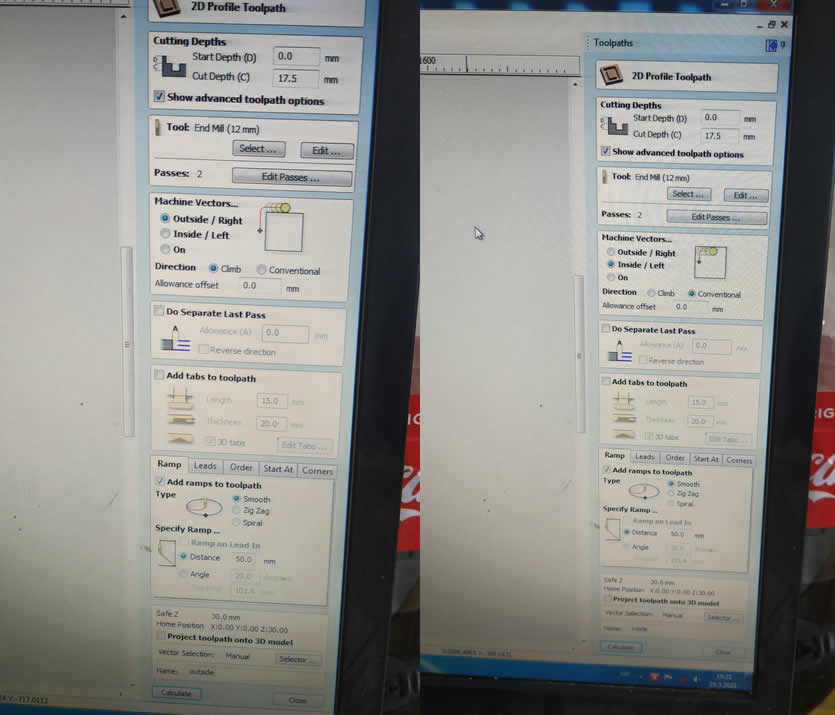
Cut depth was set to 17.5mm. This means that the end mill will also cut out the mdf located under the plywood. Number of passes is set to 2, because end mill can’t do cutting in just 1 pass. For the outside path I set climb direction. I also added smooth ramps to toolpath and set distance to 50mm. Why ramps? A vertical plunge may cause the cutter to overheat, as debris has no way of escaping to be collected by the waste extraction. This will reduce the life of our tools and possibly scorch the material, as well as the machine bed. Inside parameters was silmilar, except for tool direction, it was set conventional. I also set thickness of material and starting point.
So that is set. We can now view CAM animation and if we are satisfied, we can start milling.
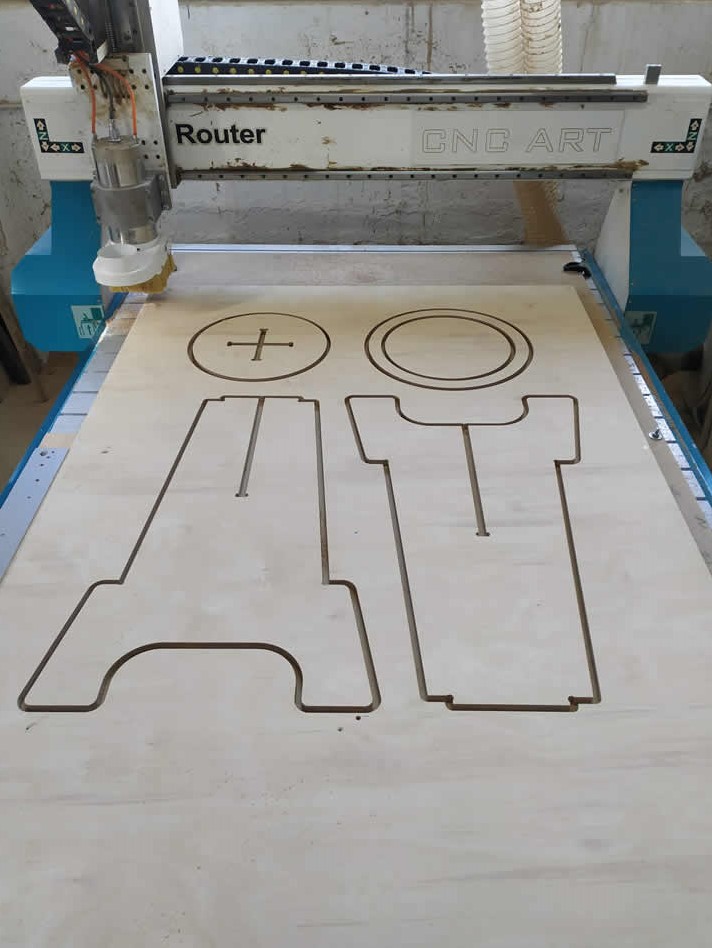
We started CNC machine and started milling.


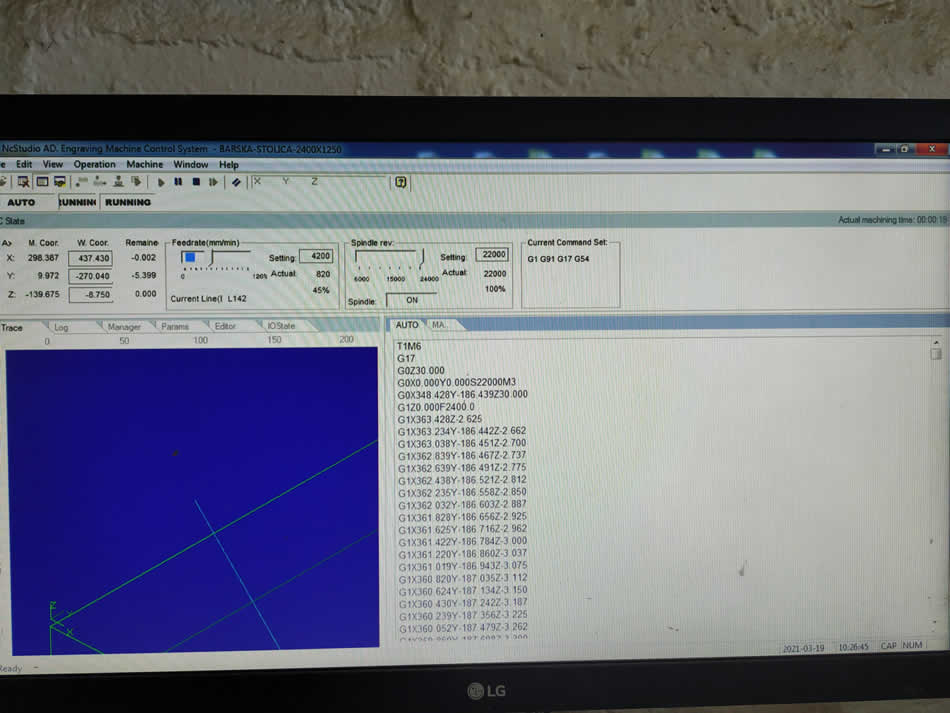
We can view realtime gcode.
This is how it turned out in the end
Time to assemble. There were no problems. All parts sits in place because plywood thickness was 14.91mm. In design I set grooves to 15mm.


My colleague Tatjana made a table. You can see everything together in the picture bellow.

Group assignment¶
For the group assignment we had to test the runout, alignment, speeds, feeds, and toolpaths for our machine. We decided to mill out two 70x70mm squares with corner fillets. We cut one square with the inside toolpath and the other with the outside toolpath. We did this so that we could compare the accuracy of the two toolpaths and also see if the cut out square would fit in the square hole. We wore all the necessary protective equipment.

You can see measurments of both part in a picture bellow. Machine tolerances are 2 to 3 tenths of a millimeter.


We tested if it would press fit. It did after some sanding and hammering.
Some notes…
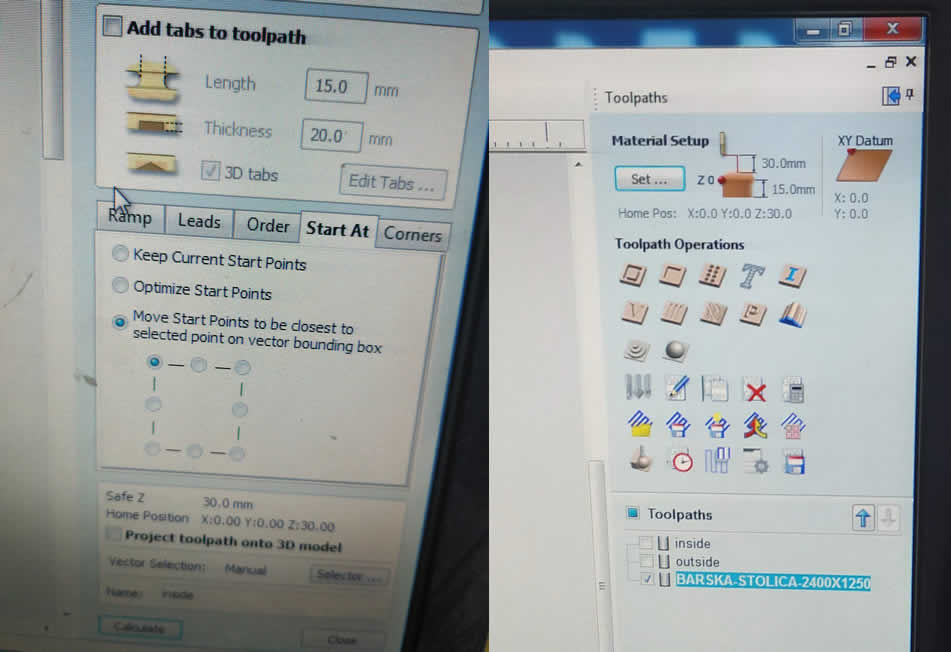
We did not add a dog-bone fillet for these two pieces. It would be easier if we did. Next thing, we had to hold all the parts we cut with our hands at the end of the cut. We were able to solve this by including in the parameters, Add tabs to toolpath. In that case the pieces would remain in place after cutting.