18. Wildcard week¶
| This weeks design | |
|---|---|
| EpoxyAcast_690 safety | |
| EpoxyAcast_690 TDS | |
| SuperSap Safety | |
| SuperSap TDS | |
| mold and frame fusion | f3d |
| SuperSap TDS |
Safety measures when working with epoxy¶
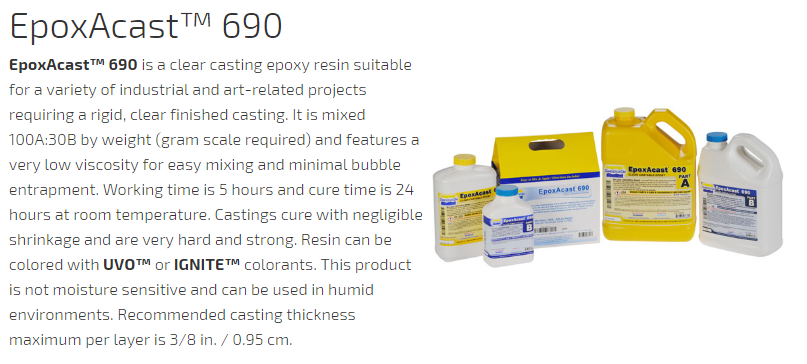
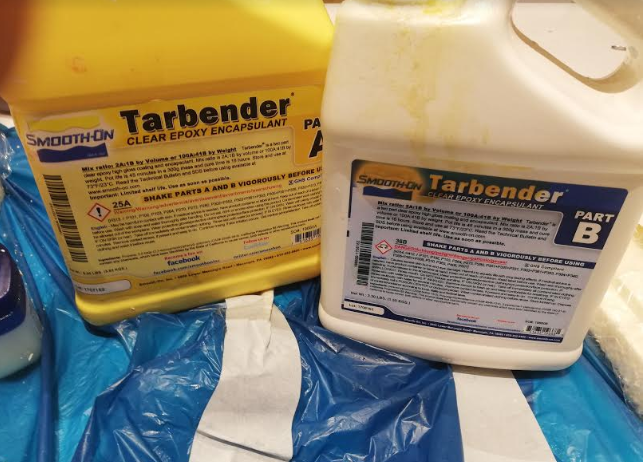
This week we focus on composites and how to apply this. We got a introduction of the possibilities by our instructor Henk. Before we start doing tests with apoxy on materials we needed to do some preparations and read the safety sheet of the epoxy we used for testing. We tested with two different epoxy. Epoxy cast and Super Sap.
 A clear epoxy for testing
A clear epoxy for testing
The safetysheet recommend to use long sleeves, safety glasses and rubber gloves to minimalize skin contact. Before curing the material is very hazardous and bad for the health. Always take the precautions serious when working with this material and only use it in a well ventilated space. The epoxy consist of component A and the harderer B component. You mix the epoxy by weight 100A:30B. The potlife of the epoxy is 5 hours, which mean you can work with the mixture for 5 hours before the hardening starts. The curing time is set to 24 hours. This depends on the temperature in which you work.
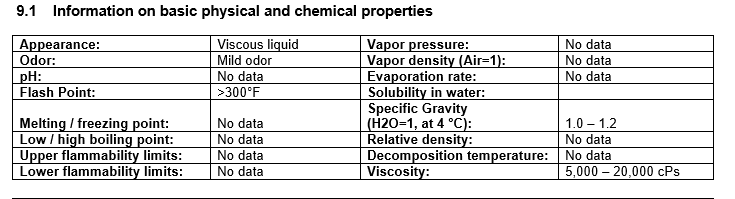
From the safety sheet it mostly warns about the health issues that can occur when not keeping the precautions in mind. There are no hazardous reactions mentioned. What i notice when reading the safety sheet is that there are lots of effect concerning this product as marked as no data available. I find it strange that some effects are not researched properly.
 Example of no data
Example of no data
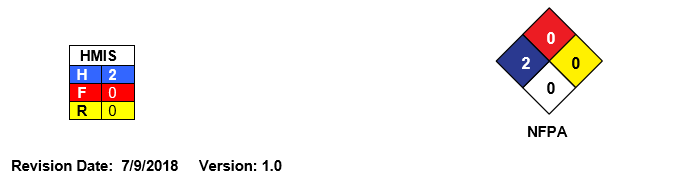
Hazardous Materials Identification System indicates this material only dangerous for health issues. The warning for flamibility and physical hazard is set to 0. The warning on health is category 2 which means in short reversable damage often restulting in irritation.
 Hazardous Materials Identification System
Hazardous Materials Identification System
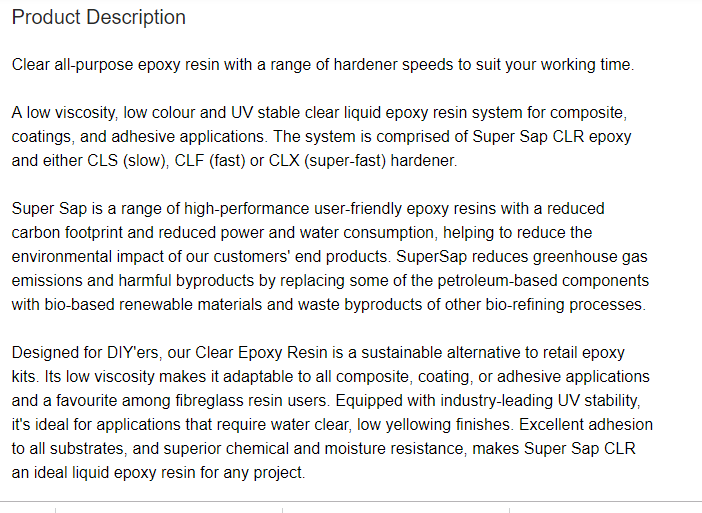
The other material we using during testing is Super Sap Epoxy. On their website they claim it is a bio based epoxy. When looking in the safety sheet it appears just as harmful as the previous epoxy. Same level of irritation can accur when handling this epoxy. Weirdly enough the safety sheet does not contain the Hazardous Materials Identification System label. Nice that they call it biobased but there are no clear indications that this epoxy is better for the environment than the previous epoxy.
 Super sap epoxy
Super sap epoxy
Preparing for testing¶
Before starting with testing the epoxy with different types of fabric we covered the table with plastic. This way we could easy clean after the testing is over. We picked a table close to the window. You need to work in a well ventilated space when working with resins. Our instructor provided us the work cloths with long sleeves, safety glasses and a mask to prevent inhalation.

My classmates and instructor preparing the table
We cut different types of fabric in small pieces to test how the strength would be when pouring epoxy to create a composite. For the test we will clamp two boards to each other to keep pressure on the drained sheet of fabric. Since you don’t want the board stick to each other we prepared the boards so we could remove them easy later. First we covered the board with baking foil and over this we wrapped plastic foil. When this was done we used Vaseline to ensure the epoxy could be removed later. Looking back at this procedure we made a silly mistake. Somehow i presumed i had to place the baking foil first. The other way around would have been more efficient. The idea of the baking foil is to create a smooth surface. The plastic is used to prevent the epoxy to get in the mold and then place the baking foil for a better smoother result. Lesson learned..
 preparing the board with vasiline
preparing the board with vasiline
When this was done it was time for the last safety measure. Putting on rubber gloves to work safely with the epoxy. We had cut before some fabric with a variety of density. We wanted to test how strong the combination would be and the difference in strength when using different fabrics. We teamed up to do the testing. My class mate Anne prepared the epoxy. Some clear , other with the use of pigment to color them. Me and Mick soaked the fabric in epoxy to make the tests.
 Some testcases
Some testcases
We made about twelve different test using the different epoxy and different fabrics and colors to see what effect i would have. Then we placed the soaked sheets between the prepared boards and used clamps to place pressure on the test. This result that the end result will be more strong and the overdue over epoxy get pressed out of the mold. Now we had to wait for the material to cure which is around one day for the epoxyAcast and 6 hours for the Supersap.
After the testing we cleaned up the place and washed our hands thoroughly for safety reasons.
A few days later i was able to check the test results. All of the pieces where dried and hardened. Both epoxy we used for the test felt strong and sturdy. The surface was hard and all the materials could be bended when putting a afford.
 Test with SuperSap
Test with SuperSap
These test we did without adding pigment to color them. You can see the different in density of used material. There is slightly difference in flexibility between the test cases. The less dense test are slightly more flexible. On a small surface the difference is minimal but i can imagine a big differences when making bigger pieces. We used max 3 layers which seemed enough to get a steady result.

In these test we played around with different materials. I wanted to check how saw dust would effect the stiffness of the material. The pouring was already messy and the endresult looks simular. No sawdust for me anymore.

The last test were using pigment to color the test cases. The textiles we used for testing were brownish and not ideal for coloring but it was good enough to get a impression. The colors red and black came out but did not look consistent. The structure of the fabric is still good visible on the test cases. The result might have been better using a white dense fabric. For my personal assignment i would like to try to get a maximum result where you can not see the fabric anymore.
On the pictures it is hard to see but the results where not completely smooth. You can see every unevenness of the underground on the epoxy. We used plastic foil to cover the board and every rimpel is visible in the end result. Would like to try to get this to the minimum for my individual assignment.
Designing a mold for composites¶
For the final assignment i am planning to make a lamp. Since the deadline is coming quickly i like to use this assignment to create parts for my final design. This however put some pressure in thinking about the structure. To be able to make parts i need to know which shape and dimensions i am going to use for the lamp design. I want to create parts to cover the moving arms.
In machineweek i made the rails for the marbles and i fell in love with the structure. For my lamp i am using servo motors and my initial idea was to make a lamp some resembling a robotic arm. After doing the marbletrack i changed my mind in how to produce the light. i was struggling in how to make the arms without the servo sticking out to much. The construction of the marble rails i can place the servo’s in a way that they are not visible and still can create a nice motion.
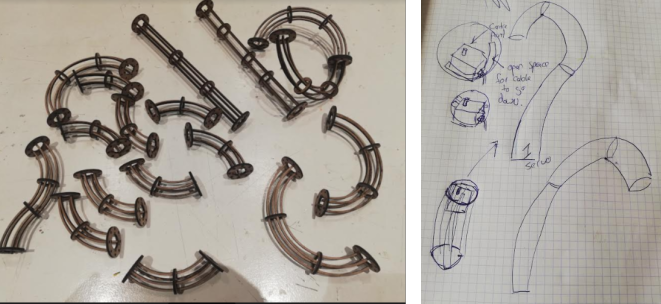 Inspiration and small sketch
Inspiration and small sketch
How i will create the tube i will explain in detail on my final assignment page. The composite mold will go over the tubes to cover the electronics inside. In my design i have to think about how to create the shapes so that i can use one mold to cover both sides of the pipe. Making a mold and pouring is time consuming i and don’t want to use extra molds when not necessary.
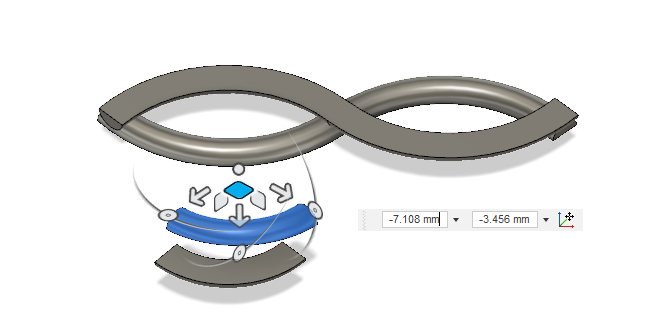
Playing with simple shape to determine which shape is best
After a few examples i realized it was best to use the circle shape for the arms. The first arm i like to be around 30 cm high. I do like to have a bend in the first arm but just sliglthy. The more the first am bend the more weight it has to counterbalance. I drew a circle of 1000 mm and used the trimming tool to cut the circle at 30 mm. Now i had a shape with a small bend.
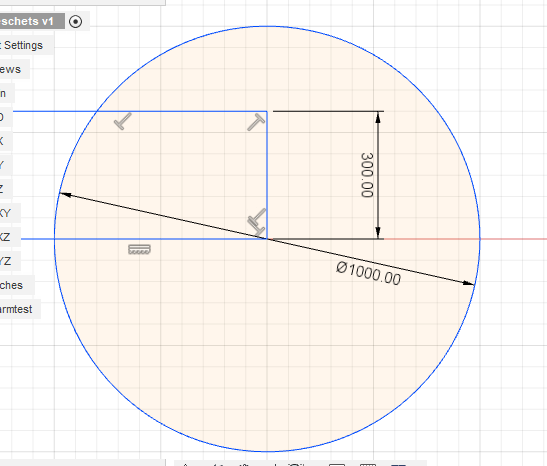
Deciding on the shape
I had to design the in side structure in such a way that the servo was centrered in the middle. To archieve this i had to make the end circle at least 80 mm. Which is for lamp standards quite wide. To counter this a bit designed the middle of the arm less width. Also i had in mind that when the light is rotating the wires had to be able smooth trough the surface. and magnets to hold the composite parts in place.
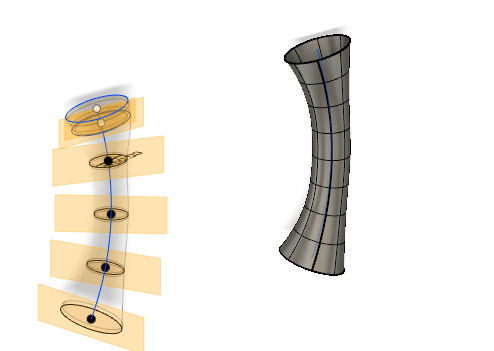
With the plane through path tool i created planes on which i could draw the circles. The distance of the servo and the top was crucial to calculate in the correct way. Otherwise the the part connected would not spin. The measuring of all the part was time consuming.
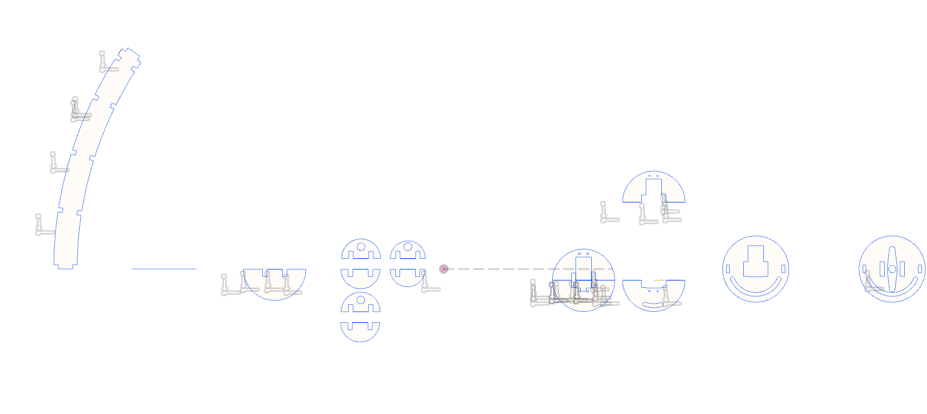 All the parts measured
All the parts measured
 Making different planes
Making different planes
Making the shape of the composite shell¶
To get inspiration of how to design a lamp i looked on youtube and found this nice technique to create nice shapes. First i used the loft function in sculpt to connect the circles and then selected all the paths of the model to create pipes of those paths. When done i returned to the model mode and used those pipes to cut in the original loft model.
 result of cutting the surface with the created pipes
result of cutting the surface with the created pipes
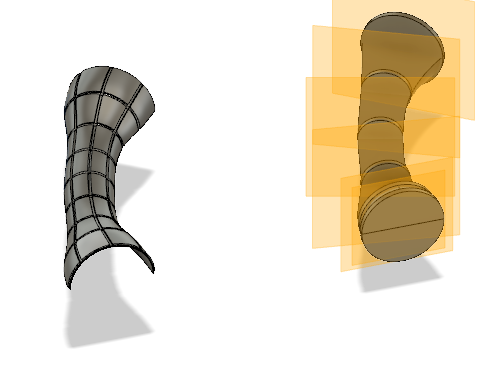
I really like the way it looked and played around with this toolto improve in a simple way the looks of the composite shell. Much later i realized my mistake i warned others in previous lesson when using the cnc machine. The mold is gonna be made with the shopbot. The machine at the fablab the Waag have 3 axis and therefor not possible to cut out the path i designed. A big disappointment.
The design have a more organic structure and no sharp edges when put together. The holes i made to reduce weight since my new design will be more heavy. And i like the look of it. I have in mind that the composites might not turn out beautiful so i hope the changes are for the best.
In my earlier plan the arm consist of different types of circles. I redesigned so the middle part will be rectangles. Like the transition in shapes.
It took me longer then anticipated to make these changes so every part will be pressfit. Will put it to the test. When i was ready i exported the sketch as dxf and with inkscape i placed them in a canvas to be lasercutted.
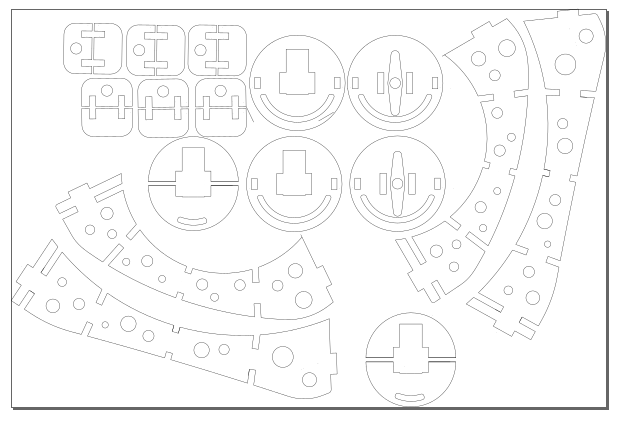 Template for lasercutting
Template for lasercutting
The mpld round i created by using the loft tool as explained earlier. I used the right dimensions of the circles and rectangles and gave each a ofset of 3 mm out. This i did to create the outside part of the mold. For the inside i first extruded the connection parts. These will be lasecutted and will not have the round shape of the mold. I wanted to include this for the inside to have the best fitting result. Then again i used the loft tool to connect the parts.
 Designing the inside
Designing the inside
When both the inside and outside were designed i used spit body to create halve bodies to create the actual mold. The mold will be made with foam and i had to design the mold so it would fit on the rest material at our fablab. That why the uncommon shape of the mold.
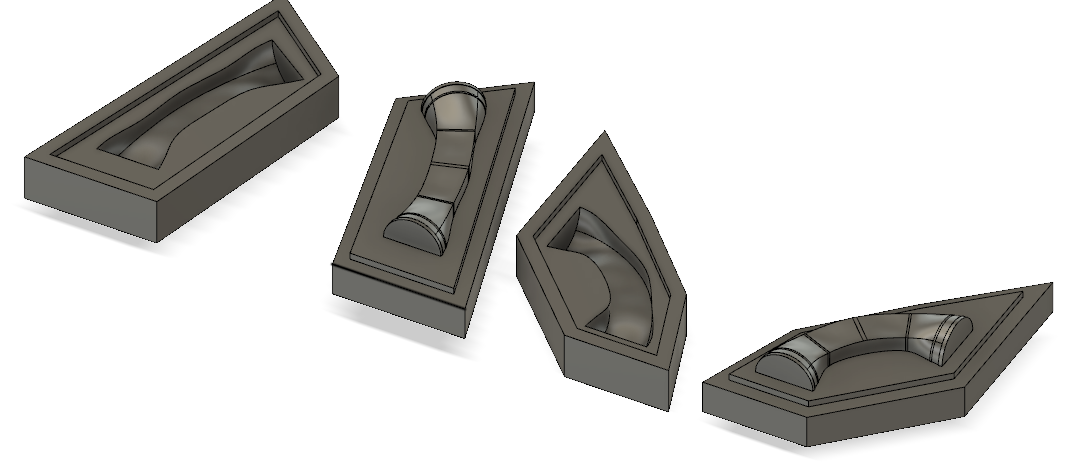 Design of the mold for both arms
Design of the mold for both arms
Cnc the molds¶
To create molds we used big sheets of foam. To keep the foam in place you use the same technique as with the wax molds. Double sided tape to keep the foam in place and a wood structure around it to prevent the foam to slide when working.
 Placing the foam
Placing the foam
The top layer was not smooth. With a 2 inch diameter mill i took away 5 mm of the top to create a smooth surface. The foam is a soft material and i could change the speed to 120 mm per second.
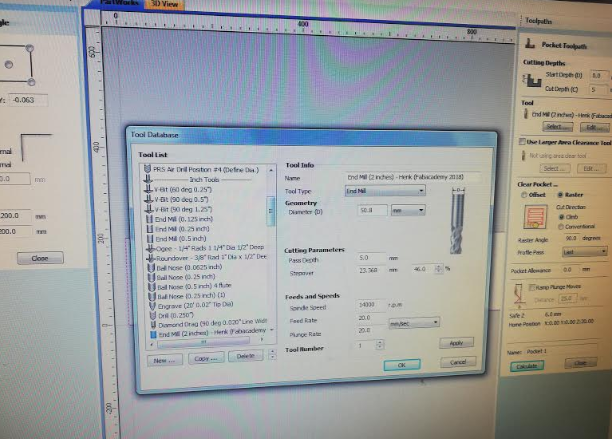 Setting of the mill bit
Setting of the mill bit
 two inch mill to create smooth finish
two inch mill to create smooth finish
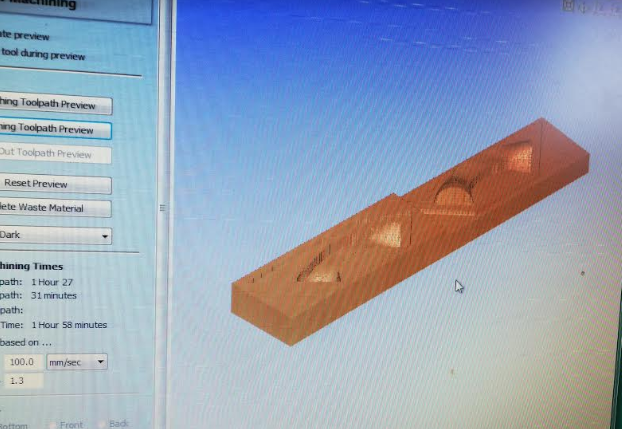
The whole surface was done under 5 minutes. Now it was time to prepare my mold for cutting. The mold has to be 3d cutted so i used the partworks3d to prepare my mold. When setting the rough and finish toolpath it estimated that the job would take around 197 hours. Hmm.. It turned out that the speed setting was set to minutes instead of second. With this setting it moved the mill around 120 mm per minutes instead of seconds. After changing the settings it took around 1 hour to finish the mold. Much better!
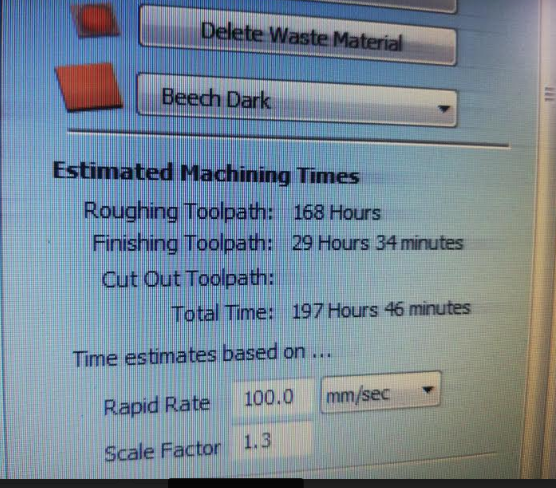 Wrong setting, wrong time
Wrong setting, wrong time
For the design i had to use a long milling bit. I designed my mold that the deepest point was around 6 cm. To be able to cut my mold the mill needs to be at least 6cm out of the collet. Preferably more. The only mill with this size in our fablab was a metric mill of a quarter inch. I am used to calculated with mm and within partwork i changed the setting to mm. I had to use a online converter to sett the right dimension of the mill bit. 6.35 mm big was the mill.
The feed rate i set to 120 mm per second while the plungerate i left on default. 25mm per second. For the finishing toolpath i used feedrate 100 and plungerate 25. The spindle speed was set to 10.000.
 roughing toolpath
roughing toolpath
To create the two side mold it took around two and a halve hours to finish. I did both molds separatly. on this picture you see one mold is finished with the finishing toolpath while the other mold is currently done with a rough toolpath.
 both molds
both molds
I designed two different molds for the inside and outside to create a perfect fitting on the frame. I find it always exciting and scary to check the mold for the first time. There are many hour thinking, designing and making involved to create the mold so when testing it the first time is slightly scary. Luckely the two mold fitt with a ofset of 3 mm.
 Firstmold done
Firstmold done
Second Mold¶
For the second mold i combined the two molds to do the milling in one run. I set everything up as before and started the job. Around halve way the job i realized a design error in combining the two mold. The thicknes was to big with the second mold and therefore it mmight result that it would hit the sacrificial layer. I did not want to take this risk and canceled the job.
 On first look it looked nice in the animation
On first look it looked nice in the animation
My mistake was that i placed the button molds to each other resulting in a large z axis. I did not noticed after doing a succesfull animation in partworks3d. I redesigned my mold and redid the job. This time more successful.
Cutting the canvas¶
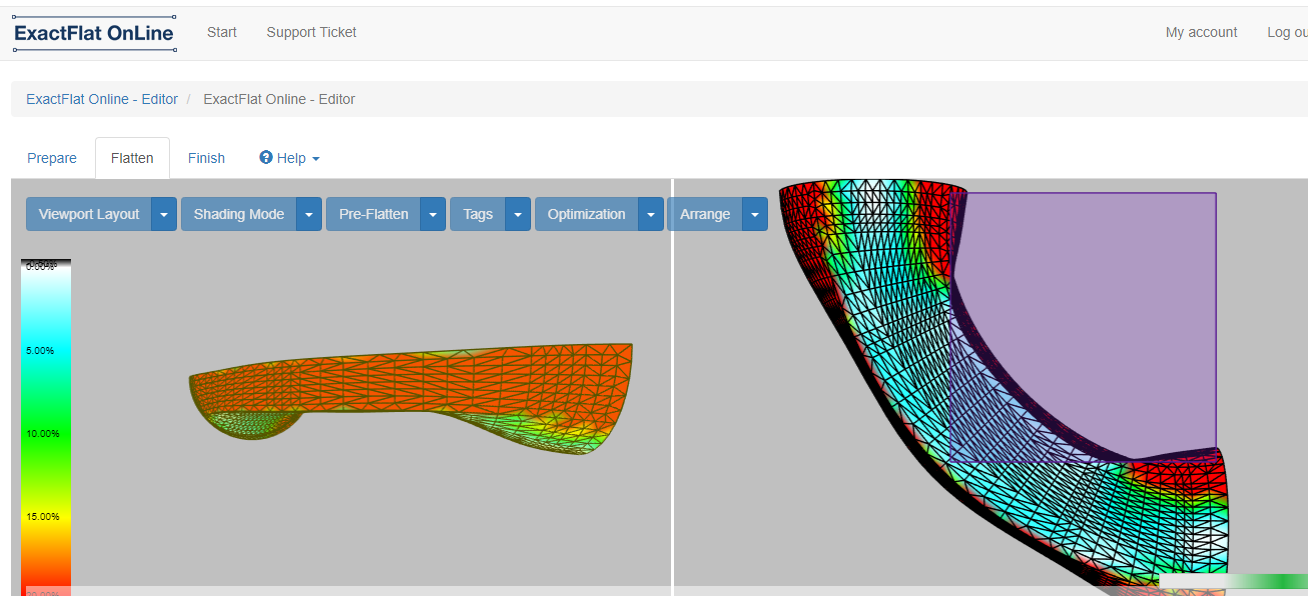
Last week my fellow student Micky came with a a smart tip in how to flatten a 3d designed model. This is a add in for fusion 360 and provide a free trial. You have to create a account bbut then you can use this program to create a flat surface out of a 3d model.
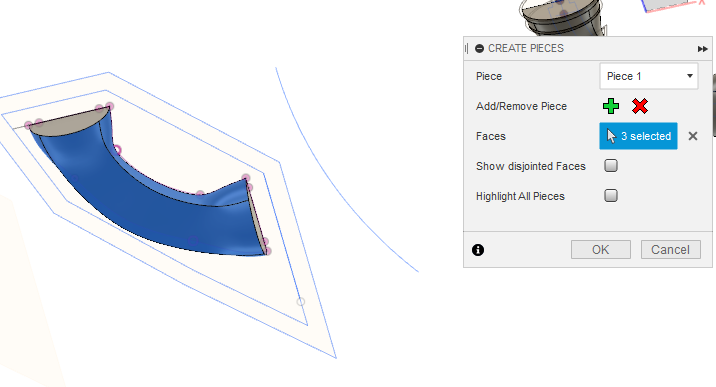 Selecting the surface to flatten
Selecting the surface to flatten
When you publish in fusion you are directed to their website. You can different simple tools to flatten the surface. I was not to impressed with the result. For this relatively simple design it worked. I used the lasercutter to cut out the canvas pieces. Speed 90, power 30
First pour¶
Similar to the groups assigment i covered the table with plastic. The four molds i covered with wrapping foil and used vaseline to prevent the epoxy to stick to the foil. With the shape of my mold and the wrappingfoil it seemed impossible to create a smooth surface to pour. Especially when greasing the mold with vasiline result in a unsmooth surface. But for now this seemed ok. I want to test the mold and if the result fits on my designed frame.
 Putting everthing in place
Putting everthing in place
For the next step i put on the protective clothes with long sleeves. Rubber gloves and protective glasses. I tried placing the mask but this feels extremely uncomfortable and prevent me from working efficient.
 *The clear EpoxyAcast690 *
*The clear EpoxyAcast690 *
I mixed the a and b component on weight. A:100 -B:42 I stirred the mixture for about a minute till the epoxy was one clear substance.When done i added white pigment to the mixture hoping for a nice result.
The canvas pieces i placed on the inside mold. My initial plan was to place them in the outside mold but i expected problems when pressing the mold to each other that the canvas might move position. I made small cuts in the canvas to create the best fitting result. I drained the canvas pieces with the mixed epoxy on both sides and placed them carefully on the mold. I used two layers of canvas for each mold.
 placing the canvas in the mold
placing the canvas in the mold
When done i placed the outside mold on the inside mold. I covered both sides with wooden plates and used clamps to put pressure on the mold. The curing time of the epoxy is 24 hours. I placed the molds on garbagebags and clean the working table.
 *Next day i was able to inspect the mold *
*Next day i was able to inspect the mold *
Really had no idea what to expect of the outcome. By the pressure a bit epoxy came out of the mold and it was harden. A good first sign. I removed the clamps and took the mold apart.
 first glimps of composite shell
first glimps of composite shell
 Both composite shells
Both composite shells
Both composite shells were fully cured and felt robust. I does need some cutting on the side to get rid of the extra epoxy. For a first pour i am content. The surface is not so smooth but the shape resemble what i had in mind. I think i can improve the result by placing the foil more carefull and neat. Further i like the look of the canvas but it is not very flexible resulting in a less smooth surface. I like to try again to create a better result using glass fibre sheets i have at home.

The composite shell fits perfect on the frame
The fitting of the shell is very good on the frame. Of coarse i need to do some cutting to remove the residu material but i am confident this can work.
What i learned and what went wrong.¶
This weeks design was time consuming. I could have designed a simple object for this assignment but i decided to use this week assignment to create parts for my final project. Now the mold should fit well on the frame i designed this week as well. The hard part i found designing parts that are 2d manufactured and assembled and designing a 3d surrounding around it. I somehow got me confused. Using the cnc for the mold is also time consuming. I do like the machine but it involves much preparation and full attention. I do like this technique of composites though. It provide me with new possibilities and i am keen on further experimenting with composites.